CN202308134U - 电池组 - Google Patents
电池组 Download PDFInfo
- Publication number
- CN202308134U CN202308134U CN2011203693189U CN201120369318U CN202308134U CN 202308134 U CN202308134 U CN 202308134U CN 2011203693189 U CN2011203693189 U CN 2011203693189U CN 201120369318 U CN201120369318 U CN 201120369318U CN 202308134 U CN202308134 U CN 202308134U
- Authority
- CN
- China
- Prior art keywords
- cell
- tab
- battery
- battery pack
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/42—Methods or arrangements for servicing or maintenance of secondary cells or secondary half-cells
- H01M10/425—Structural combination with electronic components, e.g. electronic circuits integrated to the outside of the casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/213—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for cells having curved cross-section, e.g. round or elliptic
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/296—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by terminals of battery packs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/509—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the type of connection, e.g. mixed connections
- H01M50/51—Connection only in series
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/509—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the type of connection, e.g. mixed connections
- H01M50/512—Connection only in parallel
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
- H01M50/557—Plate-shaped terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/562—Terminals characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Battery Mounting, Suspending (AREA)
- Connection Of Batteries Or Terminals (AREA)
Abstract
本实用新型披露了电池组。为了提供可高效生产且有助于提高生产率的电池组,本实用新型的一种电池组包括:单体电池(100),所述单体电池包括正极拉出突片(120)和负极拉出突片(130);和保持器构件(200),所述保持器构件包括突片插入孔(215)和空间,所述单体电池(100)的所述正极拉出突片(120)和所述负极拉出突片(130)被插入所述孔内,所述空间被设置成沿所述正极拉出突片(120)和所述负极拉出突片(130)被插入所述突片插入孔(215)内的方向朝向所述突片插入孔(215)变窄。
Description
技术领域
本实用新型涉及一种通过将多个二次单体电池如锂离子电池连接在一起而形成的电池组。
背景技术
锂离子二次电池随着锂离子在负极与正极之间的移动而进行充电和放电,其具有能量密度较高且输出功率较高的电池特性。因此,近年来锂离子二次电池被广泛应用于各个领域。例如,由多个二次单体电池如锂离子电池串联连接而成的电池组可被用作电动助力自行车的能量源。
对于以上述方式使用的二次单体电池而言,在许多情况下,其外部会使用由金属层压膜制成的层压膜外壳材料,其优点在于:该层压膜外壳材料的形状自由度较高且质量较轻。
例如,专利文献1(JP-A-2010-170799)的图3和图4披露了一种组装的电池23,其中由具有层压膜外壳材料的扁形非水电解质电池制成的多个单体电池21被叠置,以使得延伸出单体电池21之外的负极端子6和正极端子7沿相同方向被布置,且用胶带22将单体电池21捆束在一起。在该组装的电池23中,多个单体电池21彼此串联电连接。
专利文献1披露的电池组采用了以下结构:多个单体电池21被串联电连接,所述多个单体电池被叠置,以使得负极端子6和正极端子7沿相同方向被布置。为了将单体电池21串联连接在一起,邻接单体电池21需要使极性不同的电极彼此连接。然而,在专利文献1披露的电池组中,邻接单体电池21的电连接部段分别相对于单体电池21的叠置方向倾斜地被设置。
此外,对于专利文献1所披露的具有层压膜外壳材料的扁形单体电池21而言,邻接单体电池21的电极之间的距离极短。出于上述原因,在专利文献1所披露电池组的生产过程中,当邻接单体电池21的电极相连时,需要关注以下问题:当这些单体电池21相对于叠置方向倾斜地顺序相连时,被设置在较小空间中的电极之间存在短路的可能。因此,需要解决的问题在于这种电池的工作效率较差,且生产率较低。
实用新型内容
本实用新型旨在解决上述问题。本实用新型的一种电池组包括:单体电池,所述单体电池包括正极拉出突片和负极拉出突片;和保持器构件,所述保持器构件包括孔和空间,所述单体电池的所述正极拉出突片和所述负极拉出突片被插入所述孔内,所述空间被设置成沿所述正极拉出突片和所述负极拉出突片被插入所述孔内的方向朝向所述孔变窄。
此外,本实用新型的一种电池组包括:单体电池,所述单体电池包括正极拉出突片和负极拉出突片;和保持器构件,所述保持器构件包括孔和导引伸出部段,所述单体电池的所述正极拉出突片和所述负极拉出突片被插入所述孔内,所述导引伸出部段被设置成沿与所述正极拉出突片和所述负极拉出突片的插入方向相反的方向伸出,从而使得所述孔被夹在所述导引伸出部段之间。
在本实用新型的所述电池组中,渐缩侧被设置在所述导引伸出部段上。
根据本实用新型的所述电池组,所述单体电池的所述正极拉出突片和负极拉出突片在被插入所述孔内时受到所述导引伸出部段的导引。通过这种方式使得做好了将单体电池电连接在一起的准备。因此,电池组的生产变得高效,由此提高了生产率。
附图说明
图1示出了单体电池100,所述单体电池构成了根据本实用新型的一个实施例的电池组;
图2示出了附加突片构件125如何被连接至单体电池100的正极拉出突片120;
图3示出了如何在单体电池100被串联连接之前将孔设置在正极拉出突片和负极拉出突片上;
图4A-图4D示出了保持器构件200,所述保持器构件用于形成根据本实用新型的该实施例的电池组;
图5是保持器构件200的透视图,所述保持器构件用于形成根据本实用新型的该实施例的电池组;
图6是板300的透视图,所述板用于在根据本实用新型的实施例的电池组中将单体电池100串联连接在一起;
图7A和图7B示出了电池保护构件400,所述电池保护构件用于形成根据本实用新型的该实施例的电池组;
图8示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图9示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图10示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图11示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图12示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图13示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图14示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图15示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图16示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图17示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图18示出了生产电池连接结构500的过程,所述电池连接结构构成了根据本实用新型的该实施例的电池组;
图19示出了生产根据本实用新型的该实施例的电池组的过程;
图20示出了生产根据本实用新型的该实施例的电池组的过程;
图21示出了生产根据本实用新型的该实施例的电池组的过程;
图22示出了生产根据本实用新型的该实施例的电池组的过程;
图23示出了生产根据本实用新型的该实施例的电池组的过程;
图24示出了生产根据本实用新型的该实施例的电池组的过程;
图25示出了生产根据本实用新型的该实施例的电池组的过程;
图26示出了生产根据本实用新型的该实施例的电池组的过程;
图27A和图27B示出了用于将单体电池100连结在一起的条件;
图28A和图28B示出了用于将单体电池100连结在一起的条件的另一实例;
图29A和图29B示出了用于将单体电池100连结在一起的条件的另一实例;
图30示出了根据本实用新型的该实施例的电池组在使用时是如何被定位的;和
图31示出了单体电池的另一实例,所述单体电池构成了电池组。
具体实施方式
下文结合附图对本实用新型的实施例进行描述。图1示出了单体电池100,所述单体电池构成了根据本实用新型的一个实施例的电池组。单体电池100所使用的是锂离子二次单体电池,该二次单体电池随着锂离子在负极与正极之间的移动而进行充电和放电。
单体电池100的电池主单元110具有这样的结构,其中以下部件被贮存在层压膜外壳材料中(所述层压膜外壳材料在平面图中具有矩形形状):电极层压本体,在所述电极层压本体中,多个板片状正极和多个板片状负极经由隔件被叠置;和电解溶液(二者均未被示出)。正极拉出突片120和负极拉出突片130从电池主单元110的第一端部部分111被拉出。
正极拉出突片120和负极拉出突片130都具有扁平护板的形状,且被分别直接连接至或经由导线本体或类似物被连接至层压膜外壳材料中的板片状正极和板片状负极。层压膜外壳材料包括金属层压膜,所述金属层压膜在面向电池内部的平面上设置了热密封树脂层。更特别地,例如,该层压膜外壳材料是通过将两种金属层压膜叠置在一起而制成的;在电极层压本体(所述电极层压本体包括板片状正极、板片状负极和隔件)和电解溶液被贮存在该层压膜外壳材料中之后,层压膜外壳材料的周部(第一端部部分111、第二端部部分112和两个侧端部分113)被热密封。因此,其内部实现了气密密封。
在这种情况下,被拉出电池主单元110(所述电池主单元包括层压膜外壳材料在内)的金属件,如正极拉出突片120和负极拉出突片130被称作“拉出突片(pulled-out tab)”。处于层压膜外壳材料内部的经由隔件被叠置的板片状正极和板片状负极或者处于该层压膜外壳材料内部的电解溶液被称作“电极(electrode)”。
顺便提及,电极层压本体不仅包括上述的多个板片状正极和板片状负极经由隔件被叠置的那种层压本体,也包括板片状正极和板片状负极经由隔件被叠置、被卷绕和被压缩的那种层压本体。
在上述单体电池100中,铝或铝合金被用作正极拉出突片120的材料。负极拉出突片130则通常使用以下材料:镍;通过在另一金属上镀镍而制成的材料(即镀镍材料,如镀镍铜);由镍和另一金属制成的包覆材料(包镍材料,例如镍-铜包覆材料)。即,所形成的单体电池100包括含铝的正极拉出突片120和含镍的负极拉出突片130。根据本实施例,使用由铝制成的正极拉出突片120和由镍制成的负极拉出突片130。
为了制造本实用新型的电池组,与上述单体电池100相邻的单体电池100的正极拉出突片120和单体电池100的负极拉出突片130通过螺栓和螺母以机械方式被捆束在一起,且因此被电连接在一起。
在这种情况下,对于单体电池100的含铝的正极拉出突片120和含镍的负极拉出突片130以机械方式被捆束在一起的这种结构而言,导电率在经过预定时间之后会由于涉及电位差的问题而降低。
因此,在本实用新型的电池组中,含镍的附加突片125被焊接到单体电池100的正极拉出突片120上。当多个单体电池100被串联连接时,上述一个单体电池100的附加突片125被连接至另一单体电池100的负极拉出突片130,由此解决了导电率由于涉及电位差的问题而降低的问题。
下面将对为了实现上述目的的构型进行描述。如图1所示,在制造电池组的过程中,假设单体电池100的铝制正极拉出突片120具有从第一端部部分111算起的长度a,镍制负极拉出突片130具有从第一端部部分111算起的长度b(b>a)。则由镍制成的附加突片构件125通过超声波焊接被连接和附加至长度为a的铝制正极拉出突片120,从而使得从第一端部部分111算起的该长度变为b(参见图2和图3)。为了使得单体电池100可被串联连接在一起,在被用作正极拉出突片的附加突片构件125上形成孔127;在负极拉出突片上形成孔137。此外,在下文中,通过连接附加突片构件125而形成的整个拉出突片还可被称作正极拉出突片120。
如下文所述,在本实用新型的电池组中,在将多个单体电池100电连接在一起的过程中,拉出突片以机械方式被连接在一起,从而使得含镍的构件(附加突片构件125和负极拉出突片130)彼此接触。因此,邻接单体电池的电连接部分变成了由相同类型的金属材料制成且被电连接的部分。因此,不会出现涉及电位差的问题,且有可能基本上防止导电率随时间降低。
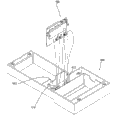
下文描述了保持器构件200,所述保持器构件用于将本实用新型的实施例的电池组中的多个单体电池100的正极拉出突片与负极拉出突片电连接在一起。图4A至图4D示出了保持器构件200。图4A示出了从第一主表面侧观察到的保持器构件200。图4B示出了从第二主表面侧观察到的保持器构件200。
图4C是沿X-X'截取的图4A的剖视图。图4D是保持器构件200的侧视图。
在保持器构件200上,形成了第一表面210和第二表面250,所述第二表面位于保持器构件200的与第一表面210相对的侧面上;保持器构件200是由合成树脂如ABS树脂制成的构件。在保持器构件200的第一表面210的第一排211中,从顶部向底部形成了并排排列的拉出突片插入孔215,如图4A所示。相似地,在第一表面210的第二排212中,从顶部向底部形成了并排排列的拉出突片插入孔215。当单体电池100被附接到保持器构件200上时,使用被设置在第一表面210上的拉出突片插入孔215。拉出突片插入孔215是从第一表面210穿过该保持器构件到达第二表面250的孔;和可供单体电池100的拉出突片插入的孔。
如图4A所示,在第一排211和第二排212的上侧和下侧上,设置了拉出突片导引肋部203。拉出突片导引部段213被设置,以使得拉出突片导引部段213被夹在第一排211的拉出突片导引肋部203之间。此外,拉出突片导引凹进部段214被设置,以使得拉出突片导引凹进部段214被夹在第二排212的拉出突片导引肋部203之间。
在第一排211中,在串联连接的多个单体电池100中,基于拉出突片导引肋部203的调节,边缘侧的单体电池100的拉出突片从第一表面210经由拉出突片导引部段213被导引至第二表面250。
在第二排212中,在串联连接的多个单体电池100中,基于拉出突片导引肋部203的调节,边缘侧单体电池100的拉出突片从第一表面210经由拉出突片导引凹进部段214被导引至第二表面250。
在串联连接的多个单体电池100中,并未处于边缘侧(所述边缘侧为保持器构件200的上侧和下侧,如图4A所示)上的单体电池100的拉出突片穿过拉出突片插入孔215并被附接到保持器构件200上。在拉出突片插入孔215的上部区域和下部区域中(如图4A所示),拉出突片导引伸出部段220被设置,以使得拉出突片插入孔215被夹在拉出突片导引伸出部段220之间,所述拉出突片导引伸出部段被定位在拉出突片插入孔215的上侧和下侧上。拉出突片导引伸出部段220主要由顶部部段221和两个渐缩(锥形)侧222构成,所述渐缩侧被无缝连接至顶部部段221。当单体电池100的拉出突片被插入拉出突片插入孔215内时,两个渐缩侧222之间的空间逐渐缩窄,这使得易于将单体电池100附接到保持器构件200上。因此,这使得有可能提高串联连接多个单体电池100的效率并提高生产率。
介于上部拉出突片导引伸出部段220与下部拉出突片导引伸出部段220这两个部段之间的扁平表面被用作缓冲部段230:当单体电池100的第一端部部分111在单体电池100的拉出突片被插入拉出突片插入孔215内时与缓冲部段230接触时,该缓冲部段230调节第一端部部分111的位置。
缓冲部段230使得当单体电池100的第一端部部分111与缓冲部段230接触时单体电池100能够易于沿叠置方向被定位。因此,有可能提高生产电池组的效率并提高生产率。
顺便提及,根据本实施例,缓冲部段230是扁平表面。然而,缓冲部段230并不必须限于这种形状。只要有可能对单体电池100的第一端部部分111的位置进行调节,则缓冲部段230可呈现任何形状。
在串联连接的多个单体电池100中,在两个端部部分中都被设置的单体电池100无法由上述缓冲部段230操纵,从而使得也无法对单体电池100的第一端部部分111的位置进行调节。代替的方式是,第一端部部分111与拉出突片导引肋部203接触,从而对在两个端部部分中都被设置的单体电池100进行定位。拉出突片导引肋部203的与第一端部部分111接触的表面与缓冲部分230被设置在相同平面上。
板300可被附接到保持器构件200的第二表面250上。在板300上,相邻单体电池100的拉出突片被弯曲、被置于彼此上并被连接,从而产生电连接。当相邻单体电池100的拉出突片被连接时,拉出突片优选以机械方式被连接构件如螺栓和螺母捆束在一起。因此,在图4B所示的实例中,用于罩住螺母256的六个螺母罩壳部段255被设置在第二表面250的第一排211中,且五个螺母罩壳部段被设置在第二排212中。此外,在第二表面250上,在第一排211中的三个位置处且在第二排212中的两个位置处设置了分隔件260,所述分隔件被设计以便确保在被形成于板300上的单体电池100的拉出突片连接部段之间或者在拉出突片连接部段与拉出突片之间实现绝缘。
定位伸出部段263是在板300被附接到保持器构件200上时帮助对板300进行定位的伸出部;一个定位伸出部段263被定位在第一排211中,且另一伸出部段被定位在第二排212中。此外,在使用上述定位伸出部段263将板300附接到保持器构件200上之后用于将板300与保持器构件200捆束在一起的一个螺纹孔270被设置在第一排211中,且另一螺纹孔被设置在第二排212中。在此处的实例中,螺栓和螺母被用作连接构件。然而,可使用捻缝销、铆钉或其他工具代替螺栓和螺母作为连接构件。
图5是保持器构件200的透视图,所述保持器构件用于制造根据本实用新型的实施例的电池组。八个拉出突片插入孔215被设置在保持器构件200的第二表面250的第一排211中。相似地,八个拉出突片插入孔215被设置在第二排212中。介于每排中的邻接拉出突片插入孔215之间的结构由与主单元相同的树脂制成且与主单元一体成形。该结构被称作桥接结构部段251。
本实施例的一个主要特征是为桥接结构部段251赋予多种功能。
例如,对于图5A所示的桥接结构部段251而言,在桥接结构部段251中设置用于罩住螺母256的螺母罩壳部段255。上述桥接结构部段251可有效地提高保持器构件200的刚性,且可提供其中贮存螺母256的空间。因此,这使得有可能有效地利用空间。
此外,例如,在图5B所示的桥接结构部段251中,分隔件260被设置以便被配置在拉出突片连接部段之间。上述桥接结构部段251可有效地提高保持器构件200的刚性,且可提供其中伫立螺母256的空间。因此,这使得有可能有效地利用空间。
此外,例如,在图5C所示的桥接结构部段251中,设置了定位伸出部段263,所述定位伸出部段用于对板300和保持器构件200进行定位。上述桥接结构部段251可有效地提高保持器构件200的刚性且可提供其中伫立定位伸出部段263的空间。因此,这使得有可能有效地利用空间。
此外,例如,在图5D所示的桥接结构部段251中,设置了螺纹孔270,板固定螺钉271被螺合进入所述螺纹孔内以便将板300固定到保持器构件200上。上述桥接结构部段251可有效地提高保持器构件200的刚性且可为螺纹孔270提供空间。因此,这使得有可能有效地利用空间。
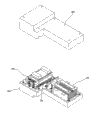
下文描述了板300的构型,在本实用新型的实施例的电池组中,在所述板上形成了用于多个单体电池100的拉出突片的连接部段。图6是用于在本实用新型的实施例的电池组中将单体电池串联连接在一起的板300的透视图。
板300是通过主要将玻璃树脂或类似物用作基材而制成的,在使用保持器构件200前,所述板被附接到保持器构件200的第二表面250上。板300的周部形状与保持器构件200的第二表面250的周部形状大体上匹配。在板300的周部上的两个位置处,形成了拉出突片导引切口部段314以便与保持器构件200的拉出突片导引凹进部段214相对应。
此外,在板300上,设置了拉出突片抽出孔315以便对应于保持器构件200的拉出突片插入孔215。此外,在板300上,设置了分隔件抽出孔317以便对应于保持器构件200的分隔件260。此外,在板300上,设置了拉出突片/分隔件抽出孔316以便支承保持器构件200的拉出突片插入孔215和分隔件260。上述孔都是从一个主表面穿过该板300到达另一主表面的通孔;且被成形以使得单体电池100的拉出突片、分隔件260和类似件可被插置在其中。
在单体电池100的拉出突片通过连接构件被固定到板300上的区域中,设置了以下部段:薄膜电极部段320a、320b和320c。螺栓和螺母优选被组合用作连接构件;原因在于对于螺栓和螺母而言,拉出突片易于被紧固地固定到板300上。然而,可使用捻缝销、铆钉或其他工具代替螺栓和螺母作为连接构件。
在薄膜电极部段320a与被固定到板300上的金属正极垫圈321之间存在电连接。在薄膜电极部段320c与被固定到板300上的金属负极垫圈322之间存在电连接。串联连接的单体电池100的边缘部分的拉出突片被连接至正极垫圈321和负极垫圈322。因此,正极垫圈321和负极垫圈322被用作用于对电池组进行电力充电和放电的端子。
此外,在薄膜电极部段320b与连接器340的端子部段(未示出)之间存在电连接,从而使得可通过连接器340测量用于监控每个单体电池100的电位。此外,连接器340可被成形,以使得可从温度测量传感器(未示出)取出信号,所述温度测量传感器测量单体电池100的温度。
对于薄膜电极部段320a、320b、320c中的每个薄膜电极部段而言,都设置了拉出突片连接螺纹孔325:用于固定单体电池100的拉出突片的拉出突片连接螺栓257被插入拉出突片连接螺纹孔325内。在串联连接的单体电池100中,边缘部分单体电池100的一个拉出突片被固定到薄膜电极部段320a和薄膜电极部段230c上。同时,两个薄膜电极部段320b被固定,以使得邻接单体电池100的拉出突片被弯曲并被置于彼此上。
在板300上,形成了两个定位孔328以便对应于被设置在保持器构件200的第二表面250上的定位伸出部段263。当两个定位伸出部段263穿过定位孔328时,保持器构件200和板300在被捆束在一起时易于被定位,这有助于提高生产率。此外,在板300上形成的板固定螺纹孔329是这样的孔,用于将保持器构件200固定到板300上的板固定螺钉271被插入所述孔内。
在本实用新型的电池组内,通过不仅使用板300而且使用与板300一体成形的保持器构件200,相邻单体电池100被连接。结果是,单体电池100被串联连接。根据上述构型,拉出突片借助于连接构件如螺栓和螺母被紧密地固定在板300的两个表面之间。此外,在位于板300的与用于固定突片的表面相对的侧面上的表面上,拉出突片导引伸出部段220确保了在单体电池100的拉出突片之间实现绝缘。因此,有可能提供高度可靠的电池组。
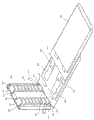
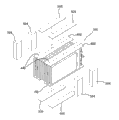
下文对电池保护构件400进行描述,所述电池保护构件在单体电池100被串联连接且变成本实用新型的实施例的电池组中的电池连接结构500时对该多个单体电池100进行保护。图7A和图7B示出了电池保护构件400,所述电池保护构件用于形成本实用新型的实施例的电池组。图7A从面向扁平护板部段410的角度示出了电池保护构件400,单体电池100的主表面被连结到所述扁平护板部段410上。图7B示出了从图7A的上侧观察到的电池保护构件400。
例如,电池保护构件400由合成树脂如ABS树脂制成。当单体电池100被叠置时,电池保护构件400在使用之前被插置在叠置的单体电池100之间。电池保护构件400的扁平护板部段410是被夹在单体电池100与被串联连接至该单体电池100的单体电池100之间的构件。同时,还设置了保护侧护板部段440以使其沿垂直于扁平护板部段410的方向从扁平护板部段410的两个边缘部分都延伸出来。因此,如图7B所示,电池保护构件400的剖面表面呈“H”的形状。
此外,在扁平护板部段410上形成了切口部段420,所述切口部段由以下结构构成:第一切口部段421,所述第一切口部段是最深的切口部段;第二切口部段422,所述第二切口部段被设置在第一切口部段421的两侧上且是即第一切口部段421之后第二最深的切口部段;和第三切口部段423,所述第三切口部段被设置在第二切口部段422的两侧上且是最浅的切口部段。
下文结合图8至图18对由上述构件中的每个构件生产电池连接结构500的过程进行描述,在所述电池连接结构中单体电池100被连接。图8至图18示出了生产电池连接结构500的过程,所述电池连接结构构成了本实用新型的实施例的电池组。
首先,在图8所示的过程中,螺母256被安装在所有螺母罩壳部段255中,所述螺母罩壳部段被设置在保持器构件200的第二表面250上。螺母罩壳部段255的内周的尺寸被设置,以使得一旦螺母256被置于螺母罩壳部段255中,则螺母256不易于被移除。
在图9所示的随后的过程中,保持器构件200的定位伸出部段263被插入板300的定位孔328内,从而使得保持器构件200和板300被定位。随后,两个板固定螺钉271被插入板固定螺纹孔329内并被螺合进入螺纹孔270内。结果是,保持器构件200被固定到板300上。此外,对于板固定螺纹孔329而言,可使用多种螺钉。然而,使用自攻螺钉有助于在生产过程中提高工作效率。
在图10所示的随后的过程中,单体电池100被设置在保持器构件200的第一表面210上。当单体电池100的第一端部部分111与拉出突片导引肋部203相撞时,单体电池100被定位。单体电池100的负极拉出突片130随后被弯曲以便借助于拉出突片导引凹进部段214与板300的薄膜电极部段320b接触。此外,单体电池100的正极拉出突片120被弯曲以便借助于拉出突片导引部段213与板300的薄膜电极部段320a接触。拉出突片连接螺栓257被插入正极拉出突片120的孔127和拉出突片连接螺纹孔325内;拉出突片连接螺栓257被螺合进入被罩在螺母罩壳部段255中的螺母256内。通过这种方式,就完成了安装第一单体电池100的过程。
图11示出了随后在保持器构件200的第一表面210上发生的过程。在该过程中,如图所示,双面胶带460的两个条带被附接到单体电池100的上部主表面上。双面胶带460用于将被附接到保持器构件200上的第一单体电池100固定到将要被附接到保持器构件200上的第二单体电池100上。双面胶带460的两个条带被设置在如图所示的单体电池100的主表面上的原因在于允许间隔件(稍后将对其进行描述)被设置在双面胶带460的两个条带之间从而提高生产率。
在图12所示的随后的过程中,比双面胶带460更厚的间隔件(未示出)被置于所附接的第一单体电池100上。此外,当第二单体电池100在间隔件上滑动时,第二单体电池100的两个拉出突片被插入拉出突片插入孔215内。如上所述,拉出突片导引伸出部段220被设置在两个拉出突片插入孔215的上侧和下侧上。此外,渐缩侧222被设置在拉出突片导引伸出部段220上。因此,介于上部拉出突片导引伸出部段220与下部拉出突片导引伸出部段220之间的空间逐渐变窄,从而使得单体电池100的拉出突片能够易于被导引至保持器构件200的拉出突片插入孔215。
当单体电池100的拉出突片(120、130)被插入拉出突片插入孔215内时,介于上部拉出突片导引伸出部段220与下部拉出突片导引伸出部段220之间的缓冲部段230与单体电池100的第一端部部分111接触。因此,这使得有可能提高电池组的生产效率并提高生产率。因此,第一端部部分11的位置得到了调节。在保持器构件200中,设置了这种缓冲部段230。因此使得当单体电池100的第一端部部分111与缓冲部段230接触时,易于沿叠置方向对单体电池100进行定位。因此,这使得有可能提高电池组的生产效率并提高生产率。
在第一端部部分111与上述缓冲部段230接触之后,间隔件被移除。结果是,被附接的第一单体电池100和被附接的第二单体电池100被双面胶带460连结在一起。
根据本实施例,双面胶带460的两个条带被附接到单体电池100的主表面上,且被用于将单体电池100连结在一起,由此为电池组赋予抗振能力。下面将对实现上述目的的优选条件进行描述。
图27A和图27B示出了用于将单体电池100连结在一起的条件。图27A示出了在本实施例的电池组中使用的单体电池100的尺寸。图27B示出了用于对在本实施例的电池组中使用的单体电池100进行连结的双面胶带460的尺寸。
对于单体电池100而言,第一端部部分111长82mm。侧端部分113长150mm。此外,在第二端部部分112的两个角部部分上形成了倒角部分119。因此,其外周长为459mm。
此处,在单体电池100中限定出电极层压区域105。电极层压区域105是对应于电极层压本体贮存位置的区域:电极层压本体包括板片状正极、板片状负极和隔件,所述部件被贮存在处于层压膜外壳材料中的被气密密封的单体电池100中。即,电极层压区域105贮存电极层压本体且因此用作与层压膜外壳材料的凸出部分相对应的扁平主表面区域。电极层压区域105是图2中的阴影区域,该图是单体电池100的透视图。电极层压区域105大体上呈矩形:其长边长度为131mm,短边长度为69mm,且电极层压区域105的外周长为400mm。
在制造本实施例的电池组的过程中,双面胶带460被用于将单体电池100连结在一起。双面胶带的尺寸如下:长边长度为100mm,短边长度为12mm,且双面胶带460的一个条带的外周长为224mm。根据本实施例,使用了双面胶带460的两个条带。因此,用于将电池连结在一起的双面胶带460的总外周长为448mm。
本实施例的特征在于:双面胶带460的总外周被设置为比电极层压区域105的外周更长,所述电极层压区域是与电极层压本体被贮存在层压膜外壳材料中的位置相对应的区域。上述设置能导致优良的振动测试结果。
在本实用新型的上述电池组中,双面胶带的总外周460被设置为比电极层压区域105的外周更长,所述电极层压区域是与电极层压本体被贮存在单体电池100的层压膜外壳材料中的位置相对应的区域。因此,即使当施加振动时,单体电池也不会分开。此外,在拉出突片连接的连接部分处不会施加应力。因此,有可能提高可靠性。此外,与电池以最坚固的方式被连结在一起的方式相比(所述最坚固的方式即为:使与用于贮存电极层压本体的位置相对应的区域的整个表面都被连结在一起),在双面胶带的端部部分处发生的应力可被消散。因此,即使当振动被施加到电池组上时,层压膜外壳材料也不大可能受到损伤。
顺便提及,根据本实施例,为了满足上述条件,要使用双面胶带460的两个条带。然而,双面胶带460并不限于上述形式,只要双面胶带460的总外周被设置成比处于单体电池100的层压膜外壳材料中的电极层压区域105的外周更长即可。例如,可设置多个圆形的斑点状双面胶带以便增加总的外周,由此使得有可能满足上述条件并提高生产率。下文将对双面胶带460的其他实例的形状进行描述。
图28A和图28B示出了用于将单体电池100连结在一起的条件的另一实例。图28A示出了在本实施例的电池组中使用的单体电池100的尺寸。图28B示出了用于将在本实施例的电池组中使用的单体电池100连结在一起的双面胶带460的尺寸。单体电池100的尺寸与图27A所示的尺寸相同。
在图28A和图28B所示的实例中,在制造电池组的过程中,用于将单体电池连结在一起的双面胶带460的尺寸如下:长边长度为100mm,短边长度为6mm,且双面胶带460的一个条带的外周长为212mm。在图28A和图28B所示的实例中,使用了双面胶带460的三个条带。因此,用于将电池连结在一起的双面胶带的总外周长为636mm,且可被设置为比电极层压区域105的外周更长,所述电极层压区域的外周长为400mm。通过这种方式,即使在图28A和图28B所示的连结条件下,也有可能实现与上述实施例的效应相似的有利效应。
图29A和图29B示出了用于将单体电池100连结在一起的条件的另一实例。图29A示出了在本实施例的电池组中使用的单体电池100的尺寸。图29B示出了用于将在本实施例的电池组中使用的单体电池100连结在一起的双面胶带460的尺寸。单体电池100的尺寸与图27A所示的尺寸相同。
在图29A和图29B所示的实例中,在制造电池组的过程中,用于将单体电池100连结在一起的双面胶带具有圆形形状,直径为30mm,且其外周长为约94.2mm。在图29A和图29B所示的实例中,所使用的这种圆形双面胶带460的数量为六个。因此,用于将电池连结在一起的双面胶带460的总外周为565.2mm,且可被设置为比电极层压区域105的外周更长,所述电极层压区域的外周长为400mm。通过这种方式,即使在图29所示的连结条件下,也有可能实现与上述实施例的效应相似的有利效应。
下文描述了当用双面胶带460将单体电池100连结在一起时的优选连结强度。在下文的描述中还要用到图27A和图27B所示的尺寸关系。
本实施例所使用的双面胶带460的胶粘力为0.98N/mm。因此,对于长边长度为100mm且短边长度为12mm的双面胶带460而言,当使用该双面胶带的两个条带时,用于将单体电池100连结在一起的沿长边方向和短边方向的连结强度(拉伸强度)如下。长边方向:0.98(N/mm)x12(mm) x2(条带) = 24N,短边方向:0.98(N/mm)x100(mm)x2(条带s) = 98N。
同时,单体电池100的层压膜外壳材料的熔结部分的胶粘力为1.5N/mm。此外,在图27所示的单体电池100中,最窄熔结部分的宽度为5mm。在以上情况下,单体电池100的层压膜外壳材料的熔结部分沿长边方向和短边方向的最小连结强度如下。长边方向:1.5(N/mm)x5(mm)x2(边) = 15N。短边方向:1.5(N/mm)x5(mm)x2(条带) = 15N。
单体电池100的层压膜外壳材料的熔结部分沿长边方向和短边方向的最大连结强度如下。长边方向:1.5(N/mm)x82(mm) = 123N。短边方向:1.5(N/mm)x150(mm) = 225N。
根据本实施例,用双面胶带460将单体电池100连结在一起的连结强度被设置为大于熔结部分的最小连结强度。因此,当电池组被分解开来且单体电池100被取出时,单体电池100的熔结部分会被撕毁。结果是无法利用单体电池100,由此防止了被取出的单体电池100被重复使用的风险。
在这种情况下,被附接到保持器构件200上的第一单体电池100的正极拉出突片120被设置在第一排211中,且负极拉出突片130被设置在第二排212中。另一方面,被附接到保持器构件200上的第二单体电池100的正极拉出突片120被设置在第二排212中,且负极拉出突片130被设置在第一排211中。在下文中,在顺序放置单体电池100的过程中,被附接的奇数单体电池100的正极拉出突片120被设置在第一排211中,且负极拉出突片130被设置在第二排212中。被附接的偶数单体电池100的正极拉出突片120被设置在第二排212中,且负极拉出突片130被设置在第一排211中。通过这种方式,沿单体电池100被叠置的方向,单体电池100被设置,以使得相邻单体电池100的拉出突片面向不同方向。因此,在板300上,并不一定沿相对于叠置方向的对角线方向进行连接。
在确证了第二单体电池100的第一端部部分111被推入直至第一端部部分111撞击到保持器构件200的第一表面210上之后,就在板300上开始随后的工作。
在图13所示的随后的过程中,被附接的第二单体电池100的正极拉出突片120被向下弯曲,如图所示,且被置于被附接的第一单体电池100的拉出负极130上。随后,拉出突片连接螺栓257被插入每个拉出突片的孔或者拉出突片连接螺纹孔325内且被螺合进入螺母256内,由此对于被附接在薄膜电极部段320b上的第一单体电池100的负极拉出突片130和被附接的第二单体电池100的正极拉出突片120而言形成用于它们的连接部分。通过这种方式就完成了电连接。
同时,被附接的第二单体电池100的负极拉出突片130被向上弯曲,如图所示,由此为与被附接的第三单体电池100的正极拉出突片120进行的连接做好准备。
在图14所示的随后过程中,通过与附接第二单体电池100的情况相似的方式,通过使用间隔件来附接电池保护构件400。第二单体电池100的上部表面和电池保护构件400的下部表面通过双面胶带460的两个条带被连结在一起。此外,如图所示,双面胶带460的两个条带被附接到电池保护构件400的上部表面上。通过使用双面胶带460,电池保护构件400被固定到被附接到保持器构件200上的第三单体电池100上。
电池保护构件400被附接到单体电池100上,从而使得在第二切口部段422或第三切口部段423与保持器构件200之间存在约2mm的空间。该空间使得振动或震动难以被传送至电池组并由此扩散到正极拉出突片120和负极拉出突片130上,由此提高了电池组电连接的可靠性。
顺便提及,如果预期被传送至电池组的振动或震动较小的话,则可不设置该空间。在这种情况下,可在电池保护构件400被推入直至第二切口部段422或第三切口部段423撞击到保持器构件200上之后,将电池保护构件400附接到单体电池100上。由于电池保护构件400以上述方式被附接到单体电池100上,因此易于沿叠置方向对电池保护构件400进行定位。
图15示出了第三至第八单体电池100以与上述方式相似的方式被顺序附接到保持器构件200和板300上的情况。在板300上,每次附接一个单体电池100时,拉出突片都被弯曲并被置于彼此上,且相邻单体电池100的拉出突片通过拉出突片连接螺栓257被连接。通过这种方式就实现了电连接。
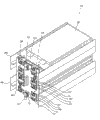
在图16所示的随后过程中,图中示出了在附接了八个单体电池100之后附接又一电池保护构件400的情况。通过这种方式,在本实施例的电池连接结构500中,就设置了两个电池保护构件400。通过这种方式,为每个单体电池100提供了防止外部震动和类似情况的保护。
图17示出了这样的情况,在电池保护构件400上,第九单体电池100和第十单体电池100被进一步附接到保持器构件200和板300上。第十单体电池100的负极拉出突片130被弯曲以便通过使用拉出突片导引部段213而与板300的薄膜电极部段320c接触,且通过使用拉出突片连接螺栓257而被固定到薄膜电极部段320c上。结果是,第一至第十单体电池100的拉出突片被分别连接在板300上,且串联连接十个单体电池100的过程被完成。对串联连接的十个单体电池100进行充电和放电的过程可通过正极垫圈321和负极垫圈322被实施。端子构件331被附接到正极垫圈321上,且端子构件332被附接到负极垫圈322上。通过这种方式就完成了电极连接结构500。
如上所述,本实用新型的电池组以如下方式被制造:多个单体电池100的正极拉出突片和负极拉出突片被插入保持器构件200的拉出突片插入孔215内,且多个单体电池100的具有不同极性的拉出突片在板300上被连接在一起。因此使得可以高效地生产电池组,由此提高生产率。
此外,多个单体电池100的具有不同极性的拉出突片通过拉出突片连接螺栓257和螺母256而在板300上被连接在一起。因此,易于将多个单体电池电连接在一起。因此使得可以高效地生产电池组,由此提高生产率。
下文将对以上述方式形成的电池连接结构500的每个连接部段的特征进行详细描述。
在板300上,设置了三种薄膜电极部段:薄膜电极部段320a、320b、320c。
在上述薄膜电极部段中,薄膜电极部段320a被用于将以下部件电连接在一起:被设置在板300的一个端部部分上的正极垫圈321和被附接到板300的一个端部部分上的单体电池100的正极拉出突片120。即,薄膜电极部段320a中的连接部段用作正极拉出突片/正极垫圈连接部段。
对于被附接到板300的一个端部部分上的单体电池100而言,如图10中的弯曲方向b1和类似方式所示,其正极拉出突片120和负极拉出突片130都沿相同方向被弯曲。
薄膜电极部段320c被用于将以下部件电连接在一起:被设置在不同于板300的一个端部部分上的另一端部部分上的负极垫圈322和被附接到板300的另一端部部分上的单体电池100的负极拉出突片130。即:薄膜电极部段320c中的连接部段用作负极拉出突片/负极垫圈连接部段。
即使对于被附接到板300的另一端部部分上的单体电池100而言,如图18中的弯曲方向b2和类似方式所示,其正极拉出突片120和负极拉出突片130都沿相同方向被弯曲。
薄膜电极部段320b被用于将以下部件电连接在一起:并未都被附接到板300的两个端部部分上的一个单体电池100的正极拉出突片和另一单体电池100的负极拉出突片130。即,薄膜电极部段320b中的连接部段用作用于将多个单体电池100的具有不同极性的拉出突片连接在一起的拉出突片连接部段。
对于并未都被附接到板300的两个端部部分上但依靠用于连接拉出突片的单体电池的上述拉出突片连接部段的单体电池100而言,如图13中的弯曲方向b1、b2和类似方式所示,正极拉出突片120和负极拉出突片130沿相对方向被弯曲。
下文描述了电池连接结构500上的以上述方式形成的分隔件260的特征。例如,如图13所示,在用于拉出突片(120、130)的连接部段中,分隔件260从板300算起的高度h1被设计为高于拉出突片连接螺栓257的高度h2,所述螺栓被用于连接拉出突片(120、130)。上述尺寸关系不仅要在图13所示的情况中被满足,而且对于所有分隔件260的高度和所有连接部段中的拉出突片连接螺栓257的高度而言也是如此。
由于采用了上述构型,例如,即使当导电构件接近电池连接结构500的板300时,分隔件260也能用作屏蔽护罩。因此,导电构件不会导致相邻连接部段的拉出突片连接螺栓257短路(例如,图18所示的连接部段C1的拉出突片连接螺栓257和连接部段C2的拉出突片连接螺栓257不会短路;或另一种可选方式是,连接部段C3的拉出突片连接螺栓257和连接部段C4的拉出突片连接螺栓257不会短路)。
除了上述有利效应以外,还存在以下有利效应。在生产电极连接结构500的过程中,单体电池100的拉出突片(120、130)在被附接之前被插入拉出突片插入孔215内。因而,在板300上,拉出突片(120、130)被弯曲。在这种情况下,由于存在分隔件260,因此生产过程中不会出现以下错误:拉出突片(120、130)沿与拉出突片应该被弯曲的原始方向相对的方向被弯曲。此外,即使拉出突片(120、130)沿与原始方向相对的方向被弯曲,突片也不会超出分隔件260而到达并非原始连接部段的连接部段,这是因为拉出突片(120、130)的长度和分隔件260的高度被设置成避免了出现不希望的电连接。
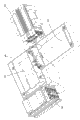
下文将结合图19至图26描述使用以上述方式形成的电极连接结构500制造本实用新型的电池组的过程。
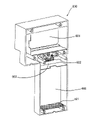
在图19所示的过程中,放电端子613和充电端子614通过螺钉并借助于放电端子附接凹进部段611和充电端子附接凹进部段612被固定到罩住电池连接结构500的第一外壳本体600上,所述放电端子附接凹进部段和充电端子附接凹进部段被设置在第一外壳本体600中。
在图20所示的过程中,第一减震构件621通过粘结剂或类似物被附接到第一外壳本体600的第二罩壳部段602上,且第二减震构件622被附接到电路罩壳部段603上。
在图21所示的过程中,第三减震构件663通过粘结剂或类似物被附接到第二外壳本体660的第二罩壳部段662上。
在图22和图23所示的过程中,减震材料被附接到电池连接结构500上。在本实用新型的电池组中,两个结构,即第一电池连接结构500和第二电池连接结构500,被贮存在该电池组中。第一电池连接结构500和第二电池连接结构500在被使用之前被并联连接。
在图22所示的过程中,对于第一电池连接结构500而言,厚度较大的第四减震构件504被附接到边缘部分单体电池100上;比第四减震构件504更薄的第五减震构件505被附接到所有保护侧护板部段上。粘结剂或类似物被用于将第四减震构件504和第五减震构件505附接到零部件上。在该情况下,热敏电阻器530(图22中并未示出)作为电池组中的温度检测器件被仅仅附接到第一电池连接结构500上。热敏电阻器530检测第一电池连接结构500的温度并将其检测信号传送至保护电路板700。
同时,在图23所示的过程中,对于第二电池连接结构500而言,第四减震构件504被附接到边缘部分单体电池100上;第五减震构件505仅被附接到一侧的保护侧基本部段上。如同在上述情况中那样,粘结剂或类似物被用于将第四减震构件504和第五减震构件505附接到零部件上。
在图24所示的过程中,放电端子613、充电端子614、热敏电阻器530和保护电路板700通过金属线被连接。此外,保护电路板700通过螺钉被固定到第一外壳本体600的电路罩壳部段603上。
在图25所示的过程中,第一电池连接结构500和第二电池连接结构500通过金属线被连接至保护电路板700。此外,第一电池连接结构500被贮存在第一外壳本体600的第一罩壳部段601中,且第二电池连接结构500被贮存在第二罩壳部段602中。
在图26所示的过程中,第一外壳本体600通过螺钉被固定到第二外壳本体660上。结果是完成了本实用新型的电池组800。
现在将对本实用新型的电池组800中的温度检测器件进行描述。如上所述,本实用新型的电池组800被成形,以使得两个电池连接结构500被贮存在相同外壳本体600和660中。然而,如图26所示,在这两个电池连接结构500中,热敏电阻器530仅被设置或附接在第一电池连接结构500上,所述第一电池连接结构被罩在外壳本体的第一罩壳部段中。热敏电阻器530检测到的唯一温度数据被传送至被设置在保护电路板700上的电路并被用于控制电池。
在被罩在外壳本体中的两个电池连接结构500中,热敏电阻器530仅被设置在第一电池连接结构500中的原因在于:在被定位以供使用的电池组800中,第一电池连接结构500被设置在沿垂直方向比第二电池连接结构500更高的位置处,第二电池连接结构的设置位置较低,且第一电池连接结构500处在温度易于上升的环境中。图30示出了本实用新型的实施例的电池组800在被用作自行车的动力源时是如何被定位的。
在本实用新型的电池组800中,热敏电阻器530被附接到第一电池连接结构500上,所述第一电池连接结构被设置在外壳本体的垂直上部部分中,其中温度易于上升,且处于不利的热条件下。温度数据从热敏电阻器530中被获取。基于该温度数据,在保护电路板700上实施控制过程,如停止充电的过程。根据本实用新型的上述电池组800,使得有可能降低部件数量和成本,并简化对热敏电阻器530的检测数据进行处理的电路构型。
顺便提及,根据本实施例,在被设置在外壳本体中的两个电池连接结构500中,热敏电阻器530被设置在使用时沿垂直方向被定位在上部部分中的电池连接结构500中。然而,本实用新型也可应用于在外壳本体中设置三个或更多个电池连接结构500的情况。即,如果三个或更多个电池连接结构500被贮存在电池组的外壳本体中,则热敏电阻器530仅被设置在使用时沿垂直方向被定位在最高位置处的电池连接结构500上。
下文描述了以上述方式形成的电池组800的抗振性。对于电池组而言,存在的问题在于:如果振动被连续施加到电池组上(所述电池组被形成以使得使用层压外壳材料的单体电池被串联连接并叠置),则单体电池的层压膜外壳材料的角部部分会打破相邻单体电池的层压膜外壳材料,从而导致单体电池内部的电解溶液或类似物泄漏出来并使电池组受损。为了解决这一问题,一种可想象到的解决方案在于对单体电池的层压膜的所有角部部分进行倒角。然而,这样做导致出现的另一问题在于:对所有角部部分倒角需要更多的生产过程,这会提高生产成本。
根据本实用新型,在将需要倒角的角部部分的数量保持在最小水平的同时,有可能在抗振性方面提高可靠性。下面将再次结合图1对实现上述目的构型进行描述。
包括板片状正极、板片状负极和隔件以及电解溶液在内的电极层压本体被贮存在层压膜外壳材料中,其周部随后被热密封。结果是,电池主单元110的内部被气密封闭。正极拉出突片120和负极拉出突片130从周部上的第一端部部分111被取出。
下文对通过在层压膜外壳材料上进行热密封的方式而形成的熔结部分的尺寸关系进行探讨。在第一端部部分111中形成的由c表示的熔结部分被限定为第一熔结部分117;在第二端部部分112中形成的由d表示的熔结部分被限定为第二熔结部分118。这两个熔结部分在图中都由阴影表示。第一熔结部分117和第二熔结部分118的熔焊长度都被限定为沿突片被取出方向的长度。
在本实施例中使用的单体电池100中,与第一熔结部分117的第一熔焊长度c相比,第二熔结部分118的熔焊长度d被设置为更短。当使用叠置的单体电池100时,如果相邻单体电池100的层压膜外壳材料的角部部分与第一熔结部分117接触并摩擦第一熔结部分117,则第一熔结部分117被破坏的可能性极低。相反,如果相邻单体电池100的层压膜外壳材料的角部部分与第二熔结部分118接触并摩擦第二熔结部分118,则第二熔结部分118被破坏的可能性相对较高。
因此,根据本实施例,第二端部部分112中的两个第二端部侧角部部分116被倒角以便在两个角部部分处都形成倒角部分119。结果是,即使振动被施加到电池组800上,其上形成倒角部分119的第二端部侧角部部分116也不会影响相邻单体电池100的第二熔结部分118。因此,电解溶液泄漏的问题和其他麻烦也不会出现,从而提高了可靠性。
另一方面,在第一端部部分111中,即使相邻单体电池100的层压膜外壳材料的第一端部侧角部部分115由于施加到电池组800上的振动而与第一熔结部分117接触并摩擦该第一熔结部分117,第一熔结部分117被破坏的可能性也极低。因此,这使得有可能限制生产过程数量的增加,而不在第一端部部分111的两个第一端部侧角部部分115上形成倒角部分。
下文对生产本实用新型电池组的过程中第一熔焊长度c与第二熔焊长度d之间的优选尺寸关系进行描述。
本实施例中使用的单体电池100的第一熔焊长度c为19±1 mm,且第二熔焊长度d为6±1 mm。对于任何熔焊长度而言,“±1 mm”指的是制造误差。上述熔焊长度是基于以下方面确定的。
第一,在单体电池100的任何熔结部分中,所希望的是使其熔焊宽度大于或等于5mm,以便确保层压膜外壳材料的密封特性。
作为第二熔结部分118的熔焊宽度的第二熔焊长度d被设置为比所需长度更长,达到6±1 mm,这种设置考虑到了制造公差和类似因素。
此外,当作为第一熔结部分117的熔焊宽度的第一熔焊长度c被设置为约18mm或更长且当形成电池组时,即使相邻单体电池100的第一端部侧角部部分115彼此摩擦,第一熔结部分117被破坏的可能性也极低。因此,这使得有可能提高电池组的可靠性。因此,在本实施例的单体电池100中,第一熔焊长度c被设置为比所需长度更长,达到19±1 mm,这种设置考虑到了制造公差和类似因素。
考虑到上述情况,为了设置第一熔焊长度c与第二熔焊长度d之间的尺寸关系,要计算第一熔焊长度c除以第二熔焊长度d所获得的c/d值:c/d = (19±1)/(6±1)。该c/d值优选为大于或等于在大多数不利条件下获得的值的预定值。因此,c/d优选≥(19-1)/(6+1)≈2.5。即,在本实用新型的电池组中,第一熔焊长度c除以第二熔焊长度d所获得的c/d值优选大于或等于2.5。
在本实用新型的上述电池组800中,在熔焊长度较短的第二端部部分112中的两个角部部分处都设置了倒角部分119。因此,这使得有可能限制生产电池组800时的生产过程数量的增加,且即使当电池组800处于使用状态并暴露于振动时也能防止相邻单体电池100的层压膜破裂。因此,电解溶液泄漏的问题和其他麻烦不会出现,从而导致可靠性的提高。
顺便提及,根据本实施例,当第二端部部分112的两个第二端部侧角部部分116被倒角时,通过线性切割该第二端部侧角部部分116的方式形成倒角部分119。然而,第二端部侧角部部分116可以切出弧形的方式被切割,由此形成具有“R”的倒角部分119。
此外,根据本实施例,已经结合将熔结部分设置在层压膜外壳材料的所有四个侧面上的方式对单体电池100的实例进行了描述。然而,本实用新型并不限于上述单体电池100。本实用新型可应用于将熔结部分设置在层压膜外壳材料的三个侧面上的单体电池。下文将结合图31对这种单体电池100进行描述。
图31示出了单体电池100的另一实例,该单体电池构成了电池组800。图31所示的单体电池100的电池主单元110具有这样的结构,其中以下部件被贮存在层压膜外壳材料中:电极层压本体,其中多个板片状正极和多个板片状负极经由隔件被贮存;和电解溶液(二者均未示出)。层压膜外壳材料在第二端部部分112处被折回,且三个侧面,即第一端部部分111和两个侧端部分113被全部熔焊。单体电池100被成形,以使得电极层压本体和电解溶液被封围在层压膜外壳材料内。
即使当使用上述单体电池100时,第二端部部分112中的两个第二端部侧角部部分116也被倒角以便在两个角部部分处都形成倒角部分119。因此,有可能实现与上述情况相似的有利效应。
更特别地,即使在以下电池组中,也有可能实现与上述情况相似的有利效应:该电池组中的多个单体电池100被串联连接,且单体电池100包括正极拉出突片120、负极拉出突片130和层压外壳构件,在所述层压外壳构件中设置了第一端部部分111、第二端部部分112、第一熔结部分117和倒角部分119,对于所述第一端部部分而言,正极拉出突片120和负极拉出突片130从所述第一端部部分中被拉出;对于所述第二端部部分而言,其面向第一端部部分111且在其上并不发生熔结;对于所述第一熔结部分而言,其沿突片在第一端部部分111处被拉出的方向具有第一熔焊长度;对于所述倒角部分而言,其被定位在第二端部部分112的两个第二端部侧角部部分116处。即,根据上述构型,即使振动被施加到电池组800上,其上形成了倒角部分119的第二端部侧角部部分116也不会影响相邻单体电池100。因此,电解溶液泄漏的问题和其他麻烦不会出现,这使得有可能提供高度可靠的电池组800。
附图标记说明
100 单体电池
105 电极层压区域
110 电池主单元
111 第一端部部分
112 第二端部部分
113 侧端部分
115 第一端部侧角部部分
116 第二端部侧角部部分
117 第一熔结部分
118 第二熔结部分
119 倒角部分
120 正极拉出突片
125 附加突片构件
127 孔
130 负极拉出突片
137 孔
200 保持器构件
203 拉出突片导引肋部
210 第一表面
211 第一排
212 第二排
213 拉出突片导引部段
214 拉出突片导引凹进部段
215 拉出突片插入孔
220 拉出突片导引伸出部段
221 顶部部段
222 渐缩侧
230 缓冲部段
250 第二表面
251 桥接结构部段
255 螺母罩壳部段
256 螺母
257 拉出突片连接螺栓
260 分隔件
263 定位伸出部段
270 螺纹孔
271 板固定螺钉
300 板
314 拉出突片导引切口部段
31S 拉出突片抽出孔
316 拉出突片/分隔件抽出孔
317 分隔件抽出孔
320a、320b、320c 薄膜电极部段
321 金属正极垫圈
322 金属负极垫圈
32S 拉出突片连接螺纹孔
328 定位孔
329 板固定螺纹孔
331、332 端子构件
340 连接器
400 电池保护构件
410 扁平护板部段
420 切口部段
421 第一切口部段
422 第二切口部段
423 第三切口部段
440 保护侧护板部段
460 双面胶带
500 电池连接结构
504 第四减震构件
505 第五减震构件
530 热敏电阻器
600 第一外壳本体
60l 第一罩壳部段
602 第二罩壳部段
603 电路罩壳部段
611 放电端子附接凹进部段
612 充电端子附接凹进部段
613 放电端子
614 充电端子
621 第一减震构件
622 第二减震构件
660 第二外壳本体
661 第一罩壳部段
662 第二罩壳部段
663 第三减震构件
673 电路罩壳部段
700 保护电路板
800 电池组
Claims (3)
1. 一种电池组,所述电池组包括:
单体电池,所述单体电池包括正极拉出突片和负极拉出突片;和
保持器构件,所述保持器构件包括孔和空间,所述单体电池的所述正极拉出突片和所述负极拉出突片被插入所述孔内,所述空间被设置成沿所述正极拉出突片和所述负极拉出突片被插入所述孔内的方向朝向所述孔变窄。
2. 一种电池组,所述电池组包括:
单体电池,所述单体电池包括正极拉出突片和负极拉出突片;和
保持器构件,所述保持器构件包括孔和导引伸出部段,所述单体电池的所述正极拉出突片和所述负极拉出突片被插入所述孔内,所述导引伸出部段被设置成沿与所述正极拉出突片和所述负极拉出突片的插入方向相反的方向伸出,从而使得所述孔被夹在所述导引伸出部段之间。
3. 根据权利要求2所述的电池组,其中
渐缩侧被设置在所述导引伸出部段上。
Applications Claiming Priority (14)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011078340A JP5831923B2 (ja) | 2011-03-31 | 2011-03-31 | 電池パック |
| JP2011078335A JP5700543B2 (ja) | 2011-03-31 | 2011-03-31 | 電池パック |
| JP2011078336A JP5858458B2 (ja) | 2011-03-31 | 2011-03-31 | 電池パックの製造方法、電池パック |
| JP2011078338A JP5709214B2 (ja) | 2011-03-31 | 2011-03-31 | 電池パック |
| JP2011-078344 | 2011-03-31 | ||
| JP2011078344A JP5765770B2 (ja) | 2011-03-31 | 2011-03-31 | 電池パック |
| JP2011078339A JP5709215B2 (ja) | 2011-03-31 | 2011-03-31 | 電池パック |
| JP2011078337A JP5765769B2 (ja) | 2011-03-31 | 2011-03-31 | 電池パック |
| JP2011-078336 | 2011-03-31 | ||
| JP2011-078337 | 2011-03-31 | ||
| JP2011-078335 | 2011-03-31 | ||
| JP2011-078340 | 2011-03-31 | ||
| JP2011-078338 | 2011-03-31 | ||
| JP2011-078339 | 2011-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202308134U true CN202308134U (zh) | 2012-07-04 |
Family
ID=46376966
Family Applications (6)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011203676380U Expired - Lifetime CN202434611U (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
| CN2011203742289U Expired - Lifetime CN202308181U (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
| CN201510177558.1A Active CN104766936B (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
| CN2011102970422A Pending CN102738432A (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
| CN2011203741619U Expired - Lifetime CN202308180U (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
| CN2011203693189U Expired - Lifetime CN202308134U (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
Family Applications Before (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011203676380U Expired - Lifetime CN202434611U (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
| CN2011203742289U Expired - Lifetime CN202308181U (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
| CN201510177558.1A Active CN104766936B (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
| CN2011102970422A Pending CN102738432A (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
| CN2011203741619U Expired - Lifetime CN202308180U (zh) | 2011-03-31 | 2011-09-30 | 电池组 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9356278B2 (zh) |
| EP (1) | EP2693516B1 (zh) |
| CN (6) | CN202434611U (zh) |
| WO (1) | WO2012131801A1 (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105531850A (zh) * | 2013-09-13 | 2016-04-27 | 株式会社自动网络技术研究所 | 蓄电模块 |
| CN105594013A (zh) * | 2013-08-14 | 2016-05-18 | 日产自动车株式会社 | 薄膜外装电池的插入导向装置 |
| CN106486634A (zh) * | 2015-08-26 | 2017-03-08 | 三星Sdi株式会社 | 电池模块 |
| CN107925028A (zh) * | 2016-03-03 | 2018-04-17 | 株式会社Lg化学 | 电池模块、包括电池模块的电池组和包括电池组的车辆 |
| CN108140778A (zh) * | 2016-02-11 | 2018-06-08 | 株式会社Lg化学 | 电池模块 |
| CN108140789A (zh) * | 2015-10-22 | 2018-06-08 | 日产自动车株式会社 | 组电池 |
| CN108352489A (zh) * | 2015-10-22 | 2018-07-31 | 日产自动车株式会社 | 组电池及组电池的制造方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2486180B (en) | 2010-12-03 | 2017-09-13 | Intelligent Energy Ltd | Connector system for a fuel cell stack |
| CN104620415B (zh) * | 2012-09-20 | 2017-09-05 | Nec能源元器件株式会社 | 电池组 |
| JP6079785B2 (ja) * | 2012-11-09 | 2017-02-22 | 日産自動車株式会社 | 組電池および組電池の製造方法 |
| JP2014135163A (ja) * | 2013-01-09 | 2014-07-24 | Auto Network Gijutsu Kenkyusho:Kk | 蓄電モジュール |
| JP6190213B2 (ja) * | 2013-08-28 | 2017-08-30 | 日立マクセル株式会社 | 電池パック |
| KR102103378B1 (ko) * | 2015-12-10 | 2020-04-22 | 주식회사 엘지화학 | 가스 흡착제가 포함되어 있는 전극 리드를 구비한 전지셀 |
| KR102082903B1 (ko) | 2016-02-22 | 2020-02-28 | 주식회사 엘지화학 | 배터리 모듈, 이러한 배터리 모듈을 포함하는 배터리 팩 및 이러한 배터리 팩을 포함하는 자동차 |
| US11251488B2 (en) * | 2017-03-07 | 2022-02-15 | Envision Aesc Japan Ltd. | Battery pack and method for manufacturing battery pack |
| DE102017117067A1 (de) * | 2017-07-27 | 2019-01-31 | Colibri Energy GmbH | Einfasselement, Einfassmodul, Speichermodul und Anordnung zum Bereitstellen elektrischer Energie sowie Transportfahrzeug enthaltend das Speichermodul oder die Anordnung zum Bereitstellen elektrischer Energie |
| JP7094697B2 (ja) * | 2017-12-25 | 2022-07-04 | 矢崎総業株式会社 | 電池パック |
| US10971786B2 (en) * | 2018-04-13 | 2021-04-06 | GM Global Technology Operations LLC | Isolative shield with positional control features for welded flexible cell tabs in an HV battery cell stack |
| JP6898889B2 (ja) * | 2018-07-06 | 2021-07-07 | 矢崎総業株式会社 | 組電池 |
| WO2020024913A1 (zh) * | 2018-08-01 | 2020-02-06 | 江苏美的清洁电器股份有限公司 | 电池组件、吸尘器和充电控制方法及系统 |
| KR102393936B1 (ko) | 2018-09-10 | 2022-05-03 | 주식회사 엘지에너지솔루션 | Icb 조립체, 이를 포함한 배터리 모듈 및 그 제조 방법 |
| KR102366138B1 (ko) | 2018-12-06 | 2022-02-22 | 주식회사 엘지에너지솔루션 | 전지 모듈 |
| US20200212381A1 (en) * | 2018-12-26 | 2020-07-02 | GM Global Technology Operations LLC | Method and tool for combing and locating flexible cell tabs during a battery manufacturing process |
| KR102580240B1 (ko) * | 2019-12-11 | 2023-09-19 | 삼성에스디아이 주식회사 | 배터리 팩 |
| JP2021111510A (ja) * | 2020-01-10 | 2021-08-02 | Connexx Systems株式会社 | 二次電池パック |
| EP3965223A4 (en) * | 2020-07-17 | 2022-03-09 | Dongguan Poweramp Technology Limited | MODULE OF ELEMENTS AND BATTERY PACK |
| CN113385884B (zh) * | 2021-05-28 | 2022-06-10 | 浙江天能电池(江苏)有限公司 | 直连结构蓄电池汇流排修复方法 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001035538A (ja) | 1999-07-16 | 2001-02-09 | Gs-Melcotec Co Ltd | 非水電解質電池 |
| JP4621325B2 (ja) | 2000-01-19 | 2011-01-26 | 株式会社東芝 | 薄形電池 |
| KR100689574B1 (ko) | 2000-03-14 | 2007-03-02 | 마츠시타 덴끼 산교 가부시키가이샤 | 2차 전지와 그 리드접합방법 및 이것을 이용한 전지전원장치 |
| JP5034137B2 (ja) | 2000-11-01 | 2012-09-26 | ソニー株式会社 | 溶接物の製造方法,台座および電池の製造方法 |
| JP3625423B2 (ja) | 2000-11-27 | 2005-03-02 | 株式会社エヌ・ティ・ティ ファシリティーズ | 電源装置 |
| JP3822445B2 (ja) | 2001-02-28 | 2006-09-20 | Tdk株式会社 | 電気化学デバイス |
| JP4060549B2 (ja) | 2001-06-19 | 2008-03-12 | Tdk株式会社 | 電気化学素子の外装体 |
| US20030082445A1 (en) | 2001-10-25 | 2003-05-01 | Smith W. Novis | Battery pouch |
| US20030129483A1 (en) | 2002-01-09 | 2003-07-10 | Gross Oliver J. | Battery and method of packaging |
| KR100858807B1 (ko) | 2002-09-05 | 2008-09-17 | 삼성에스디아이 주식회사 | 파우치형 케이스와, 이를 채용한 리튬이차전지 |
| KR100456857B1 (ko) | 2002-11-25 | 2004-11-10 | 현대자동차주식회사 | 하이브리드 전기 차량의 전지 셀간 커넥팅 장치 |
| JP4617639B2 (ja) | 2003-06-16 | 2011-01-26 | Tdk株式会社 | 蓄電素子 |
| KR100556101B1 (ko) * | 2003-12-16 | 2006-03-03 | 주식회사 엘지화학 | 이차전지 모듈 |
| JP2005222701A (ja) | 2004-02-03 | 2005-08-18 | Shin Kobe Electric Mach Co Ltd | 組電池 |
| KR100561310B1 (ko) | 2004-05-31 | 2006-03-15 | 삼성에스디아이 주식회사 | 리튬 폴리머 전지팩 및 코어팩과 케이스의 분리 방법 |
| JP4562428B2 (ja) | 2004-06-04 | 2010-10-13 | 三洋電機株式会社 | 薄型バッテリーパック |
| JP4716719B2 (ja) | 2004-12-03 | 2011-07-06 | 三洋電機株式会社 | 電池パック |
| JP4698215B2 (ja) | 2004-12-10 | 2011-06-08 | 日本電気株式会社 | 電気デバイス集合体および収納ボックス構造体 |
| WO2006067903A1 (ja) | 2004-12-20 | 2006-06-29 | Nec Corporation | デバイスケース、電池セル及び組電池 |
| JP4757508B2 (ja) | 2005-03-01 | 2011-08-24 | 日本電気株式会社 | 電気デバイス集合体 |
| JP4746392B2 (ja) | 2005-09-26 | 2011-08-10 | 株式会社東芝 | 非水電解質二次電池および電池パック |
| TWI285776B (en) | 2005-10-06 | 2007-08-21 | Au Optronics Corp | Backlight module and liquid crystal display device incorporating the same |
| CN101305397B (zh) | 2005-10-12 | 2012-09-19 | 有源光学有限公司 | 基于多个图像帧形成图像的方法,图像处理系统和数字照相机 |
| KR100948970B1 (ko) | 2006-03-13 | 2010-03-23 | 주식회사 엘지화학 | 완충부재가 설치되어 있는 중대형 전지모듈 |
| KR100942986B1 (ko) | 2006-03-21 | 2010-02-17 | 주식회사 엘지화학 | 전지셀 사이에 접착부재가 부착되어 있는 전지모듈 |
| JP2007265945A (ja) | 2006-03-30 | 2007-10-11 | Tokyo R & D Co Ltd | ラミネートセル集積型バッテリ及びバッテリモジュール |
| JP2007280617A (ja) | 2006-04-03 | 2007-10-25 | Sony Corp | 電池パック |
| WO2007121445A2 (en) | 2006-04-18 | 2007-10-25 | Securaplane Technologies, Inc. | Battery busing scheme |
| KR100863729B1 (ko) | 2006-09-18 | 2008-10-16 | 주식회사 엘지화학 | 전지모듈 인터페이스 |
| US7858229B2 (en) | 2006-09-25 | 2010-12-28 | Lg Chem, Ltd. | Cell-module cartridge, cell-module including the cell-module cartridge, and battery module including the cell-module |
| KR100921346B1 (ko) | 2006-09-25 | 2009-10-13 | 주식회사 엘지화학 | 중대형 전지모듈 및 전지모듈 어셈블리 |
| JP2008091206A (ja) | 2006-10-02 | 2008-04-17 | Nissan Motor Co Ltd | 電池モジュールおよび車両 |
| JP5037308B2 (ja) | 2006-11-21 | 2012-09-26 | 日立ビークルエナジー株式会社 | 二次電池モジュール |
| JP5495179B2 (ja) | 2007-02-21 | 2014-05-21 | 日本電気株式会社 | 電池実装体、積層組電池およびフィルム外装電池 |
| KR100878285B1 (ko) | 2007-06-05 | 2009-01-12 | 삼성에스디아이 주식회사 | 배터리 팩 |
| JP5111099B2 (ja) * | 2007-12-28 | 2012-12-26 | シャープ株式会社 | 電池パック |
| JP2009176690A (ja) | 2008-01-28 | 2009-08-06 | Sanyo Electric Co Ltd | パック電池 |
| JP5366176B2 (ja) | 2008-04-16 | 2013-12-11 | Necエナジーデバイス株式会社 | 電池モジュール |
| JP5055198B2 (ja) | 2008-04-30 | 2012-10-24 | 日立ビークルエナジー株式会社 | 電池モジュール |
| US8035986B2 (en) * | 2008-06-30 | 2011-10-11 | Lg Chem, Ltd. | Battery cell interconnect and voltage sensing assembly and method for coupling battery cell assemblies thereto |
| JP2010092598A (ja) | 2008-10-03 | 2010-04-22 | Gs Yuasa Corporation | 組電池 |
| DE102009005124A1 (de) | 2009-01-19 | 2010-07-29 | Li-Tec Battery Gmbh | Elektrochemische Energiespeichervorrichtung |
| JP5319312B2 (ja) | 2009-01-21 | 2013-10-16 | 株式会社東芝 | 電池用負極活物質、非水電解質電池および電池パック |
| JP5657273B2 (ja) | 2009-05-15 | 2015-01-21 | 日産自動車株式会社 | 積層型電池、電池モジュール及び積層型電池の製造方法 |
| WO2011027817A1 (ja) * | 2009-09-02 | 2011-03-10 | Necエナジーデバイス株式会社 | 組電池モジュール |
| KR101097257B1 (ko) * | 2009-12-03 | 2011-12-21 | 삼성에스디아이 주식회사 | 회로 기판 모듈과, 이를 적용한 전지 모듈 |
| JP5544931B2 (ja) | 2010-03-02 | 2014-07-09 | 株式会社デンソー | ラミネートセル電池構造体 |
-
2011
- 2011-09-07 US US14/007,240 patent/US9356278B2/en active Active
- 2011-09-07 EP EP11862253.9A patent/EP2693516B1/en active Active
- 2011-09-07 WO PCT/JP2011/005031 patent/WO2012131801A1/ja active Application Filing
- 2011-09-30 CN CN2011203676380U patent/CN202434611U/zh not_active Expired - Lifetime
- 2011-09-30 CN CN2011203742289U patent/CN202308181U/zh not_active Expired - Lifetime
- 2011-09-30 CN CN201510177558.1A patent/CN104766936B/zh active Active
- 2011-09-30 CN CN2011102970422A patent/CN102738432A/zh active Pending
- 2011-09-30 CN CN2011203741619U patent/CN202308180U/zh not_active Expired - Lifetime
- 2011-09-30 CN CN2011203693189U patent/CN202308134U/zh not_active Expired - Lifetime
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105594013A (zh) * | 2013-08-14 | 2016-05-18 | 日产自动车株式会社 | 薄膜外装电池的插入导向装置 |
| CN105594013B (zh) * | 2013-08-14 | 2018-01-09 | 日产自动车株式会社 | 薄膜外装电池的插入导向装置 |
| CN105531850A (zh) * | 2013-09-13 | 2016-04-27 | 株式会社自动网络技术研究所 | 蓄电模块 |
| CN105531850B (zh) * | 2013-09-13 | 2017-11-21 | 株式会社自动网络技术研究所 | 蓄电模块 |
| CN106486634A (zh) * | 2015-08-26 | 2017-03-08 | 三星Sdi株式会社 | 电池模块 |
| CN106486634B (zh) * | 2015-08-26 | 2021-04-09 | 三星Sdi株式会社 | 电池模块 |
| US10418602B2 (en) | 2015-10-22 | 2019-09-17 | Nissan Motor Co., Ltd. | Battery pack |
| CN108140789A (zh) * | 2015-10-22 | 2018-06-08 | 日产自动车株式会社 | 组电池 |
| CN108352489A (zh) * | 2015-10-22 | 2018-07-31 | 日产自动车株式会社 | 组电池及组电池的制造方法 |
| US10483519B2 (en) | 2015-10-22 | 2019-11-19 | Envision Aesc Japan Ltd. | Battery pack and battery pack manufacturing method |
| CN108140789B (zh) * | 2015-10-22 | 2020-04-03 | 远景Aesc日本有限公司 | 组电池 |
| CN108352489B (zh) * | 2015-10-22 | 2020-06-02 | 远景Aesc日本有限公司 | 组电池及组电池的制造方法 |
| CN108140778A (zh) * | 2016-02-11 | 2018-06-08 | 株式会社Lg化学 | 电池模块 |
| CN108140778B (zh) * | 2016-02-11 | 2020-11-27 | 株式会社Lg化学 | 电池模块 |
| CN107925028A (zh) * | 2016-03-03 | 2018-04-17 | 株式会社Lg化学 | 电池模块、包括电池模块的电池组和包括电池组的车辆 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9356278B2 (en) | 2016-05-31 |
| CN202308180U (zh) | 2012-07-04 |
| CN202434611U (zh) | 2012-09-12 |
| EP2693516B1 (en) | 2018-11-21 |
| US20140023909A1 (en) | 2014-01-23 |
| EP2693516A1 (en) | 2014-02-05 |
| EP2693516A4 (en) | 2014-12-03 |
| WO2012131801A1 (ja) | 2012-10-04 |
| CN104766936A (zh) | 2015-07-08 |
| CN102738432A (zh) | 2012-10-17 |
| CN104766936B (zh) | 2017-09-29 |
| CN202308181U (zh) | 2012-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202308134U (zh) | 电池组 | |
| CN103460439B (zh) | 电池组 | |
| CN103443954A (zh) | 电池组 | |
| EP2731174B1 (en) | Secondary battery pack | |
| EP2725639B1 (en) | Secondary battery pack | |
| US9793704B2 (en) | Secondary battery pack | |
| US8771863B2 (en) | Battery module and manufacturing method of battery module | |
| EP2733775B1 (en) | Secondary battery pack | |
| EP3598531A1 (en) | Flexible battery having reinforcement tab coupling structure and electrode lead bending coupling structure | |
| EP2731172B1 (en) | Secondary battery pack | |
| US8846221B2 (en) | Battery pack | |
| EP3671902A1 (en) | Battery module having bus bar assembly | |
| CN103443958A (zh) | 电池组 | |
| EP2728649B1 (en) | Secondary battery pack | |
| US20140023885A1 (en) | Secondary battery pack | |
| JP2007220576A (ja) | 電池パック | |
| CN103443959B (zh) | 电池组和电动自行车 | |
| CN102035034B (zh) | 一种方形锂离子电池组 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20120704 |
|
| CX01 | Expiry of patent term |