CN202241823U - 转轴式双色模具 - Google Patents
转轴式双色模具 Download PDFInfo
- Publication number
- CN202241823U CN202241823U CN2011203501174U CN201120350117U CN202241823U CN 202241823 U CN202241823 U CN 202241823U CN 2011203501174 U CN2011203501174 U CN 2011203501174U CN 201120350117 U CN201120350117 U CN 201120350117U CN 202241823 U CN202241823 U CN 202241823U
- Authority
- CN
- China
- Prior art keywords
- die
- plate
- mould
- rotary shaft
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
一种转轴式双色模具,包括前模和后模,所述前模包括流道板、A板和前模仁,所述后模包括后模仁、B板、B板托板、底板以及顶出装置,在所述后模中心设有旋转机构,所述旋转机构包括设置在转芯导套内的转芯、在所述转芯的上端面上固定设有横梁,在横梁的两端分别各设有一个后模镶件,在所述横梁上设有导向机构;在所述后模仁上设有与后模镶件外形相同的镶件槽,注塑时,所述后模镶件位于所述镶件槽内。本实用新型具有只需要一套模具构成,只需要旋转后模的一部分镶件就可以达到双色成型的效果,由于体积和重量的减小,极大的节约了模具制造成本和生产成本,可有效地提高生产效率。
Description
技术领域
本实用新型涉及一种模具结构,尤其是一种转轴式双色模具。
背景技术
目前模具行业用的双色成型模具结构主要包括底板、A板、B板、导轴、顶出装置及流道板等组成,其中传统的双色成型模具都是由两套模具构成。一套为A模,一套为B模,两套模具分别成型同一产品的两个不同部位的两种颜色。这种模具存在体积大和重量重的问题,且在成型过程中所耗费的能源也较大。
发明内容
为解决上述技术问题本实用新型向社会提供一种只需要一套模具就可以达到双色成型效果的转轴式双色模具。
本实用新型的技术方案是:设计一种转轴式双色模具,包括前模和后模,所述前模包括流道板、A板和前模仁,所述后模包括后模仁、B板、B板托板、底板以及顶出装置,在所述后模中心设有旋转机构,所述旋转机构包括设置在转芯导套内的转芯、在所述转芯的上端面上固定设有横梁,在横梁的两端分别各设有一个后模镶件,在所述横梁上设有导向机构;在所述后模仁上设有与后模镶件外形相同的镶件槽,注塑时,所述后模镶件位于所述镶件槽内。
作为对本实用新型的改进,在所述A板上设有由油缸驱动的前模滑块,在B板上设有后模滑块。
作为对本实用新型的改进,所述顶出装置设置在对应于二次注塑工位的下方。
作为对本实用新型的改进,所述导向机构是设置在横梁上的一对套导柱导套结构。
作为对本实用新型的改进,所述后模板与转芯的配合公差是正负0.01MM。
本实用新型与现有技术相比,这种模具只需要一套模具构成;只需要旋转模具的部分后模镶件就可以达到双色成型的效果;转芯的旋转顶出设计不会影响后模仁的运水冷却设计。
附图说明
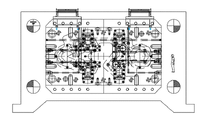
图1是本实用新型开模的后模示意图。
图2是图1中的A-A剖视结构示意图。
图3是本实用新型开模的前模示意图。
图4是图1中的B-B剖视结构示意图。
图5是图1中的C-C剖视结构示意图。
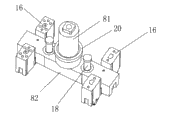
图6是图1中的旋转机构的立体结构示意图。
图7是图6的另一视角的立体结构示意图。
具体实施方式
下面结合附图对本实用新型作进一步说明。
请参见图1至图7,图1至图7所揭示的是一种转轴式双色模具,包括前模和后模,前模和后模中部设有前模仁13和后模仁14,其中所述前模包括热流道板17、A板3和设置在A板3上的前模滑块2,后模包括B板4、B板托板5、底板7,顶出装置6, 旋转机构8和4个后模滑块12,所述前模内设有对称的一对热嘴10,所述旋转机构8设在后模的模具中心,所述旋转机构8包括设置在转芯导套20内的转芯81、在所述转芯81的上端面上固定设有横梁82,在横梁82的两端分别各设有一个平行的后模镶件16,在所述横梁82上设有导向机构,所述导向机构是由导柱18和导套181构成的;在所述后模仁14上设有与后模镶件16外形相同的镶件槽,注塑时,所述后模镶件16位于所述镶件槽内。所述后模板转芯导套20与转芯8的配合公差要达到正负0.01MM,在第一次注塑完成后将中间转芯8顶出。所述产品留在转芯8上旋转180度后回位到另一个模仁开始第二次注塑,所述顶出装置只有一套,并设置对应于二次注塑工位的下方,该顶出装置只有第二次注塑后才与顶针板的顶出系统相连来实现对产品的顶出。所述转芯的顶出设计不影响后模仁的运水冷却系统。
本实用新型中,所述前模滑块2为4个,由油缸11驱动,通过油缸11的设计,可把产品的倒扣在前模通过油缸11驱动前模滑块2来实现脱模,这样保证了后模这部分可以做成一样。
本实用新型转轴式双色模具工作过程如下:当模具合模时,前模滑块2通过油缸11的驱动进行复位压紧,后模镶件16通过转芯8的回拉后,复位在后模仁14的镶件槽里面,后模滑块12通过设计在A板上的铲基15进行复位压紧,顶出装置6通过弹簧19 的作用进行复位,这样产品就可以进行注塑,注塑完成后,模具开模,前模滑块2通过油缸11的驱动来实现往后运动,这个动作靠设计在油缸11上的铲基来实现。因铲基上设计有T型滑槽,通过T型滑槽的作用来带动前模滑块运动,这里运用了力的分解作用原理,因此A、B板先不开模,前模滑块2就通过油缸的作用,实现了脱模的动作,当 A、B板开模后。后模滑块12通过设计在A板上的铲基15的作用,往后动作实现产品倒扣的脱模;模具开模后,设计在后模内的旋转机构8通过双色机注塑机中的驱动装置将后模镶件16顶出后模仁14,再接着旋转180度,再将后模镶件16回拉到后模仁14的镶件槽里面。这个动作的前提条件是第一次注塑的产品必须保证能够留在后模镶件16上,这样后模镶件16,在旋转机构的作用下旋转180度后,实现了产品的180度位置的变换,从而可以实现注塑前后模都可以不一样的产品,且成功的解决了第一次注塑产品,因在后模有倒扣而不能脱模的问题。这是因为传统的双色模具,后模仁都必须完全一样,从而像第一次产品在后模有侧向倒扣的话就成型不了,而现在通过部分镶件的旋转位置变换,就能很好的解决这个问题,实现了后模也可以不一样的双色模具。本实施例中,还可以设计后模滑块12来脱出第一次产品的侧向倒扣,同时因为只是一部分后模镶件的顶出,后模滑块12只需要在第一次注塑的产品这部分设计就行了,而按常规的双色模具结构设计是需要在第二次注塑的产品那边设计一组相同的后模滑块,因一般的双色模具必须保证后模在180度旋转后还是一样;同时,因为只是部分后模镶件的顶出,后模系统的运水也就可以正常的设计,从而保证了注塑生产周期。在产品顶出的时候由于产品是附在后模镶件16上实现了位置的变换,因此只需要一套顶出装置6就可以了。而传统的双色模具一般都需要两套顶出装置,甚至是3套顶出装置。
本实用新型转轴式双色模具简单、安全可靠,不仅方便注塑过程中全自动化操作,而且节省了原料,简化了模具结构,降低了生产成本,提高了生产效率。
Claims (5)
1.一种转轴式双色模具,包括前模和后模,所述前模包括流道板、A板和前模仁,所述后模包括后模仁、B板、B板托板、底板以及顶出装置,其特征在于:在所述后模中心设有旋转机构,所述旋转机构包括设置在转芯导套内的转芯、在所述转芯的上端面上固定设有横梁,在横梁的两端分别各设有一个后模镶件,在所述横梁上设有导向机构;在所述后模仁上设有与后模镶件外形相同的镶件槽,注塑时,所述后模镶件位于所述镶件槽内。
2.根据权利要求1所述的转轴式双色模具,其特征是:在所述A板上设有由油缸驱动的前模滑块,在B板上设有后模滑块。
3.根据权利要求1或2所述的转轴式双色模具,其特征是:所述顶出装置设置在对应于二次注塑工位的下方。
4.根据权利要求3所述的转轴式双色模具,其特征是:所述导向机构是设置在横梁上的一对套导柱导套结构。
5.根据权利要求4述的转轴式双色模具,其特征是:所述后模板与转芯的配合公差是正负0.01MM。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011203501174U CN202241823U (zh) | 2011-09-19 | 2011-09-19 | 转轴式双色模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011203501174U CN202241823U (zh) | 2011-09-19 | 2011-09-19 | 转轴式双色模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202241823U true CN202241823U (zh) | 2012-05-30 |
Family
ID=46103116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011203501174U Expired - Fee Related CN202241823U (zh) | 2011-09-19 | 2011-09-19 | 转轴式双色模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202241823U (zh) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104626470A (zh) * | 2015-02-11 | 2015-05-20 | 宁波双林模具有限公司 | 一种内旋转型芯的双色模 |
| CN105881808A (zh) * | 2014-09-28 | 2016-08-24 | 宁波东昊汽车部件有限公司 | 一种风门双色模具 |
| CN104608330B (zh) * | 2015-02-15 | 2016-09-07 | 浙江纺织服装职业技术学院 | 采用一模一腔方式的二次注塑模具 |
| CN106671350A (zh) * | 2017-01-18 | 2017-05-17 | 沙洲职业工学院 | 一种双材料盖体的二次注塑模具 |
| CN107627550A (zh) * | 2017-10-31 | 2018-01-26 | 福州大学 | 转动圆板控制模具型芯转动位置的双色注射模及其方法 |
| CN108724653A (zh) * | 2018-03-12 | 2018-11-02 | 苏州品翔电通有限公司 | 一种模具顶出机构及包含该顶出机构的模具 |
| CN108724636A (zh) * | 2018-03-12 | 2018-11-02 | 苏州品翔电通有限公司 | 一种可二次射出成型的模具 |
| CN109454827A (zh) * | 2018-12-28 | 2019-03-12 | 东莞汇美模具制造股份有限公司 | 一种新型双色模的模具结构 |
| CN111590839A (zh) * | 2020-06-08 | 2020-08-28 | 上海合辉电子元件有限公司 | 一种一次成型包胶模具 |
| CN112549451A (zh) * | 2020-12-18 | 2021-03-26 | 江苏正通电子股份有限公司 | 控制模块综合底座生产用注塑模具 |
-
2011
- 2011-09-19 CN CN2011203501174U patent/CN202241823U/zh not_active Expired - Fee Related
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105881808A (zh) * | 2014-09-28 | 2016-08-24 | 宁波东昊汽车部件有限公司 | 一种风门双色模具 |
| CN104626470A (zh) * | 2015-02-11 | 2015-05-20 | 宁波双林模具有限公司 | 一种内旋转型芯的双色模 |
| CN104608330B (zh) * | 2015-02-15 | 2016-09-07 | 浙江纺织服装职业技术学院 | 采用一模一腔方式的二次注塑模具 |
| CN106671350A (zh) * | 2017-01-18 | 2017-05-17 | 沙洲职业工学院 | 一种双材料盖体的二次注塑模具 |
| CN106671350B (zh) * | 2017-01-18 | 2022-09-13 | 沙洲职业工学院 | 一种双材料盖体的二次注塑模具 |
| CN107627550A (zh) * | 2017-10-31 | 2018-01-26 | 福州大学 | 转动圆板控制模具型芯转动位置的双色注射模及其方法 |
| CN108724636A (zh) * | 2018-03-12 | 2018-11-02 | 苏州品翔电通有限公司 | 一种可二次射出成型的模具 |
| CN108724653A (zh) * | 2018-03-12 | 2018-11-02 | 苏州品翔电通有限公司 | 一种模具顶出机构及包含该顶出机构的模具 |
| CN108724653B (zh) * | 2018-03-12 | 2024-02-23 | 苏州品翔电通有限公司 | 一种模具顶出机构及包含该顶出机构的模具 |
| CN108724636B (zh) * | 2018-03-12 | 2024-02-23 | 苏州品翔电通有限公司 | 一种可二次射出成型的模具 |
| CN109454827A (zh) * | 2018-12-28 | 2019-03-12 | 东莞汇美模具制造股份有限公司 | 一种新型双色模的模具结构 |
| CN111590839A (zh) * | 2020-06-08 | 2020-08-28 | 上海合辉电子元件有限公司 | 一种一次成型包胶模具 |
| CN112549451A (zh) * | 2020-12-18 | 2021-03-26 | 江苏正通电子股份有限公司 | 控制模块综合底座生产用注塑模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202241823U (zh) | 转轴式双色模具 | |
| CN103737857B (zh) | 复合抽芯式精密模具 | |
| CN102101350B (zh) | 用于小螺旋角双联齿轮的精密模具 | |
| CN106042299A (zh) | 汽车蓄电池壳体注塑件精密模具 | |
| CN110757744B (zh) | 一种具有后模整段倒扣脱模结构的注塑模具 | |
| CN103600471A (zh) | 一种带有装嵌件结构的注塑模 | |
| CN205439120U (zh) | 制品内侧壁和外侧壁带圆弧的脱模结构模具 | |
| CN208558201U (zh) | 一种模具顶出机构及包含该顶出机构的模具 | |
| CN208645890U (zh) | 一种可二次射出成型的模具 | |
| CN102139525B (zh) | 一种内分型翼子板注塑模具及翼子板的注塑方法 | |
| CN203580032U (zh) | 一种带有装嵌件结构的注塑模 | |
| CN203171966U (zh) | 一种全自动级进式精密注塑模具的进出料机构 | |
| CN206999508U (zh) | 一种产品整圈倒扣模具 | |
| CN201913763U (zh) | 用于小螺旋角双联齿轮的精密模具 | |
| CN110682509B (zh) | 一种用于洗衣机滚筒产品的成型模具 | |
| CN210061826U (zh) | 一种具有可旋转型腔的模具结构 | |
| CN203357823U (zh) | 一种模具的顶出结构 | |
| CN103831957A (zh) | 一种汽车装饰件注塑模具的机械式顶出机构 | |
| CN104608330A (zh) | 采用一模一腔方式的二次注塑模具 | |
| CN102738681B (zh) | 航空航天用低频点连接器的模具 | |
| CN104960160A (zh) | 一种行位进胶注塑模具 | |
| CN212764595U (zh) | 带顶针快换结构的注塑模具 | |
| CN210877482U (zh) | 一种铸造成型设备 | |
| CN209699751U (zh) | 带有斜销侧抽芯机构的茶杯盖注塑机构 | |
| CN211031091U (zh) | 一种可自动脱模汽车凹类零件的注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20120530 Termination date: 20190919 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |