CN201669380U - 缸体铸造用下芯夹具辅助夹紧装置 - Google Patents
缸体铸造用下芯夹具辅助夹紧装置 Download PDFInfo
- Publication number
- CN201669380U CN201669380U CN2010201803828U CN201020180382U CN201669380U CN 201669380 U CN201669380 U CN 201669380U CN 2010201803828 U CN2010201803828 U CN 2010201803828U CN 201020180382 U CN201020180382 U CN 201020180382U CN 201669380 U CN201669380 U CN 201669380U
- Authority
- CN
- China
- Prior art keywords
- lifter plate
- clamp mechanism
- axle bed
- core jig
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
一种缸体铸造用下芯夹具辅助夹紧装置,它包括至少一个夹紧机构(1)、固定安装在下芯夹具起吊板(2)上的驱动气缸(3)、至少一个固定安装在下芯夹具起吊板(2)上的固定轴座(4);所述夹紧机构(1)的上端经升降板(13)与驱动气缸活塞杆(3.1)的输出端固定相连,所述夹紧机构(1)的下端转动连接在固定轴座(4)的轴上。本实用新型的缸体铸造用下芯夹具辅助夹紧装置具有工作效率高、生产成本低,操作方便的优点。
Description
技术领域:
本实用新型涉及气缸体铸造工艺技术领域,具体指一种缸体铸造用下芯夹具辅助夹紧装置。
背景技术:
在气缸体铸造工艺技术领域,尤其是在自动造型线大批量生产一型4件缸体,采用下芯夹具(即下芯机)下芯的情况下,由于一型4件缸体的砂芯较多,长度方向至少要有十一个砂芯,如果不在砂芯中加辅助夹紧装置,仅靠外围砂芯上的吊点及砂芯与砂芯之间的搭接,下芯机很难通过吊点把全部砂芯顺利吊起并下入铸型中,在吊的过程中很容易造成砂芯脱落。目前,国内一些铸造厂家通常采用穿螺栓的办法,即将一根长达800多毫米的螺杆依次穿过砂芯,使砂芯与砂芯紧固在一起。这样做不仅生产成本高,而且工作效率低,操作起来非常麻烦。
实用新型内容:
本实用新型要解决的技术问题是:提供一种工作效率高、生产成本低,操作方便的缸体铸造用下芯夹具辅助夹紧装置。
为解决上述技术问题,本实用新型采用这样一种缸体铸造用下芯夹具辅助夹紧装置:它包括至少一个夹紧机构、固定安装在下芯夹具起吊板上的驱动气缸、至少一个固定安装在下芯夹具起吊板上的固定轴座;所述夹紧机构的上端经升降板与驱动气缸活塞杆的输出端固定相连,所述夹紧机构的下端转动连接在固定轴座的轴上。
每个夹紧机构包括至少两个夹紧臂、至少一个经升降板与驱动气缸活塞杆的输出端固定相连的移动轴座;每个夹紧机构的所有移动轴座上至少设有两个腰形轴孔;所有夹紧臂均由连为一体的斜臂和垂直臂构成;所有斜臂的上端均固定连接在与移动轴座上对应的腰形轴孔滑动配合的轴上,所有斜臂的下端交叉转动连接在固定轴座的同一根轴上;所有垂直臂的外壁均为可与主体芯过滤网座的垂直夹紧面紧贴的形状。
所述夹紧机构为四个,四个夹紧机构上的移动轴座共同固定连接在一块升降板上,该升降板的中心与驱动气缸活塞杆的输出端固定相连;所述固定轴座为四个,其中两个平行位于升降板的左端,另外两个平行位于升降板的右端;所述四个夹紧机构中的两个夹紧机构位于升降板左端的两个固定轴座之间,另外两个位于升降板右端的两个固定轴座之间;每个夹紧机构上设有两个交叉转动连接在固定轴座的同一根轴上的夹紧臂。
采用以上结构后,本实用新型与现有技术相比,具有以下优点:由于增设了夹紧机构,在气缸的带动下,夹紧机构给中间的主体芯一个向上的力,在下芯过程中能有效防止砂芯向下脱落,大大提高了工作效率,也降低了生产成本,操作起来也非常方便。
作为改进,由于所述下芯夹具起吊板和升降板之间设有导向装置,该导向装置包括一导柱和与导柱滑动配合的导套,导柱设在下芯夹具起吊板上,导套设在对应导柱位置处的升降板上,导向装置的设置,使夹紧机构的动作精度得到可靠的保证。
作为进一步改进,由于下芯夹具起吊板上还设有限位装置,该限位装置包括一限位螺杆和一限位块,限位螺杆的下端面与升降板的上端面相抵,限位块安装在一螺杆的下端,该螺杆设在下芯夹具起吊板上,该限位块的上端面与升降板的下端面相抵。这样通过调节限位螺杆和限位块的高度,控制升降板的行程,从而使夹紧机构的夹紧力控制在一个合理的范围内,既保证了砂芯顺利地被吊起,又不损坏砂芯。
作为进一步改进,所述主体芯过滤网座的垂直夹紧面上设有耐磨橡胶皮,增大了摩擦力的同时又能防止损坏砂芯。
附图说明:
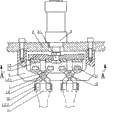
图1是本实用新型缸体铸造用下芯夹具辅助夹紧装置用于一型四件缸体下芯时安装在下芯夹具上的局部剖视示意图。
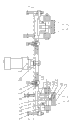
图2是图1的侧向局部剖视示意图。
图3是图1的A-A向局部剖视示意图。
如图所示:1、夹紧机构,1.1、移动轴座,1.2、夹紧臂,1.2.1、斜臂1.2.2、垂直臂,2、下芯夹具起吊板,3、驱动气缸,3.1、驱动气缸活塞杆,4、固定轴座,5、主体芯过滤网座,6、导柱,7、导套,8、限位螺杆,9、限位块,10、耐磨橡胶皮,11、移动销轴,12、固定销轴,13、升降板。
具体实施方式:
下面结合附图和具体实施方式对本实用新型作进一步说明。
如图1至图3所示,为一型四件缸体下芯时安装在下芯夹具上的缸体铸造用下芯夹具辅助夹紧装置,它包括四个夹紧机构1、固定安装在下芯夹具起吊板2上的一个驱动气缸3和四个固定轴座4。四个夹紧机构1的上端均与驱动气缸活塞杆3.1的输出端固定相连,四个夹紧机构1的下端均转动连接在固定轴座4的轴上。
每个夹紧机构1包括两个夹紧臂1.2、至少一个与驱动气缸活塞杆3.1的输出端固定相连的移动轴座1.1。每个夹紧机构1的所有移动轴座1.1上共设有两个腰形轴孔。两个夹紧臂1.2均由连为一体的斜臂1.2.1和垂直臂1.2.2构成。其中所有斜臂1.2.1的上端均固定连接在与移动轴座1.1上对应的腰形轴孔滑动配合的轴上,该轴为移动销轴11。所有斜臂1.2.1的下端交叉转动连接在固定轴座4的同一根轴上,该轴为固定销轴12。所有垂直臂1.2.2的外壁均为可与主体芯过滤网座5的垂直夹紧面紧贴的形状,该耐磨橡胶皮10在增大摩擦力的同时又能防止损坏砂芯。
四个夹紧机构1上的移动轴座1.1共同固定连接在一块长方形的升降板13上,该升降板13的中心与驱动气缸活塞杆3.1的输出端固定相连,从而实现夹紧机构1的上端经升降板13与驱动气缸活塞杆3.1的输出端固定相连。所述四个固定轴座4中的两个平行位于升降板13的左端,另外两个平行位于升降板13的右端。而四个夹紧机构1中的两个夹紧机构1位于升降板13左端的两个固定轴座4之间,另外两个位于升降板13右端的两个固定轴座4之间。由于位于升降板13左端或右端的两个夹紧机构1的距离比较近,所以该两个夹紧机构1共包括三个与升降板13的下端固定相连的移动轴座1.1,位于中间的移动轴座1.1为共用的轴座且设有两个腰形轴孔,而位于两端的移动轴座1.1上各设有一个腰形轴孔。
为了保证夹紧机构1的动作精度,下芯夹具起吊板2和升降板1.1之间设有导向装置。该导向装置包括一导柱6和与导柱6滑动配合的导套7,导柱6设在下芯夹具起吊板2上,导套7设在对应导柱6位置处的升降板13上。
为了使夹紧机构1的夹紧力控制在一个合理的范围内,使砂芯既能被顺利吊起,又不损坏砂芯,下芯夹具起吊板2上还设有限位装置。该限位装置包括一限位螺杆8和一限位块9,该限位螺杆8的下端面与升降板1.1的上端面相抵,限位块9安装在一螺杆的下端,该螺杆设在下芯夹具起吊板2上,限位块9的上端面与升降板1.1的下端面相抵。
使用时,驱动气缸活塞杆3.1带动升降板13上下移动,升降板13带动移动轴座1.1一起上下移动。而交叉的夹紧臂1.2会在移动销轴11的带动下,以固定销轴12为中心转动,使夹紧臂1.2的垂直臂1.2.2紧贴主体芯过滤网座5的垂直夹紧面或从主体芯过滤网座5的垂直夹紧面处脱离开,从而实现夹紧机构1的夹紧或松开的动作。综上所述,在夹紧的过程中,夹紧机构1给中间的主体芯一个向上的力,有效防止了砂芯向下脱落,大大提高了工作效率,也降低了生产成本,且操作起来非常简单方便。
以上仅就对本实用新型实施例的最佳方案作了说明,但不能理解为是对权利要求的限制。本实用新型不仅局限于以上实施例,其具体结构允许有多种变化。如夹紧机构的数量除了四个外,根据生产的缸体的数量不同,还可设置成不同的数量,但至少为一个;移动轴座的数量除了一个外,还可根据需要进行数量的调整,但至少为一个;夹紧臂的数量除了两个外,还可根据需要进行数量的调整,但至少为两个;另外夹紧机构除了以上实施例中的结构外,还可以是其他如机械手的结构,只要能实现夹紧或张开的动作的结构均在本实用新型的保护范围内。
Claims (6)
1.一种缸体铸造用下芯夹具辅助夹紧装置,其特征在于:它包括至少一个夹紧机构(1)、固定安装在下芯夹具起吊板(2)上的驱动气缸(3)、至少一个固定安装在下芯夹具起吊板(2)上的固定轴座(4);所述夹紧机构(1)的上端经升降板(13)与驱动气缸活塞杆(3.1)的输出端固定相连,所述夹紧机构(1)的下端转动连接在固定轴座(4)的轴上。
2.根据权利要求1所述的缸体铸造用下芯夹具辅助夹紧装置,其特征在于:每个夹紧机构(1)包括至少两个夹紧臂(1.2)、至少一个经升降板(13)与驱动气缸活塞杆(3.1)的输出端固定相连的移动轴座(1.1);每个夹紧机构(1)的所有移动轴座(1.1)上至少设有两个腰形轴孔;所有夹紧臂(1.2)均由连为一体的斜臂(1.2.1)和垂直臂(1.2.2)构成;所有斜臂(1.2.1)的上端均固定连接在与移动轴座(1.1)上对应的腰形轴孔滑动配合的轴上,所有斜臂(1.2.1)的下端交叉转动连接在固定轴座(4)的同一根轴上;所有垂直臂(1.2.2)的外壁均为可与主体芯过滤网座(5)的垂直夹紧面紧贴的形状。
3.根据权利要求2所述的缸体铸造用下芯夹具辅助夹紧装置,其特征在于:所述夹紧机构(1)为四个,四个夹紧机构(1)上的移动轴座(1.1)共同固定连接在一块升降板(13)上,该升降板(13)的中心与驱动气缸活塞杆(3.1)的输出端固定相连;所述固定轴座(4)为四个,其中两个平行位于升降板(13)的左端,另外两个平行位于升降板(13)的右端;所述四个夹紧机构(1)中的两个夹紧机构(1)位于升降板(13)左端的两个固定轴座(4)之间,另外两个位于升降板(13)右端的两个固定轴座(4)之间;每个夹紧机构(1)上设有两个交叉转动连接在固定轴座(4)的同一根轴上的夹紧臂(1.2)。
4.根据权利要求3所述的缸体铸造用下芯夹具辅助夹紧装置,其特征在于:所述下芯夹具起吊板(2)和升降板(13)之间设有导向装置;该导向装置包括一导柱(6)和与导柱(6)滑动配合的导套(7),导柱(6)设在下芯夹具起吊板(2)上,导套(7)设在对应导柱(6)位置处的升降板(13)上。
5.根据权利要求3所述的缸体铸造用下芯夹具辅助夹紧装置,其特征在于:所述下芯夹具起吊板(2)上还设有限位装置;该限位装置包括一限位螺杆(8)和一限位块(9),限位螺杆(8)的下端面与升降板(13)的上端面相抵,限位块(9)安装在一螺杆的下端,该螺杆设在下芯夹具起吊板(2)上,该限位块(9)的上端面与升降板(13)的下端面相抵。
6.根据权利要求3所述的缸体铸造用下芯夹具辅助夹紧装置,其特征在于:所述主体芯过滤网座(5)的垂直夹紧面上设有耐磨橡胶皮(10)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010201803828U CN201669380U (zh) | 2010-04-30 | 2010-04-30 | 缸体铸造用下芯夹具辅助夹紧装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010201803828U CN201669380U (zh) | 2010-04-30 | 2010-04-30 | 缸体铸造用下芯夹具辅助夹紧装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201669380U true CN201669380U (zh) | 2010-12-15 |
Family
ID=43326792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010201803828U Expired - Fee Related CN201669380U (zh) | 2010-04-30 | 2010-04-30 | 缸体铸造用下芯夹具辅助夹紧装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201669380U (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102049475A (zh) * | 2011-01-19 | 2011-05-11 | 苏州工业园区明志铸造装备有限公司 | 下芯夹具 |
| CN102688991A (zh) * | 2012-06-14 | 2012-09-26 | 长沙长泰机械股份有限公司 | 三合一密封柔性下芯夹具 |
| CN103551525A (zh) * | 2013-11-03 | 2014-02-05 | 衢州乐创节能科技有限公司 | 一种内模装配机 |
| CN105858087A (zh) * | 2016-05-31 | 2016-08-17 | 山东科技大学 | 用于刮板机机尾自动张紧的液压抱闸锁死系统及其应用 |
| CN106799468A (zh) * | 2016-11-30 | 2017-06-06 | 宁夏共享模具有限公司 | 一种用于搬运砂芯的气动膨胀夹具 |
| CN109014060A (zh) * | 2018-06-04 | 2018-12-18 | 苏州勤美达精密机械有限公司 | 一种省力下芯装置及方法 |
-
2010
- 2010-04-30 CN CN2010201803828U patent/CN201669380U/zh not_active Expired - Fee Related
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102049475A (zh) * | 2011-01-19 | 2011-05-11 | 苏州工业园区明志铸造装备有限公司 | 下芯夹具 |
| CN102688991A (zh) * | 2012-06-14 | 2012-09-26 | 长沙长泰机械股份有限公司 | 三合一密封柔性下芯夹具 |
| CN103551525A (zh) * | 2013-11-03 | 2014-02-05 | 衢州乐创节能科技有限公司 | 一种内模装配机 |
| CN103551525B (zh) * | 2013-11-03 | 2015-08-05 | 衢州乐创节能科技有限公司 | 一种内模装配机 |
| CN105858087A (zh) * | 2016-05-31 | 2016-08-17 | 山东科技大学 | 用于刮板机机尾自动张紧的液压抱闸锁死系统及其应用 |
| CN106799468A (zh) * | 2016-11-30 | 2017-06-06 | 宁夏共享模具有限公司 | 一种用于搬运砂芯的气动膨胀夹具 |
| CN109014060A (zh) * | 2018-06-04 | 2018-12-18 | 苏州勤美达精密机械有限公司 | 一种省力下芯装置及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201669380U (zh) | 缸体铸造用下芯夹具辅助夹紧装置 | |
| CN206536220U (zh) | 一种铣床 | |
| CN106926300B (zh) | 一种eps旋转式切割装置 | |
| CN201524770U (zh) | 一种铸造吊芯装置 | |
| CN201808134U (zh) | 自动翻转夹坯机 | |
| CN205766103U (zh) | 一种图书摆放机器人装置 | |
| CN205772750U (zh) | 一种吊装装置 | |
| CN211871239U (zh) | 一种机械加工用自动上料装置 | |
| CN209261243U (zh) | 一种砌砖机器人提升装置 | |
| CN219060938U (zh) | 大跨径钢砼叠合梁吊装支护装置 | |
| CN206886570U (zh) | 一种起重机配重调节装置 | |
| CN108840224A (zh) | 一种混凝土预制块用可翻转吊具 | |
| CN214263572U (zh) | 一种模具吊装装置 | |
| CN112378649B (zh) | 一种用于减速器综合实验台的减速器固定装置 | |
| CN208932797U (zh) | 一种混凝土预制块用可翻转吊具 | |
| CN211895045U (zh) | 一种夹料机械装置 | |
| CN203599613U (zh) | 换铣刀辅助工具 | |
| CN209737614U (zh) | 一种换模时液压自动驱动的机械手 | |
| CN209189567U (zh) | 一种车门包边机的升降工装台 | |
| CN102070074A (zh) | 板坯夹钳及其定距装置 | |
| CN220564112U (zh) | 一种便于快速安装的井盖起吊机 | |
| CN219470695U (zh) | 一种墩身顶模支撑装置 | |
| CN206592713U (zh) | 一种支承座 | |
| CN208664308U (zh) | 一种能够快速上下料机械手 | |
| CN216143291U (zh) | 一种水利工程施工用管道连接辅助支撑装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20101215 Termination date: 20150430 |
|
| EXPY | Termination of patent right or utility model |