CN1676445B - 基板搬送装置 - Google Patents
基板搬送装置 Download PDFInfo
- Publication number
- CN1676445B CN1676445B CN2005100598529A CN200510059852A CN1676445B CN 1676445 B CN1676445 B CN 1676445B CN 2005100598529 A CN2005100598529 A CN 2005100598529A CN 200510059852 A CN200510059852 A CN 200510059852A CN 1676445 B CN1676445 B CN 1676445B
- Authority
- CN
- China
- Prior art keywords
- magnet
- substrate
- conveyance
- carrier
- row
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/04—Flooring or floor layers composed of a number of similar elements only of wood or with a top layer of wood, e.g. with wooden or metal connecting members
- E04F15/041—Flooring or floor layers composed of a number of similar elements only of wood or with a top layer of wood, e.g. with wooden or metal connecting members with a top layer of wood in combination with a lower layer of other material
- E04F15/043—Flooring or floor layers composed of a number of similar elements only of wood or with a top layer of wood, e.g. with wooden or metal connecting members with a top layer of wood in combination with a lower layer of other material the lower layer being of organic plastic with or without reinforcements or filling materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/02—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board the layer being formed of fibres, chips, or particles, e.g. MDF, HDF, OSB, chipboard, particle board, hardboard
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/10—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials
- E04F15/102—Flooring or floor layers composed of a number of similar elements of other materials, e.g. fibrous or chipped materials, organic plastics, magnesite tiles, hardboard, or with a top layer of other materials of fibrous or chipped materials, e.g. bonded with synthetic resins
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Non-Mechanical Conveyors (AREA)
- Framework For Endless Conveyors (AREA)
Abstract
本发明的目的在于提供一种基板搬送装置, 该基板搬送装置由安装有基板托盘的承载器,承载器搬送机构,与以非接触方式对承载器的顶部进行导向的承载器导向机构构成,其特征在于该导向机构由第一排磁铁和第二排磁铁构成,该第一排磁铁沿搬送通路而安装于上述承载器的顶部,该第二排磁铁在第一排磁铁的上方或下方,沿搬送通路而安装于真空室中。另外的特征在于按照下述方式设置磁铁,该方式为:沿与搬送方向相垂直的方向,以规定间距间隔开地设置多排的第一排磁铁和第二排磁铁,在面对的磁铁排之间,作用有吸力,在相邻的磁铁排之间,作用有排斥力。通过本发明可抑制基板托盘的摆动,进而抑制灰尘的产生,可实现稳定的高速搬送。
Description
技术领域
本发明涉及一种基板搬送装置,本发明特别是涉及下述的基板搬送装置,其在串联(inline)方式的真空处理设备的内部,将1米以上的大型玻璃基板保持在托盘上,并高速地搬送。
背景技术
在用于液晶显示器,等离子显示器等的大型的玻璃基板的成膜处理等中,采用多个处理室连接的串联(inline)方式的真空处理设备。将该玻璃基板保持在基板托盘上,沿基本垂直的方向依次将其送至各处理室,进行规定的处理。
在这里,为了防止基板托盘的歪倒,在其顶部上,沿搬送通路,设置轴承等的导向部件,但是,如果显示器的精度较高,则由于导向部件而产生的粒化造成的膜缺陷等更为显现,为了防止该情况,人们提出了各种非接触式的导向部件。
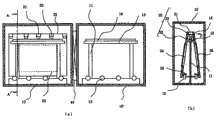
图5表示这样的搬送装置的一个实例。图5(a)为沿搬送方向观看真空室10内部的示意性的剖视图。在真空室10的内部,沿搬送通路,敷设有轴承12和U字型导向部件15,所述轴承12支承导向保持玻璃基板的基板托盘(基板保持件)23,所述U字型导向部件15以非接触方式对基板托盘顶部进行导向。通过驱动器16,轴承旋转,基板托盘23在轴承12上垂直移动。
该U字型的导向部件15按照围绕基板托盘的顶部的方式设置,象图5(b)的部分放大图所示的那样,在导向部件的内侧,安装有两个磁铁16a、16b。另一方面,在基板托盘23上,按照排斥两个磁铁16a、16b的方式,安装磁铁26,按照通过磁铁16a、16b和磁铁26的排斥力,基板托盘的顶部在平时位于U字型的导向部件15内部的中心的方式,对基板托盘进行导向。通过采用这样的非接触结构的导向机构,可抑制基板上方的粒化的发生,另外,可稳定地搬送基板托盘。
同样,作为利用磁铁的导向机构,还公开有下述的搬送机构,其按照基板托盘的磁铁和其两侧的磁铁相互吸引的方式设置。
专利文献1:JP特开平10-120171号文献
专利文献2:JP实公平7-435号文献
但是,如果基板尺寸增加,另外,伴随该情况,基板托盘的重量增加,则从图5所示的过去的搬送装置(JP特开平-10-120171号文献)知道,基板托盘顶部摆动、振动变大,一旦产生振动,则不轻易停止而长期地持续。另外还知道,该振动会损坏轴承,缩短其寿命,并且使轴承部的粒化发生量增加,将真空室污染。于是,为了抑制粒化的发生,必须降低基板托盘的搬送速度,其结果是,实际上不得不牺牲通过量。
另外,在采用利用磁铁的吸力的导向机构的搬送装置(JP实公平7-435号文献)中,也具有相同的问题。在此场合,也具有如果基板托盘倾斜而超过某种程度,则基板托盘的磁铁和导向部件中的一者的磁铁吸引的情况,如果设置用于防止该情况的部件,则具有因该部件与基板托盘之间的碰撞,产生灰尘的问题。
发明内容
本发明目的的在于提供一种基板搬送装置,其为可高速搬送大型基板的搬送装置,可抑制基板托盘的摆动,进而抑制灰尘的产生,不污染气氛,可实现稳定的高速搬送。
本发明的基板搬送装置沿真空室内的搬送通路搬送基板,该基板搬送装置由安装有保持基板的基板托盘的承载器,搬送该承载器的承载器搬送机构,与沿搬送通路以非接触方式对上述承载器的顶部进行导向的承载器导向机构构成,其特征在于在上述导向机构中,第一排磁铁和第二排磁铁按照相互吸引的方式设置,该第一排磁铁为沿搬送方向安装于上述承载器的顶部上的一个或多个磁铁,基本沿垂直方向磁化,该第二排磁铁在该第一排磁铁的上方或下方,按照规定的间距与其间隔开,沿搬送通路,固定而安装于真空室中的一个或多个磁铁,基本沿垂直方向磁化。另外的特征在于按照垂直于搬送方向,在相邻的磁铁排之间,以磁化方向相反的方式多排设置第一排磁铁与第二排磁铁。
象上述这样,安装于承载器上的第一排磁铁,与固定而安装于真空室中的第二排磁铁按照上下相互吸引的方式设置,由此,可实现更加稳定的承载器搬送。
另外,通过使相应的第一和第二排磁铁按照磁化方向交替地相反的方式设置成两排以上,则可在面对的第一和第二排磁铁之间,作用吸力,在斜向的第一和第二排磁铁之间,作用排斥力。其结果是,即使在作用力沿与搬送方向相垂直的方向作用的情况下,面对的磁铁排之间的吸力和斜向的磁铁排之间的排斥力仍可叠加地作用,可有效地防止与搬送通路偏离。另外,即使在因某种原因,作用较大的力,基板托盘错位,产生摆动、振动的情况下,这些摆动、振动仍可在较短时间内结束,仍可极力地抑制粒化的发生。
此外,通过采用两个基板托盘本身以对称方式设置于承载器上的稳定的自立结构,搬送稳定性进一步提高。
最好,固定于上述真空室中的第二排磁铁设置于上述承载器的第一排磁铁的上方。通过采用上述的方案,磁力可沿上提上述承载器的方向而作用,可减小作用于支承承载器自重的轴承上的负荷。
还有,本发明的特征在于上述第一排磁铁和/或第二排磁铁中的多个磁铁安装间隔开的方式安装。
本发明的特征在于上述基板托盘具有开口,该开口用于从处理面的相反侧,对基板进行加热。最好,上述规定角度相对垂直方向,在0.5~3°的范围内。
通过按照该范围内的角度,安装基板托盘,可进一步提高搬送稳定性。另外,在该角度在0.5°以上的场合,可消除基板的振动,相对基板托盘的飞出的事故,另外,在为了从内面侧进行加热处理等,于基板托盘中开设开口的场合,通过使角度在3°以下,可防止基板本身的挠曲,可进行均匀性较高的成膜处理等。特别是,适合于边长为1米以上的方形的基板。
本发明的特征在于上述承载器为按照上述两个基板托盘相互面对的方式安装的承载器,其与该承载器顶部的搬送方向相垂直的方向的力的磁铁的阻力除以搬送方向的基板托盘的长度后得到的值在5.9~102.9牛顿/米的方式,设置上述第一排磁铁和第二排磁铁。通过上述的磁铁设置,在没有摆动等的情况下,稳定地搬送各种尺寸的基板。
象上面所描述的那样,按照本发明,可在抑制基板托盘的摆动,振动的同时,进行高速的搬送。于是,可在不降低通过量的情况下,应对基板的尺寸的增加。另外,抑制基板托盘的摆动,振动,并且即使在产生该摆动,振动的情况下,由于马上衰减,仍抑制粒化的发生。其结果是,可用于更高精度的显示器的制造。另外,由于承载器采用将两个基板托盘连接的自立结果,故搬送稳定性进一步提高,另外,可进行两个基板的同时处理,生产性也进一步提高。
附图说明
图1为表示具有实施例1的基板搬送装置的真空处理设备的一个实例的示意图;
图2为图1的承载器顶部周边部的部分放大图;
图3为表示实施例2的搬送装置的导向机构的示意图;
图4为表示实施例3的基板搬送装置的示意图;
图5为表示过去的基板搬送装置的一个实例的示意图。
标号的说明
标号10,10′表示真空处理室;
标号11表示支柱;
标号12表示轴承;
标号13表示支承件;
标号14表示第二排磁铁;
标号15表示导向部件;
标号16表示驱动器;
标号20表示承载器;
标号21表示连接部件;
标号22表示第一排磁铁;
标号23表示基板托盘;
标号24表示开口;
标号25表示卡合部件;
标号26表示磁铁;
标号30表示基板;
标号40表示门阀。
具体实施方式
下面通过列举实施例,对本发明的基板搬送装置进行更加具体的描述。
实施例1
图1为表示具有实施例1的基板搬送装置的真空处理设备的一个实例的示意图。图1(a)为从与搬送方向相垂直的方向,观看真空处理设备的内部的示意图,图1(b)为沿图1(a)中的A-A′线的向视图;
象图1(a)所示的那样,真空处理室10、10′通过门阀40而连接,在各真空处理室中,支承具有两个基板托盘23的承载器20的轴承12,与用于对承载器20的顶部进行导向的第二排磁铁14沿搬送通路敷设。第二排磁铁14设置于固定在真空室中的支柱11的支承件13上。
承载器20构成通过连接部件21,将两个基板托盘23的顶部连接的结构,在连接部件21的底面,安装有第一排磁铁22。在各基板托盘23的底部,按照与轴承12卡合的方式,安装有卡合部件25,承载器按照底部通过上述卡合部件25,支承于轴承12上的方式导向而移动。
各基板托盘按照相对垂直方向,具有规定角度的方式安装。在这里,在基板的一边的长度在1米以上的场合,最好,上述角度在0.5°以上,由此,防止搬送中的基板的飞出,可高速稳定搬送(比如,500~600毫米/秒)。另外,由于在本实施例的基板托盘23上,开设有开口24,以便从内侧对基板进行加热,故如果角度增加,在开口部基板发生挠曲,这样上述角度最好在3°以下。
基板30比如,通过安装于基板托盘23的四条边上的固定夹具(图中未示出)按压,保持于该四条边上。
图2表示安装于连接部件21和支承件13上的第一排磁铁22和第二排磁铁14的设置。图2为图1的部分放大图,象图所示的那样,第一排磁铁22和第二排磁铁14按照磁化均为垂直方向,相互吸引的方式设置。第一排磁铁(和第二排磁铁)沿和搬送方向相垂直的方向平行的方式设置成两排,相邻磁铁排22a和22b(14a和14b)的磁化方向是相反的。
通过形成这样的设置,磁化方向,在面对的磁铁排之间,即,磁铁排14a与22a以及14b与22b之间,作用有吸力,在相邻的磁铁排之间,即,在磁铁排14a与22b以及14b与22a之间,作用有排斥力,通过两种的力的叠加效果,沿第二排磁铁,对承载器顺利地导向。
在这里,第一排磁铁22和第二排磁铁14之间的间距根据搬送速度、基板的尺寸(承载器的重量)和所采用的磁铁的种类而适当地确定,通常,该间距在1~10毫米的范围内。另外,在第一和第二排磁铁中,相邻的磁铁排(22a与22b以及14a与14b)之间的间距也按照相同的方式确定,其通常在0~10毫米的范围内。
下面具体描述采用如图1所示的搬送装置来搬送基板,在真空条件下加热基板,进行成膜处理的具体方案实例。
加热室10和成膜室10′通过门阀40而连接,在加热室的场合,在与两块基板相对的壁面上,分别设置灯加热器(图中未示出),在成膜室10′的壁面上,分别按照与各基板面对的方式,安装有溅射靶(图中未示出)。另外,形成下述的结构,其中,可将用于即使在成膜中,仍将玻璃基板加热到规定温度的吸热器(シ一ズヒ一タ)(图中未示出)安装于支柱11之间,通过基板托盘的开口,对基板进行加热。另外,在真空室中,安装有排气器(图中未示出)。
在图中未示出的基板装载室中,长度(搬送方向)为1.7米,高度为1.63米,厚度为15毫米的铝制基板托盘23以2°倾斜的方式通过连接部件21而连接的承载器20上,安装有两块1.3(搬送方向)×1.1米(厚度为0.5毫米)的玻璃基板30。此时,承载器整体的重量约为200千克,但是,由于形成相对搬送通路,保持对称的独立结构,故通过轴承,稳定地支承。
将该承载器搬送到加热室10,通过灯加热器,将玻璃基板30加热到250℃。然后,打开门阀40,搬送到成膜室10′,进行排气,直至10-5Pa,通过吸热器,将玻璃基板保持在规定温度,同时送入气体,对靶接通高频电力,按照规定时间进行溅射。在成膜后,将承载器搬送到非装载室(图中未示出),回收处理基板,结束处理。反复地进行该步骤,由此,可连续地对多块基板进行成膜处理。
另外,在基板托盘的底端部,沿搬送方向形成直线传送器,与其啮合的驱动齿轮设置于真空室中,通过驱动齿轮的旋转,承载器移动,虽然这一点在图中未示出。作为搬送机构,除了这样的齿条齿轮型的机构以外,还可适合采用比如,JP特开2002-8226号文献所公开的磁式俘获型的机构。
在本实施例中,采用多个铁氧体系磁铁片(20×15×40毫米),形成第一和第二排磁铁。即,作为第二排磁铁,按照以5毫米的间距间隔开,磁化方向相互相反的方式设置两个磁铁片,其在真空室的长度的范围内,连续地支承于支承件13上。另一方面,作为第一排磁铁,同样按照5毫米的间距,设置两个上述磁铁片,沿搬送方向,按照各种间距安装该磁铁片。
象这样,按照各种值,改变承载器20上的磁铁片的搬送方向的间距,调整上述的磁铁之间的吸力和排斥力,进行500毫米/秒的高速搬送实验。另外,其结果是,如果采用与承载器顶部的搬送方向相垂直的方向的力F(参照图1(b))的阻力在10牛顿以上的磁铁方案,则可进行摆动、振动基本没有的,稳定的搬送。在这里,阻力指在连接部件21上设置钩,通过弹簧秤,沿与搬送方向相垂直的方向平行地拉伸,第一和第二排磁铁按照0.5毫米错开时的弹簧秤的表示值。
接着,对用于更大型的基板的处理的承载器,进行同样的实验,求出进行摆动、振动基本没有的,稳定的搬送的磁铁的阻力。另外,基板托盘的厚度均为15毫米。其结果与上述实例一起汇集于表1中。
表1
| 基板(米) | 1.0×1.3 | 1.3×1.5 | 1.8×2.2 |
| 基板托盘(米) | 1.7×1.63 | 1.8×1.83 | 2.4×2.53 |
| 磁铁阻力(牛顿) | 10~175 | 11~185 | 14~247 |
| 磁铁阻力/托盘长度(牛顿/米) | 5.9~102.9 | 5.8~102.9 | 5.8~102.9 |
如表1所示,可知道,用于确保稳定的搬送的磁铁的阻力伴随基板托盘尺寸而增加,但是,该阻力除以搬送方向的托盘长度而得到的值在基本相同的范围内。于是,按照与基板托盘的大小无关,磁铁阻力除以托盘长度的值在5.9~102.9牛顿/米的范围内的方式,选择磁铁结构,由此,可稳定地搬送各种尺寸的基板。
另外,作为其结果,不必连续地设置第一和第二排磁铁,可大幅度地削减磁铁成本。另外,在这里上限值(102.9牛顿/米)为没有间隙地,在承载器的全长的范围内设置Sm-Co系的稀土类磁铁时的值。
另一方面,如果连续地使用承载器,则根据情况,具有磁铁的温度上升到300~350℃的情况。由于磁铁的磁力伴随温度的上升而下降,磁铁的结构、设置必须按照估计该降低量的方式进行设计。比如,为了使上述阻力在350℃的条件下为10牛顿,则必须要求室温(20℃)的阻力为60牛顿的磁铁结构、设置。
另外,如果磁铁的温度上升,则具有通过从磁铁排出的气体,对成膜空间污染,无法获得所需的膜质的情况。于是,为了排出来自磁铁的气体排放的影响,最好,磁铁以密封方式接纳于非磁性金属材料(比如,SUS304)的容器内部,将其安装于真空室内部和承载器上。
实施例2
下面参照图2,对本发明的第实施例进行描述。
本实施例为象作为连接部件周边的放大图的图3所示的那样,第二排磁铁(14a,…,14f)和第一排磁铁(22a,…,22f)分别为六排的场合,由此,可进行更加稳定的承载器搬送。即,使磁铁排数增加,与搬送方向相垂直的方向的力(F)的阻力和偏离的场合的恢复力进一步增加,搬送稳定性提高。
实施例3
图4表示本发明的第3实施例。图4为朝向承载器的搬送方向,观看真空室内部的示意图。
在本实施例中,支承件13设置于真空室10的顶板上,在其底端面,安装有多排的第二排磁铁,多排第一排磁铁安装于承载器连接部件21的顶端面。除出之外,其它的方面与实施例1和2相同。即,磁铁排的磁化方向均为垂直方向,相邻的磁铁排之间,上述磁化方向是相反的。另外,按照在支承件13和连接部件21中的面对的磁铁排之间,作用有吸力,在相邻的磁铁排之间,作用有排斥力的方式设置。
通过形成这样的磁铁设置,由于在承载器上,作用有通过磁铁而向上方上提的力,故减小作用于支承承载器的轴承上的负荷。其结果是,不仅轴承的寿命延长,而且可防止来自轴承粒化的发生,进行更高品质的处理。
在以上的实施例中,作为承载器,采用通过连接部件,连接固定基板托盘,支承各基板托盘的底部,对其进行搬送的方案,但是,本发明不限于此,也可用于一个基板的场合。另外,同样对于承载器搬送机构,除了上述的齿条齿轮型的机构以外,还可为直接驱动轴承的类型,磁力上浮型的直线马达搬送系统等的,任何的搬送机构。
另外,磁铁的种类可根据搬送速度的条件、温度等的处理条件,适当地选择,但是,比如,除了采用上述的铁氧体系磁铁、Sm-Co系稀土类磁铁,还可采用Nd-Fe-B系稀土类磁铁等。另外,在上述实施例中,采用预先考虑了加热的磁铁的消磁的磁铁方案,但是,也可采用进行磁铁的冷却的方案。
Claims (8)
1.一种用于搬送基板的搬送装置,该基板搬送装置用于在真空室内沿搬送通路搬送基板,该基板搬送装置由安装有基板托盘的承载器,搬送该承载器的承载器搬送机构,与沿搬送通路,以非接触方式对上述承载器的顶部进行导向的承载器导向机构构成,其特征在于:
上述导向机构由第一排磁铁和第二排磁铁构成,该第一排磁铁沿搬送方向安装于上述承载器的顶部上,该第二排磁铁在该第一排磁铁的上方或下方,按照规定的间距与第一排磁铁间隔开,沿搬送通路安装固定于真空室中;
上述第一排磁铁和第二排磁铁按照相互吸引的方式设置,都是由基本沿垂直方向磁化的一个或多个磁铁构成。
2.根据权利要求1所述的用于搬送基板的搬送装置,其特征在于:按照垂直于搬送方向而设置,且在相邻的磁铁排之间,以磁化方向相反的方式多排设置第一排磁铁与第二排磁铁。
3.根据权利要求1所述的用于搬送基板的搬送装置,其特征在于:上述第二排磁铁设置于上述第一排磁铁的上方。
4.根据权利要求2所述的用于搬送基板的搬送装置,其特征在于:上述第二排磁铁设置于第一排磁铁的上方。
5.根据权利要求1~4中的任何一项所述的用于搬送基板的搬送装置,其特征在于:上述第一排磁铁和/或第二排磁铁中的多个磁铁按照间隔开的方式安装。
6.根据权利要求1~4中的任何一项所述的用于搬送基板的搬送装置,其特征在于:上述基板托盘具有开口,该开口用于从处理面的相反侧,对基板进行加热。
7.根据权利要求1~4中的任何一项所述的用于搬送基板的搬送装置,其特征在于:上述基板托盘以相对垂直方向呈0.5~3°的角度,安装于上述承载器。
8.根据权利要求1~4中的任何一项所述的用于搬送基板的搬送装置,其特征在于:上述承载器为按照上述两个基板托盘相互面对的方式安装的承载器,在该承载器顶部,相对垂直于搬送方向的力(F)的磁铁的阻力除以搬送方向的基板托盘的长度后得到的值在5.9~102.9牛顿/米的方式,设置上述第一排磁铁和第二排磁铁。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105072 | 2004-03-31 | ||
| JP2004-105072 | 2004-03-31 | ||
| JP2004105072A JP4471708B2 (ja) | 2004-03-31 | 2004-03-31 | 基板搬送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1676445A CN1676445A (zh) | 2005-10-05 |
| CN1676445B true CN1676445B (zh) | 2011-06-08 |
Family
ID=35049218
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2005100598529A Active CN1676445B (zh) | 2004-03-31 | 2005-03-31 | 基板搬送装置 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP4471708B2 (zh) |
| KR (1) | KR101088665B1 (zh) |
| CN (1) | CN1676445B (zh) |
| TW (1) | TWI334401B (zh) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE514802T1 (de) * | 2006-03-29 | 2011-07-15 | Applied Materials Gmbh & Co Kg | Vakuumtransportvorrichtung mit beweglicher führungsschiene |
| JP2007269071A (ja) * | 2006-03-30 | 2007-10-18 | Asyst Shinko Inc | 無人搬送装置 |
| KR101409524B1 (ko) * | 2007-05-28 | 2014-06-20 | 엘지디스플레이 주식회사 | 기판 이송 장치 |
| KR101288599B1 (ko) * | 2007-05-29 | 2013-07-22 | 엘지디스플레이 주식회사 | 기판 이송 장치 |
| JP4505002B2 (ja) * | 2007-08-27 | 2010-07-14 | キヤノンアネルバ株式会社 | 搬送装置 |
| US7770714B2 (en) | 2007-08-27 | 2010-08-10 | Canon Anelva Corporation | Transfer apparatus |
| DE102008015982B3 (de) * | 2008-03-27 | 2009-07-30 | Grenzebach Maschinenbau Gmbh | Verfahren und Vorrichtung zur Fixierung und den Weitertransport stoßempfindlicher Platten in Sputter-Beschichtungsanlagen, Computerprogramm zur Durchführung des Verfahrens und maschinenlesbarer Träger hierzu |
| US8226795B2 (en) * | 2009-02-03 | 2012-07-24 | Nordson Corporation | Magnetic clips and substrate holders for use in a plasma processing system |
| WO2011007753A1 (ja) * | 2009-07-14 | 2011-01-20 | キヤノンアネルバ株式会社 | 基板処理装置 |
| CN101989005B (zh) * | 2009-07-30 | 2013-08-14 | 北京京东方光电科技有限公司 | 结构基板、传送装置和对盒装置 |
| JP4745447B2 (ja) * | 2010-02-04 | 2011-08-10 | キヤノンアネルバ株式会社 | 基板搬送装置及び真空処理装置 |
| CN102190156B (zh) * | 2010-02-10 | 2014-06-25 | 佳能安内华股份有限公司 | 托盘式基板输送系统、成膜方法和电子装置的制造方法 |
| JP5731838B2 (ja) * | 2010-02-10 | 2015-06-10 | キヤノンアネルバ株式会社 | トレイ式基板搬送システム、成膜方法及び電子装置の製造方法 |
| TWI544107B (zh) * | 2010-04-30 | 2016-08-01 | 應用材料股份有限公司 | 用於處理基板的設備及方法 |
| CN101954625A (zh) * | 2010-10-21 | 2011-01-26 | 湖南玉丰真空科学技术有限公司 | 一种工件夹具 |
| TWI476139B (zh) * | 2011-06-30 | 2015-03-11 | Sfa Engineering Corp | 用於傳送基板的裝置 |
| JP2013021036A (ja) * | 2011-07-08 | 2013-01-31 | Canon Anelva Corp | 搬送装置 |
| KR101319785B1 (ko) * | 2013-03-18 | 2013-10-18 | 주식회사 야스 | 정전기 부상을 이용한 기판이송장치 |
| CN103420165B (zh) * | 2013-08-06 | 2015-09-02 | 中国电子科技集团公司第四十八研究所 | 一种基片传输装置 |
| JP6092349B2 (ja) * | 2014-11-27 | 2017-03-08 | アルバック コリア リミテッドUlvac Korea,Ltd. | 基板搬送装置 |
| KR20160063969A (ko) * | 2014-11-27 | 2016-06-07 | 한국알박(주) | 기판 이송 장치 |
| DE102015004582B4 (de) * | 2015-04-09 | 2017-02-09 | Mecatronix Ag | Vorrichtung zum Halten, Positionieren und Bewegen eines Objekts |
| CN104820306B (zh) * | 2015-05-27 | 2018-01-26 | 京东方科技集团股份有限公司 | 一种基板的剥离方法及层叠结构、显示面板和显示装置 |
| CN106044243B (zh) * | 2016-07-08 | 2019-06-04 | 佛山格尼斯磁悬浮技术有限公司 | 面板立式输送装置 |
| US20200251691A1 (en) * | 2017-03-17 | 2020-08-06 | Applied Materials, Inc. | Apparatus for vacuum processing of a substrate, system for vacuum processing of a substrate, and method for transportation of a substrate carrier and a mask carrier in a vacuum chamber |
| CN108519693B (zh) * | 2018-04-16 | 2021-10-29 | 京东方科技集团股份有限公司 | 一种基板对位装置、基板及基板对位方法 |
| KR102090645B1 (ko) * | 2018-08-27 | 2020-03-18 | 엘지전자 주식회사 | 반송 장치 |
| JP7242414B2 (ja) * | 2019-05-08 | 2023-03-20 | 株式会社アルバック | 真空搬送装置及び成膜装置 |
| CN110453200A (zh) * | 2019-08-16 | 2019-11-15 | 星弧涂层新材料科技(苏州)股份有限公司 | 片材纵置运输小车及气相沉积设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5133285A (en) * | 1990-11-15 | 1992-07-28 | Leybold Aktiengesellschaft | Apparatus for transporting substrates |
| US5909995A (en) * | 1996-10-15 | 1999-06-08 | Balzers Aktiengesellschaft | Transport device for workpieces in a vacuum system |
| CN1272960A (zh) * | 1997-09-30 | 2000-11-08 | 塞米图尔公司 | 具有线性传送系统的半导体处理装置 |
| US6471459B2 (en) * | 1998-05-20 | 2002-10-29 | Applied Komatsu Technology, Inc. | Substrate transfer shuttle having a magnetic drive |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2687306B2 (ja) * | 1994-05-16 | 1997-12-08 | 株式会社エイコー・エンジニアリング | 真空系内基板搬送装置 |
| JP2000177842A (ja) * | 1998-12-10 | 2000-06-27 | Mitsubishi Heavy Ind Ltd | 搬送装置及び真空処理システム |
| JP3842935B2 (ja) * | 1999-10-22 | 2006-11-08 | 三菱重工業株式会社 | トレイレス斜め基板搬送装置 |
-
2004
- 2004-03-31 JP JP2004105072A patent/JP4471708B2/ja not_active Expired - Lifetime
-
2005
- 2005-01-31 TW TW094102869A patent/TWI334401B/zh active
- 2005-02-03 KR KR1020050009809A patent/KR101088665B1/ko active IP Right Grant
- 2005-03-31 CN CN2005100598529A patent/CN1676445B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5133285A (en) * | 1990-11-15 | 1992-07-28 | Leybold Aktiengesellschaft | Apparatus for transporting substrates |
| US5909995A (en) * | 1996-10-15 | 1999-06-08 | Balzers Aktiengesellschaft | Transport device for workpieces in a vacuum system |
| CN1272960A (zh) * | 1997-09-30 | 2000-11-08 | 塞米图尔公司 | 具有线性传送系统的半导体处理装置 |
| US6471459B2 (en) * | 1998-05-20 | 2002-10-29 | Applied Komatsu Technology, Inc. | Substrate transfer shuttle having a magnetic drive |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI334401B (en) | 2010-12-11 |
| KR20060041618A (ko) | 2006-05-12 |
| TW200533582A (en) | 2005-10-16 |
| JP2005289556A (ja) | 2005-10-20 |
| KR101088665B1 (ko) | 2011-12-01 |
| JP4471708B2 (ja) | 2010-06-02 |
| CN1676445A (zh) | 2005-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1676445B (zh) | 基板搬送装置 | |
| JP4745447B2 (ja) | 基板搬送装置及び真空処理装置 | |
| KR101409524B1 (ko) | 기판 이송 장치 | |
| JP6165992B2 (ja) | 磁気浮上搬送装置 | |
| KR101288599B1 (ko) | 기판 이송 장치 | |
| JP2005289556A5 (zh) | ||
| KR101271112B1 (ko) | 진공 처리 장치 | |
| KR20080014578A (ko) | 기판 이송 장치 | |
| KR20120058478A (ko) | 기판 처리 장치 | |
| JP2007214539A (ja) | 基板搬送装置 | |
| KR20200043537A (ko) | 기판의 운송을 위한 장치, 기판의 진공 프로세싱을 위한 장치, 및 자기 부상 시스템의 유지보수를 위한 방법 | |
| JP2009208909A (ja) | 非接触搬送装置 | |
| CN108368605A (zh) | 真空处理装置 | |
| CN100517629C (zh) | 工艺系统以及用于输送基片的装置 | |
| CN103283011B (zh) | 成膜装置 | |
| CN109690751B (zh) | 基板处理装置 | |
| KR20180056990A (ko) | 막 증착 장치 및 방법 | |
| CN108966661B (zh) | 用于基板的真空处理的设备、用于具有有机材料的装置的制造的系统、和用以密封连接两个压力区域的开口的方法 | |
| JP2015016537A (ja) | 部品の固定治具および固定装置、ならびに固定搬送キャリア | |
| JP6647492B2 (ja) | 非接触駆動伝達装置 | |
| KR20060134363A (ko) | 경사형 캐리어 이송 장치 | |
| KR102359244B1 (ko) | 막 증착 방법 | |
| JP2011029540A (ja) | 真空処理装置及び基板搬送装置並びに成膜方法 | |
| KR20180118593A (ko) | 프로세싱 시스템에서 캐리어를 라우팅하기 위한 장치, 캐리어 상의 기판을 프로세싱하기 위한 시스템, 및 진공 챔버에서 캐리어를 라우팅하는 방법 | |
| JP2009051608A (ja) | 搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |