CN1583385A - 大规格陶瓷薄板(砖)的压制成型设备 - Google Patents
大规格陶瓷薄板(砖)的压制成型设备 Download PDFInfo
- Publication number
- CN1583385A CN1583385A CN 200410059609 CN200410059609A CN1583385A CN 1583385 A CN1583385 A CN 1583385A CN 200410059609 CN200410059609 CN 200410059609 CN 200410059609 A CN200410059609 A CN 200410059609A CN 1583385 A CN1583385 A CN 1583385A
- Authority
- CN
- China
- Prior art keywords
- framed
- press
- lifting
- upper mold
- mold core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Press-Shaping Or Shaping Using Conveyers (AREA)
Abstract
本发明涉及一种大规格陶瓷薄板(砖)的成型设备,它包括布料小车9,送坯水平带5,成形压机6,上模芯5,可升降模框8。应用上述设备,实现成形的步骤包括(1)升降模框上升,送坯水平带移到模框下部;(2)升降模下降,压在送坯水平带上;(3)布料小车进入上模芯和升降模框之间,向升降模框内进行布料;(4)粉料在上模芯、送坯水平带及模框间受压成形;(5)模框上升,上模芯上升;(6)送坯水平带将坯体移出并将送坯水平带送入压机工作位(即模框下部)。本发明可解决大规格陶瓷薄板(砖)厚度薄,推坯时坯体易破损的问题。
Description
一、技术领域
本发明涉及一种大规格陶瓷薄板(砖)的成型设备,特别是一种能适合压制2.5~5mm厚度的陶瓷产品。
二、背景技术
陶瓷砖坯压制成型模具及方法现有两种:
(1)一种是包括布料小车,上模芯、下模板及固定模框的设备。它的工作流程是:陶瓷粉料由料仓经料管到达料斗,由布料小车水平移向压机,料斗闸门打开,布料小车装满粉料,并移向模框前端将粉料填满模腔,布料小车返回时,将其中多余粉料带回,同时顶模装置对模腔内的粉料进行墩料。上模芯下降,插入模腔中将模腔中的粉料压实成坯体,后上升,随后模板上升将坯体顶出。布料小车再次沿水平向压机方向移动,将坯体推出压机,模板下降,给模腔加料,实现一个工作循环。
该种成型机的优点是采用刚性的固定模框,通过调节顶模装置中下模板的下降高度来控制粉料装填量,即控制产品的厚度。这适于成型中偏厚的陶瓷砖板(6~25mm),成型薄砖(3~6mm)时,砖坯推出易被损坏。
(2)另一种是带式送料冲压机,2002年10月1-5日在意大利Balogana(波罗拿)举行的国际陶瓷机械展览,意大利System公司展出该新型设备。
该成型设备包括循环水平皮带、上模芯、下模板。它的工作流程是:循环水平皮带承托陶瓷粉料并移至上模芯与下模板之间皮带停止,上模芯与下模板同时向粉料、弹性围边及皮带施压,粉料被压成坯体。皮带运动将坯体移出压机,同时将粉料移入上模芯、下模板间施压,完成一个工作循环。其中弹性围边贴于上模芯,加压时,与粉料一起受压,避免压机施压时粉料泄漏。
该种成型机的优点是:水平带由压机外一端穿过压机上模芯、下模板之间延伸到压机外另一端,再回到原处,构成一循环运转系统。粉料在水平带上离机(压机)进行多种布料、干印等装饰操作。操作简单安全,且装饰工序一经完成后,粉料与水平带保持相对静止,无相对运动,冲压之前,图纹保持不变。成型后的坯体由同水平带承托移出压机,坯体进行切边整形。因而适合于陶瓷薄板的成型(厚度为3~5mm)。
该种成型设备的缺点:由于其弹性围边是弹性体,它贴于上模芯上,成型过程中,横向推力较大,使得弹性围边与模芯间的摩擦力不足以抵抗粉料的横向推力,产生变形或脱落,坯体的边缘形状不能维持平整及致密,半成品的质量将得不到保证,成型完毕后,需将边缘的坯体切除。
三、发明目的
本发明提供一种成型设备,所解决的主要技术问题:(1)能压制成型不同厚度(2.5~5mm)的陶瓷产品;
(2)能方便地从压机中移出压制好的坯体;(3)布料方便。
四、发明内容
本发明的一种大规格陶瓷薄板(砖)的压制成型设备,它包括布料小车、间隙循环运动的送坯水平带、成型压机、上模芯、成型模具,其特征在于成型模具的模框可实现升降运动,间隙循环运动的送坯水平带在压机的底座中间穿过,可方便地进入和移出模框的底部,陶瓷薄板(砖)在水平带上进行压制成型。
所述的升降模框可由升降油缸控制沿上模芯方向作垂直上、下移动。
所述的升降模框最好为刚性的矩形框。
所述的升降模框的导向可采用模具底板的双侧面进行导向。
本发明所述的成型设备具体工作步骤依次是:(1)升降模框上升;(2)布料小车前行至模框前端;送坯水平带进入模框底部;(3)升降模框下降,压住送坯水平带;(4)布料小车后退,同时向模框内进行布料;(5)上模芯下移,对粉料进行压制成型;(6)升降模框上升;(7)上模芯上升;(8)送坯水平带开始运动,将压制成型的坯体移出压机,同时将送坯水平带移至升降模框底部。
五、优点
本发明由于利用了升降模框上下移动,省去了推坯动作,解决了大规格陶瓷薄板(砖)厚度薄,推坯时坯体易破损的问题,且布料方面。
六、附图说明
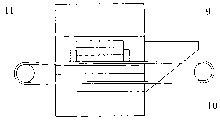
图一、大规格陶瓷薄板(砖)的压制成型设备结构示意图。
图二、为图一的A-A剖视图。
图三、为图二的B-B剖视图。
七、实施例
本设备包括1、活塞;2、动梁;3、上模芯;4、升降油缸;5、送坯水平带;6、压机;7、粉料;8、升降模框;9、布料小车;10、从动轮;11、主动轮。其工作方式依次是:升降模框8上升;布料小车前行至模框前端,同时送坯水平带5进入模框底部;升降模框8下降,压住送坯水平带;布料小车后退,同时向模框内进行布料;上模芯3下移,对粉料7进行压制成型;升降模框8上升;上模芯3上升;送坯水平带5开始运动,将压制成型的坯体移出压机6,同时将送坯水平5带移至升降模框8底部,完成一个压制循环过程;
Claims (4)
1、一种大规格陶瓷薄板(砖)的压制成型设备,它包括布料小车(9)、间隙循环运动的送坯水平带(5)、成型压机(6)、上模芯(3)、成型模具,其特征在于:升降模框(8)固定在成形压机(6)的底座上,可实现升降运动,间隙循环运动的送坯水平带(5)在压机的底座中间穿过,可方便地进入和移出模框(8)的底部,陶瓷薄板(砖)在水平带(5)上进行压制成型。
2、根据权利要求1所述的成型设备,其特征在于升降模框(8)由升降油缸(4)控制沿上模芯(3)方向作垂直上、下移动。
3、根据权利要求2所述的成型设备,其特征在于升降模框(8)为刚性的矩形框。
4、根据权利要求3所述的成型设备,其特征在于升降模框(8)的导向采用模具底板的双侧面进行导向。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200410059609 CN1583385A (zh) | 2004-06-12 | 2004-06-12 | 大规格陶瓷薄板(砖)的压制成型设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200410059609 CN1583385A (zh) | 2004-06-12 | 2004-06-12 | 大规格陶瓷薄板(砖)的压制成型设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1583385A true CN1583385A (zh) | 2005-02-23 |
Family
ID=34603396
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 200410059609 Pending CN1583385A (zh) | 2004-06-12 | 2004-06-12 | 大规格陶瓷薄板(砖)的压制成型设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN1583385A (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101837605A (zh) * | 2010-02-11 | 2010-09-22 | 佛山市恒力泰机械有限公司 | 陶瓷粉料的布料方法及装置 |
| CN102225578A (zh) * | 2011-04-29 | 2011-10-26 | 佛山市点石机械有限公司 | 一种陶瓷薄板压砖机 |
| CN101791820B (zh) * | 2010-01-22 | 2012-08-15 | 佛山市恒力泰机械有限公司 | 陶瓷薄砖坯体的转移方法 |
| CN103113086A (zh) * | 2013-03-11 | 2013-05-22 | 江西富利高陶瓷有限公司 | 一种大规格薄板的配方、制作方法及装置 |
| CN110202679A (zh) * | 2019-06-17 | 2019-09-06 | 佛山市赛普飞特科技有限公司 | 一种移动式布料压坯装置及其布料方法 |
| CN110962214A (zh) * | 2019-12-07 | 2020-04-07 | 浙江广厦建设职业技术学院 | 一种硅藻泥地板加工装置 |
-
2004
- 2004-06-12 CN CN 200410059609 patent/CN1583385A/zh active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101791820B (zh) * | 2010-01-22 | 2012-08-15 | 佛山市恒力泰机械有限公司 | 陶瓷薄砖坯体的转移方法 |
| CN101837605A (zh) * | 2010-02-11 | 2010-09-22 | 佛山市恒力泰机械有限公司 | 陶瓷粉料的布料方法及装置 |
| CN102225578A (zh) * | 2011-04-29 | 2011-10-26 | 佛山市点石机械有限公司 | 一种陶瓷薄板压砖机 |
| CN103113086A (zh) * | 2013-03-11 | 2013-05-22 | 江西富利高陶瓷有限公司 | 一种大规格薄板的配方、制作方法及装置 |
| CN103113086B (zh) * | 2013-03-11 | 2015-02-18 | 江西富利高陶瓷有限公司 | 一种大规格薄板的配方、制作方法及装置 |
| CN110202679A (zh) * | 2019-06-17 | 2019-09-06 | 佛山市赛普飞特科技有限公司 | 一种移动式布料压坯装置及其布料方法 |
| CN110962214A (zh) * | 2019-12-07 | 2020-04-07 | 浙江广厦建设职业技术学院 | 一种硅藻泥地板加工装置 |
| CN110962214B (zh) * | 2019-12-07 | 2021-02-26 | 浙江广厦建设职业技术学院 | 一种硅藻泥地板加工装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201645851U (zh) | 一种数控双动油压机 | |
| CN201353821Y (zh) | 液压振动式制砖机 | |
| CN201291497Y (zh) | 一种双向施压的砌块成型压机 | |
| CN101811147A (zh) | 数控双动油压机 | |
| CN2576448Y (zh) | 高速水泥瓦自动成型机 | |
| CN1583385A (zh) | 大规格陶瓷薄板(砖)的压制成型设备 | |
| CN106976153B (zh) | 一种双层布料制砖压力机 | |
| CN111688013B (zh) | 免托板制砖机及制砖方法 | |
| CN102248700A (zh) | 多孔片剂模具 | |
| CN101664936A (zh) | 局部无孔网料冲孔系统及冲孔方法 | |
| CN2555139Y (zh) | 双工位水泥瓦自动成型机 | |
| CN1247370C (zh) | 陶瓷砖成型设备及成型方法 | |
| CN201579861U (zh) | 瓷质板材砖的成型装置 | |
| EP1433580A2 (en) | Method and apparatus for producing ceramic products | |
| CN101037004B (zh) | 一种陶瓷砖成型模具装置及利用该装置的成型方法 | |
| CN1907669A (zh) | 一种瓷砖生产成型设备的辅助送料装置 | |
| CN2707460Y (zh) | 陶瓷砖成型设备 | |
| CN201565605U (zh) | 一种稀土永磁成型液压机 | |
| CN104475725B (zh) | 一种带模架的成型机及其工作过程 | |
| CN2576450Y (zh) | 双向加压液压压砖机 | |
| CN201086350Y (zh) | 一种布料装置 | |
| JP2000071220A (ja) | レンガプレス装置 | |
| CN2570002Y (zh) | 多功能压砖机 | |
| CN209491881U (zh) | 一种底、面双层原料制块压力机 | |
| CN201693652U (zh) | 瓷砖生产设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |