CN1328194C - Layout liner - Google Patents
Layout liner Download PDFInfo
- Publication number
- CN1328194C CN1328194C CNB031459129A CN03145912A CN1328194C CN 1328194 C CN1328194 C CN 1328194C CN B031459129 A CNB031459129 A CN B031459129A CN 03145912 A CN03145912 A CN 03145912A CN 1328194 C CN1328194 C CN 1328194C
- Authority
- CN
- China
- Prior art keywords
- mentioned
- cutting
- brittle substrate
- line
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/09—Severing cooled glass by thermal shock
- C03B33/091—Severing cooled glass by thermal shock using at least one focussed radiation beam, e.g. laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
- B23K26/364—Laser etching for making a groove or trench, e.g. for scribing a break initiation groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
Abstract
Provided is a scribing apparatus suitable for scribing a brittle material substrate of a large plate. Whole formation necessary for forming a scribe line on the brittle material substrate of a laser beam oscillator 3, an optical unit 4, a bend mirror 5, a cooling jet 6, and a trigger mechanism 7 is fitted integrally to a support 2. In this way, in the scribing apparatus 1, even when each formation necessary for forming the scribe line is moved in relation to the surface of the brittle material substrate S, the occurrence of variation in the forming positions of a heating area and a cooling area is prevented. Accordingly, the formation of a stable scribe line can be maintained, and the stable quality of the disruption surface of the brittle material substrate S disrupted through a break process implemented after the scribe line is formed can be secured.
Description
Technical field
The present invention relates to a kind of cutting unit that is used on large-scale brittle substrate, forming line of cut.
Background technology
For disjunction is the brittle substrate of representative with glass substrate etc., the general method that adopts is to carry out cutting action as described below and sliver operation, promptly, above-mentioned cutting action is to form along desirable direction to make surface from the brittle substrate be formed up to the vertical crack successive line of cut of prescribed depth; And above-mentioned sliver operation is after this cutting action, by brittle substrate is exerted pressure, along the line of cut that forms at cutting action with the brittle substrate disjunction.
In the cutting action that is carried out under the occasion of disjunction brittle substrate, used known method is with the superhard alloy manufacturing or forms the method for line of cut with the break bar that sintered diamond is made.But state in the use in the method for break bar, the glass cullet that when forming line of cut, produced can surface attached to brittle substrate on, brittle substrate is being used under the occasion such as indication device, will become the reason of expression defective.And when the sliver operation of carrying out the brittle substrate disjunction, also can grade in the end face portion of brittle substrate produces undesirable damagedly, therefore just the problem of the quality reduction that makes the brittle substrate that branchs have no progeny is arranged.
At this situation, in recent years, the method for using the laser line to form line of cut has been practical.The method that this use laser line forms line of cut as shown in Figure 6, it is that the laser line LB of laser oscillation apparatus 61 outputs is shone on the brittle substrate S of formation cutting object.Laser line LB by laser oscillation apparatus 61 irradiations forms laser spot LS along the cutting preset lines on brittle substrate S.Set for along cutting preset lines SL the laser line LB of laser oscillation apparatus 61 irradiations relatively mobile on brittle substrate S.
Also, make near the line of cut that forms of laser line LB irradiation area on brittle substrate S surface from refrigerants such as cooling jet 62 shower cooling water.The surface of the brittle substrate S of illuminated laser line LB produces stress under compression through laser line LB heating, the injection by refrigerant produces tensile stress.Like this, because the zone that is close with the zone that produces stress under compression has produced tensile stress, thereby between two zones, produced stress gradient based on each stress, generate a vertical crack (blind crackle) on brittle substrate S, it is from the end of brittle substrate S, with the preformed joint-cutting TR of instruments such as break bar, forms continuously along the cutting preset lines.
Owing to the method for using aforesaid laser line to form line of cut seldom produces glass cullet, in the forming process of line of cut, utilized thermal strain stress, thereby when carrying out the sliver operation, on the end face of hard brittle material end, be not easy to take place damaged.
Though above-mentioned cutting line forming method with the irradiation of laser line mainly is to be applicable to the occasion that the used small-sized glass substrate of liquid crystal watch showing device etc. is cut, and also can cut with same principle under the occasion that large-size glass substrate is cut.
Large-scale glass substrate is carried out incisory laser cutting device to be designed to such, promptly, laser oscillator that the laser beam stream of provision wavelengths is vibrated is set on the position of leaving with the large-size glass substrate that constitutes cutting object, by transfer systems such as speculums the energy of line is sent to optical system lens portion on the line of cut formation face that is arranged on large-size glass substrate.The cooling jet of ejected coolant is being set near position this optical system lens portion.And, adopt this cutting unit forming on the large-size glass substrate under the occasion of line of cut, optical system lens portion and cooling jet scan with respect to the large-size glass substrate that is fixed along the direction of desirable cutting preset lines, by shine heating that forms and the formed cooling of refrigerant that sprays by cooling jet by the laser line, make vertical crack (blind crackle) begin development, to form desirable line of cut from the joint-cutting that forms in the end in advance.
But, in this apparatus structure, in order on large-size glass substrate, to form line of cut, optical system lens portion and cooling jet are moved on large-size glass substrate, therefore along with moving of this optical system lens portion and cooling jet will make the light path change of laser line with respect to the glass substrate face, thereby make the beam configuration change that forms on the glass substrate face, also can make the eject position change of cooling jet ejection refrigerant.Therefore, change owing to these have taken place, thereby just be difficult to the formation of the stable line of cut of maintenance, like this, existence with after the glass substrate sliver, is difficult to guarantee that stable glass substrate divides the problem of section quality along line of cut.
In addition, because with above-mentioned cutting unit, a plurality of optical system lens portion is set on same large-size glass substrate face, this structurally also is difficult, thereby also has the problem that is difficult to (required time before and after the processing substrate) shortening of processing treatment time.
The present invention makes for the problem that overcomes above-mentioned prior art existence, its objective is provides can be applicable to the cutting unit that large-scale brittle substrate is cut, using the irradiation of laser line and cooling off and form under the occasion of line of cut by refrigerant, can eliminate the light path change that forms face with respect to the line of cut of brittle substrate, and because a plurality of optical system lens portion can be set, thereby the processing treatment time can be shortened.
Summary of the invention
In order to achieve the above object, cutting unit of the present invention comprises, the joint-cutting that forms the cooling body of cooled region at the heating arrangements that forms heating region on the brittle substrate, near the position of this heating region and form as the joint-cutting of line of cut starting point forms mechanism, form from the vertical crack successive line of cut of above-mentioned joint-cutting progress by the stress gradient that takes place between heating region and the cooled region, it is characterized in that, be provided with above-mentioned heating arrangements, cooling body and joint-cutting are formed fixedly all-in-one-piece fixed mechanism of mechanism; Forming mechanism and above-mentioned brittle substrate by said fixing mechanism fixed heating arrangements, cooling body and joint-cutting is mutually with the speed of relative movement of regulation, relatively keep certain position relation and mobile.
In the cutting unit of the invention described above, preferably above-mentioned heating arrangements has: shine optical module on the above-mentioned brittle substrate after the laser shaping established practice setting shape that the laser oscillator of the laser line of vibration takes place, above-mentioned laser oscillator is taken place, be configured between above-mentioned laser oscillator and the optical module and the laser beam of above-mentioned laser oscillator irradiation spread and deliver to transporting mechanism on the above-mentioned module of optical system; By said fixing mechanism above-mentioned laser oscillator, module of optical system and transporting mechanism are fixed into one.
In the cutting unit of the invention described above, preferably above-mentioned cooling body and joint-cutting form mechanism and are separately positioned on the both sides of the travel direction of above-mentioned brittle substrate across above-mentioned heating arrangements, said fixing mechanism with respect to above-mentioned brittle substrate, no matter move and can both cut towards any one direction that moves forward and backward.
In the cutting unit of the invention described above, preferably be provided with a plurality of said fixing mechanism, side by side form line of cut at a plurality of positions of above-mentioned brittle substrate.
The cutting unit of the invention described above, it is characterized in that, be provided with fixed mechanism, it is to form mechanism and be fixed into one forming the cooling body of cooled region at a heating arrangements that forms heating region on the brittle substrate, near the position of this heating region and forming joint-cutting as the joint-cutting of line of cut starting point, when above-mentioned heating arrangements, cooling body and joint-cutting being formed mechanism and be held in certain position relation with respect to brittle substrate, they are moved by said fixing mechanism.Use cutting unit of the present invention,, also can prevent the formation position change of heating region and cooled region even necessary each member of formation line of cut is moved with respect to brittle substrate.Therefore the formation of stable line of cut can be kept, the sliver operation after forming line of cut, implemented can be guaranteed and the quality of the stable branch section of the brittle substrate S of disjunction.
Another cutting unit of the present invention is that cooling body and joint-cutting form mechanism is separately positioned on the direct of travel of above-mentioned brittle substrate across above-mentioned heating arrangements both sides, even said fixing mechanism with respect to this brittle substrate, move towards any one direction of direction or direction of retreat of advancing, can both cut on brittle substrate.The cutting that therefore can shorten the processing treatment time, can be suitable for large-scale brittle substrate forms.
Another cutting unit of the present invention is to be provided with a plurality of heating arrangements, cooling body and joint-cutting to be formed fixedly all-in-one-piece fixed mechanism of mechanism, be provided with and make each fixed mechanism to travel mechanism that same direction moves, mobile each fixed mechanism that makes by this travel mechanism moves to same direction, just can the while form line of cut simultaneously on a plurality of positions on the surface of brittle substrate.Thus, with respect to a brittle substrate, just can form a plurality of lines of cut with 1 cutting, can shorten the processing treatment time, can be suitable for the cutting formation of large-scale brittle substrate.
Description of drawings
Fig. 1 represents the schematic configuration of the cutting unit of embodiment of the present invention 1, (a) is that side-view, (b) are that vertical view, (c) are front views.
Fig. 2 is the side-view of the cutting unit of expression embodiment of the present invention 2.
Fig. 3 is the side-view of the cutting unit of expression embodiment of the present invention 3.
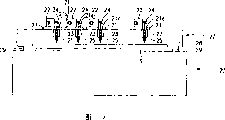
Fig. 4 is the vertical view of the cutting unit of expression embodiment of the present invention 3.
Fig. 5 is the front view of the cutting unit of expression embodiment of the present invention 3.
Fig. 6 is the mode chart that is used to illustrate with the brittle substrate method for dividing of laser line irradiation.
Embodiment
Below, explain cutting unit of the present invention.
(embodiment 1)
Fig. 1 represents the schematic configuration of the cutting unit 1 of embodiment of the present invention 1, and Fig. 1 (a) is that side-view, Fig. 1 (b) are that vertical view, Fig. 1 (c) are front views.Below, with reference to Fig. 1 (a)~(c), the cutting unit 1 of present embodiment 1 is described.
This cutting unit 1 has the flat support platform 2 of formation.On support platform 2, with respect to supporting that platform 2 is installed with laser oscillator 3 with being integral, be used to produce the laser line of the vibration of regulation irradiation energy.Supporting on the platform 2, forming peristome 2a at the laser line emitting side of laser oscillator 3, below peristome 2a, with respect to supporting that platform 2 is installed with module of optical system 4 with being integral, it is penetrated the laser beam inflow of laser oscillator 3 irradiations and be shaped to after the shape of regulation, incides on the surface of the brittle substrate S that constitutes cutting object.In the peristome 2a top position of supporting platform 2, also with respect to supporting that platform 2 is being provided with 2 warpage speculums 5 with being integral, it reflexes to the laser line of laser oscillator 3 irradiations the direction that is arranged on the module of optical system 4 below the peristome 2a.
Below supporting platform 2, near the position module of optical system 4, with respect to supporting that platform 2 is being provided with cooling spray 6 with being integral, it with refrigerant injection to the surface of brittle substrate S.At the opposition side of cooling spray 6, module of optical system 4 is being provided with starting mechanism 7 with being clipped in the middle, be used for forming joint-cutting as the starting point (triggering) of line of cut at the positions such as end of brittle substrate S.
Be installed with being integral laser oscillator 3, warpage speculum 5, module of optical system 4, cooling spray 6, starting mechanism 7 each structure support platform 2 by do not have among the figure expression drive mechanism, can move along the cutting preset lines, when forming line of cut, support that platform 2 is that the direction of front moves with respect to brittle substrate S, with starting mechanism 7 sides.And will support the translational speed of platform 2 to be adjusted to be applicable to preferably to form line of cut by this travel mechanism.
Make the melt surface of brittle substrate S for the Heating temperature of the heating region that prevents from brittle substrate S, to form by the oscillating laser line that laser oscillator 3 produces, use the sort of also lower than brittle substrate S melt temperature, promptly, laser oscillator structure that energy is also lower than the softening temperature of brittle substrate S.At this moment, because it is also different to constitute difference, the softening temperature of the brittle substrate S kind of cutting object, thereby preferably sets for and can change according to the kind of brittle substrate S by the irradiation energy of the oscillating laser line of laser oscillator 3 outputs.
To penetrate by laser oscillator 3 with module of optical system 4, by 2 warpage speculums 5 and incident laser beam flow shaping becomes to be suitable for forming the desired shape of line of cut, for example be shaped to along the elliptical shape of the length of cutting preset lines direction.
As the refrigerant from cooling spray 6 ejections, for the ease of using, representative is water coolant, but also can be altered to the CO of cooling usefulness
2Gas, N
2The liquid refrigerants such as organic solvent of gas shape refrigerant such as gas, He gas or cooling usefulness.
Starting mechanism 7 is the mechanical type mechanisms that are provided with break bar etc., for example by break bar being pressed on the surface of brittle substrate S, in the desirable position of brittle substrate S, for example form joint-cutting as the starting point of line of cut near the end on the surface of brittle substrate S.This mechanical type mechanism must not push the brittle substrate S beyond the desired position on the brittle substrate S, and the reciprocating mechanism (not expression among the figure) that this mechanical type mechanism is moved up and down is being set on starting mechanism 7.Mechanism as form joint-cutting on brittle substrate S surface except adopting mechanical mechanism, can also adopt the mechanism of optical profile types such as YAG laser.At this moment, because the mechanism of this optical profile type is discontiguous with respect to the surface of brittle substrate S, thereby just reciprocating mechanism needn't be set.
Below, the cutting method of the cutting unit 1 that uses said structure is described.
To be placed on as the brittle substrate S of cutting object earlier on the worktable of lower position of the module of optical system 4, cooling spray 6 and the starting structure 7 that are in cutting unit 1.When placing, brittle substrate S is carried out position alignment, make the direction of cutting preset lines on brittle substrate S surface consistent with the cut direction of cutting unit 1.
Then, by the driving of travel mechanism, the support platform 2 that module of optical system 4, cooling spray 6 and starting mechanism 7 are installed with being integral is moved with respect to brittle substrate S.When support platform 2 was moved, starting mechanism 7 reached the end of brittle substrate S earlier.At this end position, make the mechanical type mechanisms such as break bar that are installed on starting mechanism 7 front ends by the surface that is pressed in brittle substrate S on, on this position, form joint-cutting thus, with starting point as line of cut.
On the surface of brittle substrate S, form after the joint-cutting, the mechanical type mechanism of starting mechanism 7 front ends is in contactless state with respect to brittle substrate S surface, under situations such as the surface that makes brittle substrate S does not take place to damage unintentionally, continue again to make and support that platform 2 moves.And when module of optical system 4, cooling spray 6 below supporting platform 2 reach the joint-cutting position on brittle substrate S surface, begin laser oscillator 3 is driven, also begin from refrigerants such as cooling spray 6 shower cooling water.
When laser oscillator 3 is driven, send the laser line of vibration with predetermined energy.By 2 warpage speculums 5 the laser line of vibration is reflexed to and to be formed on the direction of supporting the peristome 2a on the platform 2, the laser beam by peristome 2a flows into and is mapped to module of optical system 4.By incident the module of optical system 4 of above-mentioned laser line the laser line is formed after the desirable shapes such as elliptical shape, to the surface irradiation of brittle substrate S.Form heating region on the surface of brittle substrate S, this heating region is corresponding with the laser spots of irradiated laser line.
From cooling spray 6 with refrigerant injections such as water coolants to the surface of brittle substrate S, forming cooled region on the position near the heating region that forms by the irradiation of laser line.
The heating region that forms on the surface of brittle substrate S produces stress under compression, in the cooled region generation tensile stress of refrigerant injection.Make on the cutting preset lines on the brittle substrate S form the stress under compression that forms by the irradiation of laser line and form at its rear side, by the tensile stress of the cooled region of refrigerant generation, by making these heating regions and cooled region moving successively on the cutting preset lines, just can be from the formed joint-cutting in the end of brittle substrate S, generate the vertical crack (blind crackle) of vertical direction continuously, form desirable line of cut.
In the cutting unit 1 of present embodiment 1, laser oscillator 3, warpage speculum 5, module of optical system 4, cooling spray 6 and starting mechanism 7 form the necessary entire infrastructure of lines of cut all with respect to supporting platform 2 to install with being integral.Therefore, even make each structure with respect to the surface of brittle substrate S and move, also can prevent of the light path change of laser line, can eliminate the beam configuration change that shines the lip-deep laser line of brittle substrate S with respect to brittle substrate S surface.Can also eliminate the refrigerant that sprays from cooling spray 6 the eject position change, can make it keep certain.Like this, just can keep the formation of stable line of cut, can guarantee through forming the line of cut stable branch section quality of the brittle substrate S of the sliver operation institute disjunction of enforcement afterwards.
(embodiment 2)
Fig. 2 is the side-view of the cutting unit 10 of expression embodiment of the present invention 2.
This cutting unit 10 has the structure roughly the same with the cutting unit 1 of above-mentioned embodiment 1 shown in Figure 1, on the basis of the structure of the cutting unit 1 of above-mentioned embodiment 1, starting mechanism 7 and cooling spray 6 all are being set respectively, and will be used to make the travel mechanism that supports platform 2 to move to make the structure that both direction forwards, backwards moves in both sides, front and back with respect to optical system 4.In this cutting unit 10, those structures identical with above-mentioned cutting unit 1 are all used identical reference marks.
On the cutting unit 10 of present embodiment 2, as mentioned above, owing to starting mechanism 7 and cooling spray 6 all are being set respectively in the both sides, front and back of module of optical system 4, thereby after brittle substrate S being carried out 1 cutting end, move, make support platform 2 to move by the position that makes brittle substrate S, just can continue to form line of cut towards reverse direction with the 1st cutting.
Like this, not only can obtain 1 getable effect of cutting unit with the cutting unit 10 of present embodiment 2 by embodiment 1, and can back and forth cut off, the processing treatment time is shortened, can be applicable to the formation of the line of cut of large-scale brittle substrate.
Present embodiment 2 has illustrated that making the example of supporting that platform 2 moves, present embodiment also can be to make brittle substrate S with respect to the structure of supporting that platform 2 moves.
(embodiment 3)
Fig. 3~Fig. 5 has represented the schematic configuration of the cutting unit 20 of embodiment 3, and Fig. 3 is that side-view, Fig. 4 are that vertical view, Fig. 5 are front views.The cutting unit 20 of present embodiment 3 is described below with reference to Fig. 3~Fig. 5.
This cutting unit 20 has the flat support platform 21 of formation.At this above support platform 21,, be used to produce the laser line of the vibration of regulation irradiation energy with respect to supporting platform 21 that laser oscillator 22 is installed with being integral.On this supports platform 21, form peristome 21a at the laser line emitting side of laser oscillator 22, below this peristome 21a, with respect to supporting that platform 21 is installed with module of optical system 23 with being integral, it is penetrated the laser beam inflow of laser oscillator 22 irradiations and be shaped to after the shape of regulation, incides on the surface of the brittle substrate S that constitutes cutting object.In the peristome 21a top position of supporting platform 21, also with respect to supporting that platform 21 is being provided with 2 warpage speculums 24 with being integral, it reflexes to the laser line of laser oscillator 22 irradiations the direction that is arranged on the module of optical system 23 below the peristome 21a.
Below supporting platform 21, near the position module of optical system 23, with respect to supporting that platform 21 is being provided with cooling spray 25 with being integral, it with refrigerant injection to the surface of brittle substrate S.Opposition side at cooling spray 25 is being provided with starting mechanism 26, and module of optical system 23 is clipped in their centre, and above-mentioned starting mechanism 26 is the joint-cuttings that are used for forming at the positions such as end of brittle substrate S as the starting point (triggering) of line of cut.
Present embodiment 3 has a plurality of support platforms 21, on these support platforms, above-mentioned laser oscillator 22, warpage speculum 24, module of optical system 23, cooling spray 25 and starting mechanism 26 etc. are installed with as a member with being integral, therefore, with respect to a brittle substrate S, just can be with 1 cutting simultaneously at a plurality of positions formation lines of cut.
Promptly, in the cutting unit 20 of present embodiment 3, a plurality of support platforms 21 are being set in a travel mechanism 27.Travel mechanism 27 has the transfer table portion 28 that each supports platform 21 that is being provided with.And on this cutting unit 20, form the pair of guide rails 29 that parallels with the cutting preset lines in the both sides of the transfer table portion 28 of travel mechanism 27, transfer table portion 28 is arranged on this guide rail 29, and can be mobile on the cutting preset lines.This transfer table portion 28 moves along guide rail 29 by the driving mechanism that does not have expression among the figure.
Can fix, make brittle substrate S move and cut being provided with each transfer table portion that supports platform 21 28 by the travel mechanism that does not have expression among the figure.
Be arranged in the transfer table portion 28 each and support platform 21 shown in the dotted line of Fig. 4, can along with the perpendicular direction of cutting preset lines in the 28 enterprising line position adjustment of transfer table portion, can on the lip-deep desired position of brittle substrate S, form line of cut.
Because the detailed structure of laser oscillator 22 members such as grade is identical with laser oscillator 1 member such as grade of embodiment 1, thereby the explanation of the detailed structure of these members omitted.
Because the cutting method with this cutting unit 20 also is identical with the cutting method of the cutting unit 1 of using embodiment 1, thereby detailed explanation has also been omitted.But, because present embodiment 3 has a plurality of support platforms 21, these support platforms that the necessary members of formation line of cut such as laser oscillator 22 are provided with as 1 assembly, thereby with respect to a brittle substrate S, just can form a plurality of lines of cut simultaneously with 1 cutting.
Like this, owing to use the cutting unit 20 of present embodiment 3, carry out 1 cutting and just can form a plurality of lines of cut simultaneously, thereby compare, can further shorten the time of processing treatment with the cutting unit 1 of embodiment 1.
Because the cutting unit 20 of present embodiment 3 is provided with a plurality of support platforms 21, and these support that platforms are members such as the necessary laser oscillator 22 of cutting to be made 1 assembly and one is simplified with constituting, thereby with respect to a brittle substrate S, can form a plurality of lines of cut simultaneously, can be applicable at large-scale brittle substrate to form a plurality of lines of cut.
Each supports that the platform 21 and the support platform 2 of the cutting unit of embodiment 1 are same structures in the present embodiment 3, can only be to a direction cutting, but also can make with the support platform 2 of embodiment 2 said cutting units 10 similarly, starting mechanism 7 and cooling spray 6 all are set respectively in both sides with respect to module of optical system 4, and make support platform forwards, backwards both direction constitute movably.If adopt such structure, then can in two directions cut, the processing treatment time is further shortened.
Claims (3)
1. cutting unit, comprise: form the cooling body of cooled region at the heating arrangements that forms heating region on the brittle substrate, on and the joint-cutting that forms as the joint-cutting of line of cut starting point forms mechanism near the position of this heating region, form from the vertical crack successive line of cut of above-mentioned joint-cutting progress by the stress gradient that takes place between this heating region and the cooled region, it is characterized in that
Be provided with above-mentioned heating arrangements, cooling body and joint-cutting are formed fixedly all-in-one-piece fixed mechanism of mechanism; Forming mechanism and above-mentioned brittle substrate by said fixing mechanism fixed heating arrangements, cooling body and joint-cutting is mutually with the speed of relative movement of regulation, relatively keep certain position relation and mobile,
Above-mentioned cooling body and joint-cutting form mechanism and are separately positioned on the both sides of the travel direction of above-mentioned brittle substrate across above-mentioned heating arrangements, and no matter said fixing mechanism moves and can both cut towards any one direction that moves forward and backward with respect to above-mentioned brittle substrate.
2. cutting unit as claimed in claim 1, it is characterized in that above-mentioned heating arrangements has: shine optical module on the above-mentioned brittle substrate after the laser shaping established practice setting shape that the laser oscillator of the laser line of vibration takes place, above-mentioned laser oscillator is taken place, be configured between above-mentioned laser oscillator and the optical module and the laser beam of above-mentioned laser oscillator irradiation spread and deliver to transporting mechanism on the above-mentioned optical module; By said fixing mechanism above-mentioned laser oscillator, optical module and transporting mechanism are fixed into one.
3. cutting unit as claimed in claim 1 or 2 is characterized in that, is provided with a plurality of said fixing mechanism, side by side forms line of cut at a plurality of positions of above-mentioned brittle substrate.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP202578/2002 | 2002-07-11 | ||
| JP202578/02 | 2002-07-11 | ||
| JP2002202578A JP2004042423A (en) | 2002-07-11 | 2002-07-11 | Scribing apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1472032A CN1472032A (en) | 2004-02-04 |
| CN1328194C true CN1328194C (en) | 2007-07-25 |
Family
ID=30437330
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB031459129A Expired - Fee Related CN1328194C (en) | 2002-07-11 | 2003-07-11 | Layout liner |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2004042423A (en) |
| KR (1) | KR20040007251A (en) |
| CN (1) | CN1328194C (en) |
| TW (1) | TW200400863A (en) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100573259B1 (en) * | 2004-06-28 | 2006-04-24 | 주식회사에스엘디 | Laser cutting machine using thermally induced crack propagation technique |
| TWI380868B (en) * | 2005-02-02 | 2013-01-01 | Mitsuboshi Diamond Ind Co Ltdl | Fine processing method of sintered diamond using laser, cutter wheel for brittle material substrate, and method of manufacturing the same |
| TWI409232B (en) * | 2005-07-06 | 2013-09-21 | Mitsuboshi Diamond Ind Co Ltd | Method for manufacturing scratches for brittle materials |
| JP4675786B2 (en) * | 2006-01-20 | 2011-04-27 | 株式会社東芝 | Laser cleaving device, cleaving method |
| CN101108446A (en) * | 2006-07-21 | 2008-01-23 | 富士迈半导体精密工业(上海)有限公司 | Laser device for cutting and method thereof |
| KR100949152B1 (en) * | 2007-11-23 | 2010-03-25 | 삼성코닝정밀유리 주식회사 | Apparatus for cutting glass using laser |
| JP2009242184A (en) * | 2008-03-31 | 2009-10-22 | Nippon Electric Glass Co Ltd | Cutting method and cutting device for brittle platy object |
| WO2009145008A1 (en) * | 2008-05-30 | 2009-12-03 | 三星ダイヤモンド工業株式会社 | Laser working apparatus, and laser working method |
| JP5332344B2 (en) * | 2008-06-30 | 2013-11-06 | 三星ダイヤモンド工業株式会社 | Chip holder and holder unit |
| KR100958745B1 (en) * | 2009-11-30 | 2010-05-19 | 방형배 | Laser scribing apparatus, method, and laser scribing head |
| JP6424652B2 (en) * | 2015-02-02 | 2018-11-21 | 三星ダイヤモンド工業株式会社 | Holder, holder unit and scribing device |
| TWI543834B (en) * | 2015-04-24 | 2016-08-01 | 納諾股份有限公司 | Brittle object cutting apparatus and cutting method thereof |
| CN107378908A (en) * | 2017-09-08 | 2017-11-24 | 广州市盛吉成智能科技有限公司 | A kind of high-end shear line dispenser |
| CN111055256A (en) * | 2019-12-30 | 2020-04-24 | 湖南三一快而居住宅工业有限公司 | Double-end marking device and double-end marking system |
| CN114734153B (en) * | 2022-03-31 | 2023-02-14 | 武汉华日精密激光股份有限公司 | Splitting method and system for processing brittle material by laser |
| CN116352293B (en) * | 2023-06-02 | 2023-08-25 | 沧州领创激光科技有限公司 | Laser cutting machine |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5609284A (en) * | 1992-04-02 | 1997-03-11 | Fonon Technology Limited | Method of splitting non-metallic materials |
| CN1203202A (en) * | 1997-04-14 | 1998-12-30 | 肖特玻璃制造厂 | Method and device for cutting breakable plane workpiece, particularly, plate glass product |
| WO2001032349A1 (en) * | 1999-10-29 | 2001-05-10 | Schott Spezialglas Gmbh | Method and device for rapid cutting of a workpiece from a brittle material |
-
2002
- 2002-07-11 JP JP2002202578A patent/JP2004042423A/en active Pending
-
2003
- 2003-06-02 TW TW092114861A patent/TW200400863A/en not_active IP Right Cessation
- 2003-06-11 KR KR1020030037330A patent/KR20040007251A/en not_active Application Discontinuation
- 2003-07-11 CN CNB031459129A patent/CN1328194C/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5609284A (en) * | 1992-04-02 | 1997-03-11 | Fonon Technology Limited | Method of splitting non-metallic materials |
| CN1203202A (en) * | 1997-04-14 | 1998-12-30 | 肖特玻璃制造厂 | Method and device for cutting breakable plane workpiece, particularly, plate glass product |
| US5984159A (en) * | 1997-04-14 | 1999-11-16 | Schott Glas | Method and apparatus for cutting through a flat workpiece made of brittle material, especially glass |
| WO2001032349A1 (en) * | 1999-10-29 | 2001-05-10 | Schott Spezialglas Gmbh | Method and device for rapid cutting of a workpiece from a brittle material |
Also Published As
| Publication number | Publication date |
|---|---|
| TW200400863A (en) | 2004-01-16 |
| CN1472032A (en) | 2004-02-04 |
| JP2004042423A (en) | 2004-02-12 |
| KR20040007251A (en) | 2004-01-24 |
| TWI292352B (en) | 2008-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1328194C (en) | Layout liner | |
| KR100582506B1 (en) | Method for scribing substrate of brittle material and scriber | |
| JP4337050B2 (en) | Glass plate cutting device {GLASS-PLATECHTINGMACHINE} | |
| JP5235987B2 (en) | Apparatus, system, and method for providing cutting line to moving glass strip | |
| CN101842203A (en) | Method for cutting a fragile material substrate | |
| CN101396771B (en) | Processing method of brittle material substrate | |
| EP1741534A1 (en) | Method for forming vertical crack on brittle board and vertical crack forming apparatus | |
| CN103030266B (en) | Laser cutting method and device | |
| CN101258112A (en) | Process and apparatus for scoring a brittle material incorporating moving optical assembly | |
| CN102194931A (en) | Optical device wafer processing method | |
| CN101386467A (en) | Method and device for dividing brittle substrate | |
| KR101440481B1 (en) | Method for scribing brittle material substrate and device for scribing brittle material substrate | |
| US20150209911A1 (en) | Cutting device | |
| CN1298523C (en) | Method and device for scribing fragile material substrate | |
| KR101306673B1 (en) | Chamfering apparatus | |
| KR100647454B1 (en) | Device and method for scribing substrate of brittle material | |
| JP2009255114A (en) | Brittle material substrate processing apparatus and brittle material substrate cutting method | |
| CN102239034A (en) | Splitting apparatus and cleavage method for brittle material | |
| CN101934427A (en) | Method for cutting brittle material substrate | |
| KR100551527B1 (en) | Method and device for scribing brittle material substrate | |
| KR101442067B1 (en) | Method for dividing brittle material substrate | |
| CN103028841A (en) | Laser processing apparatus | |
| KR20130126287A (en) | Substrate cutting and method | |
| CN107866637B (en) | Method and apparatus for breaking brittle material substrate | |
| CN101717187A (en) | Laser cutting machine for glass substrate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20070725 Termination date: 20130711 |