CN115837580B - 一种工具自动上料组装设备 - Google Patents
一种工具自动上料组装设备 Download PDFInfo
- Publication number
- CN115837580B CN115837580B CN202310103053.5A CN202310103053A CN115837580B CN 115837580 B CN115837580 B CN 115837580B CN 202310103053 A CN202310103053 A CN 202310103053A CN 115837580 B CN115837580 B CN 115837580B
- Authority
- CN
- China
- Prior art keywords
- feeding
- fixedly connected
- clamping
- jaw
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
本发明属于工具组装设备技术领域,具体涉及一种工具自动上料组装设备,包括组装装置和与组装装置相配合的上料装置;所述组装装置包括放置架,放置架两侧分别设有螺母夹持组件和螺母转动组件,螺母夹持组件和螺母转动组件均可向放置架两侧运动;上料装置包括分别设于放置架两侧的钳柄上料传送带和出料传送带,钳柄上料传送带上方设有上下料结构;上下料结构包括可上下及沿出料传送带前后运动的上料夹持组件,上料夹持组件可对钳柄进行夹持;放置架上设有螺母上料结构,钳柄上料传送带一侧设有钳口上料传送带,放置架远离螺母上料结构的一侧设有与钳口上料传送带相配合的钳口上料结构;本发明有效的解决了现有管钳组装设备自动化程度不足的问题。
Description
技术领域
本发明属于工具组装设备技术领域,具体涉及一种工具自动上料组装设备。
背景技术
管钳,又名管子钳一般用来夹持和旋转钢管类工件。管钳通常由钳柄及钳柄上的固定钳口、活动钳口以及将活动钳口与钳柄相连接并进行调节的螺母组成,在管钳进行生产组装时,通常由相应的组装设备进行组装。
例如公开号为CN108705301A的发明专利公开了一种家用美式管钳组装设备,在使用时,通过上料机械臂将美式管钳主体摆放在工作台上,工作台上的固定组件将美式管钳主体进行夹持按压固定,在通过螺母送料组件将螺母送至螺母安装机械臂的上搓轮组件和下搓轮组件之间,螺母安装机械臂将螺母移动到安装位置,勾头安装机构的移料气缸将勾头推送至安装位置,上搓轮组件和下搓轮组件的搓轮电机带动螺母旋转将勾头旋入螺母中。
但是这种家用美式管钳组装设备仍存在不足之处,在使用时,仍需通过上料机械臂对管钳进行上料,以及手动或通过上料机械臂将单个勾头放置到相应的位置,才能实现组装设备的自动组装,而且管钳组装完成后仍需手动将管钳取下,或通过相应的下料机械臂将管钳取下;使得上述组装设备在使用时,若需提高自动化程度,则需使用较多的机械臂,这无疑造成组装设备的生产成本大大的增加,增加管钳生产厂家的负担。
发明内容
针对上述情况,为克服现有技术的缺陷,本发明提供了一种工具自动上料组装设备,有效的解决了现有管钳组装设备自动化程度不足的问题。
为实现上述目的,本发明采用以下技术方案:一种工具自动上料组装设备,包括组装装置和与组装装置相配合的上料装置;所述组装装置包括放置架,放置架两侧分别设有螺母夹持组件和螺母转动组件,螺母夹持组件和螺母转动组件均可向放置架两侧运动;所述上料装置包括分别设于放置架两侧的钳柄上料传送带和出料传送带,钳柄上料传送带上方设有上下料结构;所述上下料结构包括可上下及沿出料传送带前后运动的上料夹持组件,上料夹持组件可对钳柄进行夹持;所述放置架上设有螺母上料结构,钳柄上料传送带一侧设有钳口上料传送带,放置架远离螺母上料结构的一侧设有与钳口上料传送带相配合的钳口上料结构。
进一步地,所述放置架包括底板,底板上方设有顶板,底板上固接有与顶板固接的支撑柱;所述顶板一端固接有后支撑块,顶板另一端固接有前支撑块;所述前支撑块靠近螺母转动组件的一端固接有第一挡块,前支撑块远离后支撑块的一端固接有第二挡块;所述顶板上固接有第二伸缩杆,第二伸缩杆的伸缩端连接有与第二挡块相配合的推板。
进一步地,所述螺母夹持组件包括夹持伸缩杆,夹持伸缩杆的伸缩端固接有组装连接架;所述组装连接架上固接有双向伸缩杆,双向伸缩杆的两个伸缩端分别连接有上夹持架和下夹持架;所述上夹持架和下夹持架上均连接有错位架,一对所述错位架上均转动连接有一对相互配合的夹持滚轮,顶板上设有与错位架、夹持滚轮相配合的开口;所述双向伸缩杆上固接有推块,推块上固接有与第一挡块相配合的固定块。
进一步地,所述螺母转动组件包括支撑板,支撑板上固接有转动伸缩杆;所述转动伸缩杆的伸缩端固接有转动连接架,转动连接架与支撑板滑动连接;所述转动连接架上固接有转动电机,转动电机的输出端连接有主动带轮;所述转动连接架上还转动连接有从动带轮,主动带轮上设有与从动带轮相配合的皮带;所述从动带轮同轴固接有带动管钳的螺母转动的转动轮。
进一步地,所述钳口上料传送带、钳柄上料传送带和出料传送带均包括传送架,传送架两端分别转动连接有主动辊和从动辊,主动辊上套设有与从动辊相配合的传送带;所述传送架上固接有传送电机,传送电机的输出端固接有主动轮;所述主动辊上固接有从动轮,主动轮上设有带动从动轮转动的链条;所述钳柄上料传送带的传送架上固接有连接架,连接架另一端与出料传送带的传送架固接;所述出料传送带的传送架远离连接架的一端固接有与传送带相对应的导流板;所述钳口上料传送带和钳柄上料传送带上的传送带上均均匀设置有多个分割条。
进一步地,所述上下料结构包括与钳柄上料传送带上的传送架固接的支撑架,支撑架上固接有上料伸缩杆;所述上料伸缩杆上固接有上料连接架,上料连接架上竖直固接有下料伸缩杆,下料伸缩杆的伸缩端与上料夹持组件固接。
进一步地,所述上料夹持组件包括与下料伸缩杆的伸缩端固接的连接腔,连接腔上固接有固定板;所述连接腔上还固接有夹持电机,夹持电机的输出端连接有夹持曲柄;所述夹持曲柄上转动连接有夹持连接杆,夹持连接杆上转动连接有与连接腔滑动连接的夹持滑块;所述夹持滑块上转动连接有转动架,夹持滑块两端均固接有对转动架进行限位的限位杆;所述转动架两端均转动连接有夹持轮,夹持轮与固定板相配合对钳柄进行固定。
进一步地,所述钳口上料结构包括钳口架,钳口架上固接有钳口伸缩杆,钳口伸缩杆的伸缩端固接有连接块;所述连接块上固接有上下伸缩杆,上下伸缩杆的伸缩端固接有钳口腔;所述钳口腔上固接有钳口电机,钳口电机的输出端连接有钳口曲柄,钳口曲柄上转动连接有钳口连接杆;所述钳口连接杆上转动连接有活动板,活动板与钳口腔滑动连接,钳口腔上固接有与活动板相配合的定位板。
进一步地,所述螺母上料结构包括与出料传送带的传送架固接的倾斜设置的L型的上料筒,上料筒上固接有凸台型的放料口,上料筒另一端设有出料口;所述上料筒上固接有螺母电机,螺母电机的输出端固接有拨杆;所述上料筒上转动连接有与拨杆相配合的槽轮,拨杆同轴固接有对槽轮进行限位的限位盘;所述槽轮同轴固接有转盘,转盘上均布有四个上料杆。
进一步地,所述顶板上竖直固接有竖板,竖板中部设有转向滑槽,转向滑槽两端均连接有水平滑槽;所述竖板上固接有螺母伸缩杆,螺母伸缩杆的伸缩端固接有与竖板滑动连接的移动块;所述移动块上转动连接有错位杆,错位杆上设有与转向滑槽、水平滑槽相配合的旋转轴;所述错位杆同轴固接有转动杆,转动杆上固接有调节板;所述调节板上滑动连接有调节块,调节板上设有与调节块相配合的调节伸缩杆,调节块上固接有固定腔;所述固定腔上同步滑动连接有一对弧形夹板,固定腔内固接有与任一所述弧形夹板固接的固定伸缩杆;所述固定腔内转动连接有同步曲柄,同步曲柄中心与固定腔转动连接;所述同步曲柄两端均转动连接有同步连接杆,同步连接杆的另一端分别与相应的弧形夹板转动连接。
与现有技术相比,本发明具有以下有益效果:
本发明在使用时,通过钳柄上料传送带、钳口上料传送带、出料传送带与上下料结构、钳口上料结构、螺母上料结构、螺母夹持组件、螺母转动组件相配合使用,另外钳口上料传送带设于钳柄上料传送带一侧,使得操作工人可一次性将多个钳柄、活动钳口放置在钳柄上料传送带、钳口上料传送带上,或使用单个上料机械臂为钳柄、活动钳口上料,即可实现对管钳的自动组装及出料,能够有效的降低生产成本,提高自动化程度。
附图说明
图1为本发明的第一轴测图;
图2为本发明的第二轴测图;
图3为本发明中上下料结构、钳柄上料传送带、出料传送带等的配合状态示意图;
图4为本发明中上下料结构的结构示意图;
图5为本发明中上料夹持组件的内部结构的第一轴测图;
图6为本发明中上料夹持组件的内部结构的第二轴测图;
图7为本发明中钳口上料结构的结构示意图;
图8为本发明中钳口腔的内部结构、活动板、定位板等的配合状态示意图;
图9为本发明中组装装置的第一轴测图;
图10为本发明中组装装置的第二轴测图;
图11为本发明中螺母夹持组件的结构示意图;
图12为本发明中螺母转动组件的结构示意图;
图13为本发明中放置架的结构示意图;
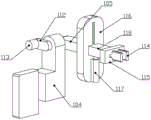
图14为本发明中螺母上料结构的结构示意图;
图15为本发明中拨杆、槽轮、上料杆、螺母电机等的配合状态示意图;
图16为本发明中移动块、错位杆、旋转轴、转动杆等的配合状态示意图;
图中:1、螺母上料结构,101、竖板,102、水平滑槽,103、转向滑槽,104、移动块,105、转动杆,106、上料筒,107、放料口,108、螺母电机,109、拨杆,110、槽轮,111、上料杆,112、错位杆,113、旋转轴,114、弧形夹板,115、固定腔,116、调节板,117、调节伸缩杆,118、调节块;2、组装装置,201、放置架,202、螺母夹持组件,203、螺母转动组件,204、夹持伸缩杆,205、组装连接架,206、双向伸缩杆,207、上夹持架,208、夹持滚轮,209、推块,210、固定块,211、下夹持架,212、转动伸缩杆,213、支撑板,214、转动连接架,215、转动电机,216、主动带轮,217、从动带轮,218、转动轮,219、底板,220、顶板,221、后支撑块,222、第一挡块,223、第二挡块,224、前支撑块,225、推板;3、钳柄上料传送带,4、上下料结构,401、上料伸缩杆,402、上料连接架,403、下料伸缩杆,404、上料夹持组件,405、固定板,406、连接腔,407、夹持轮,408、限位杆,409、转动架,410、夹持电机,411、夹持曲柄,412、夹持连接杆,413、夹持滑块;5、钳口上料传送带,6、出料传送带,7、钳口上料结构,701、钳口伸缩杆,702、连接块,703、上下伸缩杆,704、钳口电机,705、钳口腔,706、定位板,707、活动板,708、钳口曲柄,709、钳口连接杆;8、分割条,9、支撑架,10、导流板。
具体实施方式
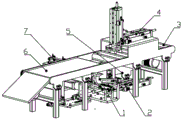
一种工具自动上料组装设备,如图1-16所示,包括组装装置2和与组装装置2相配合的上料装置;所述组装装置2包括放置架201,放置架201两侧分别设有螺母夹持组件202和螺母转动组件203,螺母夹持组件202和螺母转动组件203均可向放置架201两侧运动;所述上料装置包括分别设于放置架201两侧的钳柄上料传送带3和出料传送带6,钳柄上料传送带3上方设有上下料结构4;所述上下料结构4包括可上下及沿出料传送带6前后运动的上料夹持组件404,上料夹持组件404可对钳柄进行夹持;所述放置架201上设有螺母上料结构1,钳柄上料传送带3一侧设有钳口上料传送带5,放置架201远离螺母上料结构1的一侧设有与钳口上料传送带5相配合的钳口上料结构7。
本发明在使用时,将钳柄放置在钳柄上料传送带3上,将活动钳口放置在钳口上料传送带5上;上料前,螺母夹持组件202和螺母转动组件203首先向远离放置架201的方向移动;上料时,钳柄上料传送带3、钳口上料传送带5同步启动,带动钳柄、活动钳口移动至相应的位置,上料夹持组件404对钳柄进行夹持,并进行前后运动将钳柄移动至放置架201上方,再向下运动将钳柄放置于放置架201上;螺母上料结构1将螺母移动至相应的位置,螺母夹持组件202和螺母转动组件203向靠近放置架201的方向移动,通过螺母夹持组件202对螺母进行固定;钳口上料结构7将活动钳口安装至与螺母相对应的位置,螺母转动组件203带动螺母转动,螺母带动活动钳口安装在钳柄上,至此管钳组装完成;管钳下料时,螺母夹持组件202和螺母转动组件203首先向远离放置架201的方向移动;上料夹持组件404再次向钳柄移动并对钳柄进行夹持,上料夹持组件404通过钳柄带动管钳向上运动,并向出料传送带6运动,将管钳放置在出料传送带6上,出料传送带6运动将管钳输送至相应的放置框里,至此管钳的上料、组装、出料完成。
通过钳柄上料传送带3、钳口上料传送带5、出料传送带6与上下料结构4、钳口上料结构7、螺母上料结构1、螺母夹持组件202、螺母转动组件203相配合使用时,另外钳口上料传送带5设于钳柄上料传送带3一侧,使得操作工人可一次性将多个钳柄、活动钳口放置在钳柄上料传送带3、钳口上料传送带5上,或使用单个上料机械臂为钳柄、活动钳口上料,即可实现对管钳的自动组装及出料,能够有效的降低生产成本,提高自动化程度。
进一步地,如图13所示,所述放置架201包括底板219,底板219上方设有顶板220,底板219上固接有与顶板220固接的支撑柱;所述顶板220一端固接有后支撑块221,顶板220另一端固接有前支撑块224;所述前支撑块224靠近螺母转动组件203的一端固接有第一挡块222,前支撑块224远离后支撑块221的一端固接有第二挡块223;所述顶板220上固接有第二伸缩杆,第二伸缩杆的伸缩端连接有与第二挡块223相配合的推板225。
放置架201在使用时,通过前支撑块224和后支撑块221对钳柄进行支撑,通过第二伸缩杆、推板225与第二挡块223对钳柄前后进行固定,能够有效的提高活动钳口及螺母安装过程中钳柄的稳定性。
进一步地,如图11所示,所述螺母夹持组件202包括安装板,安装板上设有夹持伸缩杆204,夹持伸缩杆204的伸缩端固接有组装连接架205;所述组装连接架205上固接有双向伸缩杆206,双向伸缩杆206的两个伸缩端分别连接有上夹持架207和下夹持架211;所述上夹持架207和下夹持架211上均连接有错位架,一对所述错位架上均转动连接有一对相互配合的夹持滚轮208,顶板220上设有与错位架、夹持滚轮208相配合的开口;所述双向伸缩杆206上固接有推块209,推块209上固接有与第一挡块222相配合的固定块210。
螺母夹持组件202在对螺母固定时,夹持伸缩杆204通过组装连接架205带动双向伸缩杆206向放置架201移动,双向伸缩杆206带动上夹持架207、下夹持架211同步向放置架201移动;当夹持滚轮208与螺母相对应时,双向伸缩杆206同步的带动上夹持架207和下夹持架211向螺母运动,上夹持架207和下夹持架211同步的通过错位架带动夹持滚轮208对螺母进行夹持;由于夹持滚轮208与错位架为转动连接,因此在下述转动轮218转动时,螺母带动夹持滚轮208同步转动;且通过四个夹持滚轮208对螺母进行夹持,能够有效的提高螺母的稳定性;通过固定块210与第一挡块222相配合对钳柄的左右进行固定,与上述第二伸缩杆、推板225与第二挡块223对钳柄的前后进行固定相配合,对钳柄进行前后左右的固定,能够有效的提高活动钳口及螺母安装过程中钳柄的稳定性。
进一步地,如图12所示,所述螺母转动组件203包括支撑板213,支撑板213上固接有转动伸缩杆212;所述转动伸缩杆212的伸缩端固接有转动连接架214,转动连接架214与支撑板213滑动连接;所述转动连接架214上固接有转动电机215,转动电机215的输出端连接有主动带轮216;所述转动连接架214上还转动连接有从动带轮217,主动带轮216上设有与从动带轮217相配合的皮带;所述从动带轮217同轴固接有带动管钳的螺母转动的转动轮218。
螺母转动组件203在带动螺母进行转动时,通过转动伸缩杆212通过转动连接架214带动转动电机215、转动轮218等向螺母运动;当转动轮218与螺母相接触后,转动伸缩杆212停止伸长;转动电机215启动,转动电机215带动主动带轮216转动,主动带轮216通过皮带带动从动带轮217转动,从动带轮217带动转动轮218转动,转动轮218带动螺母转动;通过转动伸缩杆212带动转动轮218等靠近远离螺母,便于螺母上料结构1带动螺母上料。
进一步地,如图2和图3所示,所述钳口上料传送带5、钳柄上料传送带3和出料传送带6均包括传送架,传送架两端分别转动连接有主动辊和从动辊,主动辊上套设有与从动辊相配合的传送带;所述传送架上固接有传送电机,传送电机的输出端固接有主动轮;所述主动辊上固接有从动轮,主动轮上设有带动从动轮转动的链条;钳口上料传送带5、钳柄上料传送带3和出料传送带6在使用时,通过传送电机带动主动轮转动,主动轮通过链条带动从动轮转动,从动轮带动主动辊转动,主动辊与从动辊相配合带动传送带转动;
所述钳柄上料传送带3的传送架上固接有连接架,连接架另一端与出料传送带6的传送架固接;通过连接架的设置将钳柄上料传送带3和出料传送带6连接在一起,能够有效的提高钳柄上料传送带3和出料传送带6的稳定性;所述出料传送带6的传送架远离连接架的一端固接有与传送带相对应的导流板10,出料传送带6上的管钳通过导流板10输送至放置框内,通过导流板10使管钳更加稳定的流入放置框内,提高本申请的稳定性。所述钳口上料传送带5和钳柄上料传送带3上的传送带上均均匀设置有多个分割条8,通过分割条8将传送带分割成多个放置腔,便于将钳柄和活动钳口放置于放置腔内,通过分割条8对钳柄和活动钳口进行限位,能够有效的提高钳柄和活动钳口的稳定性。
进一步地,如图4所示,所述上下料结构4包括与钳柄上料传送带3上的传送架固接的支撑架9,支撑架9上固接有上料伸缩杆401;所述上料伸缩杆401上固接有上料连接架402,上料连接架402上竖直固接有下料伸缩杆403,下料伸缩杆403的伸缩端与上料夹持组件404固接;上料伸缩杆401可带动上料连接架402、下料伸缩杆403、上料夹持组件404沿钳柄上料传送带3的方向前后运动,下料伸缩杆403可带动上料夹持组件404上下运动,进而实现上料夹持组件404可夹持钳柄上料传送带3上的钳柄,又可将放置架201上的管钳夹持到出料传送带6上,实现钳柄的放置以及管钳的出料,提高自动化程度。
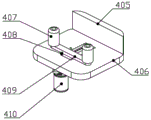
进一步地,如图5和图6所示,所述上料夹持组件404包括与下料伸缩杆403的伸缩端固接的连接腔406,连接腔406上固接有固定板405;所述连接腔406上还固接有夹持电机410,夹持电机410的输出端连接有夹持曲柄411;所述夹持曲柄411上转动连接有夹持连接杆412,夹持连接杆412上转动连接有与连接腔406滑动连接的夹持滑块413;所述夹持滑块413上转动连接有转动架409,夹持滑块413两端均固接有对转动架409进行限位的限位杆408;所述转动架409两端均转动连接有夹持轮407,夹持轮407与固定板405相配合对钳柄进行固定。
上料夹持组件404在对钳柄进行夹持时,夹持电机410启动,夹持电机410带动夹持曲柄411转动;夹持曲柄411通过夹持连接杆412带动夹持滑块413沿连接腔406滑动,夹持滑块413带动转动架409移动,转动架409带动夹持轮407与钳柄内侧相接触,由于钳柄内侧为倾斜设置,当夹持轮407与钳柄接触时,随钳柄内侧的倾斜角度,使转动架409转动,使转动架409两端的夹持轮407均与钳柄相接触,一对夹持轮407与固定板405相配合对钳柄进行固定;由于钳柄外侧为水平设置,故使用夹持板与钳柄外侧相配合对钳柄进行固定;通过转动架409、夹持轮407、固定板405的设置,能够有效的提高钳柄夹持的稳定性。
进一步地,如图7和图8所示,所述钳口上料结构7包括钳口架,钳口架上固接有钳口伸缩杆701,钳口伸缩杆701的伸缩端固接有连接块702;所述连接块702上固接有上下伸缩杆703,上下伸缩杆703的伸缩端固接有钳口腔705;所述钳口腔705上固接有钳口电机704,钳口电机704的输出端连接有钳口曲柄708,钳口曲柄708上转动连接有钳口连接杆709;所述钳口连接杆709上转动连接有活动板707,活动板707与钳口腔705滑动连接,钳口腔705上固接有与活动板707相配合的定位板706。
钳口上料结构7在对活动钳口进行上料时,上下伸缩杆703带动钳口腔705、活动板707、定位板706向活动钳口运动,使活动板707与定位板706移动至活动钳口螺纹部分的两侧;钳口电机704启动,钳口电机704带动钳口曲柄708转动,钳口曲柄708通过钳口连接杆709带动活动板707沿钳口腔705滑动,活动板707与定位板706相配合对活动钳口进行固定,上下伸缩杆703带动钳口腔705及活动钳口上升,使活动钳口与螺母相对应,钳口伸缩杆701带动上下伸缩杆703、钳口腔705及活动钳口向螺母移动,当螺母转动时,钳口伸缩杆701带动活动钳口继续向螺母运动;当活动钳口安装到螺母上后,活动板707和定位板706松开活动钳口,钳口伸缩杆701带动钳口腔705、活动板707、定位板706复位。
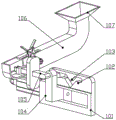
进一步地,如图14-16所示,所述螺母上料结构1包括与出料传送带6的传送架固接的倾斜设置的L型的上料筒106,上料筒106上固接有凸台型的放料口107,上料筒106另一端设有出料口;所述上料筒106上固接有螺母电机108,螺母电机108的输出端固接有拨杆109;所述上料筒106上转动连接有与拨杆109相配合的槽轮110,拨杆109同轴固接有对槽轮110进行限位的限位盘;所述槽轮110同轴固接有转盘,转盘上均布有四个上料杆111;所述上料筒106上设有观察口,便于观察上料筒106内的螺母的数量。
螺母上料结构1在使用时,通过放料口107将若干个螺母放入上料筒106内,上料时,螺母电机108转动,螺母电机108通过拨杆109带动槽轮110转动90度,槽轮110带动转盘转动90度,转盘通过上料杆111将上料杆111之间的螺母移动至出料口处,并将上方的螺母移动至一对上料杆111之间;通过转盘与上料杆111相配合依次向出料口进行上料,能够有效的提高上料过程的稳定性。
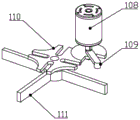
进一步地,所述顶板220上竖直固接有竖板101,竖板101中部设有转向滑槽103,转向滑槽103两端均连接有水平滑槽102;所述竖板101上固接有螺母伸缩杆,螺母伸缩杆的伸缩端固接有与竖板101滑动连接的移动块104;所述移动块104上转动连接有错位杆112,错位杆112上设有与转向滑槽103、水平滑槽102相配合的旋转轴113;所述错位杆112同轴固接有转动杆105,转动杆105上固接有调节板116;所述调节板116上滑动连接有调节块118,调节板116上设有与调节块118相配合的调节伸缩杆117,调节块118上固接有固定腔115;所述固定腔115上同步滑动连接有一对弧形夹板114,固定腔115内固接有与任一所述弧形夹板114固接的固定伸缩杆;所述固定腔115内转动连接有同步曲柄,同步曲柄中心与固定腔115转动连接;所述同步曲柄两端均转动连接有同步连接杆,同步连接杆的另一端分别与相应的弧形夹板114转动连接。
如图14所示,此时固定伸缩杆带动其中一个弧形夹板114对螺母进行夹持,此弧形夹板114通过同步曲柄、同步连接杆相配合带动另一个弧形夹板114对螺母进行夹持,一对弧形夹板114相配合对螺母进行夹持;一对弧形夹板114处于钳柄上螺母位的外侧,能够有效的避免弧形夹板114运动至螺母位时,与钳柄发生碰撞,提高弧形夹板114的稳定性;螺母伸缩杆伸长,螺母伸缩杆带动移动块104沿竖板101滑动,移动块104带动错位杆112、旋转轴113运动,旋转轴113沿水平滑槽102滑入转向滑槽103,在转向滑槽103的作用下,旋转轴113带动错位杆112转动180度,错位杆112带动转动杆105转动180度;螺母伸缩杆继续伸长,使螺母运动至钳柄上螺母位的上方,调节伸缩杆117运动,调节伸缩杆117带动调节块118向下运动,调节块118通过弧形夹板114带动螺母安装至螺母位;此时夹持滚轮208可对螺母进行夹持,夹持滚落对螺母夹持后,一对弧形夹板114松开螺母,螺母伸缩杆收缩,使弧形夹板114等复位。
本发明的工作过程为:
本发明在使用时,将钳柄放置在钳柄上料传送带3上,将活动钳口放置在钳口上料传送带5上;上料前,夹持伸缩杆204通过组装连接架205带动双向伸缩杆206向远离放置架201的方向移动,转动伸缩杆212通过转动连接架214带动转动电机215、转动轮218等向远离螺母的方向移动。
上料时,钳柄上料传送带3、钳口上料传送带5同步启动,带动钳柄、活动钳口移动至相应的位置,夹持电机410启动,夹持电机410带动夹持曲柄411转动;夹持曲柄411通过夹持连接杆412带动夹持滑块413沿连接腔406滑动,夹持滑块413带动转动架409移动,转动架409带动夹持轮407与钳柄内侧相接触,由于钳柄内侧为倾斜设置,当夹持轮407与钳柄接触时,随钳柄内侧的倾斜角度,使转动架409转动,使转动架409两端的夹持轮407均与钳柄相接触,一对夹持轮407与固定板405相配合对钳柄进行固定。
上料伸缩杆401带动上料连接架402、下料伸缩杆403、上料夹持组件404沿钳柄上料传送带3的方向移动,带动上料夹持组件404上的钳柄运动至放置架201的上方;下料伸缩杆403带动上料夹持组件404向下运动,将钳柄放置在前支撑块224和后支撑块221上;夹持伸缩杆204通过组装连接架205带动双向伸缩杆206向放置架201移动,双向伸缩杆206带动推块209上的固定块210与第一挡块222相配合对钳柄的左右进行固定;与此同时,第二伸缩杆收缩,第二伸缩杆带动推板225与第二挡块223相配合对钳柄前后进行固定。
如图14所示,此时固定伸缩杆带动其中一个弧形夹板114对螺母进行夹持,此弧形夹板114通过同步曲柄、同步连接杆相配合带动另一个弧形夹板114对螺母进行夹持,一对弧形夹板114相配合对螺母进行夹持;螺母伸缩杆伸长,螺母伸缩杆带动移动块104沿竖板101滑动,移动块104带动错位杆112、旋转轴113运动,旋转轴113沿水平滑槽102滑入转向滑槽103,在转向滑槽103的作用下,旋转轴113带动错位杆112转动180度,错位杆112带动转动杆105转动180度;螺母伸缩杆继续伸长,使螺母运动至钳柄上螺母位的上方,调节伸缩杆117运动,调节伸缩杆117带动调节块118向下运动,调节块118通过弧形夹板114带动螺母安装至螺母位;双向伸缩杆206启动,双向伸缩杆206同步的带动上夹持架207和下夹持架211向螺母运动,上夹持架207和下夹持架211同步的通过错位架带动夹持滚轮208对螺母进行夹持;紧接着,转动伸缩杆212伸长,转动伸缩杆212通过转动连接架214带动转动电机215、转动轮218等向螺母运动,当转动轮218与螺母相接触后,转动伸缩杆212停止伸长。
上下伸缩杆703带动钳口腔705、活动板707、定位板706向活动钳口运动,使活动板707与定位板706移动至活动钳口螺纹部分的两侧;钳口电机704启动,钳口电机704带动钳口曲柄708转动,钳口曲柄708通过钳口连接杆709带动活动板707沿钳口腔705滑动,活动板707与定位板706相配合对活动钳口进行固定,上下伸缩杆703带动钳口腔705及活动钳口上升,使活动钳口与螺母相对应,钳口伸缩杆701带动上下伸缩杆703、钳口腔705及活动钳口向螺母移动;转动电机215启动,转动电机215带动主动带轮216转动,主动带轮216通过皮带带动从动带轮217转动,从动带轮217带动转动轮218转动,转动轮218带动螺母转动;钳口伸缩杆701带动活动钳口继续向螺母运动,当活动钳口安装到螺母上后,活动板707和定位板706松开活动钳口,钳口伸缩杆701带动钳口腔705、活动板707、定位板706复位。
当管钳组装完成后,夹持伸缩杆204通过组装连接架205带动双向伸缩杆206向远离放置架201的方向移动,转动伸缩杆212通过转动连接架214带动转动电机215、转动轮218等向远离螺母的方向移动;上料夹持组件404在上料伸缩杆401、下料伸缩杆403的作用下移动至管钳的位置,并对管钳进行固定,在上料伸缩杆401、下料伸缩杆403的作用下将管钳放置在出料传送带6上,出料传送带6运动至导流板10处,在导流板10的作用下将管钳输送至相应的放置框里。
Claims (7)
1.一种工具自动上料组装设备,包括组装装置(2)和与组装装置(2)相配合的上料装置;其特征在于:所述组装装置(2)包括放置架(201),放置架(201)两侧分别设有螺母夹持组件(202)和螺母转动组件(203),螺母夹持组件(202)和螺母转动组件(203)均可向放置架(201)两侧运动;所述上料装置包括分别设于放置架(201)两侧的钳柄上料传送带(3)和出料传送带(6),钳柄上料传送带(3)上方设有上下料结构(4);所述上下料结构(4)包括可上下及沿出料传送带(6)前后运动的上料夹持组件(404),上料夹持组件(404)可对钳柄进行夹持;所述放置架(201)上设有螺母上料结构(1),钳柄上料传送带(3)一侧设有钳口上料传送带(5),放置架(201)远离螺母上料结构(1)的一侧设有与钳口上料传送带(5)相配合的钳口上料结构(7);
所述放置架(201)包括底板(219),底板(219)上方设有顶板(220),底板(219)上固接有与顶板(220)固接的支撑柱;所述顶板(220)一端固接有后支撑块(221),顶板(220)另一端固接有前支撑块(224);所述前支撑块(224)靠近螺母转动组件(203)的一端固接有第一挡块(222),前支撑块(224)远离后支撑块(221)的一端固接有第二挡块(223);所述顶板(220)上固接有第二伸缩杆,第二伸缩杆的伸缩端连接有与第二挡块(223)相配合的推板(225);
所述螺母上料结构(1)包括与出料传送带(6)的传送架固接的倾斜设置的L型的上料筒(106),上料筒(106)上固接有凸台型的放料口(107),上料筒(106)另一端设有出料口;所述上料筒(106)上固接有螺母电机(108),螺母电机(108)的输出端固接有拨杆(109);所述上料筒(106)上转动连接有与拨杆(109)相配合的槽轮(110),拨杆(109)同轴固接有对槽轮(110)进行限位的限位盘;所述槽轮(110)同轴固接有转盘,转盘上均布有四个上料杆(111);
所述顶板(220)上竖直固接有竖板(101),竖板(101)中部设有转向滑槽(103),转向滑槽(103)两端均连接有水平滑槽(102);所述竖板(101)上固接有螺母伸缩杆,螺母伸缩杆的伸缩端固接有与竖板(101)滑动连接的移动块(104);所述移动块(104)上转动连接有错位杆(112),错位杆(112)上设有与转向滑槽(103)、水平滑槽(102)相配合的旋转轴(113);所述错位杆(112)同轴固接有转动杆(105),转动杆(105)上固接有调节板(116);所述调节板(116)上滑动连接有调节块(118),调节板(116)上设有与调节块(118)相配合的调节伸缩杆(117),调节块(118)上固接有固定腔(115);所述固定腔(115)上同步滑动连接有一对弧形夹板(114),固定腔(115)内固接有与任一所述弧形夹板(114)固接的固定伸缩杆;所述固定腔(115)内转动连接有同步曲柄,同步曲柄中心与固定腔(115)转动连接;所述同步曲柄两端均转动连接有同步连接杆,同步连接杆的另一端分别与相应的弧形夹板(114)转动连接。
2.如权利要求1所述的工具自动上料组装设备,其特征在于:所述螺母夹持组件(202)包括夹持伸缩杆(204),夹持伸缩杆(204)的伸缩端固接有组装连接架(205);所述组装连接架(205)上固接有双向伸缩杆(206),双向伸缩杆(206)的两个伸缩端分别连接有上夹持架(207)和下夹持架(211);所述上夹持架(207)和下夹持架(211)上均连接有错位架,一对所述错位架上均转动连接有一对相互配合的夹持滚轮(208),顶板(220)上设有与错位架、夹持滚轮(208)相配合的开口;所述双向伸缩杆(206)上固接有推块(209),推块(209)上固接有与第一挡块(222)相配合的固定块(210)。
3.如权利要求2所述的工具自动上料组装设备,其特征在于:所述螺母转动组件(203)包括支撑板(213),支撑板(213)上固接有转动伸缩杆(212);所述转动伸缩杆(212)的伸缩端固接有转动连接架(214),转动连接架(214)与支撑板(213)滑动连接;所述转动连接架(214)上固接有转动电机(215),转动电机(215)的输出端连接有主动带轮(216);所述转动连接架(214)上还转动连接有从动带轮(217),主动带轮(216)上设有与从动带轮(217)相配合的皮带;所述从动带轮(217)同轴固接有带动管钳的螺母转动的转动轮(218)。
4.如权利要求1所述的工具自动上料组装设备,其特征在于:所述钳口上料传送带(5)、钳柄上料传送带(3)和出料传送带(6)均包括传送架,传送架两端分别转动连接有主动辊和从动辊,主动辊上套设有与从动辊相配合的传送带;所述传送架上固接有传送电机,传送电机的输出端固接有主动轮;所述主动辊上固接有从动轮,主动轮上设有带动从动轮转动的链条;所述钳柄上料传送带(3)的传送架上固接有连接架,连接架另一端与出料传送带(6)的传送架固接;所述出料传送带(6)的传送架远离连接架的一端固接有与传送带相对应的导流板(10);所述钳口上料传送带(5)和钳柄上料传送带(3)上的传送带上均均匀设置有多个分割条(8)。
5.如权利要求4所述的工具自动上料组装设备,其特征在于:所述上下料结构(4)包括与钳柄上料传送带(3)上的传送架固接的支撑架(9),支撑架(9)上固接有上料伸缩杆(401);所述上料伸缩杆(401)上固接有上料连接架(402),上料连接架(402)上竖直固接有下料伸缩杆(403),下料伸缩杆(403)的伸缩端与上料夹持组件(404)固接。
6.如权利要求5所述的工具自动上料组装设备,其特征在于:所述上料夹持组件(404)包括与下料伸缩杆(403)的伸缩端固接的连接腔(406),连接腔(406)上固接有固定板(405);所述连接腔(406)上还固接有夹持电机(410),夹持电机(410)的输出端连接有夹持曲柄(411);所述夹持曲柄(411)上转动连接有夹持连接杆(412),夹持连接杆(412)上转动连接有与连接腔(406)滑动连接的夹持滑块(413);所述夹持滑块(413)上转动连接有转动架(409),夹持滑块(413)两端均固接有对转动架(409)进行限位的限位杆(408);所述转动架(409)两端均转动连接有夹持轮(407),夹持轮(407)与固定板(405)相配合对钳柄进行固定。
7.如权利要求1所述的工具自动上料组装设备,其特征在于:所述钳口上料结构(7)包括钳口架,钳口架上固接有钳口伸缩杆(701),钳口伸缩杆(701)的伸缩端固接有连接块(702);所述连接块(702)上固接有上下伸缩杆(703),上下伸缩杆(703)的伸缩端固接有钳口腔(705);所述钳口腔(705)上固接有钳口电机(704),钳口电机(704)的输出端连接有钳口曲柄(708),钳口曲柄(708)上转动连接有钳口连接杆(709);所述钳口连接杆(709)上转动连接有活动板(707),活动板(707)与钳口腔(705)滑动连接,钳口腔(705)上固接有与活动板(707)相配合的定位板(706)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310103053.5A CN115837580B (zh) | 2023-02-13 | 2023-02-13 | 一种工具自动上料组装设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310103053.5A CN115837580B (zh) | 2023-02-13 | 2023-02-13 | 一种工具自动上料组装设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115837580A CN115837580A (zh) | 2023-03-24 |
| CN115837580B true CN115837580B (zh) | 2023-05-16 |
Family
ID=85579626
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310103053.5A Active CN115837580B (zh) | 2023-02-13 | 2023-02-13 | 一种工具自动上料组装设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115837580B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116511888B (zh) * | 2023-07-05 | 2023-09-12 | 四川华体照明科技股份有限公司 | 一种路侧能源柱电池模块安装设备 |
| CN116922040B (zh) * | 2023-09-18 | 2023-11-28 | 招远市宏润机具制造有限公司 | 管钳组装设备 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110421105A (zh) * | 2019-07-30 | 2019-11-08 | 柳州市工大机械有限公司 | 一种锻造生产线 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE20206244U1 (de) * | 2002-04-19 | 2002-08-08 | Sta Co Mettallerzeugnisse Gmbh | Schnellmontageset |
| CN204056940U (zh) * | 2014-09-16 | 2014-12-31 | 海盐忠明机械有限公司 | 一种t铁加工进料装置 |
| CN104772645B (zh) * | 2015-04-30 | 2017-04-05 | 荆州恒隆汽车零部件制造有限公司 | 一种汽车转向器轴类零部件加工的上料车台 |
| CN106002251B (zh) * | 2016-07-06 | 2018-02-09 | 苏州科技学院 | 前卡钳装配线和装配方法 |
| CN108705301B (zh) * | 2018-05-24 | 2020-06-26 | 李广 | 一种家用美式管钳组装设备 |
| CN110842543A (zh) * | 2019-11-19 | 2020-02-28 | 成都冠禹科技有限公司 | 一种消化内科用取样钳的装配设备 |
| CN111152021B (zh) * | 2020-03-10 | 2021-11-30 | 湖南石门宝川连杆制造有限责任公司 | 一种可调式稳定杆连杆的全自动组装设备 |
| CN112192542B (zh) * | 2020-10-15 | 2022-01-14 | 安徽新工科智能科技有限责任公司 | 一种自动装填机器人 |
| CN216501207U (zh) * | 2021-12-17 | 2022-05-13 | 葛罗宁根(上海)清洁技术有限公司 | 一种用于清洗的水射流角度可调的法兰夹具 |
-
2023
- 2023-02-13 CN CN202310103053.5A patent/CN115837580B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110421105A (zh) * | 2019-07-30 | 2019-11-08 | 柳州市工大机械有限公司 | 一种锻造生产线 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115837580A (zh) | 2023-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115837580B (zh) | 一种工具自动上料组装设备 | |
| CN112045239B (zh) | 一种铝型材切割装置 | |
| CN112474925A (zh) | 一种自动上料的金属管折弯设备及其折弯工艺 | |
| CN212145052U (zh) | 一种电焊机自动上料装置 | |
| CN111975286A (zh) | 一种用于多批量金属棒手柄的高效滚花加工设备 | |
| CN214921712U (zh) | 一种用于气动助力机械手的对中精准焊接装置 | |
| CN210280847U (zh) | 全自动割管机 | |
| CN112474926A (zh) | 一种金属管折弯装置及折弯方法和设备 | |
| CN111300728A (zh) | 一种用于通信的功分器腔体加工设备 | |
| CN112340400A (zh) | 一种用于生产铝合金门窗的送料装置 | |
| CN115156779A (zh) | 一种压缩机上盖与排气管、螺栓的全自动焊接生产线 | |
| CN214140548U (zh) | 型材锯切用上料装置 | |
| CN111266813B (zh) | 一种用于通信的功分器腔体加工方法 | |
| CN113714373A (zh) | 一种旋压设备及其使用方法 | |
| CN209532287U (zh) | 一种具有定位夹紧机构的多轴卧式开孔机 | |
| CN213702395U (zh) | 一种升降杆组装设备 | |
| CN113263082B (zh) | 一种新能源汽车配套设施 | |
| CN220825334U (zh) | 一种电机轴生产用校直装置 | |
| CN220536908U (zh) | 一种便于下料的脱袜机构 | |
| CN219632408U (zh) | 一种圆钢加工用具有夹持功能的折弯机 | |
| CN216991022U (zh) | 一种炮塔铣床的进料装置 | |
| CN220613181U (zh) | 一种液压油缸加工上料机构 | |
| CN220287839U (zh) | 一种用于冷却热套后的泵体和转子的冷却炉 | |
| CN217534550U (zh) | 一种套管全自动上下料设备 | |
| CN111252584B (zh) | 一种用于功分器腔体加工的输送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |