CN115504010A - 电池变距装置及其下料装盘机 - Google Patents
电池变距装置及其下料装盘机 Download PDFInfo
- Publication number
- CN115504010A CN115504010A CN202211034722.XA CN202211034722A CN115504010A CN 115504010 A CN115504010 A CN 115504010A CN 202211034722 A CN202211034722 A CN 202211034722A CN 115504010 A CN115504010 A CN 115504010A
- Authority
- CN
- China
- Prior art keywords
- adsorption
- pitch
- battery
- tray
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000945 filler Substances 0.000 title claims description 8
- 238000007599 discharging Methods 0.000 title description 17
- 238000001179 sorption measurement Methods 0.000 claims abstract description 234
- 238000006073 displacement reaction Methods 0.000 claims abstract description 34
- 239000000463 material Substances 0.000 claims abstract description 25
- 239000013307 optical fiber Substances 0.000 claims description 22
- 230000008859 change Effects 0.000 claims description 9
- 238000000034 method Methods 0.000 description 7
- 230000008569 process Effects 0.000 description 5
- 238000009423 ventilation Methods 0.000 description 5
- 238000001514 detection method Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000010521 absorption reaction Methods 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 230000004308 accommodation Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/10—Feeding, e.g. conveying, single articles
- B65B35/16—Feeding, e.g. conveying, single articles by grippers
- B65B35/18—Feeding, e.g. conveying, single articles by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/52—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using roller-ways or endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/10—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged
- B65B57/14—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged and operating to control, or stop, the feed of articles or material to be packaged
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
本发明公开了一种电池变距装置包括:固定吸附组件及变距吸附组件,固定吸附组件包括吸附固定板,吸附固定板上设置有多个吸附固定端,相邻两个吸附固定端之间设置有变距间隙;变距吸附组件包括吸附滑动板及位移模组,吸附滑动板上设置有多个变距吸附端,位移模组用于带动吸附滑动板向吸附固定板的方向进行移动,以使各变距吸附端一一对应设置于各变距间隙内。本发明的电池变距装置通过设置固定吸附组件及变距吸附组件,从而能够通过位移模组带动吸附滑动板向吸附固定板的方向进行移动,使各变距吸附端一一对应设置于各变距间隙内,如此,可以实现电池的变距,之后通过机械手将整排电池直接装入至料盘内,从而提高了电池的下料装盘效率。
Description
技术领域
本发明涉及电池生产制造技术领域,特别是涉及一种电池变距装置及其下料装盘机。
背景技术
在电池生产制造过程中,需要对电池进行下料装盘操作,例如,在电池尺寸检测及外观检测过程中,为了提高检测精度,一般会将电池与电池之间的中心距离设置得相对较宽,而在下料装盘时,现有的电池下料机构不能做到变距,所以一般会使用以下两种方式进行下料:
1、将料盘电池放置腔之间的间距设置成与检测线上的电池与电池的中心间距相同,从而能够直接通过机械手将整排电池装进料盘中,但是这种方式会导致料盘的空间利用率低,造成浪费。
2、通过机械手将电池一个个分别装进料盘中,但是,这种方式的下料效率极其低下。
发明内容
本发明的目的是克服现有技术中的不足之处,提供一种带有电池变距功能,且变距方式简单,从而提高电池下料装盘效率的电池变距装置及其下料装盘机。
本发明的目的是通过以下技术方案来实现的:
一种电池变距装置包括:固定吸附组件及变距吸附组件,所述固定吸附组件包括吸附固定板,所述吸附固定板上设置有多个吸附固定端,相邻两个所述吸附固定端之间设置有变距间隙;所述变距吸附组件包括吸附滑动板及位移模组,所述吸附滑动板上设置有多个变距吸附端,所述位移模组与所述吸附滑动板连接,所述位移模组用于带动所述吸附滑动板向所述吸附固定板的方向进行移动,以使各所述变距吸附端一一对应设置于各所述变距间隙内。
在其中一个实施例中,所述固定吸附组件还包括多个吸附盘,各所述吸附盘一一对应设置于各所述吸附固定端上,各所述吸附盘分别用于对电池进行吸附固定。
在其中一个实施例中,所述固定吸附组件还包括升降驱动件,所述升降驱动件与所述吸附固定板连接,所述升降驱动件用于带动所述吸盘固定板进行升降运动。
在其中一个实施例中,所述升降驱动件为升降气缸。
在其中一个实施例中,所述变距吸附组件还包括多个变距吸附固定盘,各所述变距吸附固定盘一一对应设置于各所述变距吸附端上,各所述变距吸附固定盘分别用于对电池进行吸附固定。
在其中一个实施例中,所述位移模组包括推料气缸,所述推料气缸与所述吸附滑动板连接,所述推料气缸与用于带动所述吸附滑动板向所述吸附固定板的方向进行往复式位移。
一种下料装盘机,包括上述的电池变距装置,还包括料盘输送装置、送料装置及机械手,所述料盘输送装置设置于所述送料装置的一侧,所述机械手位于所述送料装置及所述料盘输送装置之间,所述机械手与所述电池变距装置连接,所述机械手用于带动所述电池变距装置在所述料盘输送装置及所述送料装置之间进行往复式位移。
在其中一个实施例中,所述机械手包括搬运模组及滑动板,所述滑动板滑动设置于所述搬运模组上,所述滑动板的一端与所述固定吸附组件连接,所述滑动板的另一端与所述变距吸附组件连接。
在其中一个实施例中,所述送料装置包括传送带及电池治具,所述电池治具设置于所述传送带上,所述固定吸附组件及所述变距吸附组件分别位于所述电池治具的上方。
在其中一个实施例中,所述料盘输送装置包括料盘输送带及光纤传感器,所述料盘输送带上设置有料盘放置区,所述光纤传感器设置于所述料盘放置区的两侧。
与现有技术相比,本发明至少具有以下优点:
本发明的电池变距装置通过设置固定吸附组件及变距吸附组件,从而能够通过吸附固定端及变距吸附端分别对电池进行吸附固定,并通过位移模组带动吸附滑动板向吸附固定板的方向进行移动,使各变距吸附端一一相对应进入各变距间隙内,如此,在下料装盘前就可以改变电池与电池之间的中心间距,并且电池与电池之间的中心间距与料盘电池放置腔的间距相匹配,所以可以直接通过机械手将整排电池装入至料盘中,从而提高了电池的下料装盘效率。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍。
图1为本发明一实施例中的下料装盘机的结构示意图;
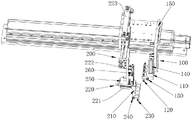
图2为图1的电池变距装置及机械手的结构示意图。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。
结合图1与图2所示,一种电池变距装置11包括:固定吸附组件100及变距吸附组件200,固定吸附组件100包括吸附固定板110,吸附固定板110上设置有多个吸附固定端,相邻两个吸附固定端之间设置有变距间隙;变距吸附组件200包括吸附滑动板210及位移模组220,吸附滑动板210上设置有多个变距吸附端,位移模组220与吸附滑动板210连接,位移模组220用于带动吸附滑动板210向吸附固定板110的方向进行移动,以使各变距吸附端一一对应设置于各变距间隙内。
需要说明的是,吸附固定板110呈爪型结构,吸附固定板110上设置有多个吸附固定端,吸附固定端为向外凸起的方块结构,优选的,吸附固定端设置有4个,各吸附固定端用于对电池20进行吸附固定,且各吸附固定端分别与工位处的电池治具上各个电池固定腔相对齐;同样的,吸附滑动板210也呈爪型结构,吸附滑动板210上设置有多个变距吸附端,变距吸附端为向外凸起的方块结构,优选的,变距吸附端设置有4个,各变距吸附端用于对电池20进行吸附固定,且各变距吸附端分别与电池治具上的各个电池固定腔相对齐。进一步地,吸附固定板110上的相邻两个吸附固定端之间设置有变距间隙,吸附滑动板210上的相邻两个变距吸附端也设置有容纳间隙,当各个吸附固定端及各个变距吸附端均吸附固定了电池20之后,位移模组220带动吸附滑动板210向吸附固定板110的方向进行移动,并且使各变距吸附端一一对应插入进各变距间隙内,同样的,各吸附固定端一一对应插入进各容纳间隙内,如此,呈爪型结构的吸附固定板110与呈爪型结构的吸附滑动板210则组合拼接成一体,即变距吸附端上的各个电池分别间隔插入进吸附固定板110上的各个电池20之间的间隙内,从而使所有被吸附固定的电池20整齐排列成一排,且使电池与电池之间的中心间距与料盘电池放置腔的间距相匹配,如此,完成变距之后的电池20,便可以直接通过对应的机械手将整排电池20直接搬运至料盘进行放置,而无需将电池一个个放入进料盘,从而极大提高了电池20的下料装盘效率。
进一步地,在本实施例中,为了保证在进行电池变距的时候,不会出现位置偏移,各所述变距吸附端朝向各所述变距间隙的一侧上设置有变距定位孔。
需要说明的是,各变距吸附端朝向各变距间隙的一侧上设置有变距定位孔,同样的,各变距间隙朝向变距吸附端的一侧上也设置有变距定位柱,当各变距吸附端插入进各变距间隙内时,各变距定位柱与各变距定位孔相连接,如此,可以避免电池20在变距过程中出现位置偏移。
一实施方式中,固定吸附组件100还包括多个吸附盘120,各吸附盘120一一对应设置于各吸附固定端上,各吸附盘120分别用于对电池20进行吸附固定。
需要说明的是,各吸附固定端朝向电池治具的一面上开设有连接孔,各吸附盘120的连接端与连接孔相对齐,例如,各吸附盘120可采用螺纹连接的方式分别固定在各吸附固定端上,如此,可以方便后续将吸附盘120进行拆卸更换。
进一步,固定吸附组件100还包括第一通气嘴130,第一通气嘴130设置于吸附固定板110的一侧,
需要说明的是,第一通气嘴130用于对吸附盘120进行通气,第一通气嘴130设置于吸附固定板110的一侧,相应的,吸附固定板110上设置有与第一通气嘴130相对应的安装孔,例如,第一通气嘴130可以采用螺纹连接的方式固定在吸附固定板110上,如此,可以方便后续对第一通气嘴130进行拆卸更换。在本实施例中,所述吸附固定板110为内部中空结构,且第一通气嘴130与各吸附固定端上的吸附盘120连通,在对电池20进行吸附固定操作过程中,第一通气嘴130与通气设备连通,气体通过第一通气嘴130进入到吸附固定板110的内部中空腔体中,并与各吸附盘120连通,通气后的各吸附盘120产生吸附力,与电池20的上表面接触之后,便可以紧紧将电池20进行吸附固定,具体的,例如,吸附盘120与电池20的吸附接触端可采用橡胶等弹性材质,如此,在对电池20进行吸附固定时,可以避免电池20出现刮伤的现象。如此,通过将吸附固定板110设置为内部中空结构,便无需在吸附盘120外部连接通气管道,可以使固定吸附组件100的结构更为紧凑。
进一步地,固定吸附组件100还包括升降驱动件140,升降驱动件140与吸附固定板110连接,升降驱动件140用于带动吸附固定板110进行升降运动。
需要说明的是,当对应工位处的传送带移送电池治具到达固定吸附组件100时,电池治具上各个电池20分别对应吸附固定板110上的各个吸附盘120,升降驱动件140带动吸附固定板110向电池治具的方向下降,各个吸附盘120通气,分别将电池治具上各个电池20进行吸附固定,完成电池20的吸附固定后,升降驱动件140回缩,同时带动吸附固定板110向远离电池治具的方向移动,并回到初始位置等待进行变距操作。在本实施例中,升降驱动件140为升降气缸。
一实施方式中,变距吸附组件200还包括多个变距吸附固定盘230,各变距吸附固定盘230一一对应设置于各变距吸附端上,各变距吸附固定盘230分别用于对电池20进行吸附固定。
需要说明的是,各变距吸附端朝向工位处的电池治具的一面上开设有连接孔,各变距吸附固定盘230的连接端与连接孔相对齐,例如,各变距吸附固定盘230可采用螺纹连接的方式分别固定在各变距吸附端上,如此,可以方便后续将变距吸附固定盘230进行拆卸更换。
一实施方式中,所述变距吸附组件200还包括第二通气嘴240,所述第二通气嘴240设置于所述吸附滑动板210的一侧。
需要说明的是,第二通气嘴240用于对变距吸附固定盘230进行通气,第二通气嘴240设置于吸附滑动板210的一侧,相应的,吸附滑动板210上设置有与第二通气嘴240相对应的安装孔,例如,第二通气嘴240可以采用螺纹连接的方式固定在吸附滑动板210上,如此,可以方便后续对第二通气嘴240进行拆卸更换。在本实施例中,所述吸附滑动板210为内部中空结构,且第二通气嘴240与各变距吸附端上的变距吸附固定盘230连通,在对电池20进行吸附固定操作过程中,第二通气嘴240与通气设备连通,气体通过第二通气嘴240进入到吸附滑动板210的内部中空腔体中,并与各变距吸附固定盘230连通,通气后的各变距吸附固定盘230产生吸附力,与电池20的上表面接触之后,便可以紧紧将电池20进行吸附固定,具体的,例如,变距吸附固定盘230与电池20的吸附接触端可采用橡胶等弹性材质,如此,在对电池20进行吸附固定时,可以避免电池20出现刮伤的现象。如此,通过将吸附滑动板210设置为内部中空结构,便无需在变距吸附固定盘230外部连接通气管道,可以使变距吸附组件200的结构更为紧凑。
一实施方式中,位移模组220包括推料气缸221,推料气缸221与吸附滑动板210连接,推料气缸221与用于带动吸附滑动板210向吸附固定板110的方向进行往复式位移。
需要说明的是,通过推料气缸221带动吸附滑动板210进行纵向移动,从而使各吸附滑动板210上的各变距吸附端进入吸附固定板110上的各变距间隙。
进一步地,所述变距吸附组件200还包括固定块250及下料气缸260,所述固定块250设置于所述推料气缸221上,所述固定块250与所述下料气缸260连接,所述下料气缸260用于带动所述固定块250进行升降运动。
需要说明的是,推料气缸221驱动端与吸附滑动板210连接,固定块250设置于推料气缸221上,在下料气缸260带动固定块250进行升降运动的同时,推料气缸221以及与推料气缸221连接的吸附滑动板210也跟着一起进行升降运动。当对应工位上的传送带移送电池治具到达变距吸附组件200时,电池治具上各个电池20分别对应吸附滑动板210上的各个变距吸附固定盘230,下料气缸260带动固定块250向电池治具的方向下降,各个变距吸附固定盘230通气,分别将电池治具上各个电池20进行吸附固定,完成电池20的吸附固定后,下料气缸260回缩,带动固定块250向上移动,从而使吸附滑动板210向远离电池治具的方向移动,并回到初始位置。
进一步地,在本实施例中,所述位移模组220还包括固定板222及横移气缸223,所述固定板222的一端与所述横移气缸223连接,所述固定板222的另一端设置在下料气缸260的一侧上,所述横移气缸223用于带动固定板222进行横向往复式位移。
需要说明的是,固定板222呈“L”字型结构,固定板222凸出的短部与横移气缸223连接,固定板222凸出的长部则与下料气缸260连接,如此,可以使横移气缸223及下料气缸260与固定板222的连接更加稳固。
一种下料装盘机10包括:电池变距装置11、料盘输送装置12、送料装置13及机械手14,料盘输送装置12设置于送料装置13的一侧,机械手14位于送料装置13及料盘输送装置12之间,机械手14与电池变距装置11连接,机械手14用于带动电池变距装置11在料盘输送装置12及送料装置13之间进行往复式位移。
需要说明的是,送料装置13上设置有待下料装盘的电池20,料盘输送装置12上设置有下料区,空料盘停留在下料区处,等待电池20的下料装盘;通过电池变距装置11完成电池20的吸附固定以及改变电池与电池之间的中心距离,并且使电池与电池之间的中心间距与料盘电池放置腔的间距相匹配,如此,可以直接通过机械手14直接将整排电池20从送料装置13处搬运至下料区的空料盘中。在进行下料装盘操作过程中,送料装置13输送电池20往电池变距装置11的方向移动,当待下料装盘的电池20到达电池变距装置11的正下方后,送料装置13暂停移动,并由电池变距装置11对送料装置13上的多个电池20进行吸附固定并搬离送料装置13,而后通过电池变距装置11实现电池20的变距,最后由机械手14将电池变距装置11搬运至下料区处的空料盘处,从而完成电池20的下料装盘操作。如此,便无需将电池20一个个依次装入至料盘中,从而提高了电池20的下料装盘效率。
一实施方式中,机械手14包括搬运模组14a及滑动板14b,滑动板14a滑动设置于搬运模组14a上,滑动板14a的一端与固定吸附组件100连接,滑动板14b的另一端与变距吸附组件200连接。
需要说明的是,机械手14还包括支撑架14c,支撑架14c位于送料装置13与料盘输送装置12之间,搬运模组14a设置于支撑架14c上,如此,通过支撑架14c,使搬运模组14a位于送料装置13与料盘输送装置12的上方;优选的,搬运模组14a为直线导轨及伺服电机驱动结构,如此,可以提高电池变距装置11移动的稳定性,避免待下料装盘电池20在搬运过程中出现晃动而相互碰撞;滑动板14a的一端与固定吸附组件100连接,滑动板14b的另一端与变距吸附组件200连接,如此,在固定吸附组件100与变距吸附组件200完成电池变距之后,可以直接通过搬运模组14a搬运至下料区的料盘中;具体地,固定吸附组件100还包括固定架150,固定架150为“L”字一体成型结构,固定架150的一端与滑动板14b的一端连接,例如,固定架150采用螺栓或螺钉等螺接件进行安装固定,固定架150远离滑动板14b的一端则与吸附固定板110连接;此外,固定架150上还开设有限位开槽,相对应的滑动板14b上也开设有限位孔,限位开槽与限位孔相对齐,例如,限位开槽与限位孔可以通过销钉或螺栓等方式进行固定,从而方便拆卸,限位开槽与限位孔用于对固定架150进行进一步地限位固定,从而保证固定架150的稳固性;而滑动板14b与变距吸附组件200的一端则设置有安装凸起部,变距吸附组件200与滑动板14b上的安装凸起部连接。
如图1所示,一实施方式中,送料装置13包括传送带13a及电池治具13b,电池治具13b设置于传送带13a上,固定吸附组件100及变距吸附组件200分别位于电池治具13b的上方。
需要说明的是,传送带13a还设置有连接板,连接板为“L”字型结构,连接板上设置有向上延伸的凸起部,电池治具13b设置于凸起部上,电池治具13b上开设有安装通孔,相对应的,凸起部上也设置有安装孔,电池治具13b上的安装通孔与凸起部上的安装孔相对齐,例如,电池治具13b可以采用螺栓或螺钉等螺接件进行安装固定,如此,可以方便后续的维修更换;进一步地,传送带13a为链条式传送带,链条式传送带具有输送速度准确且稳定的优点,可以确保准确的同步输送,电池治具13b设置有多个,各个电池治具13b间隔设置在传送带13a上,传送带13a源源不断地移送电池治具13b到固定吸附组件100及变距吸附组件200的下方,如此,可以方便固定吸附组件100及变距吸附组件200对电池治具13b上的电池进行吸附固定。在本实施例中,所述电池治具13b设置有多个电池固定腔,所述电池固定腔上设置有导向倾斜面,优选的,各个电池治具13b上的电池固定腔均设置有4个,固定吸附组件100及变距吸附组件200分别将电池治具13b上的4个电池20全部进行吸附固定,相对应的,料盘上每一横排可以放置8个电池,固定吸附组件100与变距吸附组件200对电池20进行变距之后,固定吸附组件100的4个电池与变距吸附组件200上的4个电池并排对齐,如此,可以直接通过机械手14将固定吸附组件100与变距吸附组件200移送到下料区并将排列整齐的8个电池20直接装入料盘中,如此,极大提高了电池20的下料装盘效率;此外,电池固定腔上设置有导向倾斜面,通过导向倾斜面可以方便快速地将电池20放入电池固定腔中。
进一步地,所述电池治具13b上开设有光纤避位槽,所述光纤避位槽与所述电池固定腔相连通。
需要说明的是,在传送带13a的一侧上设置有光纤传感器,当电池治具13b被缓慢移送到光纤传感器处时,光纤发射端与光纤避位槽相对齐,光纤传感器发射的光纤穿过光纤避位槽,如若电池治具13b上放置有电池,则光纤将会反射回光纤传感器中,从而判断电池固定腔是否放置有电池,如此,可以避免后续在下料装盘中出现空料现象;电池治具13b移动到固定吸附组件100与变距吸附组件200的下方区域,传送带13a上还设置有到位传感器,通过到位传感器可以精确控制电池治具13b暂停的位置,从而方便固定吸附组件100与变距吸附组件200快速吸附固定电池治具13b上的电池20。
一实施方式中,料盘输送装置12包括料盘输送带12a及光纤传感器12b,料盘输送带12a上设置有料盘放置区,光纤传感器12b设置于料盘放置区的两侧。
需要说明的是,料盘输送带12a为皮带输送带,皮带输送带具有结构简单、维修方便、部件标准化等优点,如此,通过皮带输送带运输料盘可以方便后续维修;料盘输送装置12上设置有下料区,下料区位于料盘输送带12a的末端,同时位于机械手的下方,如此,可以方便电池20的下料装盘,料盘输送带12a将料盘运送到下料区处后,料盘将被固定在下料区,等待电池20的下料装盘操作,当料盘被装满电池20之后,由料盘搬运机械手将满料盘从料盘输送带12a上搬走。此外,光纤传感器12b位于在下料区的一侧,光纤传感器12b的发射端设置在料盘放置区的两侧,光纤传感器12b用于识别料盘是否即将进入下料区。
如图1所示,进一步地,为了使料盘停留在下料区,且同时不影响后续料盘的继续输送,提高电池20下料装盘效率,所述料盘输送装置12还包括顶出模组12c,所述料盘输送带12a上设置有下料区,所述顶出模组12c设置于所述下料区处,所述料盘输送带12a带动所述料盘到达下料区时,所述顶出模组12c用于将所述料盘从料盘输送带12a中顶起,以使所述料盘停留在所述下料区处。
需要说明的是,料盘输送带12a带动料盘到达下料区时,通过顶出模组12c将料盘从料盘输送带12a中顶起,如此,可以使料盘停留在下料区处,等待电池20的下料装盘,且不影响料盘输送带12a继续运送料盘,当下一个料盘移动到光纤传感器12b处时,由光纤传感器12b进行识别,从而控制下一个料盘停留在下料区的一侧,并等待进入下料区,当下料区上的料盘已经装满电池20,将由料盘搬运机械手将已满料的料盘搬走,已满料的料盘搬走后,料盘输送带12a继续运送下一个料盘进入到下料区,下一个料盘进入到下料区后,由顶出模组12c将料盘顶起,如此,可以使料盘不间断地进入到下料区,从而提高电池20下料装盘效率。在本实施例中,所述顶出模组12c包括顶出气缸及顶出柱,所述顶出柱位于所述下料区的下方,所述顶出柱与所述顶出气缸连接,所述顶出气缸用于带动所述顶出柱向所述料盘方向进行往复式位移,如此,可以通过顶出气缸驱动顶出柱将料盘顶起。
进一步地,为了避免顶出柱顶起料盘时,导致料盘出现倾斜,所述顶出模组12c还包括顶出限位件,所述顶出限位件设置于所述下料区的一侧。
需要说明的是,通过顶出限位件对料盘进行限位固定,从而避免料盘从料盘输送带12a的两侧上倾倒。
进一步地,所述顶出限位件包括限位板及限位气缸,所述限位板设置于所述下料区的一侧,所述限位板设置有向料盘方向延伸的限位凸起部,所述限位气缸与所述限位板连接,所述限位气缸用于带动所述限位板向料盘的方向进行往复式位移。
需要说明的是,顶出限位件设置有两个,两个顶出限位件分别位于下料区的两侧,且各个顶出限位件分别安装固定在料盘输送带12a一侧上,等料盘进入到下料区后,顶出气缸驱动顶出柱将料盘顶起,并由两侧的顶出限位件进行限位固定,当料盘装满电池20之后,两侧的限位气缸将分别带动两侧的限位板向远离料盘的方向移动,当两侧限位板上的限位凸起部完全远离料盘后,再由料盘搬运机械手将已满料的料盘搬走。
在进行电池变距操作前,变距吸附组件200上的变距吸附端与固定吸附组件100上的吸附固定端沿着传送带13a输送方向依次对齐排列,沿着传送带13a输送方向的第一个电池治具13停留在吸附固定端的正下方,而第二个电池治具13则停留在变距吸附端的正下方,分别对第一个电池治具13的电池及第二个电池治具13的电池进行吸附固定并从电池治具13中搬离后,吸附固定端与变距吸附端处于同一水平高度;在进行电池变距过程中,推料气缸221回缩,带动吸附滑动板210向远离吸附固定板110的方向移动,从而使吸附滑动板210与吸附固定板110相互错开;接着,横移气缸223启动,从而使吸附滑动板210沿着传送带13a输送方向移动,直到使吸附滑动板210上的变距吸附端与吸附固定板110上的变距间隙相对齐后,横移气缸223停止驱动;最后,推料气缸221再次启动,推动吸附滑动板210向吸附固定板110的方向移动,直到使吸附滑动板210上的变距吸附端完全插入进吸附固定板110上的变距间隙内,推料气缸221停止驱动,此时,吸附滑动板210与吸附固定板110组合拼接为一体,从而完成了电池20的变距操作;完成电池20的变距操作后,由机械手14直接移送电池变距装置11到料盘输送装置12处进行电池20下料装盘。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以作出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
Claims (10)
1.一种电池变距装置,其特征在于,包括:
固定吸附组件,所述固定吸附组件包括吸附固定板,所述吸附固定板上设置有多个吸附固定端,相邻两个所述吸附固定端之间设置有变距间隙;及
变距吸附组件,所述变距吸附组件包括吸附滑动板及位移模组,所述吸附滑动板上设置有多个变距吸附端,所述位移模组与所述吸附滑动板连接,所述位移模组用于带动所述吸附滑动板向所述吸附固定板的方向进行移动,以使各所述变距吸附端一一对应设置于各所述变距间隙内。
2.根据权利要求1所述的电池变距装置,其特征在于,所述固定吸附组件还包括多个吸附盘,各所述吸附盘一一对应设置于各所述吸附固定端上,各所述吸附盘分别用于对电池进行吸附固定。
3.根据权利要求2所述的电池变距装置,其特征在于,所述固定吸附组件还包括升降驱动件,所述升降驱动件与所述吸附固定板连接,所述升降驱动件用于带动所述吸盘固定板进行升降运动。
4.根据权利要求3所述的电池变距装置,其特征在于,所述升降驱动件为升降气缸。
5.根据权利要求4所述的电池变距装置,其特征在于,所述变距吸附组件还包括多个变距吸附固定盘,各所述变距吸附固定盘一一对应设置于各所述变距吸附端上,各所述变距吸附固定盘分别用于对电池进行吸附固定。
6.根据权利要求5所述的电池变距装置,其特征在于,所述位移模组包括推料气缸,所述推料气缸与所述吸附滑动板连接,所述推料气缸与用于带动所述吸附滑动板向所述吸附固定板的方向进行往复式位移。
7.一种下料装盘机,包括权利要求1-6中任意一项所述的电池变距装置,其特征在于,还包括料盘输送装置、送料装置及机械手,所述料盘输送装置设置于所述送料装置的一侧,所述机械手位于所述送料装置及所述料盘输送装置之间,所述机械手与所述电池变距装置连接,所述机械手用于带动所述电池变距装置在所述料盘输送装置及所述送料装置之间进行往复式位移。
8.根据权利要求7所述的下料装盘机,其特征在于,所述机械手包括搬运模组及滑动板,所述滑动板滑动设置于所述搬运模组上,所述滑动板的一端与所述固定吸附组件连接,所述滑动板的另一端与所述变距吸附组件连接。
9.根据权利要求8所述的下料装盘机,其特征在于,所述送料装置包括传送带及电池治具,所述电池治具设置于所述传送带上,所述固定吸附组件及所述变距吸附组件分别位于所述电池治具的上方。
10.根据权利要求7或8所述的下料装盘机,其特征在于,所述料盘输送装置包括料盘输送带及光纤传感器,所述料盘输送带上设置有料盘放置区,所述光纤传感器设置于所述料盘放置区的两侧。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211034722.XA CN115504010A (zh) | 2022-08-26 | 2022-08-26 | 电池变距装置及其下料装盘机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211034722.XA CN115504010A (zh) | 2022-08-26 | 2022-08-26 | 电池变距装置及其下料装盘机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115504010A true CN115504010A (zh) | 2022-12-23 |
Family
ID=84501320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211034722.XA Pending CN115504010A (zh) | 2022-08-26 | 2022-08-26 | 电池变距装置及其下料装盘机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115504010A (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09290917A (ja) * | 1996-04-30 | 1997-11-11 | Matsushita Electric Ind Co Ltd | 円筒型電池の整列供給装置 |
| CN111470312A (zh) * | 2020-04-09 | 2020-07-31 | 孙洋 | 一种用于耳机线圈体组装的线圈体上料装置和方法 |
| CN112455751A (zh) * | 2020-11-02 | 2021-03-09 | 无锡先导智能装备股份有限公司 | 搬运装置及电芯打包设备 |
| CN212944181U (zh) * | 2020-07-30 | 2021-04-13 | 惠州市德合盛科技有限公司 | 电池分选设备 |
| CN213622154U (zh) * | 2020-07-08 | 2021-07-06 | 惠州金源精密自动化设备有限公司 | 装盘机构 |
| CN214493501U (zh) * | 2021-02-05 | 2021-10-26 | 赵保伟 | 一种电池自动装配装置 |
| CN215755194U (zh) * | 2021-09-26 | 2022-02-08 | 苏州萨瓦智能科技有限公司 | 一种自动变距电池取料机构 |
| CN216128498U (zh) * | 2021-08-27 | 2022-03-25 | 浙江诚达机械股份有限公司 | 一种电池包装机的加料机构 |
| CN216154959U (zh) * | 2021-08-24 | 2022-04-01 | 昆山宣实精密机械有限公司 | 一种高精度搬运变距装置 |
-
2022
- 2022-08-26 CN CN202211034722.XA patent/CN115504010A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09290917A (ja) * | 1996-04-30 | 1997-11-11 | Matsushita Electric Ind Co Ltd | 円筒型電池の整列供給装置 |
| CN111470312A (zh) * | 2020-04-09 | 2020-07-31 | 孙洋 | 一种用于耳机线圈体组装的线圈体上料装置和方法 |
| CN213622154U (zh) * | 2020-07-08 | 2021-07-06 | 惠州金源精密自动化设备有限公司 | 装盘机构 |
| CN212944181U (zh) * | 2020-07-30 | 2021-04-13 | 惠州市德合盛科技有限公司 | 电池分选设备 |
| CN112455751A (zh) * | 2020-11-02 | 2021-03-09 | 无锡先导智能装备股份有限公司 | 搬运装置及电芯打包设备 |
| CN214493501U (zh) * | 2021-02-05 | 2021-10-26 | 赵保伟 | 一种电池自动装配装置 |
| CN216154959U (zh) * | 2021-08-24 | 2022-04-01 | 昆山宣实精密机械有限公司 | 一种高精度搬运变距装置 |
| CN216128498U (zh) * | 2021-08-27 | 2022-03-25 | 浙江诚达机械股份有限公司 | 一种电池包装机的加料机构 |
| CN215755194U (zh) * | 2021-09-26 | 2022-02-08 | 苏州萨瓦智能科技有限公司 | 一种自动变距电池取料机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107813137B (zh) | 一种用于装配轴承的加工设备 | |
| CN112520413B (zh) | 全自动老化测试上下料系统及方法 | |
| CN113120304A (zh) | 一种注塑车间自动摆盘设备 | |
| CN110977414B (zh) | 一种马达转子主磁块压入设备 | |
| CN109378153B (zh) | 一种全自动多极充磁及检测一体设备 | |
| CN209680603U (zh) | 电池检测分档一体机 | |
| CN111376033A (zh) | 一种密封圈组装设备 | |
| CN112192207A (zh) | 一种电源盒自动组装设备 | |
| CN114247662A (zh) | 芯片筛选装置和芯片检测产线 | |
| CN111891608A (zh) | 一种层装物料的上下料机构 | |
| CN115504010A (zh) | 电池变距装置及其下料装盘机 | |
| CN112238057A (zh) | 多工位检测装置 | |
| CN111229618A (zh) | 一种锂电池自动检测及喷码设备 | |
| CN216189185U (zh) | 一种标准化料盘自动循环上料存盘加工装置 | |
| CN211865869U (zh) | 收料装置及锂电池老化分选设备 | |
| CN112605003B (zh) | 一种多工位的锂电池盖帽气密性检测设备及其实现方法 | |
| CN212975947U (zh) | 一种物料模块的测试装置 | |
| CN210914354U (zh) | 一种模组转盘设备 | |
| CN218433696U (zh) | 一种移液吸头自动下料装置 | |
| CN109590739A (zh) | 一种小儿吊瓶筒体组装线 | |
| CN108637672B (zh) | 变速箱全自动智能组装工艺 | |
| CN220077864U (zh) | 一种激光芯片测试用上料机构 | |
| CN111359842A (zh) | 一种玻璃摆料点胶uv机 | |
| CN217859782U (zh) | 一种双通道对开式物料装配机 | |
| CN220244749U (zh) | 一种数控刀片整列机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |