CN115491663B - 燃料电池金属极板涂层厚度在线监控装置 - Google Patents
燃料电池金属极板涂层厚度在线监控装置 Download PDFInfo
- Publication number
- CN115491663B CN115491663B CN202211453834.9A CN202211453834A CN115491663B CN 115491663 B CN115491663 B CN 115491663B CN 202211453834 A CN202211453834 A CN 202211453834A CN 115491663 B CN115491663 B CN 115491663B
- Authority
- CN
- China
- Prior art keywords
- fuel cell
- plate
- lifting
- metal polar
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000446 fuel Substances 0.000 title claims abstract description 90
- 239000002184 metal Substances 0.000 title claims abstract description 81
- 239000011248 coating agent Substances 0.000 title claims abstract description 35
- 238000000576 coating method Methods 0.000 title claims abstract description 35
- 238000012806 monitoring device Methods 0.000 title claims abstract description 18
- 238000001514 detection method Methods 0.000 claims abstract description 49
- 230000007246 mechanism Effects 0.000 claims abstract description 26
- 238000009434 installation Methods 0.000 claims abstract description 13
- 239000000523 sample Substances 0.000 claims description 59
- 230000005540 biological transmission Effects 0.000 claims description 11
- 238000003825 pressing Methods 0.000 claims description 8
- 238000012544 monitoring process Methods 0.000 claims description 5
- 238000010030 laminating Methods 0.000 abstract description 2
- 238000000034 method Methods 0.000 description 13
- 239000010408 film Substances 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 239000010409 thin film Substances 0.000 description 7
- 210000001503 joint Anatomy 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 230000002452 interceptive effect Effects 0.000 description 4
- 230000036470 plasma concentration Effects 0.000 description 3
- 238000000623 plasma-assisted chemical vapour deposition Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 239000012495 reaction gas Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/52—Controlling or regulating the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/50—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating using electric discharges
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B21/00—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant
- G01B21/02—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness
- G01B21/08—Measuring arrangements or details thereof, where the measuring technique is not covered by the other groups of this subclass, unspecified or not relevant for measuring length, width, or thickness for measuring thickness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8878—Treatment steps after deposition of the catalytic active composition or after shaping of the electrode being free-standing body
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electrochemistry (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- General Physics & Mathematics (AREA)
- Fuel Cell (AREA)
Abstract
本发明涉及燃料电池金属极板涂层厚度在线监控装置,包括:涂层设备,所述涂层设备上活动安装有用于对燃料电池的进行承托的承接板;所述涂层设备上还可拆卸的安装有安装架,所述安装架的下部设置有检测组件,所述检测组件同所述安装架上的动力机构连接,所述动力机构可驱使所述检测组件沿燃料电池金属极板的长度方向动作,所述动力机构包括动力组件以及升降组件,所述升降组件可在所述检测组件运动时,带动所述检测组件朝向燃料电池的金属极板运动;所述安装架上还安装有下压机构,所述下压机构在所述检测组件与所述燃料电池的金属极板贴合前与所述燃料电池的金属极板抵接,以实现对燃料电池金属极板多面域的检测,使检测结果更加准确。
Description
技术领域
本发明涉及燃料电池金属极板涂层等离子体监控领域,具体是燃料电池金属极板涂层厚度在线监控装置。
背景技术
在燃料电池的生产过程中,为了避免其金属极板与空气接触发生氧化,大多需要在燃料电池的金属极板上镀覆薄膜。
其中 ,形成薄膜的工序大部分使用化学气相沉积方法或等离子体-增强化学气相沉积方法来进行。用于等离子体增强化学气相沉积的等离子体装置通常包括用于形成反应空间的腔室、用于向腔室供给反应气体的气体供给部、用于向气体供给部供电的电源装置以及用于放置基板的卡盘。
在这种等离子体-增强化学气相沉积方法中,观察等离子体的状态对于形成厚度均匀的薄膜非常重要。但是,现有的等离子体工序监控装置大部分为对分布于腔室内部的等离子体的总浓度进行观察,因此存在即使等离子体分布偏向于腔室的特定部位,也无法检测等离子体的均匀度的问题。
发明内容
本发明的目的在于提供燃料电池金属极板涂层厚度在线监控装置,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
燃料电池金属极板涂层厚度在线监控装置,包括:
涂层设备,所述涂层设备上活动安装有用于对燃料电池的进行承托的承接板;
所述涂层设备上还可拆卸的安装有安装架,所述安装架的下部设置有检测组件,所述检测组件同所述安装架上的动力机构连接,所述动力机构可驱使所述检测组件沿燃料电池金属极板的长度方向动作,所述动力机构包括动力组件以及升降组件,所述升降组件可在所述检测组件运动时,带动所述检测组件朝向燃料电池的金属极板运动;
所述安装架上还安装有下压机构,所述下压机构在所述检测组件与所述燃料电池的金属极板贴合前与所述燃料电池的金属极板抵接。
作为本发明进一步的方案:所述检测组件包括固定安装在所述升降组件远离所述安装架的一端的横置板,所述横置板上等距开设有多个通孔,每个所述通孔内均滑动安装有一个测量探针,所述测量探针的上端部连接有检测装置,所述检测装置通过连接架与所述横置板连接;
所述测量探针上设置有上限位环以及下限位环,且所述测量探针上套设有一号弹簧,所述一号弹簧的一端与所述下限位环连接,另一端与所述升降组件连接。
作为本发明再进一步的方案:所述动力组件包括固定安装在所述安装架上的驱动装置,所述驱动装置的输出轴连接转动安装在所述安装架上的丝杆,所述丝杆上设置有与之螺纹连接的螺纹套筒,所述螺纹套筒与滑动于所述安装架上的滑槽内的滑块固定连接。
作为本发明再进一步的方案:所述升降组件包括连接于所述滑块的移动套板,所述移动套板内滑动安装有升降套板,所述升降套板远离所述滑块的一端与所述横置板固定连接,且所述升降套板与所述移动套板之间通过传动结构连接。
作为本发明再进一步的方案:所述传动结构包括贯穿于所述移动套板转动设置的转轴,所述转轴的一端同轴连接有齿轮,所述齿轮与设置在所述安装架上的齿条板适配;
所述传动结构还包括转动安装在所述移动套板侧壁上的两个槽轮,两个所述槽轮之间套设有牵引线缆,所述牵引线缆通过随动件连接所述升降套板;
其中一个所述槽轮与所述转轴的另一端同轴连接。
作为本发明再进一步的方案:所述齿轮与所述安装架之间设置有用于对于所述齿轮进行限位的锁止结构;
所述锁止结构包括与所述齿轮的转轴固定连接的导向套筒,所述导向套筒与安装在所述安装架上的导向杆适配。
作为本发明再进一步的方案:所述下压机构包括连接所述升降套板的两个滑动套筒,所述滑动套筒与设置在所述安装架内的升降架滑动连接,所述升降架滑动于所述安装架内壁上的导槽;
所述升降架的两端还设置有弹性抵接结构。
作为本发明再进一步的方案:所述弹性抵接结构包括滑动设置在所述升降架两端的抵接杆,所述抵接杆的两端均设置有凸台,且所述抵接杆上套设有二号弹簧,所述二号弹簧的一端与所述升降架连接,另一端与所述抵接杆下端部的所述凸台连接。
与现有技术相比,本发明的有益效果是:
通过设置的多个测量探针,实现对燃料电池金属极板上的薄膜厚度进行多面域检测,并通过转换形成电流值,根据电流值的范围判定薄膜厚度是否符合标准,相较于采用对等离子体浓度检测结果判断薄膜的厚度,本发明检测出的结果更加准确,更具有代表性;
通过联动设置的动力机构以及下压机构,可实现在检测时,对燃料电池进行一定程度的固定,以防止在检测过程中,由于燃料电池发生移动,导致检测结果不准确。
附图说明
图1为燃料电池金属极板涂层厚度在线监控装置实施例的结构示意图。
图2为燃料电池金属极板涂层厚度在线监控装置实施例中又一角度的结构示意图。
图3为燃料电池金属极板涂层厚度在线监控装置实施例中部分安装架去除后的结构示意图。
图4为图3中A处的结构放大示意图。
图5为燃料电池金属极板涂层厚度在线监控装置实施例中检测组件的结构示意图。
图6为燃料电池金属极板涂层厚度在线监控装置实施例中传动结构结构示意图。
图7为燃料电池金属极板涂层厚度在线监控装置实施例中传动结构又一角度的结构示意图。
图8为燃料电池金属极板涂层厚度在线监控装置实施例中下压机构的结构示意图。
图9为燃料电池金属极板涂层厚度在线监控装置实施例中检测装置内部的接线图。
图中:1、涂层设备;2、直线输送模组;3、承接板;4、安装架;5、驱动装置;6、丝杆;7、滑槽;8、螺纹套筒;9、滑块;10、移动套板;11、升降套板;12、滑动套筒;13、测量探针;14、连接架;15、检测装置;16、一号弹簧;17、上限位环;18、下限位环;19、齿轮;20、齿条板;21、导向套筒;22、导向杆;23、槽轮;24、牵引线缆;25、随动件;26、升降架;27、导槽;28、抵接杆;29、二号弹簧;30、活动端;31、横置板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
另外,本发明中的元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
请参阅图1~9,本发明实施例中,燃料电池金属极板涂层厚度在线监控装置,包括:涂层设备1、检测组件、动力机构以及下压机构。
所述涂层设备1上活动安装有用于对燃料电池的进行承托的承接板3,具体的,所述承接板3连接所述涂层设备1上的直线输送模组2,以使承接板3可在直线输送模组2上进行移动;
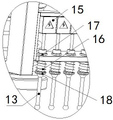
所述涂层设备1上还可拆卸的安装有安装架4,所述安装架4的下部设置有检测组件,所述检测组件包括固定安装在所述升降组件远离所述安装架4的一端的横置板31,所述横置板31上等距开设有多个通孔,每个所述通孔内均滑动安装有一个测量探针13,所述测量探针13的上端部连接有检测装置15,所述检测装置15通过连接架14与所述升降组件连接;
所述测量探针13上设置有上限位环17以及下限位环18,且所述测量探针13上套设有一号弹簧16,所述一号弹簧16的一端与所述下限位环18连接,另一端与所述横置板31连接。
其中,所述检测装置15内设置有电源、工作指示灯、电流表、滑动变阻器以及开关,五者通过导线依次连接,且所述测量探针13的上端部与滑动变阻器上的活动端30连接,以在测量探针13检测时,可调节滑动变阻器的阻值,进而改变电流表的数值,而在当电流变的数值超出或者低于预设值时,将发出警报。
在使用时,燃料电池的金属极板由涂层设备1进行薄膜生成,后由直线输送模组2将其输送至安装架4的正下方后保持静止,后多个测量探针13将朝向燃料电池的金属极板运动,并在与燃料电池的金属极板接触后,继续运动一定的位移,使一号弹簧16在初始压缩量的基础上,被进一步压缩,此时检测装置15中的滑动变阻器的阻值将产生一个初始值,以该初始值为中间数值,设定电流表的预设值。
例如:电源电压为5mV,电流表的内阻与工作指示灯的内阻共计为1mΩ,滑动变阻器的最大阻值为4mΩ,在测量探针13未与燃料电池的金属极板接触时,滑动变阻器被短路,检测装置15中的电阻值最小,即1mΩ,此时电流表的示数5mA,而当测量探针13与燃料电池的金属极板接触,并向上驱使测量探针13运动时,此时滑动变阻器的活动端30将向上运动,使滑动变阻器串联进线路中的阻值增大,假设此时滑动变阻器串联进线路中的阻值为1mΩ,则此时线路中的总电阻值为2mΩ,电流表示数为2.5mA,则根据生产标准可将电流表的预设示数设定为2~3mA。
当电流表的预设值调整好以后,驱使多个测量探针13沿燃料电池金属极板的长度方向运动,当燃料电池金属极板上的薄膜厚度不符合生产标准后,此时薄膜的厚度将大于标准范围值或者小于标准值,此时测量探针13将相应的向上运动或者先向下运动,并使滑动变阻器串入线路中的阻值增大或者减小,此时电流表的数值跟随增大或者减小,且当电流表的数值大于3mA或者小于2mA时,发出警报。
其中,测量探针13沿垂直于其运动的方向上等距设置有多个,以使在检测时,可对燃料电池金属极板表面上的多个面域进行检测,相较于传统采用对等离子体浓度检测结果判断薄膜的厚度,本发明检测出的结果更加准确。
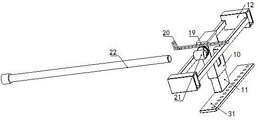
请参阅图1、图5、图6、图7,所述测量探针13同所述安装架4上的动力机构连接,所述动力机构可驱使所述检测组件沿燃料电池金属极板的长度方向动作,所述动力机构包括动力组件以及升降组件,所述升降组件可在所述检测组件运动时,带动所述检测组件朝向燃料电池的金属极板运动;
所述动力组件包括固定安装在所述安装架4上的驱动装置5,所述驱动装置5的输出轴连接转动安装在所述安装架4上的丝杆6,所述丝杆6上设置有与之螺纹连接的螺纹套筒8,所述螺纹套筒8与滑动于所述安装架4上的滑槽7内的滑块9固定连接;
所述升降组件包括连接于所述滑块9的移动套板10,所述移动套板10内滑动安装有升降套板11,所述升降套板11远离所述滑块9的一端与所述横置板31固定连接,且所述升降套板11与所述移动套板10之间通过传动结构连接;
所述传动结构包括贯穿于所述移动套板10转动设置的转轴,所述转轴的一端同轴连接有齿轮19,所述齿轮19与设置在所述安装架4上的齿条板20适配;
所述传动结构还包括转动安装在所述移动套板10侧壁上的两个槽轮23,两个所述槽轮23之间套设有牵引线缆24,所述牵引线缆24通过随动件25连接所述升降套板11,且其中一个所述槽轮23与所述转轴的另一端同轴连接;
所述齿轮19与所述安装架4之间设置有用于对于所述齿轮19进行限位的锁止结构,所述锁止结构包括与所述齿轮19的转轴固定连接的导向套筒21,所述导向套筒21与安装在所述安装架4上的导向杆22适配。
在使用时,当燃料电池的金属极板运动至安装架4的正下方时,控制驱动装置5工作,此时驱动装置5的输出轴将带动与之连接的丝杆6转动,并使设置在丝杆6上且与之螺纹连接的螺纹套筒8在丝杆6的轴向方向上运动,进而驱使测量探针13运动,在这其中,螺纹套筒8连接滑块9,而滑块9滑动在滑槽7内,有效避免了螺纹套筒8跟随丝杆6发生转动的现象,使得在丝杆6转动时,螺纹套筒8运动的更加稳定,同时丝杆6与螺纹套筒8之间采用螺纹连接,而螺纹连接具有很高的精密度,且燃料电池的金属极板长度存在细微差异,此处可通过丝杆6以及螺纹套筒8实现对检测探针13的精密控制,避免测量探针13过度运动,与燃料电池上的其他部件发生干涉而导致测量探针13损坏。
而在当滑块9跟随螺纹套筒8运动时,将带动与滑块9固定连接的移动套板10运动,并使套设在移动套板10内的升降套板11运动,在初始状态下,移动套板10上的齿轮19与齿条板20处于啮合状态,使得在移动套板10移动时,齿轮19在齿条板20的作用下发生转动,并通过转轴驱使其中一个槽轮23旋转,而两个槽轮23之间套设有牵引线缆24,且牵引线缆24通过随动件25连接升降套板11,使得在其中一个槽轮23转动时,牵引线缆24将发生动作,并驱使升降套板11相对于移动套板10向下运动,至测量探针13与燃料电池的金属极板发生抵接后,继续驱使升降套板11向下运动一定的行程量,齿轮19将与齿条板20分离,通过上述设置,使得在燃料电池金属极板运动时,测量探针13与之分离,以防止燃料电池金属极板运动时与测量探针13发生干涉,而使测量探针13结构遭到破坏。
且在初始状态下,齿轮19上导向套筒21的中心轴线与导向杆22的中心轴线共线,随着齿轮19的转动,导向套筒21将跟随齿轮19转动,且在当齿轮19与齿条板20分离的瞬间,导向套筒21的中心轴线与导向杆22的中心轴线再次共线,且在齿轮19与齿条板20分离的瞬间,导向套筒21刚好与导向杆22滑动配合,即导向套筒21滑动于导向杆22上,使得齿轮19处置锁止状态,在该状态下,牵引线缆24保持静止,升降套板11相对于移动套板10保持静止,此时升降套板11的下端部与燃料电池的金属极板之间的距离恒定,从而在升降套板11跟随滑块9运动的过程中,当测量探针13的高度改变时,只可能是燃料电池金属极板表面的薄膜厚度发生改变,即降低了其他因素对检测结果的影响,提高结果的准确性。
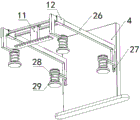
请参阅图8,所述安装架4上还安装有下压机构,所述下压机构在所述检测组件与所述燃料电池的金属极板贴合前与所述燃料电池的金属极板抵接;
所述下压机构包括连接所述升降套板11的两个滑动套筒12,所述滑动套筒12与设置在所述安装架4内的升降架26滑动连接,所述升降架26滑动于所述安装架4内壁上的导槽27;
所述升降架26的两端还设置有弹性抵接结构,所述弹性抵接结构包括滑动设置在所述升降架26两端的抵接杆28,所述抵接杆28的两端均设置有凸台,且所述抵接杆28上套设有二号弹簧29,所述二号弹簧29的一端与所述升降架26连接,另一端与所述抵接杆28下端部的所述凸台连接。
在初始状态下,抵接杆28下端部的高度低于测量探针13下端部的高度,当升降套板11向下运动以驱使测量探针13与燃料电池的金属极板接触前,抵接杆28的下端部已经与燃料电池发生抵接,并压缩二号弹簧29,利用二号弹簧29的弹性力对燃料电池进行固定,避免在测量探针13检测时,燃料电池发生位移,进而影响检测精度。
综上所述,在使用时,当燃料电池的金属极板运动至安装架4的正下方时,控制驱动装置5工作,此时驱动装置5的输出轴将带动与之连接的丝杆6转动,并使设置在丝杆6上且与之螺纹连接的螺纹套筒8在丝杆6的轴向方向上运动,进而驱使测量探针13运动,在这其中,螺纹套筒8连接滑块9,而滑块9滑动在滑槽7内,有效避免了螺纹套筒8跟随丝杆6发生转动的现象,使得在丝杆6转动时,螺纹套筒8运动的更加稳定,同时丝杆6与螺纹套筒8之间采用螺纹连接,而螺纹连接具有很高的精密度,且燃料电池的金属极板长度存在细微差异,此处可通过丝杆6以及螺纹套筒8实现对检测探针13的精密控制,避免测量探针13过度运动,与燃料电池上的其他部件发生干涉而导致测量探针13损坏。
而在当滑块9跟随螺纹套筒8运动时,将带动与滑块9固定连接的移动套板10运动,并使套设在移动套板10内的升降套板11运动,在初始状态下,移动套板10上的齿轮19与齿条板20处于啮合状态,使得在移动套板10移动时,齿轮19在齿条板20的作用下发生转动,并通过转轴驱使其中一个槽轮23旋转,而两个槽轮23之间套设有牵引线缆24,且牵引线缆24通过随动件25连接升降套板11,使得在其中一个槽轮23转动时,牵引线缆24将发生动作,并驱使升降套板11相对于移动套板10向下运动,至测量探针13与燃料电池的金属极板发生抵接后,继续驱使升降套板11向下运动一定的行程量,齿轮19将与齿条板20分离,通过上述设置,使得在燃料电池金属极板运动时,测量探针13与之分离,以防止燃料电池金属极板运动时与测量探针13发生干涉,而使测量探针13结构遭到破坏。
且在初始状态下,齿轮19上导向套筒21的中心轴线与导向杆22的中心轴线共线,随着齿轮19的转动,导向套筒21将跟随齿轮19转动,且在当齿轮19与齿条板20分离的瞬间,导向套筒21的中心轴线与导向杆22的中心轴线再次共线,且在齿轮19与齿条板20分离的瞬间,导向套筒21刚好与导向杆22滑动配合,即导向套筒21滑动于导向杆22上,使得齿轮19处置锁止状态,在该状态下,牵引线缆24保持静止,升降套板11相对于移动套板10保持静止,此时升降套板11的下端部与燃料电池的金属极板之间的距离恒定,从而在升降套板11跟随滑块9运动的过程中,当测量探针13的高度改变时,只可能是燃料电池金属极板表面的薄膜厚度发生改变,即降低了其他因素对检测结果的影响,提高结果的准确性。
在使用时,燃料电池的金属极板由涂层设备1进行薄膜生成,后由直线输送模组2将其输送至安装架4的正下方后保持静止,后多个测量探针13将朝向燃料电池的金属极板运动,并在与燃料电池的金属极板接触后,继续运动一定的位移,使一号弹簧16在初始压缩量的基础上,被进一步压缩,此时检测装置15中的滑动变阻器的阻值将产生一个初始值,以该初始值为中间数值,设定电流表的预设值。
例如:电源电压为5mV,电流表的内阻与工作指示灯的内阻共计为1mΩ,滑动变阻器的最大阻值为4mΩ,在测量探针13未与燃料电池的金属极板接触时,滑动变阻器被短路,检测装置15中的电阻值最小,即1mΩ,此时电流表的示数5mA,而当测量探针13与燃料电池的金属极板接触,并向上驱使测量探针13运动时,此时滑动变阻器的活动端30将向上运动,使滑动变阻器串联进线路中的阻值增大,假设此时滑动变阻器串联进线路中的阻值为1mΩ,则此时线路中的总电阻值为2mΩ,电流表示数为2.5mA,则根据生产标准可将电流表的预设示数设定为2~3mA。
当电流表的预设值调整好以后,驱使多个测量探针13沿燃料电池金属极板的长度方向运动,当燃料电池金属极板上的薄膜厚度不符合生产标准后,此时薄膜的厚度将大于标准范围值或者小于标准值,此时测量探针13将相应的向上运动或者先向下运动,并使滑动变阻器串入线路中的阻值增大或者减小,此时电流表的数值跟随增大或者减小,且当电流表的数值大于3A或者小于2A时,发出警报。
其中,测量探针13沿垂直于其运动的方向上等距设置有多个,以使在检测时,可对燃料电池金属极板表面上的多个面域进行检测,相较于传统采用对等离子体浓度检测结果判断薄膜的厚度,本发明检测出的结果更加准确。
在初始状态下,抵接杆28下端部的高度低于测量探针13下端部的高度,当升降套板11向下运动以驱使测量探针13与燃料电池的金属极板接触前,抵接杆28的下端部已经与燃料电池发生抵接,并压缩二号弹簧29,利用二号弹簧29的弹性力对燃料电池进行固定,避免在测量探针13检测时,燃料电池发生位移,进而影响检测精度。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
Claims (6)
1.燃料电池金属极板涂层厚度在线监控装置,其特征在于,包括:
涂层设备(1),所述涂层设备(1)上活动安装有用于对燃料电池的进行承托的承接板(3);
所述涂层设备(1)上还可拆卸的安装有安装架(4),所述安装架(4)的下部设置有检测组件,所述检测组件同所述安装架(4)上的动力机构连接,所述动力机构可驱使所述检测组件沿燃料电池金属极板的长度方向动作,所述动力机构包括动力组件以及升降组件,所述升降组件可在所述检测组件运动时,带动所述检测组件朝向燃料电池的金属极板运动;
所述安装架(4)上还安装有下压机构,所述下压机构在所述检测组件与所述燃料电池的金属极板贴合前与所述燃料电池的金属极板抵接;
所述检测组件包括固定安装在所述升降组件远离所述安装架(4)的一端的横置板(31),所述横置板(31)上等距开设有多个通孔,每个所述通孔内均滑动安装有一个测量探针(13),所述测量探针(13)的上端部连接有检测装置(15),所述检测装置(15)通过连接架(14)与所述升降组件连接;
所述测量探针(13)上设置有上限位环(17)以及下限位环(18),且所述测量探针(13)上套设有一号弹簧(16),所述一号弹簧(16)的一端与所述下限位环(18)连接,另一端与横置板(31)连接;
所述动力组件包括固定安装在所述安装架(4)上的驱动装置(5),所述驱动装置(5)的输出轴连接转动安装在所述安装架(4)上的丝杆(6),所述丝杆(6)上设置有与之螺纹连接的螺纹套筒(8),所述螺纹套筒(8)与滑动于所述安装架(4)上的滑槽(7)内的滑块(9)固定连接;
所述测量探针(13)的上端部与滑动变阻器上的活动端(30)连接。
2.根据权利要求1所述的燃料电池金属极板涂层厚度在线监控装置,其特征在于,所述升降组件包括连接于所述滑块(9)的移动套板(10),所述移动套板(10)内滑动安装有升降套板(11),所述升降套板11远离所述滑块(9)的一端与所述横置板(31)固定连接,且所述升降套板(11)与所述移动套板(10)之间通过传动结构连接。
3.根据权利要求2所述的燃料电池金属极板涂层厚度在线监控装置,其特征在于,所述传动结构包括贯穿于所述移动套板(10)转动设置的转轴,所述转轴的一端同轴连接有齿轮(19),所述齿轮(19)与设置在所述安装架(4)上的齿条板(20)适配;
所述传动结构还包括转动安装在所述移动套板(10)侧壁上的两个槽轮(23),两个所述槽轮(23)之间套设有牵引线缆(24),所述牵引线缆(24)通过随动件(25)连接所述升降套板(11);
其中一个所述槽轮(23)与所述转轴的另一端同轴连接。
4.根据权利要求3所述的燃料电池金属极板涂层厚度在线监控装置,其特征在于,所述齿轮(19)与所述安装架(4)之间设置有用于对于所述齿轮(19)进行限位的锁止结构;
所述锁止结构包括与所述齿轮(19)的转轴固定连接的导向套筒(21),所述导向套筒(21)与安装在所述安装架(4)上的导向杆(22)适配。
5.根据权利要求2所述的燃料电池金属极板涂层厚度在线监控装置,其特征在于,所述下压机构包括连接所述升降套板(11)的两个滑动套筒(12),所述滑动套筒(12)与设置在所述安装架(4)内的升降架(26)滑动连接,所述升降架(26)滑动于所述安装架(4)内壁上的导槽(27);
所述升降架(26)的两端还设置有弹性抵接结构。
6.根据权利要求5所述的燃料电池金属极板涂层厚度在线监控装置,其特征在于,所述弹性抵接结构包括滑动设置在所述升降架(26)两端的抵接杆(28),所述抵接杆(28)的两端均设置有凸台,且所述抵接杆(28)上套设有二号弹簧(29),所述二号弹簧(29)的一端与所述升降架(26)连接,另一端与所述抵接杆(28)下端部的所述凸台连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211453834.9A CN115491663B (zh) | 2022-11-21 | 2022-11-21 | 燃料电池金属极板涂层厚度在线监控装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211453834.9A CN115491663B (zh) | 2022-11-21 | 2022-11-21 | 燃料电池金属极板涂层厚度在线监控装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115491663A CN115491663A (zh) | 2022-12-20 |
| CN115491663B true CN115491663B (zh) | 2023-03-24 |
Family
ID=85114728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211453834.9A Active CN115491663B (zh) | 2022-11-21 | 2022-11-21 | 燃料电池金属极板涂层厚度在线监控装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115491663B (zh) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1260419A1 (ru) * | 1985-05-15 | 1986-09-30 | Предприятие П/Я М-5288 | Система автоматического контрол средней толщины гальванического покрыти |
| CN205799248U (zh) * | 2016-07-21 | 2016-12-14 | 湖南科技大学 | 一种elid磨削氧化膜厚度动态检测与控制装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1083231A (en) * | 1963-12-12 | 1967-09-13 | Egyesuelt Izzolampa | Electronic equipment for controlling the formation or gauging the thickness of metallic films |
| US3397672A (en) * | 1965-11-10 | 1968-08-20 | United States Steel Corp | Control system for vapor-deposition coating apparatus |
| US3620814A (en) * | 1968-08-09 | 1971-11-16 | Bell Telephone Labor Inc | Continuous measurement of the thickness of hot thin films |
| AU614904B2 (en) * | 1989-07-31 | 1991-09-12 | American Telephone And Telegraph Company | Measuring and controlling the thickness of a coating on a elongated article |
| JPH05133734A (ja) * | 1991-03-06 | 1993-05-28 | Anritsu Corp | 厚さセンサ |
| JPH10163182A (ja) * | 1996-11-29 | 1998-06-19 | Dainippon Screen Mfg Co Ltd | 基板熱処理装置およびそれに使用可能な膜厚測定装置 |
| JP4811108B2 (ja) * | 2006-05-10 | 2011-11-09 | 住友電気工業株式会社 | 被覆層の厚み計量機構およびそれを用いた被覆層形成装置 |
| CN204228101U (zh) * | 2014-12-04 | 2015-03-25 | 中交第一公路勘察设计研究院有限公司 | 双平行探针式路面水膜厚度测试仪 |
| CN206656687U (zh) * | 2017-04-28 | 2017-11-21 | 河南新友工程机械有限公司 | 一种多用涂层测厚仪 |
| CN208109003U (zh) * | 2018-05-18 | 2018-11-16 | 肖楠 | 一种板材的厚度测量设备 |
| CN109557375B (zh) * | 2019-01-23 | 2024-11-08 | 常州翊迈新材料科技有限公司 | 一种燃料电池双极板接触电阻连续自动化检测设备 |
| CN210570515U (zh) * | 2019-11-29 | 2020-05-19 | 咸阳师范学院 | 测量真空离子镀和等离子体喷涂镀膜膜厚与均匀性的设备 |
| CN217112507U (zh) * | 2022-01-26 | 2022-08-02 | 常州翊迈新材料科技有限公司 | 一种接触电阻测试系统 |
-
2022
- 2022-11-21 CN CN202211453834.9A patent/CN115491663B/zh active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1260419A1 (ru) * | 1985-05-15 | 1986-09-30 | Предприятие П/Я М-5288 | Система автоматического контрол средней толщины гальванического покрыти |
| CN205799248U (zh) * | 2016-07-21 | 2016-12-14 | 湖南科技大学 | 一种elid磨削氧化膜厚度动态检测与控制装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115491663A (zh) | 2022-12-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115876139B (zh) | 一种板材的厚度检测装置 | |
| CN115491663B (zh) | 燃料电池金属极板涂层厚度在线监控装置 | |
| CN103278130A (zh) | 一种离合器摩擦片平整度测试设备及其使用方法 | |
| CN115265452A (zh) | 一种电子线材线径自动化在线检测装置 | |
| CN111412866A (zh) | 一种检定刀口形直尺工作棱边直线度的移动测量装置 | |
| CN108592777A (zh) | 可移动的金属化薄膜方阻在线监视装置 | |
| CN213145805U (zh) | 一种用于产品张力检测的张力检测器 | |
| CN108844439A (zh) | 一种连续式冷轧薄板厚度精确测量仪器 | |
| CN109029297B (zh) | 基于机器视觉的煤气柜运行参数监测系统 | |
| CN111398056A (zh) | 一种极细同轴电缆 | |
| CN219758481U (zh) | 一种磁控溅射阴极磁棒磁场强度测量设备 | |
| CN110146001B (zh) | 一种联轴器同心度矫正装置 | |
| CN219319329U (zh) | 一种激光测径仪 | |
| CN109244560B (zh) | 一种张力缓存机构 | |
| CN208921646U (zh) | 一种锂电池外观检查设备 | |
| CN211907100U (zh) | 漆包线漆膜自动控制的涂漆装置 | |
| JPH07294239A (ja) | 円形をなす被測定体の自動計測装置 | |
| CN214011130U (zh) | 一种加工中心刀具寿命监测系统 | |
| CN114501863A (zh) | 一种刮涂对位校准的装置及方法 | |
| CN219871102U (zh) | 一种涂层电极自动检测系统 | |
| CN211717402U (zh) | 一种检定刀口形直尺工作棱边直线度的移动测量装置 | |
| CN108296659B (zh) | 一种电熔增材制造设备 | |
| CN220271477U (zh) | 一种测试准确度高的耐压检测工装 | |
| CN223449151U (zh) | 一种主轴维修测试平台 | |
| CN220097466U (zh) | 一种传送皮带自动调整装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |