CN115014165A - 一种针头生产检验用长度检测装置 - Google Patents
一种针头生产检验用长度检测装置 Download PDFInfo
- Publication number
- CN115014165A CN115014165A CN202210952836.6A CN202210952836A CN115014165A CN 115014165 A CN115014165 A CN 115014165A CN 202210952836 A CN202210952836 A CN 202210952836A CN 115014165 A CN115014165 A CN 115014165A
- Authority
- CN
- China
- Prior art keywords
- groove
- wall
- clamping
- needle
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007689 inspection Methods 0.000 title claims abstract description 20
- 238000001514 detection method Methods 0.000 title claims abstract description 19
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 19
- 210000000078 claw Anatomy 0.000 claims description 38
- 238000001179 sorption measurement Methods 0.000 claims description 19
- 238000003780 insertion Methods 0.000 claims description 13
- 230000037431 insertion Effects 0.000 claims description 13
- 230000003247 decreasing effect Effects 0.000 claims description 4
- 238000005259 measurement Methods 0.000 abstract description 5
- 238000011179 visual inspection Methods 0.000 description 5
- 238000001035 drying Methods 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000005070 sampling Methods 0.000 description 3
- 238000004506 ultrasonic cleaning Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 210000003205 muscle Anatomy 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 238000007920 subcutaneous administration Methods 0.000 description 1
- 210000003462 vein Anatomy 0.000 description 1
Images









Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/02—Measuring arrangements characterised by the use of mechanical techniques for measuring length, width or thickness
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B3/00—Measuring instruments characterised by the use of mechanical techniques
- G01B3/20—Slide gauges
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/0002—Arrangements for supporting, fixing or guiding the measuring instrument or the object to be measured
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本发明公开了一种针头生产检验用长度检测装置,涉及长度检测技术领域,包括游标卡尺、支撑组件,所述支撑组件包括夹持单元、卡合单元以及连接单元,所述夹持单元包括橡胶转盘、夹持槽以及插接槽。本发明通过设置夹持单元可实现待测针头的水平限位夹持,通过不同直径大小的夹持槽以及能够转动的橡胶转盘,即可实现不同直径大小的针头夹持,通过卡合单元与连接单元可便于夹持单元与游标进行安装固定,其操作简单、便捷,通过以上多个零件的配合可使待测针头被测量时器处于水平状态,其测量数据精准,且通过夹持单元对待测针头的夹持限位,可有效释放检测人员的双手,使其能够更好对游标卡尺进行操作,继而进一步的提高了针头检测的工作效率。
Description
技术领域
本发明涉及长度检测技术领域,具体是一种针头生产检验用长度检测装置。
背景技术
注射针是由针座、针头、保护套组成,主要适用于对人体皮内、皮下、肌肉、静脉等注射,或抽取药液时使用,其针头是采用不锈钢制造。
传统的注射针的生产工艺流程为:无缝钢管→加热拉管→切管→一次视觉检测→超声清洗→烘干→排整贴胶固定→磨针尖→二次视觉检测→高压清洗→检(去)毛刺→整捆→超声清洗→检堵→检毛刺→再超声清洗→烘干→贴针→烘干→上硅油→盖上保护帽,其切管工序是将拉细的钢管切成规定的长度,一次视觉检测是对切割好的针头长度进行检测,磨针尖是将针头的针尖部位进行打磨呈需要的角度,二次视觉检是对打磨好的针头的长度以及针尖角度进行检测,以此来保证产品的良品率,而实际生产过程中,也需要对检测好的产品进行抽检操作,以此来验证视觉检测设备是否正常,及时排除异常情况,在进行针头抽检时,其针头的长度一般是通过游标卡尺进行测量检验,但游标卡尺在进行针头长度测量时还存在以下问题:
小直径针头的两端与游标卡尺的两个内测量爪接触面积小,在测量过程中,容易导致针头呈倾斜状态下被测量,从而影响测量数据的精确度;
因此,为了提高针头抽检的精确度,提供了一种针头生产检验用长度检测装置。
发明内容
本发明的目的在于:为了解决传统的游标卡尺在对针头进行长度检测时容易出现测量误差的问题,提供一种针头生产检验用长度检测装置。
为实现上述目的,本发明提供如下技术方案:一种针头生产检验用长度检测装置,包括游标卡尺,所述游标卡尺是由主尺、游标、活动内测量爪以及固定内测量爪组成,所述固定内测量爪固定于主尺底端的一端,所述游标滑动连接于主尺的外侧,所述活动内测量爪固定于游标底端的一端,所述游标的外壁一侧开设有T型槽,所述游标的外壁一侧设置有用于对待检测的针头进行辅助支撑的支撑组件,所述支撑组件包括用于对不同型号的针头进行夹持的夹持单元、用于将夹持单元与游标进行连接的卡合单元以及为夹持单元提供安装支撑的连接单元;
其中,所述夹持单元包括橡胶转盘、夹持槽以及插接槽,所述夹持槽开设于橡胶转盘的外壁一端并贯穿至橡胶转盘的另一端,所述插接槽自夹持槽的内壁一侧贯穿至橡胶转盘的外侧,所述夹持槽的数量设置有多个,多个所述夹持槽以橡胶转盘的圆心为中心呈环形均匀分布且多个夹持槽的内壁直径依次递减,且所述夹持槽的内壁直径与待测针头的外径相匹配。
作为本发明再进一步的方案:所述插接槽的数量与夹持槽的数量相匹配且一一对应,多个所述插接槽的内壁宽度也依次递减且小于插接槽的内壁直径。
作为本发明再进一步的方案:所述橡胶转盘的外壁轨迹呈涡状线结构,且所述橡胶转盘最大半径线与最大直径的夹持槽中心点相重合。
作为本发明再进一步的方案:所述卡合单元包括:
设置于游标外壁一侧连接座,所述连接座的外壁一侧固定连接有与固定内测量爪套接的T型座,所述连接座的外壁另一侧固定连接有两个固定套筒;
转动连接于两个固定套筒内侧的转动轴,所述转动轴的一端延伸至连接座外部一端,且所述转动轴的外壁连接有吸附块、限位卡块,所述限位卡块位于连接座的一端,所述吸附块位于两个固定套筒之间。
作为本发明再进一步的方案:所述连接座的长度与游标的长度相匹配,所述T型座的外壁尺寸与T型槽内壁尺寸相匹配。
作为本发明再进一步的方案:所述吸附块呈竖直状态与连接座相贴合时,所述限位卡块与连接座之间呈垂直状态,且所述吸附块靠近连接座一侧内嵌有磁吸块。
作为本发明再进一步的方案:所述连接单元包括:
固定连接于转动轴一端的连接臂,所述连接臂位于限位卡块远离连接座的一端;
固定连接于连接臂外壁一侧靠近底端位置处的两个支撑座,两个所述支撑座对称分布且内部开设有转动槽;
转动连接于转动槽内部且贯穿至支撑座外部两端的多边形转柱,所述橡胶转盘位于两个支撑座的中间位置且套接在多边形转柱的外侧,且与连接臂距离最远的一个夹持槽位于主尺的正下方并位于活动内测量爪与固定内测量爪之间,所述橡胶转盘与多边形转柱相接触的位置处开设有与多边形转柱外壁相匹配的多边孔槽。
作为本发明再进一步的方案:所述支撑座的内部设置有用于对多边形转柱转动进行定位的定位组件,所述定位组件包括:
设置在多边形转柱内部并贯穿至转动槽内部的伸缩滚珠,所述多边形转柱内部开设有与伸缩滚珠外壁直径相匹配的伸缩槽;
设置于伸缩槽内部并位于伸缩滚珠一侧的伸缩弹簧。
作为本发明再进一步的方案:所述伸缩滚珠的数量设置有四个,四个所述伸缩滚珠两两一组,一组所述伸缩滚珠呈水平对称分布,另一组伸缩滚珠呈竖直对称分布,所述多边形转柱的外壁边数与夹持槽的数量相匹配且一一对应。
与现有技术相比,本发明的有益效果是:
通过设置夹持单元可实现待测针头的水平限位夹持,通过不同直径大小的夹持槽以及能够转动的橡胶转盘,即可实现不同直径大小的针头夹持,通过卡合单元与连接单元可便于夹持单元与游标进行安装固定,其操作简单、便捷,通过以上多个零件的配合可使待测针头被测量时器处于水平状态,其测量数据精准,且通过夹持单元对待测针头的夹持限位,可有效释放检测人员的双手,使其能够更好对游标卡尺进行操作,继而进一步的提高了针头检测的工作效率。
附图说明
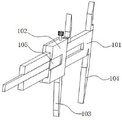
图1为本发明的结构示意图;
图2为本发明的背面结构示意图;
图3为本发明的游标的结构示意图;
图4为本发明的支撑组件的结构示意图;
图5为本发明的连接座与T型座、固定套筒的连接示意图;
图6为本发明的转动轴与吸附块、限位卡块的连接示意图;
图7为本发明的连接单元与夹持单元的连接示意图;
图8为本发明的支撑座的内部结构剖视图;
图9为本发明的橡胶转盘与多边形转柱的连接示意图;
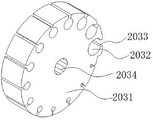
图10为本发明的橡胶转盘的结构示意图;
图11为本发明的橡胶转盘的截面图。
图中:1、游标卡尺;101、主尺;102、游标;103、活动内测量爪;104、固定内测量爪;105、T型槽;
2、支撑组件;201、卡合单元;202、连接单元;203、夹持单元;
2011、连接座;2012、T型座;2013、固定套筒;2014、转动轴;2015、吸附块;2016、限位卡块;
2021、连接臂;2022、支撑座;2023、多边形转柱;2024、转动槽;
2031、橡胶转盘;2032、夹持槽;2033、插接槽;2034、多边孔槽;
3、定位组件;301、伸缩滚珠;302、伸缩弹簧。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。下面根据本发明的整体结构,对其实施例进行说明。
请参阅图1~11,本发明实施例中,一种针头生产检验用长度检测装置,包括游标卡尺1,游标卡尺1是由主尺101、游标102、活动内测量爪103以及固定内测量爪104组成,固定内测量爪104固定于主尺101底端的一端,游标102滑动连接于主尺101的外侧,活动内测量爪103固定于游标102底端的一端,游标102的外壁一侧开设有T型槽105,游标102的外壁一侧设置有用于对待检测的针头进行辅助支撑的支撑组件2,支撑组件2包括用于对不同型号的针头进行夹持的夹持单元203、用于将夹持单元203与游标102进行连接的卡合单元201以及为夹持单元203提供安装支撑的连接单元202;
其中,夹持单元203包括橡胶转盘2031、夹持槽2032以及插接槽2033,夹持槽2032开设于橡胶转盘2031的外壁一端并贯穿至橡胶转盘2031的另一端,插接槽2033自夹持槽2032的内壁一侧贯穿至橡胶转盘2031的外侧,夹持槽2032的数量设置有多个,多个夹持槽2032以橡胶转盘2031的圆心为中心呈环形均匀分布且多个夹持槽2032的内壁直径依次递减,且夹持槽2032的内壁直径与待测针头的外径相匹配。
在本实施例中,在需要进行针头长度测量时,可先拉动游标102移动远离固定内测量爪104一段距离,此距离长于待测针头的长度,之后通过卡合单元201将整个支撑组件2与游标102进行连接,使橡胶转盘2031位于固定内测量爪104与活动内测量爪103之间,其中有一个夹持槽2032的中心线会与固定内测量爪104、活动内测量爪103中心线重合,此时可转动橡胶转盘2031,使与待测针头直径相匹配的那个夹持槽2032转动至固定内测量爪104、活动内测量爪103中间位置,此时即可将待测针头安装至夹持槽2032内部,在此过程中可通过两个方式进行安装:
第一种,是将待测针纵向从橡胶转盘2031的一端插入至夹持槽2032并穿过夹持槽2032,并使待测针头的一端与活动内测量爪103的内侧贴合;
第二种,使将待测针头横向对准插接槽2033并挤压待测针头,使插接槽2033受力形变,从而使待测针头能够滑入至夹持槽2032内部,之后在对待测针头进行移动使其一端与活动内测量爪103的内侧贴合;
在完成待测针头安装后,即可移动游标102向固定内测量爪104方向移动,从而使待测针头的另一端与固定内测量爪104的内侧贴合,此时读取数字即为待测针头的长度数值,通过以上操作可使待测针头被测量时器处于水平状态,其测量数据精准,且通过夹持单元203对待测针头的夹持限位,可有效释放检测人员的双手,使其能够更好对游标卡尺1进行操作,继而进一步的提高了针头检测的工作效率。
请着重参阅图9~11,插接槽2033的数量与夹持槽2032的数量相匹配且一一对应,多个插接槽2033的内壁宽度也依次递减且小于插接槽2033的内壁直径;橡胶转盘2031的外壁轨迹呈涡状线结构,且橡胶转盘2031最大半径线与最大直径的夹持槽2032中心点相重合。
在本实施例中:通过插接槽2033可便于针头安装至夹持槽2032内部,通过多个不同直径大小的夹持槽2032可适应不用直径大小针头的测量操作,由于多个夹持槽2032的圆心位于同一个同心圆轨迹上,随着夹持槽2032的内径减小,其插接槽2033贯穿至橡胶转盘2031的深度也随着增加,而过深插接槽2033不便于直径小的针头安装,的因此通过橡胶转盘2031的涡状外壁的结构,可使不同直径的夹持槽2032所对应的插接槽2033的深度也能够随之变化,使多个插接槽2033的深度能够便于不同直径针头安装。
请着重参阅图1~11,卡合单元201包括设置于游标102外壁一侧连接座2011,连接座2011的外壁一侧固定连接有与固定内测量爪104套接的T型座2012,连接座2011的外壁另一侧固定连接有两个固定套筒2013;
转动连接于两个固定套筒2013内侧的转动轴2014,转动轴2014的一端延伸至连接座2011外部一端,且转动轴2014的外壁连接有吸附块2015、限位卡块2016,限位卡块2016位于连接座2011的一端,吸附块2015位于两个固定套筒2013之间;连接座2011的长度与游标102的长度相匹配,T型座2012的外壁尺寸与T型槽105内壁尺寸相匹配;吸附块2015呈竖直状态与连接座2011相贴合时,限位卡块2016与连接座2011之间呈垂直状态,且吸附块2015靠近连接座2011一侧内嵌有磁吸块;
连接单元202包括固定连接于转动轴2014一端的连接臂2021,连接臂2021位于限位卡块2016远离连接座2011的一端;
固定连接于连接臂2021外壁一侧靠近底端位置处的两个支撑座2022,两个支撑座2022对称分布且内部开设有转动槽2024;
转动连接于转动槽2024内部且贯穿至支撑座2022外部两端的多边形转柱2023,橡胶转盘2031位于两个支撑座2022的中间位置且套接在多边形转柱2023的外侧,且与连接臂2021距离最远的一个夹持槽2032位于主尺101的正下方并位于活动内测量爪103与固定内测量爪104之间,橡胶转盘2031与多边形转柱2023相接触的位置处开设有与多边形转柱2023外壁相匹配的多边孔槽2034。
在本实施例中:在需要对支撑组件2进行安装时,可先将转动转动轴2014使吸附块2015与连接座2011之间分离且呈90度垂直状态,此时限位卡块2016会同步转动至竖直状态与连接座2011相平行,之后将T型座2012与T型槽105对齐并完全插入至T型槽105内部,此时连接座2011一侧与游标102贴合、连接座2011的两端与游标102两端对齐,之后反向转动转动轴2014,使吸附块2015侧面的磁吸块与连接座2011表面贴合,通过磁吸块的吸力吸附于连接座2011上可实现转动轴2014的固定,与此同时限位卡块2016会同步转动至与连接座2011、游标102相垂直的状态,此时连接座2011与游标102之间将无法进行X轴方向的相对位移,配合T型块2012与T型槽105的Y、Z轴方向的限位,即实现了连接座2011与游标102的连接固定,此时的橡胶转盘2031的一个夹持槽2032位于活动内测量爪103与固定内测量爪104之间,通过此结构可便于将待测针头固定限位在活动内测量爪103与固定内测量爪104之间,并使待测针头保持水平状态,以此使测量数据保持良好的精准度,通过多边孔槽2034可便于橡胶转盘2031与多边形转轴2023进行安装,并使橡胶转盘2031转动时不会与多边形转轴2023之间发生错位现象,通过多边形转轴2023可为橡胶转盘2031的转动提供支撑。
请着重参阅图7~8,支撑座2022的内部设置有用于对多边形转柱2023转动进行定位的定位组件3,定位组件3包括设置在多边形转柱2023内部并贯穿至转动槽2024内部的伸缩滚珠301,多边形转柱2023内部开设有与伸缩滚珠301外壁直径相匹配的伸缩槽;
设置于伸缩槽内部并位于伸缩滚珠301一侧的伸缩弹簧302;伸缩滚珠301的数量设置有四个,四个伸缩滚珠301两两一组,一组伸缩滚珠301呈水平对称分布,另一组伸缩滚珠301呈竖直对称分布,多边形转柱2023的外壁边数与夹持槽2032的数量相匹配且一一对应。
在本实施例中:在需要将橡胶转盘2031与支撑座2022进行安装时,可先将橡胶转盘2031放置于两个支撑座202的中间,之后将多边形转柱2023从一个支撑座2022的一端插入至转动槽2024内部去,并贯穿多边孔槽2034以及另一个支撑座2022上的装动槽2024,即完成了橡胶转盘2031的安装,此时多个伸缩滚珠301可对多边形转柱2023的多边形面进行限位,多边形转柱2023的棱角与转动槽2024的内壁贴合,在转动橡胶转盘2031时,橡胶转盘2031将带动多边形转柱2023进行转动,此时多边形转柱2023的棱角将对伸缩滚珠301形成挤压,使伸缩滚珠301移动挤压伸缩弹簧302收缩,从而便于多边形转柱2023转动,当多边形转柱2023的一个棱角转动与伸缩滚珠301分离时,伸缩滚珠301即会在伸缩弹簧302的作用下自动复位,从而再次对多边形转柱2023进行限位,通过多个伸缩滚珠301的配合即可实现橡胶转盘2031转动定位,使一个夹持槽2032能够保持在活动内测量爪103与固定内测量爪104之间。
以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (9)
1.一种针头生产检验用长度检测装置,包括游标卡尺(1),所述游标卡尺(1)是由主尺(101)、游标(102)、活动内测量爪(103)以及固定内测量爪(104)组成,其特征在于,所述游标(102)的外壁一侧开设有T型槽(105),所述游标(102)的外壁一侧设置有用于对待检测的针头进行辅助支撑的支撑组件(2),所述支撑组件(2)包括用于对不同型号的针头进行夹持的夹持单元(203)、用于将夹持单元(203)与游标(102)进行连接的卡合单元(201)以及为夹持单元(203)提供安装支撑的连接单元(202);
其中,所述夹持单元(203)包括橡胶转盘(2031)、夹持槽(2032)以及插接槽(2033),所述夹持槽(2032)开设于橡胶转盘(2031)的外壁一端并贯穿至橡胶转盘(2031)的另一端,所述插接槽(2033)自夹持槽(2032)的内壁一侧贯穿至橡胶转盘(2031)的外侧,所述夹持槽(2032)的数量设置有多个,多个所述夹持槽(2032)以橡胶转盘(2031)的圆心为中心呈环形均匀分布且多个夹持槽(2032)的内壁直径依次递减,且所述夹持槽(2032)的内壁直径与待测针头的外径相匹配。
2.根据权利要求1所述的一种针头生产检验用长度检测装置,其特征在于,所述插接槽(2033)的数量与夹持槽(2032)的数量相匹配且一一对应,多个所述插接槽(2033)的内壁宽度也依次递减且小于插接槽(2033)的内壁直径。
3.根据权利要求1所述的一种针头生产检验用长度检测装置,其特征在于,所述橡胶转盘(2031)的外壁轨迹呈涡状线结构,且所述橡胶转盘(2031)最大半径线与最大直径的夹持槽(2032)中心点相重合。
4.根据权利要求1所述的一种针头生产检验用长度检测装置,其特征在于,所述卡合单元(201)包括:
设置于游标(102)外壁一侧连接座(2011),所述连接座(2011)的外壁一侧固定连接有与固定内测量爪(104)套接的T型座(2012),所述连接座(2011)的外壁另一侧固定连接有两个固定套筒(2013);
转动连接于两个固定套筒(2013)内侧的转动轴(2014),所述转动轴(2014)的一端延伸至连接座(2011)外部一端,且所述转动轴(2014)的外壁连接有吸附块(2015)、限位卡块(2016),所述限位卡块(2016)位于连接座(2011)的一端,所述吸附块(2015)位于两个固定套筒(2013)之间。
5.根据权利要求4所述的一种针头生产检验用长度检测装置,其特征在于,所述连接座(2011)的长度与游标(102)的长度相匹配,所述T型座(2012)的外壁尺寸与T型槽(105)内壁尺寸相匹配。
6.根据权利要求4所述的一种针头生产检验用长度检测装置,其特征在于,所述吸附块(2015)呈竖直状态与连接座(2011)相贴合时,所述限位卡块(2016)与连接座(2011)之间呈垂直状态,且所述吸附块(2015)靠近连接座(2011)一侧内嵌有磁吸块。
7.根据权利要求4所述的一种针头生产检验用长度检测装置,其特征在于,所述连接单元(202)包括:
固定连接于转动轴(2014)一端的连接臂(2021),所述连接臂(2021)位于限位卡块(2016)远离连接座(2011)的一端;
固定连接于连接臂(2021)外壁一侧靠近底端位置处的两个支撑座(2022),两个所述支撑座(2022)对称分布且内部开设有转动槽(2024);
转动连接于转动槽(2024)内部且贯穿至支撑座(2022)外部两端的多边形转柱(2023),所述橡胶转盘(2031)位于两个支撑座(2022)的中间位置且套接在多边形转柱(2023)的外侧,且与连接臂(2021)距离最远的一个夹持槽(2032)位于主尺(101)的正下方并位于活动内测量爪(103)与固定内测量爪(104)之间,所述橡胶转盘(2031)与多边形转柱(2023)相接触的位置处开设有与多边形转柱(2023)外壁相匹配的多边孔槽(2034)。
8.根据权利要求7所述的一种针头生产检验用长度检测装置,其特征在于,所述支撑座(2022)的内部设置有用于对多边形转柱(2023)转动进行定位的定位组件(3),所述定位组件(3)包括:
设置在多边形转柱(2023)内部并贯穿至转动槽(2024)内部的伸缩滚珠(301),所述多边形转柱(2023)内部开设有与伸缩滚珠(301)外壁直径相匹配的伸缩槽;
设置于伸缩槽内部并位于伸缩滚珠(301)一侧的伸缩弹簧(302)。
9.根据权利要求8所述的一种针头生产检验用长度检测装置,其特征在于,所述伸缩滚珠(301)的数量设置有四个,四个所述伸缩滚珠(301)两两一组,一组所述伸缩滚珠(301)呈水平对称分布,另一组伸缩滚珠(301)呈竖直对称分布,所述多边形转柱(2023)的外壁边数与夹持槽(2032)的数量相匹配且一一对应。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210952836.6A CN115014165B (zh) | 2022-08-10 | 2022-08-10 | 一种针头生产检验用长度检测装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210952836.6A CN115014165B (zh) | 2022-08-10 | 2022-08-10 | 一种针头生产检验用长度检测装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115014165A true CN115014165A (zh) | 2022-09-06 |
| CN115014165B CN115014165B (zh) | 2022-11-04 |
Family
ID=83065919
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210952836.6A Active CN115014165B (zh) | 2022-08-10 | 2022-08-10 | 一种针头生产检验用长度检测装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115014165B (zh) |
Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2129131A (en) * | 1982-10-27 | 1984-05-10 | Massey Ferguson Perkins Ltd | Caliper gauge |
| US4611404A (en) * | 1983-12-29 | 1986-09-16 | Arsenault Ronald G | Caliper for thread measurement |
| US4731931A (en) * | 1987-03-16 | 1988-03-22 | Andromeda Technology, Inc. | Caliper system |
| JP4113903B1 (ja) * | 2007-01-31 | 2008-07-09 | 株式会社ニチリン | 同心度測定器及びこれを用いた同心度測定方法 |
| CN203216402U (zh) * | 2013-04-16 | 2013-09-25 | 上海海洋大学 | 一种测量不规则物体厚度的游标卡尺 |
| CN206084605U (zh) * | 2016-08-26 | 2017-04-12 | 台州群发自动化设备有限公司 | 高效的多工位机床 |
| CN206479105U (zh) * | 2017-02-23 | 2017-09-08 | 苏州建设监理有限公司 | 千分尺 |
| CN206818082U (zh) * | 2017-06-20 | 2017-12-29 | 李佳霖 | 一种高中理科物理实验用螺旋测微器 |
| CN107708551A (zh) * | 2015-04-14 | 2018-02-16 | 半岛骨科(私人)有限公司 | 股骨头测量装置 |
| CN207113748U (zh) * | 2017-08-08 | 2018-03-16 | 苏州美特精密模具标准件有限公司 | 游标卡尺辅助测量治具 |
| CN209069136U (zh) * | 2018-12-30 | 2019-07-05 | 苏州爱科德精密仪器有限公司 | 一种可调测砧外径千分尺 |
| CN210220863U (zh) * | 2019-08-05 | 2020-03-31 | 苏州市豪威自动化设备有限公司 | 一种便于拿取操作的千分尺 |
| CN210704022U (zh) * | 2019-10-31 | 2020-06-09 | 钱娅琴 | 一种铝材加工用端部除毛刺装置 |
| CN211696117U (zh) * | 2020-03-27 | 2020-10-16 | 长春市宝成伟业汽车零部件有限公司 | 一种千分尺 |
| CN214255600U (zh) * | 2020-12-11 | 2021-09-21 | 广州宇城信息科技有限公司 | 一种led屏幕用线缆固定结构 |
| CN214543378U (zh) * | 2021-05-13 | 2021-10-29 | 田托 | 一种电力电缆分类固定装置 |
| CN216081202U (zh) * | 2021-10-27 | 2022-03-18 | 苏州浩弓精密工业有限公司 | 一种具有防护结构的零件尺寸检测用的外径千分尺 |
| CN216422356U (zh) * | 2021-12-08 | 2022-05-03 | 浙江中航来宝精工科技有限公司 | 一种高装配效率定位插杆夹具快速切换装置 |
-
2022
- 2022-08-10 CN CN202210952836.6A patent/CN115014165B/zh active Active
Patent Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2129131A (en) * | 1982-10-27 | 1984-05-10 | Massey Ferguson Perkins Ltd | Caliper gauge |
| US4611404A (en) * | 1983-12-29 | 1986-09-16 | Arsenault Ronald G | Caliper for thread measurement |
| US4731931A (en) * | 1987-03-16 | 1988-03-22 | Andromeda Technology, Inc. | Caliper system |
| JP4113903B1 (ja) * | 2007-01-31 | 2008-07-09 | 株式会社ニチリン | 同心度測定器及びこれを用いた同心度測定方法 |
| CN203216402U (zh) * | 2013-04-16 | 2013-09-25 | 上海海洋大学 | 一种测量不规则物体厚度的游标卡尺 |
| CN107708551A (zh) * | 2015-04-14 | 2018-02-16 | 半岛骨科(私人)有限公司 | 股骨头测量装置 |
| CN206084605U (zh) * | 2016-08-26 | 2017-04-12 | 台州群发自动化设备有限公司 | 高效的多工位机床 |
| CN206479105U (zh) * | 2017-02-23 | 2017-09-08 | 苏州建设监理有限公司 | 千分尺 |
| CN206818082U (zh) * | 2017-06-20 | 2017-12-29 | 李佳霖 | 一种高中理科物理实验用螺旋测微器 |
| CN207113748U (zh) * | 2017-08-08 | 2018-03-16 | 苏州美特精密模具标准件有限公司 | 游标卡尺辅助测量治具 |
| CN209069136U (zh) * | 2018-12-30 | 2019-07-05 | 苏州爱科德精密仪器有限公司 | 一种可调测砧外径千分尺 |
| CN210220863U (zh) * | 2019-08-05 | 2020-03-31 | 苏州市豪威自动化设备有限公司 | 一种便于拿取操作的千分尺 |
| CN210704022U (zh) * | 2019-10-31 | 2020-06-09 | 钱娅琴 | 一种铝材加工用端部除毛刺装置 |
| CN211696117U (zh) * | 2020-03-27 | 2020-10-16 | 长春市宝成伟业汽车零部件有限公司 | 一种千分尺 |
| CN214255600U (zh) * | 2020-12-11 | 2021-09-21 | 广州宇城信息科技有限公司 | 一种led屏幕用线缆固定结构 |
| CN214543378U (zh) * | 2021-05-13 | 2021-10-29 | 田托 | 一种电力电缆分类固定装置 |
| CN216081202U (zh) * | 2021-10-27 | 2022-03-18 | 苏州浩弓精密工业有限公司 | 一种具有防护结构的零件尺寸检测用的外径千分尺 |
| CN216422356U (zh) * | 2021-12-08 | 2022-05-03 | 浙江中航来宝精工科技有限公司 | 一种高装配效率定位插杆夹具快速切换装置 |
Non-Patent Citations (1)
| Title |
|---|
| 刘玉喜: "内孔环槽测量专用卡尺", 《铁道机车车辆工人》 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115014165B (zh) | 2022-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107152922B (zh) | 一种在位测量圆环形平面形状误差的方法 | |
| CN104714123B (zh) | 电性检测装置 | |
| CN104713498A (zh) | 一种三点支撑下自动旋转角度检测工装 | |
| CN115014165B (zh) | 一种针头生产检验用长度检测装置 | |
| CN106017388B (zh) | 中心盘内孔检测机构 | |
| CN209027403U (zh) | 一种用于精密陶瓷的新型测试装置 | |
| CN205919803U (zh) | 中心盘内孔检测机构 | |
| CN214747671U (zh) | 一种公路工程用厚度检测设备 | |
| CN211292414U (zh) | 一种硬度检测仪 | |
| CN220818826U (zh) | 一种齿轮校验工具 | |
| CN219914313U (zh) | 一种风力发电机轴承座平面度检具 | |
| CN117554221B (zh) | 一种隧道掌子面围岩硬度检测装置 | |
| CN217738079U (zh) | 下护管尺寸综合检具 | |
| CN220288503U (zh) | 一种管状部件内圆度仪 | |
| CN216620879U (zh) | 一种固定轴向检测装置 | |
| CN218916239U (zh) | 混凝土电杆检测试验台 | |
| CN221055676U (zh) | 一种锥孔深度检测工具 | |
| CN220437327U (zh) | 缸盖阀座孔与导管孔同轴度检测装置 | |
| CN209961122U (zh) | 一种卡盘螺旋线检查仪 | |
| CN216745804U (zh) | 一种发动机静子部件径向跳动检测设备 | |
| CN114509007B (zh) | 一种测量圆柱类产品的激光测量设备 | |
| CN209101956U (zh) | 高精度线性尺寸管件定位支撑座 | |
| CN112254692B (zh) | 一种检测涡轮盘跨球距检具 | |
| CN209101940U (zh) | 高精度线性尺寸管件定位检测装置 | |
| CN220292034U (zh) | 一种无线鼠标蓝牙信号传输检测装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: A length detection device for needle production inspection Granted publication date: 20221104 Pledgee: Heze rural commercial bank Limited by Share Ltd. Pledgor: SHANDONG KERUI MEDICAL SUPPLIES Co.,Ltd. Registration number: Y2024980001360 |