CN114799407A - 一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法 - Google Patents
一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法 Download PDFInfo
- Publication number
- CN114799407A CN114799407A CN202210321873.7A CN202210321873A CN114799407A CN 114799407 A CN114799407 A CN 114799407A CN 202210321873 A CN202210321873 A CN 202210321873A CN 114799407 A CN114799407 A CN 114799407A
- Authority
- CN
- China
- Prior art keywords
- welding
- arc
- shaped
- groove
- guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
Abstract
本发明公开了一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法,属于焊接设备技术领域,具有焊缝的电梯轿厢立柱需补焊操作,通过人工进行补焊,效率低,难以实现多批量的焊接工作,包括底座,底座上设置有轿厢框,底座上滑动安装有第一夹持组件,第一夹持组件转动铰接有导向组件,导向组件与轿厢框活动套接,焊接时焊条会逐渐变短,第一电机联动皮带机构使第一齿轮沿弧形齿板圆周转动,从而使导架与焊钳整体转动,然后丝杆带动导框沿L形板向内立柱方向移动,使焊条始终处于焊接位置;焊钳通过水平和垂平方向滑动,并且两个弧形齿板组成的环形状,使焊钳能快速安置内立柱的任意高度进行补焊。
Description
技术领域
本发明涉及焊接设备技术领域,具体为一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法。
背景技术
电梯轿厢立柱承担着电梯箱整体结构强度的主要组成部分,在焊接电梯轿厢立柱时,需要对电梯轿厢立柱的焊缝进行反复的检测,检测出的具有焊缝的电梯轿厢立柱时,需要进行补焊操作,以往的方式是通过人工进行补焊,效率低,劳动率大,难以实现多批量的焊接工作,为此我们提出一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法用于解决上述问题。
发明内容
本发明的目的在于提供一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法,包括底座,所述底座上设置有轿厢框,所述底座上滑动安装有第一夹持组件,所述第一夹持组件转动铰接有导向组件,所述导向组件与轿厢框活动套接,所述导向组件上滑动卡接有导架,所述导架内固定安装有驱动装置,所述驱动装置与导向组件啮合连接,所述导架上端安装有焊接装置,所述焊接装置内安装有第二夹持组件。
作为本发明的一种优选技术方案,所述底座上表面固定设有水平滑轨,所述水平滑轨上滑动连接有垂平滑轨,所述垂平滑轨上滑动连接第一夹持组件。
作为本发明的一种优选技术方案,所述轿厢框包括有内立柱,所述内立柱数量为四个,且呈矩形状分布,所述内立柱外设置有多个外套,所述内立柱两端外和外套之间均焊接有多个弧形块,所述内立柱之间焊接有槽钢,所述内立柱外活动套接导向组件。
作为本发明的一种优选技术方案,所述第一夹持组件包括有电缸,所述电缸固定连接有滑座,所述滑座滑动设于垂平滑轨内,所述滑座上开设有第一矩形槽和第一滑槽,所述第一矩形槽内转动安装导向组件,所述第一滑槽内滑动连接有铰座,所述铰座内转动铰接有两个拉杆,所述拉杆的一端固定设有转轴。
作为本发明的一种优选技术方案,所述导向组件包括有弧形导板和弧形齿板,所述弧形导板和弧形齿板数量均为两个,两个所述弧形导板呈环形状,所述弧形导板上表面和弧形齿板底面均开设有凸环形槽,所述凸环形槽内滑动连接导架,所述弧形导板和弧形齿板的一端转动设于第一矩形槽内,所述弧形导板和弧形齿板的一端均固定设有连接轴,所述连接轴与滑座的一端转动连接,两个所述弧形导板的上表面均开设有转孔,所述转孔内转动卡接转轴,所述弧形齿板啮合连接驱动装置。
作为本发明的一种优选技术方案,所述导架包括有矩形框,所述矩形框上表面开设有通槽,所述矩形框上表面固定设有L形板,所述L形板上表面开设有第三滑槽,所述第三滑槽内滑动连接有滑块,所述滑块上表面固定连接焊接装置,所述L形板内壁固定安装驱动装置,所述矩形框上下表面均固定设有U形杆,所述U形杆的一端转动设有滚轴,所述滚轴滑动设于凸环形槽内。
作为本发明的一种优选技术方案,所述驱动装置包括有第一电机和皮带机构,所述第一电机固定设于L形板内壁,所述第一电机输出端与皮带机构的上端带轮固定连接,所述皮带机构的上端带轮固定连接有丝杆,所述丝杆的一端螺纹贯穿滑块,所述皮带机构的底端带轮固定连接有传动轴,所述传动轴与矩形框转动卡接,所述传动轴的一端固定连接有第一齿轮,所述第一齿轮啮合连接弧形齿板。
作为本发明的一种优选技术方案,所述焊接装置包括有焊钳和导框,所述导框底面固定连接滑块,所述导框上开设有第一安装槽和第二安装槽,所述第二安装槽内底面开设有弧形槽,所述焊钳的两个握把上均固定设有两个固定轴,所述焊钳底端的固定轴滑动设于弧形槽内,所述焊钳上端的固定轴滑动连接第二夹持组件,所述焊钳内安装有焊条,所述焊钳上设置有电源线。
作为本发明的一种优选技术方案,所述第二夹持组件包括有第二电机和固定板,所述第二电机底端固定连接第一安装槽内底面,所述第二电机输出端固定连接有第二齿轮,所述固定板固定设于导框上表面,所述固定板内开设有导槽,所述第二齿轮设于导槽内,所述第二齿轮啮合连接有两个齿条,所述齿条滑动设于导槽内,所述齿条上表面均固定设有L形推块,所述L形推块内开设有第二滑槽,所述第二滑槽内滑动连接固定轴,所述固定板上表面固定设有横板,所述第二电机输出端转动连接横板底面。
一种焊缝检测的电梯轿厢立柱用焊接设备的组焊方法,包括如下步骤:
步骤一:轿厢框放置底座上表面,垂平滑轨沿水平滑轨水平滑动,然后滑座带动电缸沿垂平滑轨上下移动,电缸活塞杆使两个拉杆带动弧形导板和弧形齿板转动,使两个弧形导板组成环形状,并套设内立柱外,使导架通过U形杆和滚轴沿环形的凸环形槽进行圆周滑动;
步骤二;第二电机通过第二齿轮使两个齿条逆向滑动,并通过L形推块的第二滑槽内壁推动焊钳握把上端的两个固定轴逆向移动,焊钳底端的两个固定轴沿弧形槽逆向滑动,使焊钳内安装焊条,焊接时,第一电机工作,通过皮带机构使传动轴带动第一齿轮转动,从而使导架整体沿弧形齿板进行圆周转动,因焊条会逐渐变短,第一电机联动丝杆带动滑块和导框沿L形板开设的第三滑槽向内立柱方向移动,使焊条始终处于焊接位置。
与现有技术相比,本发明的有益效果在于:
1.焊接时焊条会逐渐变短,第一电机联动皮带机构使第一齿轮沿弧形齿板圆周转动,从而使导架与焊钳整体转动,然后丝杆带动导框沿L形板向内立柱方向移动,使焊条始终处于焊接位置;
2.焊钳通过水平和垂平方向滑动,并且两个弧形齿板组成的环形状,使焊钳能快速安置内立柱的任意高度进行补焊。
附图说明
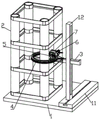
图1为本发明结构示意图;
图2为本发明结构轿厢框示意图;
图3为本发明结构第一夹持组件示意图;
图4为本发明结构导向组件示意图;
图5为本发明结构导架和驱动装置示意图;
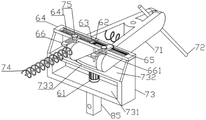
图6为本发明结构第二夹持组件和焊接装置示意图;
图中:1、底座;11、水平滑轨;12、垂平滑轨;2、轿厢框;21、内立柱;22、外套;23、弧形块;24、槽钢;3、第一夹持组件;31、电缸;32、滑座;321、第一矩形槽;322、第一滑槽;33、铰座;34、拉杆;341、转轴;4、导向组件;41、弧形导板;42、弧形齿板;43、凸环形槽;44、转孔;45、连接轴;5、驱动装置;51、第一电机;52、皮带机构;53、传动轴;54、第一齿轮;55、丝杆;6、第二夹持组件;61、第二电机;62、第二齿轮;63、横板;64、固定板;641、导槽;65、齿条;66、L形推块;661、第二滑槽;7、焊接装置;71、焊钳;72、焊条;73、导框;731、第一安装槽;732、第二安装槽;733、弧形槽;74、电源线;75、固定轴;8、导架;81、矩形框;811、通槽;82、L形板;821、第三滑槽;83、U形杆;84、滚轴;85、滑块。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例:如图1-6所示,本发明提供了一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法,包括底座1,所述底座1上设置有轿厢框2,所述底座1上滑动安装有第一夹持组件3,所述第一夹持组件3转动铰接有导向组件4,所述导向组件4与轿厢框2活动套接,所述导向组件4上滑动卡接有导架8,所述导架8内固定安装有驱动装置5,所述驱动装置5与导向组件4啮合连接,所述导架8上端安装有焊接装置7,驱动装置5使焊接装置7水平移动,同时沿导向组件4转动,所述焊接装置7内安装有第二夹持组件6。
进一步的,所述底座1上表面固定设有水平滑轨11,所述水平滑轨11上滑动连接有垂平滑轨12,所述垂平滑轨12上滑动连接第一夹持组件3,使第一夹持组件3可以水平和垂向移动。
进一步的,所述轿厢框2包括有内立柱21,所述内立柱21数量为四个,且呈矩形状分布,所述内立柱21外设置有多个外套22,所述内立柱21两端外和外套22之间均焊接有多个弧形块23,所述内立柱21之间焊接有槽钢24,所述内立柱21外活动套接导向组件4,轿厢框2呈矩形状,四个内立柱21设于轿厢框2四角处,内立柱21外设置多个外套22,然后通过焊接多个弧形块23进行连接。
进一步的,所述第一夹持组件3包括有电缸31,所述电缸31固定连接有滑座32,所述滑座32滑动设于垂平滑轨12内,所述滑座32上开设有第一矩形槽321和第一滑槽322,所述第一矩形槽321内转动安装导向组件4,所述第一滑槽322内滑动连接有铰座33,所述铰座33内转动铰接有两个拉杆34,所述拉杆34的一端固定设有转轴341,从而电缸31推动铰座33滑动,使两个拉杆34的夹角改变。
进一步的,所述导向组件4包括有弧形导板41和弧形齿板42,所述弧形导板41和弧形齿板42数量均为两个,弧形导板41和弧形齿板42能组成环形状,两个所述弧形导板41呈环形状,所述弧形导板41上表面和弧形齿板42底面均开设有凸环形槽43,从而当弧形导板41和弧形齿板42能组成环形状时,使凸环形槽43能形成环形状,所述凸环形槽43内滑动连接导架8,所述弧形导板41和弧形齿板42的一端转动设于第一矩形槽321内,所述弧形导板41和弧形齿板42的一端均固定设有连接轴45,所述连接轴45与滑座32的一端转动连接,两个所述弧形导板41的上表面均开设有转孔44,所述转孔44内转动卡接转轴341,所述弧形齿板42啮合连接驱动装置5,从而拉杆34能推动弧形导板41和弧形齿板42沿连接轴45转动。
进一步的,所述导架8包括有矩形框81,所述矩形框81上表面开设有通槽811,所述矩形框81上表面固定设有L形板82,所述L形板82上表面开设有第三滑槽821,所述第三滑槽821内滑动连接有滑块85,所述滑块85上表面固定连接焊接装置7,所述L形板82内壁固定安装驱动装置5,所述矩形框81上下表面均固定设有U形杆83,所述U形杆83的一端转动设有滚轴84,所述滚轴84滑动设于凸环形槽43内,从而导架8通过矩形框81和L形板82带动焊接装置7一起移动,并且通过U形杆83和滚轴84能沿凸环形槽43内进行旋转。
进一步的,所述驱动装置5包括有第一电机51和皮带机构52,所述第一电机51固定设于L形板82内壁,所述第一电机51输出端与皮带机构52的上端带轮固定连接,所述皮带机构52的上端带轮固定连接有丝杆55,所述丝杆55的一端螺纹贯穿滑块85,所述皮带机构52的底端带轮固定连接有传动轴53,所述传动轴53与矩形框81转动卡接,所述传动轴53的一端固定连接有第一齿轮54,所述第一齿轮54啮合连接弧形齿板42,从而第一电机51联动皮带机构52和丝杆55转动,通过第一齿轮54沿弧形齿板42旋转,而丝杆55带动滑块85滑动。
进一步的,所述焊接装置7包括有焊钳71和导框73,所述导框73底面固定连接滑块85,所述导框73上开设有第一安装槽731和第二安装槽732,所述第二安装槽732内底面开设有弧形槽733,所述焊钳71的两个握把上均固定设有两个固定轴75,所述焊钳71底端的固定轴75滑动设于弧形槽733内,所述焊钳71上端的固定轴75滑动连接第二夹持组件6,所述焊钳71内安装有焊条72,所述焊钳71上设置有电源线74,从而焊钳71能通过第二夹持组件6安装焊条72。
进一步的,所述第二夹持组件6包括有第二电机61和固定板64,所述第二电机61底端固定连接第一安装槽731内底面,所述第二电机61输出端固定连接有第二齿轮62,所述固定板64固定设于导框73上表面,所述固定板64内开设有导槽641,所述第二齿轮62设于导槽641内,所述第二齿轮62啮合连接有两个齿条65,所述齿条65滑动设于导槽641内,所述齿条65上表面均固定设有L形推块66,所述L形推块66内开设有第二滑槽661,所述第二滑槽661内滑动连接固定轴75,所述固定板64上表面固定设有横板63,所述第二电机61输出端转动连接横板63底面,从而第二电机61通过第二齿轮62使两个齿条65逆向滑动,并通过L形推块66的第二滑槽661内壁推动焊钳71握把上端的两个固定轴75逆向移动,焊钳71底端的两个固定轴75沿弧形槽733逆向滑动,使焊钳71内安装焊条72。
一种焊缝检测的电梯轿厢立柱用焊接设备的组焊方法,包括如下步骤:
步骤一:轿厢框2放置底座1上表面,垂平滑轨12沿水平滑轨11水平滑动,然后滑座32带动电缸31沿垂平滑轨12上下移动,电缸31活塞杆使两个拉杆34带动弧形导板41和弧形齿板42转动,使两个弧形导板41组成环形状,并套设内立柱21外,使导架8通过U形杆83和滚轴84沿环形的凸环形槽43进行圆周滑动;
步骤二;第二电机61通过第二齿轮62使两个齿条65逆向滑动,并通过L形推块66的第二滑槽661内壁推动焊钳71握把上端的两个固定轴75逆向移动,焊钳71底端的两个固定轴75沿弧形槽733逆向滑动,使焊钳71内安装焊条72,焊接时,第一电机51工作,通过皮带机构52使传动轴53带动第一齿轮54转动,从而使导架8整体沿弧形齿板42进行圆周转动,因焊条72会逐渐变短,第一电机51联动丝杆55带动滑块85和导框73沿L形板82开设的第三滑槽821向内立柱21方向移动,使焊条72始终处于焊接位置。
工作原理:轿厢框2放置底座1上表面,垂平滑轨12沿水平滑轨11水平滑动,然后滑座32带动电缸31沿垂平滑轨12上下移动,电缸31活塞杆使两个拉杆34带动弧形导板41和弧形齿板42转动,使两个弧形导板41组成环形状,并套设内立柱21外,使导架8通过U形杆83和滚轴84沿环形的凸环形槽43进行圆周滑动;第二电机61通过第二齿轮62使两个齿条65逆向滑动,并通过L形推块66的第二滑槽661内壁推动焊钳71握把上端的两个固定轴75逆向移动,焊钳71底端的两个固定轴75沿弧形槽733逆向滑动,使焊钳71内安装焊条72,焊接时,第一电机51工作,通过皮带机构52使传动轴53带动第一齿轮54转动,从而使导架8整体沿弧形齿板42进行圆周转动,因焊条72会逐渐变短,第一电机51联动丝杆55带动滑块85和导框73沿L形板82开设的第三滑槽821向内立柱21方向移动,使焊条72始终处于焊接位置。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种焊缝检测的电梯轿厢立柱用焊接设备,包括底座(1),其特征在于:所述底座(1)上设置有轿厢框(2),所述底座(1)上滑动安装有第一夹持组件(3),所述第一夹持组件(3)转动铰接有导向组件(4),所述导向组件(4)与轿厢框(2)活动套接,所述导向组件(4)上滑动卡接有导架(8),所述导架(8)内固定安装有驱动装置(5),所述驱动装置(5)与导向组件(4)啮合连接,所述导架(8)上端安装有焊接装置(7),所述焊接装置(7)内安装有第二夹持组件(6)。
2.如权利要求1所述的一种焊缝检测的电梯轿厢立柱用焊接设备,其特征在于,所述底座(1)上表面固定设有水平滑轨(11),所述水平滑轨(11)上滑动连接有垂平滑轨(12),所述垂平滑轨(12)上滑动连接第一夹持组件(3)。
3.如权利要求1所述的一种焊缝检测的电梯轿厢立柱用焊接设备,其特征在于,所述轿厢框(2)包括有内立柱(21),所述内立柱(21)数量为四个,且呈矩形状分布,所述内立柱(21)外设置有多个外套(22),所述内立柱(21)两端外和外套(22)之间均焊接有多个弧形块(23),所述内立柱(21)之间焊接有槽钢(24),所述内立柱(21)外活动套接导向组件(4)。
4.如权利要求2所述的一种焊缝检测的电梯轿厢立柱用焊接设备,其特征在于,所述第一夹持组件(3)包括有电缸(31),所述电缸(31)固定连接有滑座(32),所述滑座(32)滑动设于垂平滑轨(12)内,所述滑座(32)上开设有第一矩形槽(321)和第一滑槽(322),所述第一矩形槽(321)内转动安装导向组件(4),所述第一滑槽(322)内滑动连接有铰座(33),所述铰座(33)内转动铰接有两个拉杆(34),所述拉杆(34)的一端固定设有转轴(341)。
5.如权利要求4所述的一种焊缝检测的电梯轿厢立柱用焊接设备,其特征在于,所述导向组件(4)包括有弧形导板(41)和弧形齿板(42),所述弧形导板(41)和弧形齿板(42)数量均为两个,两个所述弧形导板(41)呈环形状,所述弧形导板(41)上表面和弧形齿板(42)底面均开设有凸环形槽(43),所述凸环形槽(43)内滑动连接导架(8),所述弧形导板(41)和弧形齿板(42)的一端转动设于第一矩形槽(321)内,所述弧形导板(41)和弧形齿板(42)的一端均固定设有连接轴(45),所述连接轴(45)与滑座(32)的一端转动连接,两个所述弧形导板(41)的上表面均开设有转孔(44),所述转孔(44)内转动卡接转轴(341),所述弧形齿板(42)啮合连接驱动装置(5)。
6.如权利要求5所述的一种焊缝检测的电梯轿厢立柱用焊接设备,其特征在于,所述导架(8)包括有矩形框(81),所述矩形框(81)上表面开设有通槽(811),所述矩形框(81)上表面固定设有L形板(82),所述L形板(82)上表面开设有第三滑槽(821),所述第三滑槽(821)内滑动连接有滑块(85),所述滑块(85)上表面固定连接焊接装置(7),所述L形板(82)内壁固定安装驱动装置(5),所述矩形框(81)上下表面均固定设有U形杆(83),所述U形杆(83)的一端转动设有滚轴(84),所述滚轴(84)滑动设于凸环形槽(43)内。
7.如权利要求6所述的一种焊缝检测的电梯轿厢立柱用焊接设备,其特征在于,所述驱动装置(5)包括有第一电机(51)和皮带机构(52),所述第一电机(51)固定设于L形板(82)内壁,所述第一电机(51)输出端与皮带机构(52)的上端带轮固定连接,所述皮带机构(52)的上端带轮固定连接有丝杆(55),所述丝杆(55)的一端螺纹贯穿滑块(85),所述皮带机构(52)的底端带轮固定连接有传动轴(53),所述传动轴(53)与矩形框(81)转动卡接,所述传动轴(53)的一端固定连接有第一齿轮(54),所述第一齿轮(54)啮合连接弧形齿板(42)。
8.如权利要求6所述的一种焊缝检测的电梯轿厢立柱用焊接设备,其特征在于,所述焊接装置(7)包括有焊钳(71)和导框(73),所述导框(73)底面固定连接滑块(85),所述导框(73)上开设有第一安装槽(731)和第二安装槽(732),所述第二安装槽(732)内底面开设有弧形槽(733),所述焊钳(71)的两个握把上均固定设有两个固定轴(75),所述焊钳(71)底端的固定轴(75)滑动设于弧形槽(733)内,所述焊钳(71)上端的固定轴(75)滑动连接第二夹持组件(6),所述焊钳(71)内安装有焊条(72),所述焊钳(71)上设置有电源线(74)。
9.如权利要求8所述的一种焊缝检测的电梯轿厢立柱用焊接设备,其特征在于,所述第二夹持组件(6)包括有第二电机(61)和固定板(64),所述第二电机(61)底端固定连接第一安装槽(731)内底面,所述第二电机(61)输出端固定连接有第二齿轮(62),所述固定板(64)固定设于导框(73)上表面,所述固定板(64)内开设有导槽(641),所述第二齿轮(62)设于导槽(641)内,所述第二齿轮(62)啮合连接有两个齿条(65),所述齿条(65)滑动设于导槽(641)内,所述齿条(65)上表面均固定设有L形推块(66),所述L形推块(66)内开设有第二滑槽(661),所述第二滑槽(661)内滑动连接固定轴(75),所述固定板(64)上表面固定设有横板(63),所述第二电机(61)输出端转动连接横板(63)底面。
10.一种焊缝检测的电梯轿厢立柱用焊接设备的组焊方法,包括如下步骤:
步骤一:轿厢框(2)放置底座(1)上表面,垂平滑轨(12)沿水平滑轨(11)水平滑动,然后滑座(32)带动电缸(31)沿垂平滑轨(12)上下移动,电缸(31)活塞杆使两个拉杆(34)带动弧形导板(41)和弧形齿板(42)转动,使两个弧形导板(41)组成环形状,并套设内立柱(21)外,使导架(8)通过U形杆(83)和滚轴(84)沿环形的凸环形槽(43)进行圆周滑动;
步骤二;第二电机(61)通过第二齿轮(62)使两个齿条(65)逆向滑动,并通过L形推块(66)的第二滑槽(661)内壁推动焊钳(71)握把上端的两个固定轴(75)逆向移动,焊钳(71)底端的两个固定轴(75)沿弧形槽(733)逆向滑动,使焊钳(71)内安装焊条(72),焊接时,第一电机(51)工作,通过皮带机构(52)使传动轴(53)带动第一齿轮(54)转动,从而使导架(8)整体沿弧形齿板(42)进行圆周转动,因焊条(72)会逐渐变短,第一电机(51)联动丝杆(55)带动滑块(85)和导框(73)沿L形板(82)开设的第三滑槽(821)向内立柱(21)方向移动,使焊条(72)始终处于焊接位置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210321873.7A CN114799407A (zh) | 2022-03-29 | 2022-03-29 | 一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210321873.7A CN114799407A (zh) | 2022-03-29 | 2022-03-29 | 一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114799407A true CN114799407A (zh) | 2022-07-29 |
Family
ID=82531942
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210321873.7A Pending CN114799407A (zh) | 2022-03-29 | 2022-03-29 | 一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114799407A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116281520A (zh) * | 2023-04-06 | 2023-06-23 | 东台创跃机电有限公司 | 一种稳定性良好的电梯轿厢立柱 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130200057A1 (en) * | 2011-11-18 | 2013-08-08 | Lincoln Global, Inc. | System for mounting a tractor unit on a guide track |
| CN104625501A (zh) * | 2014-12-24 | 2015-05-20 | 河野精机(大连)有限公司 | 一种自动跟踪焊接位置的环焊开合专机 |
| CN107500080A (zh) * | 2017-09-05 | 2017-12-22 | 苏州台菱奥创电梯有限公司 | 一种井道框架 |
| CN207239577U (zh) * | 2017-09-29 | 2018-04-17 | 华星钢构股份有限公司 | 一种多管相贯汇交节点焊接设备 |
| CN110722282A (zh) * | 2019-11-15 | 2020-01-24 | 中国科学院合肥物质科学研究院 | 一种用于复杂环境的管道自动焊接装置及方法 |
| CN111702379A (zh) * | 2020-05-11 | 2020-09-25 | 芜湖懒人智能科技有限公司 | 一种集内焊与外焊功能于一体的垃圾桶外壳内外焊接装置 |
| CN212350752U (zh) * | 2020-05-19 | 2021-01-15 | 上海前山管道技术有限公司 | 一种管子管件自动组对点焊机 |
| CN113199185A (zh) * | 2021-05-12 | 2021-08-03 | 苏州奢妙服饰有限公司 | 一种大型管道自动化环缝焊接装置及方法 |
| CN113333908A (zh) * | 2021-05-13 | 2021-09-03 | 王克宝 | 一种电弧焊接机 |
| CN215468731U (zh) * | 2021-07-06 | 2022-01-11 | 兴化市远泰焊接材料厂 | 一种不锈钢焊条夹持固定套件 |
-
2022
- 2022-03-29 CN CN202210321873.7A patent/CN114799407A/zh active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130200057A1 (en) * | 2011-11-18 | 2013-08-08 | Lincoln Global, Inc. | System for mounting a tractor unit on a guide track |
| CN104625501A (zh) * | 2014-12-24 | 2015-05-20 | 河野精机(大连)有限公司 | 一种自动跟踪焊接位置的环焊开合专机 |
| CN107500080A (zh) * | 2017-09-05 | 2017-12-22 | 苏州台菱奥创电梯有限公司 | 一种井道框架 |
| CN207239577U (zh) * | 2017-09-29 | 2018-04-17 | 华星钢构股份有限公司 | 一种多管相贯汇交节点焊接设备 |
| CN110722282A (zh) * | 2019-11-15 | 2020-01-24 | 中国科学院合肥物质科学研究院 | 一种用于复杂环境的管道自动焊接装置及方法 |
| CN111702379A (zh) * | 2020-05-11 | 2020-09-25 | 芜湖懒人智能科技有限公司 | 一种集内焊与外焊功能于一体的垃圾桶外壳内外焊接装置 |
| CN212350752U (zh) * | 2020-05-19 | 2021-01-15 | 上海前山管道技术有限公司 | 一种管子管件自动组对点焊机 |
| CN113199185A (zh) * | 2021-05-12 | 2021-08-03 | 苏州奢妙服饰有限公司 | 一种大型管道自动化环缝焊接装置及方法 |
| CN113333908A (zh) * | 2021-05-13 | 2021-09-03 | 王克宝 | 一种电弧焊接机 |
| CN215468731U (zh) * | 2021-07-06 | 2022-01-11 | 兴化市远泰焊接材料厂 | 一种不锈钢焊条夹持固定套件 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116281520A (zh) * | 2023-04-06 | 2023-06-23 | 东台创跃机电有限公司 | 一种稳定性良好的电梯轿厢立柱 |
| CN116281520B (zh) * | 2023-04-06 | 2023-10-20 | 东台创跃机电有限公司 | 一种稳定性良好的电梯轿厢立柱 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN209792923U (zh) | 一种带有钢管定位功能的自动焊接机 | |
| CN212858273U (zh) | 筒体装配装置 | |
| CN114799407A (zh) | 一种焊缝检测的电梯轿厢立柱用焊接设备及其组焊方法 | |
| CN215393332U (zh) | 一种多工位辊道旋盘 | |
| CN116765700B (zh) | 底盘悬置支架焊接工装 | |
| CN111390486A (zh) | 一种洗衣龙筒身焊接工装及方法 | |
| CN216747573U (zh) | 一种无缝钢管超声波涡流自动探伤用旋转辊道 | |
| CN215902909U (zh) | 一种用于螺母加工的压焊设备 | |
| CN215509108U (zh) | 一种钻孔台钻 | |
| CN214770095U (zh) | 一种便于调节的焊接滚轮架 | |
| CN110722367B (zh) | 一种用于汽车零件加工中的角度调整装置 | |
| CN210818226U (zh) | 用于桥壳总成的焊接工装 | |
| CN210790352U (zh) | 双螺杆空压机油气分离罐生产用圆筒整形装置 | |
| CN112008408A (zh) | 一种齿轮故障诊断用具有自动校正功能的生产设备 | |
| CN212682971U (zh) | 一种汽车零部件焊接成型工装 | |
| CN206286775U (zh) | 一种长轴焊接工装 | |
| CN111730445A (zh) | 一种用于机械加工的倒棱机及其使用方法 | |
| CN115302182B (zh) | 一种智能化车厢焊接生产线及焊接工艺 | |
| CN216939076U (zh) | 一种自升式可旋转打磨台 | |
| CN217647850U (zh) | 一种带旋转的换热器焊接工装 | |
| CN217210799U (zh) | 一种工程管道壁厚检测装置 | |
| CN117140253B (zh) | 一种特大型钢结构件焊缝处理设备 | |
| CN113588670B (zh) | 一种电梯配件生产用裂纹检测设备 | |
| CN213301169U (zh) | 一种高精度外观检测装置 | |
| CN215748150U (zh) | 一种便于定位的机床精加工用工件尺寸快速检测装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |