CN1145775C - 涂覆底材的干燥系统 - Google Patents
涂覆底材的干燥系统 Download PDFInfo
- Publication number
- CN1145775C CN1145775C CNB961969962A CN96196996A CN1145775C CN 1145775 C CN1145775 C CN 1145775C CN B961969962 A CNB961969962 A CN B961969962A CN 96196996 A CN96196996 A CN 96196996A CN 1145775 C CN1145775 C CN 1145775C
- Authority
- CN
- China
- Prior art keywords
- condensing surface
- ground
- liquid
- platen
- base sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B25/00—Details of general application not covered by group F26B21/00 or F26B23/00
- F26B25/005—Treatment of dryer exhaust gases
- F26B25/006—Separating volatiles, e.g. recovering solvents from dryer exhaust gases
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/10—Arrangements for feeding, heating or supporting materials; Controlling movement, tension or position of materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/10—Arrangements for feeding, heating or supporting materials; Controlling movement, tension or position of materials
- F26B13/105—Drying webs by contact with heated surfaces other than rollers or drums
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B25/00—Details of general application not covered by group F26B21/00 or F26B23/00
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B3/00—Drying solid materials or objects by processes involving the application of heat
- F26B3/18—Drying solid materials or objects by processes involving the application of heat by conduction, i.e. the heat is conveyed from the heat source, e.g. gas flame, to the materials or objects to be dried by direct contact
- F26B3/20—Drying solid materials or objects by processes involving the application of heat by conduction, i.e. the heat is conveyed from the heat source, e.g. gas flame, to the materials or objects to be dried by direct contact the heat source being a heated surface, e.g. a moving belt or conveyor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B7/00—Drying solid materials or objects by processes using a combination of processes not covered by a single one of groups F26B3/00 and F26B5/00
- F26B7/002—Drying solid materials or objects by processes using a combination of processes not covered by a single one of groups F26B3/00 and F26B5/00 using an electric field and heat
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/842—Coating a support with a liquid magnetic dispersion
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/842—Coating a support with a liquid magnetic dispersion
- G11B5/845—Coating a support with a liquid magnetic dispersion in a magnetic field
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Dispersion Chemistry (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Microbiology (AREA)
- Drying Of Solid Materials (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
- Cleaning Or Drying Semiconductors (AREA)
- Exposure And Positioning Against Photoresist Photosensitive Materials (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
Abstract
一种干燥底材(16)的方法和设备使用一与该底材相邻的并在该底材要干燥的一侧的冷凝表面(22)。在没有外加对流的情况下,来自底材的液体被蒸发并随后被冷凝在冷凝表面(22)上。从冷凝表面中去除冷凝液,而冷凝液仍然是液体。通过加热底材(16)而不是外加对流来完成蒸发。
Description
技术领域
本发明涉及一种传送物体和能量并干燥—底材上的涂层的方法和设备。本发明尤其涉及在一封闭的区域中传送物体和能量并干燥底材。
发明背景
干燥诸如坯片之类的涂覆或涂层底材需要向涂层提供能量,随后去除蒸发的液体。从涂层中蒸发的液体可以是任何包括诸如有机溶剂物系和包括水基溶剂物系的无机体系的的溶剂。对流、传导、辐射和微波能量可用来向涂覆或涂层坯片提供能量。外加对流和压力气流可用来去除被蒸发的液体。外加对流可称为输入功率所产生的和故意引起的对流。它排除仅仅由坯片的移动引起的对流、自然对流和其他不可避免的力引起的对流。在某些蒸汽是无毒性的诸如水蒸发的情况中,蒸汽可通过闪蒸排出到环境大气中而被去除。
在传统的干燥技术中,需要大量的惰性或非惰性气体来去除从气/液界面中蒸发的液体。这些干燥器在要干燥的涂覆坯片与容纳大量气流的干燥壳体的顶部之间需要大的空间。在气/液界面上,干燥取决于扩散、对流、因坯片移动和冲击空气流所形成的边界层气流、蒸汽粘度以及液体与蒸汽的状态变化对流等因素。这些现象直接在涂覆坯片的上方发生,一般在表面的15厘米范围之内。由于传统干燥器在涂覆坯片之上有一大的空间,它们只能控制大量气流的的平均速度和温度,它们控制在气/液界面附近的这些现象的能力是有限的。
对于有机溶剂物系,这些大气流中的蒸汽浓度保持在较低的程度,一般为1-2%,保留在蒸汽/气体混合物的可燃极限之下。这些大气流是用来去除处理过程中所蒸发的液体。封闭、加热、加压和控制这些气流的费用占了干燥器成本的主要部分。省去对这些大气流的需求将是极有利的。
这些气流被引到冷凝系统,以在排出之前用大的热交换器或具有刮片的激冷轧辊分离蒸汽。这些冷凝系统距离大量气流中的涂覆坯片相当远。由于在这种气流中的低蒸汽浓度,这些系统体积大,成本高,而且必须在低温下工作。
把冷凝系统靠近涂覆底材是比较有利的,因为那儿的蒸汽浓度高。但是,传统的热量交换器是通过重力来排除冷凝液体而回到涂层表面,所以除非它们是倾斜的或有一个收集容器,就会影响制品质量。如果它们有一个收集容器,它们就能脱离高浓度的坯片表面。如果它们是倾斜的,液滴可能仍然是个问题。此外,传统的热交换器不是平的,以便跟随坯片路径和控制干燥工况。
美国专利第4,365,423号描述了一种干燥系统,该干燥系统在要干燥的坯片上使用一种有小孔的表面,使涂层免遭由大气流产生的湍流的影响而避免斑纹的出现。但是,这种系统不能消除外加对流,需要使用第二级低效率的溶剂回收,干燥速度下降。此外,由于干燥速度下降,该专利指出仅对5-25%的干燥器长度使用这种保护。
德国Offnlegungeschrift的专利第4009797号描述了一种在一干燥外壳内的以去除蒸发液体的溶剂回收系统。一具有刮片的激冷轧辊安装在坯片表面之上,并去除呈液态的蒸汽。没有外加对流去除蒸发液体。但是,轧辊仅仅处在干燥器长度上的一小段的表面附近的高蒸汽浓度区。它不能对气/液界面的状况提供最理想的控制。事实上,当轧辊转动时,它可能在坯片表面附近形成湍流。此外,当涂覆坯片的一系列平坦的表面移动通过干燥器时,该系统的形状不能与之相适应。因此,该系统在用一个小的平面间隙去控制干燥状况的情况下是不能运行的,并不能达到最佳的冷凝效率。
英国专利第1 401 041号描述了一种溶剂回收系统,该系统没有传统干燥所需的大气流,它使用在涂覆底材附近的加热和冷凝板工作。溶剂在冷凝板上冷凝,随后冷凝的液体因重力排到一收集装置中。这种设备仅仅是通过重力来去除冷凝表面上的液体。因此,冷凝表面不能放在涂覆底材的上方,因为重力将会使冷凝的液体回到涂覆底材上。在附图和讨论(第3页,第89-92行)中,把冷凝表面描述成是垂直的,或对于涂覆底材来讲,涂覆侧面朝下,在冷凝表面之上。对底材底侧施加一涂层或在施加涂层之后把底材翻转过来在工业上不是可取的方法。在一翻过来的位置涂覆并在干燥之前把涂覆底材翻过来会形成涂层缺陷。这些限制大大地降低了干燥方法的灵活性,为了使它适应标准制造方法,必然会使成本上升。垂直或翻过来干燥的这种要求很有可能是这种方法在工业上不适用或不讨论的原因。
英国专利第1 401 041号(在第2页第126行至第3页第20行)也描述了采用在冷凝表面生成液膜层以及生成液滴的这种方法的问题。由于“这样形成的液膜14使厚度朝冷凝器的下端增加”,所以冷凝表面的长度受到这种表面层的加厚和稳定性的限制。限制冷凝表面的长度将限制干燥器的长度或有未干燥的涂层退离干燥系统。这就会有一些溶剂蒸汽进入大气、干燥现象失控和产生缺陷的不希望有的效果。另外的限制是为了防止冷凝液膜与底材接触以及防止液滴接触底材,冷凝表面到涂层表面的距离“很难在5毫米左右以下”。
该系统对垂直或翻过来干燥的限制限制了干燥器的长度,不能与涂覆底材相距理想距离进行工作,使该系统不足以达到所需的干燥利益。
为了干燥涂覆底材,需要有一个系统,该系统能够对气/液界面附近的状况提供有所改进的控制,该系统能够省去用外加对流传送蒸发液体的要求。还需要一个在有与底材相邻的小间隙的情况下进行工作的系统。
发明概要
本发明是一种传送物体和能量并干燥一涂覆底材的方法和设备。一冷凝表面与底材相邻,位于该底材要干燥的一侧(具有涂层的那一侧)。涂覆底材中的液体被蒸发,随后在没有外加对流的情况下在冷凝表面上冷凝。被冷凝的液体迁离冷凝表面,而它仍然是液体。
在冷凝表面上形成一凝液薄膜层,以防止凝液生成液滴,并防止凝液搭接到底材。
冷凝表面与底材之间的距离小于5mm。在另一实施例中,冷凝表面在底材之上。在又一实施例中,冷凝液体被送到冷凝表面的侧边缘。
用重力可至少去除部分冷凝液体。冷凝表面倾斜于涂覆底材的至少一个横向侧面。重力传送冷凝表面上的冷凝液。此外,可用表面张力或毛细力,例如用有小孔的材料,来去除冷凝的液体。
可使用多个冷凝表面。一个是位于上面的并倾斜于涂覆底材的至少一个横向侧面的冷凝台板,其它的是具有上和下表面的若干薄片。这些薄片位于冷凝台板下面,使它们偏离水平面倾斜,它们的下边缘面对冷凝台板的下边缘。这些薄片彼此重叠,并在重叠区间隔开。
在另一实施例中,冷凝台板有一冷凝板和一有小孔的薄片,该薄片有一上表面和一下表面,位于冷凝台板之下并与冷凝台板分开一定距离。有小孔薄片的上表面和下表面形成冷凝表面。可以选择冷凝台板与有小孔薄片之间的空间宽度、薄片中的小孔尺寸和有小孔薄片上的空隙面积与实心面积之比,以形成表面张力,使凝液留在冷凝表面上。
控制间隙高度和涂覆底材与冷凝表面之间的温差来控制干燥速度。
冷凝表面可形成在一固定的或转动的传送带上。或者,冷凝表面由任何类型的平的或带槽的板、管子、叶片或其它形状的材料所形成。冷凝表面可由一有小孔板所形成,该有小孔板用杨-拉普拉斯(Young-Laplace)表面张力来留住凝液,并用毛细力传送凝液。
如果冷凝表面使冷凝的液体纵向流动,可用一收集系统来收集液体或在冷凝表面上的结构引导该液体。在冷凝表面上的诸如肋条的结构可限制凝液的上升,并防止液滴的生成。
附图简要说明
图1是本发明的干燥设备的立体图。
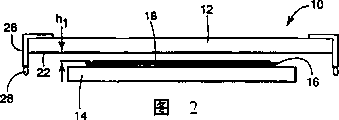
图2是图1设备的侧视图。
图3是沿图1的3-3线截取的剖面图。
图4是本发明另一实施例的干燥设备的立体图。
图5是图4设备的侧视图。
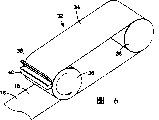
图6是本发明又一实施例的干燥设备的立体图。
图7是本发明又一实施例的干燥设备的剖视图。
图8是本发明又一实施例的干燥设备的剖视图。
图9是本发明又一实施例的干燥设备的剖视图。
图10是本发明又一实施例的干燥设备的侧面示意图。
图11是本发明又一实施例的干燥设备的剖视图。
图12是本发明又一实施例的一冷凝台板的仰视图。
图13是本发明又一实施例的干燥设备的俯视图。
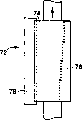
图14是本发明又一实施例的干燥设备的俯视图。
图15是本发明又一实施例的干燥设备的侧视图。
图16是本发明的一侧面示意图,它示出了可调变量。
详细说明
本发明的系统是传送物体和能量并干燥一诸如移动坯片的涂覆底材上的涂层的一种方法和设备,其中一冷凝表面在涂覆底材之上形成一小的受控环境间隙(controlled-environment gap)。在干燥过程中发生的其它物理和化学现象,诸如化学反应、固化和状态相变,也受到本发明的影响。
在图1、2和3的实施例中,干燥(加热液体把它蒸发成蒸汽(或汽化液体),把蒸汽移离坯片,冷凝蒸汽,把冷凝的蒸汽(也称凝液)移离坯片)是在不需要与传统干燥方法相对应的外加气体对流的情况下发生的。这样就减少了与许多精密涂层相关联的斑纹生成,并能以加大的干燥速度来干燥。在图4-15的实施例中,从坯片中去除蒸发的液体至少是在不需要外加气体对流的情况下发生的。这种系统的所有形式都能对在气/液界面附近发生的现象进行有改进的控制,并达到较高的液体回收效率。
所有形式采用冷凝来去除间隙中的被蒸发的液体,该间隙基本上是平的,不需要外加对流力,而且周围和界面层对流力达到最小。干燥系统具有许多优于传统干燥技术的优点,因为形成一个邻近涂层表面的小的、环境受控的间隙,省略了由干燥机构外加对流的要求。在某些产品中,涂层在干燥过程中会发生化学反应或其它物理和化学作用。在干燥过程中不管是否有这些作用,干燥系统都有效运转。干燥期间,干燥系统会影响这些作用。一个例子是分散或溶解在一种溶剂中的湿态固化聚合物,由于干燥大气具有湿度,这种聚合物在干燥过程中受到了不利的影响。由于本发明在涂层表面之上形成了一小的、受控环境间隙,在干燥大气中提供一受控湿度以改进这些聚合物的固化就变得相当简单。通过改进对干燥现象的控制和在涂覆表面之上形成一小的、受控环境间隙,就有许多其它应用,能使在干燥过程中发生的其它物理和化学作用成为有利的。
在另一方法中,干燥系统可与外加对流组合,该外加对流是通过迫使气体纵向、横向或其它任何方向流过涂层而产生的。这可对在涂覆表面之上的大气提供另外的物质传送或其它改变。当外加对流无损于产品的性能时,可使用这种方法。
发明者已经发现,在干燥底材时,当冷凝表面到涂覆底材的距离小于5毫米时,干燥具有显著的提高,干燥速度增加。在能够显著提高对干燥的控制方面,英国专利第1 401 041号的系统实际上是不行的。
可以使用各类冷凝结构,例如任何类型不管是平的还是不平的、多孔的还是非多孔的、做成结构的还是没有结构的或诸如管子或叶片的其它形状的板。冷凝表面结构可以组合大、中和小规模几何形和尺寸。板包括固定的或运动的台板、有或没有液体刮除器的运动传送带和类似的装置。冷凝结构与坯片平行,或与坯片对齐,并具有平的或弯曲的表面。
冷凝表面必需满足三个指标。第一,它必需能传送足够的能量来去除冷凝的潜热。第二,凝液必需至少部分弄湿冷凝表面。第三,冷凝表面必需防止冷凝的蒸汽(凝液)回到坯片的涂覆表面。与冷凝表面相关联的是冷凝液膜的有效临界厚度,它是液膜开始出现不均匀性的标志。该厚度是冷凝表面的材料、几何形状、尺寸、拓扑结构、取向、构造和其它因素以及凝液的物理性能(诸如表面张力、密度和粘度)的函数。系统的另一个特征是凝液的传送和去除。这要保持一冷凝液膜厚度小于有效临界厚度,而且是通过毛细力、重力、机械力或这些力的多种组合来达到。
毛细力或毛细压力可以说成是作用在弯曲的弯液面(meniscus)中的表面张力的合力,它取决于称为杨-拉普拉斯方程式的毛细作用的基本方程式。杨-拉普拉斯方程式是ΔP=σ(1/R1+1/R2),式中,ΔP是界面上的压降,σ是表面张力,R1和R2是界面曲率的主要半径。毛细作用在Adamson,A.W.的“表面物理化学,第4版”(John Wiley & Sons公司,1982)中有详细讨论。图1、2、4、5、9、10和11示出了用毛细力以及其他力从冷凝表面去除冷凝液的例子。
重力起因于流体物质在引力场中的位置,即静压头(hydrostatic head)。图7、8、10和12示出了示出了用重力以及其他力从冷凝表面去除冷凝液的例子。
还可用其他机构去除冷凝表面的冷凝液,以防冷凝液回到底材。例如,可使用诸如擦拭器、传动带、刮除器、泵送系统或任何组合去除冷凝液。图6、13、14和15示出了示出了用机械力以及其他力从冷凝表面去除冷凝液的例子。
图1、2和3示出一使用两个台板的设备。图4和5示出使用一个台板的设备。在这两种类型中,一个台板有一个与坯片的涂层表面相距很近的冷凝传送表面。相距的距离最好小于15-20厘米。小于5毫米的距离具有更多的优点。该距离可达到小于0.5毫米、甚至小到0.1毫米以及更小。
在图1和2中,设备10包括一被冷却的冷凝台板12,该冷凝台板12与一被加热的台板12分开。冷凝台板12的温度设定在可高于或低于周围温度的T1,被加热的台板14的温度设定在可高于或低于周围温度的T2。涂覆的坯片16的温度为T3。坯片的位置由坯片16的各个上涂料的表面与冷凝台板和被加热的台板之间的距离h1和h2所限定。图16示出这些变量的相互位置。冷凝台板与任何被加热的台板之间的总间隙h是h1、h2和涂覆坯片的厚度的总和。具有一涂层18的坯片16在两台板之间以任一速度移动。或者,坯片固定,而整个设备10移动,或坯片和设备都移动。台板固定在设备内。被加热的台板14位于坯片16的非涂覆侧,或与坯片接触,或在坯片与该台板之间有一个小的间隙h2。冷凝台板12位于坯片16的涂覆侧,坯片与该台板之间有一个小的间隙h1。冷凝台板12和被加热的台板14省去了在坯片16之上和之下施加对流力的要求。通过调节温度T1、T2和距离h1、h22来控制干燥。
固定或可动的冷凝台板12置于涂层表面的附近(诸如距离10厘米、5厘米远或更近)。台板的设置能够相邻涂覆坯片形成一小的间隙。间隙基本上是恒定的,这样允许少量的对流或扩散。此外,尽管在冷凝表面上有任何槽(下面将要讨论的,但间隙基本上是不变的。台板的方位不是关键问题。冷凝台板12可在坯片之上(如图1、2、4和5-9所示)、在坯片之下(涂层在坯片的下表面),系统可与坯片垂直或以包括在坯片输送方向的轴线周围倾斜在内的任何其它角度工作。
被加热的台板14提供能量,所以不需把对流通过坯片16施加到涂层18上而蒸发涂层18中的液体,以干燥该涂层。能量的传播是通过具有高的热传播率的导热、辐射和对流的组合来实现的。这样可以蒸发坯片16上的涂层18中的液体。然后从涂层18中蒸发的液体(通过扩散和对流)穿过在坯片16与冷凝台板12之间的间隙h1而冷凝在冷凝台板12的下表面上。
如图3所示,冷凝台板12的下表面是冷凝表面22并具有横向的敞开通道或槽24,这些槽通过毛细力防止冷凝的液体因重力而回到涂层,并使冷凝液体侧向流到边缘板26。槽可以是三角形的、矩形的、圆形的或其它更复杂的形状或是这些形状的组合。槽的材料、几何形状和尺寸被设计成适应所需的物体流动和凝液的物理性能诸如表面张力、粘度和密度。
一特定类型的冷凝表面是一种具有带角的敞开通道或槽的表面。这种类型的毛细冷凝表面,在图3中作为例子示出的,是一种几何形的特定表面,这种表面可用肯克斯-弗英不等式(Concus-Finn Inequality)(国家科学学会会刊、第63,292-299(1996)卷由肯克斯.P.和弗英.R.撰写的“楔形物中毛细表面的状态”(On the Behavieo of a Capillary Surface in a Wedge))设计,即α+θs<90°,式中α是任何角隅的夹角的一半,θs是气体/液体/固体静态接触角。静态接触角取决于液体对在气体中的一给定表面的材料的表面张力。如果不满足不等式,则界面是有界的;如果满足不等式,界面没有一有限平衡位置(a finite equilibriumposition),而且弯液面无界。在后一种情况下,液体通过毛细管无限地向前或到通道或槽的端部。当涂层中液体有一种表面张力大的诸如水时,开有角形槽的表面是有益的。Lopez de Ramos,A.L.在图撒(Tulsa)大学的哲学博士学位论文“在多孔媒介中提高CO2扩散的毛细管”(Capillary Enhanced Diffusion of CO2 inPorous Media)中详细讨论了具有角的毛细表面。
槽24还可以是纵向的或在任何其它方向。如果槽在纵向,一适当的收集系统放在槽的端部,以防冷凝液落到涂层表面18。该实施例限制了冷凝台板12的长度,还限制了最小间隙h1。
当液体到达槽24的端部时,该液体与边缘板26和冷凝表面22之间的角交会。一液体弯液面形成和出现一把凝液从冷凝表面抽到至少一个边缘板的低压力区。重力克服了弯液面中的毛细力,该液体沿边缘板26的表面以液膜或液滴28向下流。各边缘板26可与任何冷凝表面(不仅一个有槽)一起使用。液滴28从每一边缘板26滴下,并收集在收集装置(未示出)中,例如,一开有槽的管子可放置在每一边缘板26的底部边缘的周围,以收集液体并把它引到一容器中。所示的边缘板26完全在与冷凝台板的冷凝表面的端部接触的状态下。但是,边缘板可以与冷凝台板相邻而不与它们接触,只要它们功能上接近,足以接收冷凝的液体就可以了。
或者,不必把冷凝液完全从台板上除掉,只要从冷凝表面22上除掉,或至少防止回到坯片16。此外,虽然边缘板26可与冷凝表面14相交一个角度,但图中所示的边缘板26与冷凝表面14垂直,而且边缘板25是平滑、带槽、多孔或其它的材料。
被加热的台板14和冷凝台板12包括诸如通槽的内通道。热输送流体由一外加热系统加热,并通过通道循环,以设定被加热台板14的温度T2。同样的或不同的热输送流体由一外冷却器冷却并通过通道循环,以设定冷凝台板12的温度T1。还可使用其它的加热台板14和冷却台板12的机构。
图4和5的设备30除了没有加热台板之外与图1-3的设备相似。在设备30中,以任何加热方法或是传导、辐射、微波、对流或是周围能量的各种加热方法的组合使用任何类型的加热器来加热坯片16,以蒸发涂层中的液体。这种加热器包括加热鼓、辐射加热装置或加压气流,但不限于此。甚至该系统在没有任何外加能量、甚至外面没有干燥器的情况下工作,仅仅使用周围能量来蒸发液体。或者设备30的工作与图1-3的设备一样,不需要施加使蒸发液体从坯片16传输到冷凝台板12上冷凝表面22的对流。涂覆坯片16与冷凝表面22之间的间隙h1因坯片16和坯片支承件或其它隔板的任何组合而与加热装置分离。这样使该面积与任何外加对流分离。
在图6中,设备32包括一具有冷凝表面22的传送带34。该传送带34基本上与底材的形状相对应,并提供底材与冷凝表面之间的间隙。该传送带可以是实心的、或是多孔的,它可以由多种材料制成。该带子由轧辊36驱动,这些轧辊能够提供冷凝表面22与底材16之间的相对运动。或者驱动冷凝表面22,而不提供相相对于坯片16的运动,或以与坯片16相反的方向驱动它。或者整个系统从所示的位置旋转,而且可以基本上垂直于坯片16的运动方向驱动传送带34。在该方法中,液体可以在坯片16的边缘之外除掉。除掉冷凝表面22中的液体是由一个与传送带34相邻的机械擦拭器38来进行的。该机械擦拭器38用剪切力抹去冷凝表面22中的液体,并把它送到一合适的收集装置40。
图7和8示出设备的多种实施例,在这些实施例中是用重力来除掉冷凝表面中的液体溶剂。在图7中,冷凝表面22在一板42上,该板倾斜于坯片16的一横向侧面,在图8中,冷凝表面22在一块或两块板44上,这些板由中心向坯片16的两横向侧面倾斜。在这两种情况中,用重力使液体流离冷凝表面。该角度可以以坯片的纵向中心线为中心,或可偏离中心。毛细作用与重力相结合。
图9是另一实施例,毛细力除掉冷凝表面中的液体。在该实施例中,冷凝板46是一种诸如烧结金属或海绵状物的多孔或灯心材料,这种材料用毛细力传送液体溶剂。溶剂冷凝在冷凝表面22上,并由于毛细力而遍布在冷凝板46上。与冷凝板46相邻的边缘板26形成一毛细表面。一液体弯液面形成和出现一使凝物从冷凝表面吸引到至少一个边缘板的低压区。重力克服毛细力,液体以液膜或液滴形式向下流到边缘板26的表面。
图10示出另一实施例,在该实施例中,同时使用毛细力和重力来传送冷凝表面22中的冷凝液。如图所示,冷凝表面22形成在许多表面上。一冷凝台板48在坯片16之上倾斜于一侧,或从中心倾斜到两侧。薄片材料50悬在冷凝台板48之下,其安装位置偏离水平面倾斜,使其下边缘面对冷凝台板48的下边缘。如图所示,薄片材料至少重叠0.05cm,并在重叠区中隔开一0.01-0.25cm的缝隙。冷凝在冷凝表面22上的蒸汽因表面张力而留在冷凝表面上。重力按梯流效应把冷凝液带到薄片50的各上表面上,直到液体超过坯片16的边缘。冷凝在薄片50下表面上的液体将传送到重叠区,由缝隙形成的毛细力将把液体吸入到缝隙中。然后液体传送到下一薄片50的上表面上,重力将以梯流的方式把液体带到底材的边缘。这样,冷凝在薄片的下表面上的液体将不会形成滴回到涂覆底材的液滴。在某些情况下,要求液体完全注入薄片50与冷凝台板48之间的缝隙中。
图11是另一实施例,该实施例组合重力和毛细力来传送冷凝表面中的液体。在该实施例中,一种多孔、开槽、海绵结构、蜂窝结构、丝网结构或其它小孔材料52附加并固定与一冷凝台板54的下面。冷凝台板54与小孔材料52之间的间隔、材料52中的小孔的尺寸和小孔材料52上的空隙面积与实心面积之比都被设计成能够形成把液体留在三个冷凝表面22上的表面张力。设备与坯片16相邻。冷凝在冷凝表面22上的蒸汽以液体留在小孔材料的空穴中以及板间隔区56中。由于液体离开板间隔区56,小孔材料52面对坯片16的一侧上的液体将由毛细力传送而填入板间隔区56中的空穴中。液体可以通过重力、毛细作用也可以通过机械力离开板间隔区56。使冷凝台板54偏离水平面以任何方向倾斜,重力将使液体离开板间隔区56到一超过坯片16边缘的一点。或者,把至少一个边缘板26放在冷凝台板54的边缘使液体离开板间隔区56。边缘板26接触冷凝台板54以形成一毛细表面。在某些使用中,边缘板可接触小孔材料22。一液体弯液面形成和出现一使凝液引向至少一个边缘板的低压区。重力克服毛细力,液体以液膜或液滴形式向下流到边缘板26的表面。此外,冷凝液可由机械排出板间隔区56。
图12示出一具有凸起结构的冷凝台板60。冷凝台板60提供一基本上与坯片16的形状相对应的冷凝表面22。把台板60放置得偏离水平面,这样使用重力从冷凝表面22中除去液体。这种偏离水平面的倾斜可以是包括与坯片16行进路径垂直和平行在内的任何方向。没有任何的附加装置,从冷凝表面22流去的液体将经过一小段距离(一般小于1米)形成一足够的液膜厚度,使得表面张力留不住液体,该液体将以液滴落到坯片16上。具有任何几何形诸如肋条62的结构可设置在冷凝台板60的冷凝表面22上,以限制液膜厚度的升高,防止形成落到坯片16上的液滴。肋条62斜对角固定在冷凝表面22的斜面上,以把超出坯片16边缘的液体引到一合适的收集装置(未示出)。这些肋条以足够的量和一合适的间距设置,以限制由一特定的肋条62排泄的表面面积,由此把液膜厚度维持在发生液滴的临界点之下。冷凝表面可有沿纵向坯片方向延伸的槽。
图13的设备64机械移动冷凝表面和超出坯片16边缘的冷凝液体,该液体随后就被去除。一冷凝台板66提供与坯片16相邻的冷凝表面22。圆的或任何其它形状的台板66机械旋转,使冷凝在其冷凝表面22上的液体传送到一在坯片边缘之外的一区域。从冷凝表面22去除液体是有一与冷凝表面22相邻并锚定于一块体69的机械擦拭器68来进行。进行擦拭器68用剪切力从冷凝表面22上除掉液体,并把该液体引到一合适的收集装置70。一系列这样的系统设置成它们基本上与底材的纵向形状相对应。
图14示出一设备72,它使用表面张力来保留液体,使用一机械装置来除掉冷凝表面上的液体。一冷凝台板74提供一基本上与坯片16的形状相对应的冷凝表面22。冷凝在冷凝表面22上的液体通过表面张力保留在该表面上。从冷凝表面22上除掉液体是通过一个或多个与冷凝表面22相邻的机械擦拭器76来进行的。机械擦拭器76可以垂直于坯片16的行进路径、平行于坯片16的行进路径或以任何其它的方向移动越过冷凝表面。机械擦拭器76使用剪切力去除冷凝表面22上的液体,并把该液体引到一位于机械擦拭器76下面的一合适的收集装置78。被送离的液体装在位于坯片16的边缘之外的收集装置78内。
图15示意性地示出了一个实施例,该实施例使用一泵80除掉冷凝表面中的冷凝液体。泵可以是任何类型的泵,还可以使用能够产生负压的任何其它装置。还是如图15所示,在去除之前通过诸如毛细作用和重力朝冷凝表面的横向中心驱赶冷凝液。
在其它的使用中,系统首先除掉涂覆底材中的流体。然后,使用在干燥部位下面的坯片部位的系统,以便“相反”把小部分湿气或其它的反应剂加到底材中,以改变涂层。
设备可在干燥器的外面工作,不需要施加任何能量,而只需要周围热量蒸发液体。通过控制处在周围温度或附近的冷凝表面的温度,只有到在冷凝表面与坯片16之间的间隙h1中的蒸汽浓度处在由冷凝表面22和坯片16的温度所限定的饱和浓度,才会发生液体蒸发。已蒸发的液体将被坯片的粘性阻力(viscous drag)所包含和携带,并通过间隙h1排出系统。减少了不需要的干燥,并使蒸汽辐射脱离周围条件。
本发明的干燥系统可被用来减少或实际上是停止涂层的干燥。干燥的速度是坯片16的涂层表面18与冷凝表面22之间的间隙高度和蒸汽浓度梯度的函数。对于某一间隙h1,坯片16与冷凝表面22之间的温差确定了蒸汽浓度梯度。涂层表面18相对于冷凝表面22的温度越高,干燥的速度越快。当冷凝表面22的温度接近涂层表面18的温度,干燥速度将趋于零。传统干燥工艺中,因没有使用昂贵的惰性气体干燥系统,所以不能控制蒸汽浓度梯度。有些液体涂层具有多种溶剂,这些溶剂中的一种或多种具有为了最佳的产品性能而使干燥速度下降的作用。通过调整涂层表面18和冷凝表面22的温度,本发明能降低干燥速度,从而省去了使用溶剂以放慢干燥速度的要求。
用间隙h1的高度和涂层表面18与冷凝表面22之间的温差来控制干燥速度。因此,对于某一温差,可用构成间隙h1的冷凝板的位置来控制干燥速度。这样,通过改变干燥系统的尺寸,诸如改变相对间隙,就可控制干燥速度。传统干燥器没有这种能力。
通过使用外加对流来干燥某些涂覆坯片会在涂层上形成斑纹图案。斑纹图案是薄膜涂层中的缺陷,该缺陷是由在涂层之上的引起液体表面不均匀干燥的蒸汽浓度梯度所形成的。一般的室内气流足以形成这些缺陷。使用本发明能够降低和控制在需干燥部位的外侧处、能引起诸如斑纹的缺陷的自然对流。在涂覆表面不在干燥区、否则暴露于来自环境气流或来自于因坯片移动而形成的湍流界面层空气的对流中的位置中,具有槽或其他液体传送去除特征、装置、结构或没有的设备与涂覆坯片16相邻并间隔一个间隙h1。与涂覆坯片16相邻设置的冷凝板12使环境气流与涂覆表面隔离。它还能防止涂覆表面之上的界面层空气变成湍流。因此,就可减少或消除因干燥处的外界对流而引起的诸如斑纹的缺陷。设备可进行类似于图4-15的冷凝和溶剂去除工作,或甚至在不冷凝和不去除溶剂的情况下通过上升在间隙h1蒸汽的露点之上的冷凝表面22温度来进行工作。
在所有的实施例中,根据需要可用多对构件提供多段加热和冷凝构件。每一对加热和冷凝构件的温度和间隙彼此独立控制。各区段可彼此分开,也可不分开。
在所有实施例的系统中,坯片16上的涂层与冷凝表面22之间有一个小的间隙,使冷凝靠近涂覆坯片16。不需要施加对流,蒸汽体积很小。通过调整坯片温度、间隙和冷凝表面的温度来控制蒸汽浓度和对流力。这能改进气-液界面附近的工况控制。由于板的温度和间隙在整个干燥系统中可以是连续的和恒定的,所以热量和物体的传送率的控制比传统干燥系统更稳定。所有这些因素有助于提高干燥性能。它还提高了冷凝蒸汽回收系统的效率,与已知的在一第二级气流中的燃烧、吸收或冷凝的昂贵方法相比,在不另外增加成本的情况下具有高效率的液体回收。
此外,不用担心在暴露的或超过燃烧极限的坯片之上的环境空气。事实上,间隙很小,例如小于1厘米,因坯片之上的整个空间中的氧气不足以支持燃烧,所以可消除对燃烧的担忧。另外,该系统省去了对大气流的要求。机械装置和控制系统仅占传统空气悬浮干燥系统的成本的20%。
实验是用具有横向槽的30.5厘米宽的台板进行的。底部台板用通过在台板中的通道循环的热量传送流体加热到15℃至190℃范围的温度。当热量传送到涂层时,涂层中的液体蒸发。冷凝台板的温度用任何合适的方法控制在-10℃至65℃的范围内,以为蒸汽传送和冷凝提供驱动力。间隙h1的有效范围是0.15-5厘米。这样可获得无斑纹的涂层。
在一个例子中,涂覆一11.5%固体颗粒、2厘泊、7.6微米湿厚和20.3厘米宽的易于出现斑纹的聚合物/MEK溶液。坯片21.6厘米宽,以0.635m/s的速度移动。用于加热坯片的被加热台板的温度控制在82℃。冷凝台板的温度控制在27℃。台板的总长为1.68m,它们与输入侧的水平面成3.4°并以一小仰角安装。到台板的入口与涂层作用点(the coating application point)相距76cm。被加热台板与坯片相隔一约为0.076cm的间隙。间隙h1定在0.32cm。毛细槽的深度为0.0381cm,峰间距离为0.076cm,角度α为30°,槽顶部的棱边厚(land)为0.013cm。当坯片离开台板时,虽然在涂层上有一些残留溶剂,但坯片在1.68m长的台板中无斑纹干燥。传统的干燥器达到同样的干燥点约需要9m,这就要求比本发明干燥器的五倍还要长。
该系统的其他应用包括干燥通常有气泡缺陷的粘胶。在一部分涂层干燥之前,其余干燥的涂层表面形成一干皮,把溶剂封闭在该层皮下,这样就可能引起气泡缺陷。对于传统干燥,在大量气体中的溶剂蒸汽浓度由于燃烧极限而是很低的。如果施加到涂层中的热量太多,表面中的溶剂将很快闪蒸到低蒸汽浓度的气流中而在表面上形成皮。本发明的系统在坯片之上的空间中形成一可控的蒸汽浓度,该蒸汽浓度能够降低在表面上形成一皮的倾向。其他的应用场合是干燥器在高溶剂浓度下运行以获得特定的产品性能。
系统具有溶剂回收和干燥性能之外的优点。其他的优点包括简化了把涂覆流体置于一磁场的过程。不是把一磁场发生器放在一已知的干燥器内,而是用本发明把磁场发生器放在干燥器的外面(即设备10、30的外面)。这是因为设备紧凑才能这样做。当把一含有金属颗粒的流体涂覆在一底材上,以制造如录音和录像带、计算机和数据存储带、计算机磁盘之类的这种制品时,上述系统就尤其适用。磁场发生器在设备的外面,所以方便了调整和维修。
这种装置还改进了颗粒的定向。如果颗粒是以记录的方向自然定向,则改进了磁的输出(output)。对于传统而言,定向装置包含在干燥器内,当溶剂去除时,颗粒以单点或多点定向。本发明的一个优点是由于磁定向装置是在干燥器的外面而且没有干涉(在干燥器里面的传统定向装置会干涉对流热量和物体传送),它不会以任何方式影响溶剂的去除率。它能均匀去除溶剂。当在用本发明干燥的早期阶段流体的粘性很小时,磁性颗粒很容易排列。由于在干燥的早期阶段颗粒脱离传统的定向装置,所以不在涂层平面中的磁场的任何组份将以一不利的方向定向颗粒,例如把它们垂直翻转。当溶剂被去除,粘度增加,要使定向装置旋转颗粒就困难了。当颗粒脱离磁场或由于颗粒间的力,颗粒将不会重新定向。
另一个优点是由于其尺寸小、溶剂去除率增加,本发明允许在干燥器和定向装置的开始定向颗粒。当在一均匀干燥环境中去除溶剂,达到粘度增加到粘性力占优势的程度时,均匀的磁场把颗粒保持在较佳的方向。当颗粒脱离定向装置或颗粒间的力时,本发明就能避免不希望出现的颗粒消向。在传统干燥器中干燥会使制品表面粗糙。在本发明干燥器的可控环境中,以高的溶剂去除速度去除溶剂会出现更光滑的表面。当例如由此得到的磁带将靠近记录头时,本发明还能改进磁输出。
Claims (22)
1.一种干燥底材的方法,它包括:
(a)放置一冷凝表面,该冷凝表面与所述底材一表面分开一小段距离,以在所述底材与所述冷凝表面之间形成一间隙;
(b)蒸发所述底材中的液体以形成蒸汽;
(c)在冷凝表面上冷凝蒸汽以形成冷凝液;以及
用至少毛细力使冷凝表面中的冷凝液运动,从而允许随后的冷凝表面中的冷凝液的去除。
2.如权利要求1所述的方法,其特征在于,还包括去除冷凝表面中的冷凝液。
3.如权利要求1所述的方法,其特征在于,这些毛细力由一冷凝台板上的若干通道或槽或一与冷凝台板接触或与之分开的有小孔的材料上所产生。
4.如权利要求1所述的方法,其特征在于,所述冷凝液被传送到所述冷凝表面的至少一个边缘。
5.如权利要求4所述的方法,其特征在于,所述冷凝表面包括至少一个用于去除所述冷凝液的边缘板。
6.如权利要求1所述的方法,其特征在于,该冷凝表面位于如下的至少一个:放在底材之上,以及与底材的距离小于5mm。
7.如权利要求2所述的方法,其特征在于,所述冷凝液的支除包括使用重力、机械力、毛细力或其组合。
8.如权利要求1所述的方法,其特征在于,还包括在保持冷凝表面不动时移动底材使底材与冷凝表面之间产生相对运动。
9.如权利要求8所述的方法,其特征在于,所述冷凝液的去除垂直于底材的运动。
10.如权利要求1-9中的任何一项所述的方法,其特征在于,所述底材是一坯片或涂覆坯片。
11.如权利要求1所述的方法,其特征在于,所述冷凝表面包括多个冷凝板。
12.如权利要求1所述的方法,其特征在于,还包括一与所述底材接触或靠近所述底材的一表面以在被加热台板和所述底材的表面之间形成一间隙的被加热的台板。
13.如权利要求12所述的方法,其特征在于,所述底材与所述被加热台板或所述底材与所述冷凝表面之间的能量传送和物体传送通过调节底材与冷凝表面之间的间隙、底材与被加热台板之间的间隙、被加热台板的温度或冷凝表面的温度中至少一个得到控制。
14.一种干燥一底材的设备,它包括:
一冷凝表面,该冷凝表面与所述底材分开一小的距离,以在所述底材与所述冷凝表面之间形成一间隙;
蒸发所述底材中的液体以形成蒸汽的装置,所述蒸汽中至少一部分接触所述冷凝表面并形成冷凝液;以及
用至少毛细力使所述冷凝表面中的所述冷凝液运动、从而允许随后的冷凝表面中的冷凝液去除的装置。
15.如权利要求14所述的装置,其特征在于,还包括去除冷凝表面中的冷凝液的装置。
16.如权利要求14或15所述的装置,其特征在于,还包括使底材相对冷凝表面运动的装置,其中冷凝表面是不动的。
17.如权利要求15所述的装置,其特征在于,去除冷凝液的装置包括至少一个与冷凝表面连通的边缘板。
18.如权利要求14所述的装置,其特征在于,这些毛细力由所述冷凝表面上的若干通道或槽或与所述冷凝表面接触或与之分开的有小孔的材料所产生。
19.如权利要求15所述的装置,其特征在于,所述冷凝液的去除包括使用重力、机械力、毛细力或其组合。
20.如权利要求14所述的装置,其特征在于,所述底材是一坯片或涂覆坯片。
21.如权利要求14所述的装置,其特征在于,蒸发液体的装置包括一与所述底材接触或靠近所述底材的一表面的以在被加热台板和所述底材的表面之间形成一间隙的被加热台板。
22.如权利要求21所述的装置,其特征在于,所述底材与所述被加热台板或所述底材与所述冷凝表面之间的能量和物体传送通过调节底材与冷凝表面之间的间隙、底材与被加热台板之间的间隙、被加热台板的温度或冷凝表面的温度中至少一个得到控制。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/536,593 US5581905A (en) | 1995-09-18 | 1995-09-18 | Coated substrate drying system |
| US08/536,593 | 1995-09-18 | ||
| US08/699,522 US5694701A (en) | 1996-09-04 | 1996-09-04 | Coated substrate drying system |
| US08/699,522 | 1996-09-04 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB031041523A Division CN1269546C (zh) | 1995-09-18 | 1996-09-09 | 涂覆底材的干燥系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1196119A CN1196119A (zh) | 1998-10-14 |
| CN1145775C true CN1145775C (zh) | 2004-04-14 |
Family
ID=27065191
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB961969962A Expired - Lifetime CN1145775C (zh) | 1995-09-18 | 1996-09-09 | 涂覆底材的干燥系统 |
| CNB031041523A Expired - Fee Related CN1269546C (zh) | 1995-09-18 | 1996-09-09 | 涂覆底材的干燥系统 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB031041523A Expired - Fee Related CN1269546C (zh) | 1995-09-18 | 1996-09-09 | 涂覆底材的干燥系统 |
Country Status (12)
| Country | Link |
|---|---|
| EP (5) | EP1191295B1 (zh) |
| JP (2) | JP3874799B2 (zh) |
| KR (3) | KR100449961B1 (zh) |
| CN (2) | CN1145775C (zh) |
| AU (1) | AU696910B2 (zh) |
| BR (1) | BR9610658A (zh) |
| CA (1) | CA2229870A1 (zh) |
| DE (3) | DE69635682T2 (zh) |
| ES (3) | ES2256146T3 (zh) |
| HK (1) | HK1015025A1 (zh) |
| PT (2) | PT851997E (zh) |
| WO (1) | WO1997011328A1 (zh) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5813133A (en) * | 1996-09-04 | 1998-09-29 | Minnesota Mining And Manufacturing Company | Coated substrate drying system with magnetic particle orientation |
| USRE38412E1 (en) | 1996-09-04 | 2004-02-03 | Imation Corp. | Coated substrate drying system with magnetic particle orientation |
| EP0897092A1 (de) * | 1997-08-08 | 1999-02-17 | Voith Sulzer Papiertechnik Patent GmbH | Kondensations-Trocknung |
| US6134808A (en) * | 1998-05-18 | 2000-10-24 | Minnesota Mining And Manufacturing Company | Gap drying with insulation layer between substrate and heated platen |
| CA2422267C (en) * | 2000-09-24 | 2010-02-16 | 3M Innovative Properties Company | Drying method for selectively removing volatile components from wet coatings |
| US6790404B2 (en) * | 2000-09-24 | 2004-09-14 | 3M Innovative Properties Company | Process of making microporous film |
| JP4631242B2 (ja) * | 2001-09-27 | 2011-02-16 | 富士フイルム株式会社 | 塗布膜の乾燥方法および装置 |
| JP4763184B2 (ja) * | 2001-09-27 | 2011-08-31 | 富士フイルム株式会社 | 溶液製膜方法および装置 |
| JP5358908B2 (ja) * | 2007-08-02 | 2013-12-04 | 大日本印刷株式会社 | カラーフィルタ製造装置、カラーフィルタ製造方法、乾燥装置、乾燥方法、表示装置の製造装置、表示装置の製造方法 |
| TW201005813A (en) | 2008-05-15 | 2010-02-01 | Du Pont | Process for forming an electroactive layer |
| KR101007896B1 (ko) * | 2009-02-12 | 2011-01-14 | 주식회사 희람테크 | 통신케이블 단자함 구조 |
| TW201039382A (en) | 2009-03-06 | 2010-11-01 | Du Pont | Process for forming an electroactive layer |
| EP2406813A4 (en) | 2009-03-09 | 2012-07-25 | Du Pont | METHOD FOR FORMING AN ELECTROACTIVE LAYER |
| CN102362338A (zh) * | 2009-03-09 | 2012-02-22 | E.I.内穆尔杜邦公司 | 形成电活性层的方法 |
| JP5503937B2 (ja) * | 2009-10-08 | 2014-05-28 | 日産自動車株式会社 | 電極乾燥装置及び電極乾燥方法 |
| JP5222333B2 (ja) * | 2010-09-09 | 2013-06-26 | 富士フイルム株式会社 | 塗布膜の乾燥方法および装置 |
| CN104685311B (zh) * | 2012-07-18 | 2016-05-25 | 李尚祐 | 常温干燥系统 |
| JP6149547B2 (ja) * | 2013-07-01 | 2017-06-21 | コニカミノルタ株式会社 | 湿式画像形成装置 |
| JP6909617B2 (ja) * | 2016-09-30 | 2021-07-28 | 東京エレクトロン株式会社 | 減圧乾燥装置 |
| CN109216573A (zh) * | 2017-06-30 | 2019-01-15 | 京东方科技集团股份有限公司 | 冷板及其制备方法、干燥设备、oled面板的制备方法 |
| CN109200736B (zh) | 2017-06-30 | 2021-01-08 | 京东方科技集团股份有限公司 | 冷凝板、真空干燥设备以及真空干燥方法 |
| DE102017128397A1 (de) * | 2017-11-30 | 2019-06-06 | Mitsubishi Hitec Paper Europe Gmbh | Verfahren und Vorrichtung zum Herstellen eines beschichteten Substrats sowie beschichtetes Substrat |
| CN108527745B (zh) * | 2018-03-13 | 2021-03-02 | 广西师范大学 | 一种聚酰亚胺厚膜或聚酰亚胺超厚膜的制备装置和制备方法 |
| CN108541143B (zh) * | 2018-03-13 | 2021-07-13 | 广西师范大学 | 一种聚酰亚胺覆铜板的制备装置和制备方法 |
| CN109406247A (zh) * | 2018-10-26 | 2019-03-01 | 杭州依美洛克医学科技有限公司 | 用于载物片实验液的排出装置 |
| CN110128033A (zh) * | 2019-05-23 | 2019-08-16 | 深圳市华星光电技术有限公司 | 一种烘烤设备 |
| JP6907280B2 (ja) * | 2019-09-12 | 2021-07-21 | 中外炉工業株式会社 | 減圧乾燥装置 |
| CN111589628B (zh) * | 2020-04-28 | 2021-04-09 | 台州伟志机床股份有限公司 | 一种板材防锈油低损耗率速干型喷涂设备 |
| CN112122081A (zh) * | 2020-09-23 | 2020-12-25 | 深圳市善营自动化股份有限公司 | 一种涂布基材的烘干方法及其装置 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE421890C (zh) * | ||||
| BE464050A (zh) * | ||||
| GB1253124A (zh) * | 1969-02-28 | 1971-11-10 | ||
| AT321257B (de) * | 1971-05-26 | 1975-03-25 | Koreska Gmbh W | Anlage zur Rückgewinnung flüchtiger Lösungsmittel |
| GB1502040A (en) * | 1975-12-30 | 1978-02-22 | Tampella Oy Ab | Method of drying a cardboard or a paper web and drying device for applying this method |
| FI59636C (fi) * | 1976-08-25 | 1981-09-10 | Tampella Oy Ab | Torkanlaeggning foer torkning av en pappers- kartong-eller textilbana eller annan fibrig eller poroes bana |
| FI59439C (fi) * | 1980-04-25 | 1981-08-10 | Tampella Oy Ab | Foerfarande foer att utnyttjande av entalpiinnehaollet i kylvattnet vid en sugtorkningsprocess foer papper kartong eller en annan poroes matta eller bana |
| JPS57134558A (en) * | 1981-02-16 | 1982-08-19 | Fuji Photo Film Co Ltd | Production of organic vapor deposited thin film |
| FI61537C (fi) * | 1981-02-19 | 1982-08-10 | Tampella Oy Ab | Foerfarande och anlaeggning foer kontinuerlig torkning av en pappers- eller liknande poroes bana |
| US4365423A (en) | 1981-03-27 | 1982-12-28 | Eastman Kodak Company | Method and apparatus for drying coated sheet material |
| JPS57198544A (en) * | 1981-05-28 | 1982-12-06 | Sony Corp | Manufacture of magnetic recording medium |
| DE3240063A1 (de) * | 1981-11-02 | 1983-05-26 | Basf Ag, 6700 Ludwigshafen | Vorrichtung zur herstellung eines magnetogrammtraegers |
| JPS5880136A (ja) * | 1981-11-02 | 1983-05-14 | Fuji Photo Film Co Ltd | 磁気記録材料の製造方法 |
| JPH0656656B2 (ja) * | 1983-10-03 | 1994-07-27 | 富士写真フイルム株式会社 | 磁気記録媒体の製造方法 |
| JPS6292132A (ja) * | 1985-10-18 | 1987-04-27 | Fuji Photo Film Co Ltd | 磁気記録媒体の製造方法 |
| US4923766A (en) * | 1988-03-29 | 1990-05-08 | Canon Kabushiki Kaisha | Process for preparing magnetic recording |
| DE4009797A1 (de) * | 1990-03-27 | 1991-10-02 | Pagendarm Gmbh | Verfahren und anordnung zum kondensieren von dampffoermigen substanzen |
-
1996
- 1996-09-09 EP EP01129624A patent/EP1191295B1/en not_active Expired - Lifetime
- 1996-09-09 KR KR10-2004-7004557A patent/KR100449961B1/ko not_active IP Right Cessation
- 1996-09-09 KR KR10-2004-7004554A patent/KR100485832B1/ko not_active IP Right Cessation
- 1996-09-09 DE DE69635682T patent/DE69635682T2/de not_active Expired - Lifetime
- 1996-09-09 EP EP01129625A patent/EP1195564B1/en not_active Expired - Lifetime
- 1996-09-09 ES ES01129625T patent/ES2256146T3/es not_active Expired - Lifetime
- 1996-09-09 PT PT96930780T patent/PT851997E/pt unknown
- 1996-09-09 KR KR10-1998-0701975A patent/KR100449962B1/ko not_active IP Right Cessation
- 1996-09-09 DE DE69635530T patent/DE69635530T2/de not_active Expired - Lifetime
- 1996-09-09 ES ES96930780T patent/ES2191107T3/es not_active Expired - Lifetime
- 1996-09-09 PT PT01129625T patent/PT1195564E/pt unknown
- 1996-09-09 EP EP96930780A patent/EP0851997B1/en not_active Expired - Lifetime
- 1996-09-09 AU AU69710/96A patent/AU696910B2/en not_active Ceased
- 1996-09-09 EP EP05020575A patent/EP1632740A3/en not_active Withdrawn
- 1996-09-09 DE DE69627357T patent/DE69627357T2/de not_active Expired - Lifetime
- 1996-09-09 EP EP05020576A patent/EP1632741A3/en not_active Withdrawn
- 1996-09-09 CN CNB961969962A patent/CN1145775C/zh not_active Expired - Lifetime
- 1996-09-09 BR BR9610658A patent/BR9610658A/pt not_active IP Right Cessation
- 1996-09-09 JP JP51275097A patent/JP3874799B2/ja not_active Expired - Fee Related
- 1996-09-09 CA CA002229870A patent/CA2229870A1/en not_active Abandoned
- 1996-09-09 WO PCT/US1996/014435 patent/WO1997011328A1/en active IP Right Grant
- 1996-09-09 CN CNB031041523A patent/CN1269546C/zh not_active Expired - Fee Related
- 1996-09-09 ES ES01129624T patent/ES2253321T3/es not_active Expired - Lifetime
-
1999
- 1999-01-08 HK HK99100108A patent/HK1015025A1/xx not_active IP Right Cessation
-
2004
- 2004-11-04 JP JP2004320818A patent/JP4099474B2/ja not_active Expired - Fee Related
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1145775C (zh) | 涂覆底材的干燥系统 | |
| US5694701A (en) | Coated substrate drying system | |
| CN1260035A (zh) | 带有磁性微粒定向的涂覆底材干燥系统 | |
| US5581905A (en) | Coated substrate drying system | |
| US4171620A (en) | Cooling method and system | |
| JP3993636B2 (ja) | 凝縮機構を含む成分分離システム | |
| US6854278B2 (en) | Method of evaporative cooling of a fluid and apparatus therefor | |
| EP1836046B1 (en) | Method and materials for improving evaporative heat exchangers | |
| US5718848A (en) | Intensification of evaporation and heat transfer | |
| WO2005080881A1 (en) | Plate heat and mass exchanger with edge extension | |
| CN109764419B (zh) | 一种基于溶液浸润的无泵型溶液除湿再生装置 | |
| USRE38412E1 (en) | Coated substrate drying system with magnetic particle orientation | |
| MXPA98001965A (en) | Substrate drying system recubie | |
| CN1022093C (zh) | 气体净化装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20040414 |
|
| EXPY | Termination of patent right or utility model |