CN114274593A - 一种印刷包装盒生产用自动清废模切装置及其方法 - Google Patents
一种印刷包装盒生产用自动清废模切装置及其方法 Download PDFInfo
- Publication number
- CN114274593A CN114274593A CN202111599972.3A CN202111599972A CN114274593A CN 114274593 A CN114274593 A CN 114274593A CN 202111599972 A CN202111599972 A CN 202111599972A CN 114274593 A CN114274593 A CN 114274593A
- Authority
- CN
- China
- Prior art keywords
- die cutting
- frame
- pressing
- sliding
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Making Paper Articles (AREA)
Abstract
本发明公开了一种印刷包装盒生产用自动清废模切装置及其方法,其包括基座、滑移式安装在基座上的滑移架和用于将一叠纸张定位在滑移架的定位组件,所述基座设有用于驱动滑移架朝X轴和Y轴方向水平移动的第一驱动组件;所述滑移架正上方位置设有安装架,所述安装架朝Z轴方向滑移式安装有连接架,所述连接架设有用于对纸张靠近展开状包装盒的边缘位置按压的抵压组件和用于驱动连接架滑动的第一驱动件;所述基座位于滑移架正下方位置设有撑板,所述基座设有用于驱动撑板自下而上穿过滑移架的第二驱动件。本申请具有提高将展开状包装盒与废料部分进行分离的效率的效果。
Description
技术领域
本发明涉及包装盒生产的领域,尤其是涉及一种印刷包装盒生产用自动清废模切装置及其方法。
背景技术
目前在对包装盒进行加工的过程中,为了提高加工效率,一般都会在同一张纸张中印刷出多个包装盒图案,然后再通过切割机将多个包装盒切出;接着再将包装盒部分和纸张其余部分分离,即可得到包装盒展开状。
现有的,参照图1,完成切割的纸张包括若干展开状包装盒101,若干展开状包装盒101呈阵列排布设置,纸张处于展开状包装盒101以外的部分形成废料;展开状包装盒101的边缘与废料之间形成切割线102,切割线102对应每个展开状包装盒101的每条边缘线位置均预设有供展开状包装盒101预稳定在纸张中的切割预留部;当切割完成后,将整张的纸张取出,然后再通过人工将展开状包装盒101部分逐个顶离废料部分,即可获取到展开状包装盒101。
针对上述中的相关技术,发明人认为存在有将展开状包装盒与废料部分进行分离是通过人工完成,加工效率低的缺陷。
发明内容
为了提高将展开状包装盒与废料部分进行分离的效率,本申请提供一种印刷包装盒生产用自动清废模切装置及其方法。
第一方面,本申请提供的一种印刷包装盒生产用自动清废模切装置,采用如下的技术方案:
一种印刷包装盒生产用自动清废模切装置,包括基座、滑移式安装在基座上的滑移架和用于将一叠纸张定位在滑移架的定位组件,所述基座设有用于驱动滑移架朝X轴和Y轴方向水平移动的第一驱动组件;所述滑移架正上方位置设有安装架,所述安装架朝Z轴方向滑移式安装有连接架,所述连接架设有用于对纸张靠近展开状包装盒的边缘位置按压的抵压组件和用于驱动连接架滑动的第一驱动件;所述基座位于滑移架正下方位置设有撑板,所述基座设有用于驱动撑板自下而上穿过滑移架的第二驱动件。
通过采用上述技术方案,先将一叠纸张放置在滑移架上,通过定位组件稳定定位在滑移架,然后启动第一驱动组件,驱动滑移架在基座上移动至其中一个展开状包装盒正对撑板位置,接着启动第一驱动件,驱动连接架朝Z轴方向移动,直至使得抵压组件对纸张的该展开状包装盒之外且靠近该展开状包装盒的边缘位置进行按压;最后再启动第二驱动件驱动撑板朝竖直向上移动,即可带动位于纸张该位置的一叠展开状包装盒离开纸张;依次进行上述操作步骤,即可将纸张中每个位置的展开状包装盒顶离纸张,从而即可完成对展开状包装盒和纸张的分离,而剩余部分则形成废料,完成清废模切工序,该过程减少了人工,且一次可对多张纸张进行清废模切,从而提高将展开状包装盒与废料部分进行分离的效率。
优选的,所述抵压组件包括:若干抵压杆,所述抵压杆的一端安装于连接架、另一端抵接于废料靠近展开状包装盒的边缘位置,若干所述抵压杆围成与展开状包装盒形状一致的避位腔,所述避位腔用于供撑板穿过;所述连接架设有用于调节抵压杆在X轴方向和Y轴方向移动的调节组件。
通过采用上述技术方案,根据纸张中展开状包装盒的边缘位置,通过调节组件对若干抵压杆在X轴和Y轴方向上进行调节,使得抵压杆的端部抵接在纸张靠近对应展开状包装盒的边缘位置;从而即可对不同规格的展开状包装盒进行定位,提高实用性。
优选的,所述调节组件包括:设于抵压杆的调节杆,所述连接架设有供调节杆朝X轴方向滑移的第一调节槽;所述抵压杆朝Y轴方向延伸,所述抵压杆设有供调节杆朝Y轴方向滑移的第二调节槽;所述调节组件还包括:用于将调节杆稳定在连接架和抵压杆对应位置的锁定件。
通过采用上述技术方案,先通过锁定件松开对调节杆在连接架上的束缚,然后推动抵压杆,使得调节杆在第一调节槽内滑动,即可完成对抵压杆在X轴方向的位置调节;当锁定件松开对调节杆在抵压杆上的束缚,然后推动抵压杆,使得调节赶在第二调节槽内滑动,即可完成对抵压杆在Y轴方向的位置调节;该调节方式调节效率高。
优选的,所述连接架对应第一调节槽的位置和抵压杆对应第二调节槽的位置均设有刻度线。
通过采用上述技术方案,在对抵压杆进行在X轴和Y轴方向上的调节时,即调节杆在第一调节槽和第二调节槽中滑动时,可通过刻度线进行准确调节至合适的位置。
优选的,所述安装架朝向基座的一侧且对应撑板的位置设有压板,所述安装架安装有用于驱动压板朝Z轴方向移动的第三驱动件。
通过采用上述技术方案,当抵压组件对纸张对应位置进行按压后,启动第三驱动件,使得压板在Z轴方向向下移动,使得压板移动至靠近一叠纸张的顶部位置,从而当撑板朝Z轴方向向上移动,即可在撑板将该位置呈叠展开状包装盒顶离纸张过程中,使得撑板和压板对其进行夹持,进而减少呈叠展开状包装盒发生倒塌的情况。
优选的,所述滑移架包括:水平放置的框架和若干相互平行的承载杆,若干所述承载杆设于框架内,若干所述承载杆朝Y轴方向间隔排列设置;所述承载杆均朝排列方向滑移式安装在框架,所述框架设有用于锁定若干承载杆在框架相对位置的锁位组件;所述框架对应承载杆端部的位置安装有朝承载杆排列方向延伸的安装座,所述安装座滑移式安装有滑移座,所述安装座设有用于驱动滑移座滑动的第二驱动组件;所述滑移座设有朝Z轴方向滑动的夹持块和用于驱动夹持块滑动的第四驱动件,所述夹持块设有供承载杆卡入的卡位槽;所述基座在滑移架移动路径上设有废料收集箱。
通过采用上述技术方案,当完成对纸张中的所有展开状包装盒顶离纸张后,通过第一驱动组件驱动滑移架在基座上移动至废料收集箱位置,然后启动锁位组件松开对承载杆的束缚,接着通过第四驱动件驱动夹持块滑动,直至使承载杆卡入卡位槽内,然后再通过第二驱动组件驱动滑移座滑动,依次使得若干根承载杆移动至框架的两侧,从而即可使得废料通过自身重力掉入废料收集箱内完成收集;该过程中操作者可对模切出的展开状包装盒进行整理、搬运等操作,该过程自动化程度高。
第二方面,本申请提供一种清废模切方法,采用如下的技术方案:
一种清废模切方法,基于所述印刷包装盒生产用自动清废模切装置,所述清废模切方法包括:
当获取到初步位置调节指令后,获取纸张位于压板正下方位置的第一图像信息;
根据所述第一图像信息,从第一图像信息中获取展开状包装盒中心位置,然后根据展开状包装盒中心位置计算出与第一图像的中心位置之间的X轴误差值和Y轴误差值;
根据所述X轴误差值和Y轴误差值,触发精确位置调节指令;
触发初步抵压指令,获取抵压效果的第二图像信息;
根据所述第二图像信息,判断各抵压杆的端部是否为异常位置;
若是,则在第二图像中异常位置的位置生成标记,获取结果图像信息,将所述结果图像信息发送至操作终端;
当获取到位置调节完成信息后,触发模切启动指令。
通过采用上述技术方案,当操作者将一叠纸张定位在滑移架,并在操作端按压按钮,触发初步位置调节指令,将滑移架初步移动至其中一个展开状包装盒位于压板正下方;然后对该叠纸张位于压板正下方位置进行拍摄,得到第一图像信息,接着从第一图像信息中计算出该位置处的展开状包装盒的中心位置与第一图像的中心位置进行比较,计算出X轴误差值和Y轴误差值;再通过该误差值触发精确位置调节指令,使滑移架的位置准确调整至展开状包装盒位于压板正下方;然后触发初步抵压指令,使得抵压杆抵压在纸张上,再拍摄获取此时位于压板正下方位置的第二图像信息,判定抵压杆的端部是否处于异常位置,即抵压杆的端部是否抵接在该位置的展开状包装盒的边缘位置;并且将异常位置的位置在第二图像中进行标记,发送至操作终端,使得操作者更加迅速准确地对异常位置进行调整,提高调整效率;若操作者完成调整,并在操作端按压对应按钮,即获取到位置调节围成信息,触发模切启动指令,进行清废模切工序;该过程使得操作者对各位置调整效率更高。
优选的,所述根据所述第二图像信息,判断各抵压杆的端部是否为异常位置,具体包括:
从第二图像信息中获取各抵压杆的端部位置,根据各抵压杆的端部位置计算出抵压杆的端部与预定对应切割线之间的距离;
根据所述距离判断是否处于预定阈值范围,若否,则判定抵压杆的端部处于异常位置。
通过采用上述技术方案,当拍摄获取到第二图像信息后,从第二图像中,将各抵压杆的端部位置与预定对应切割线进行对比,计算出两者之间的距离,再将该距离与预定阈值范围进行对比,若不处于该预定阈值范围内,则说明对应抵压杆的端部处于异常位置,该判定方式简单直接,并且是位于精确位置调节之后进行,使得判定更加准确。
优选的,在所述当获取到位置调节完成信息后,触发模切启动指令之后,所述清废模切方法还包括:
当获取到一次撑板正上方位置的展开状包装盒离开纸张信息,则记录一次模切次数;
根据模切次数与预设定模切次数,判断模切次数是否等于预设定模切次数,若是,则判定整体完成模切。
通过采用上述技术方案,当撑板将对应位置的一叠展开状包装盒定离纸张后,操作者将该叠展开状包装盒从撑板处取离后,即获取一次撑板正上方位置的展开状包装盒离开纸张信息,并记录一次模切次数,当模切次数等于预设定模切次数时,即模切次数达到该纸张中所设置的展开状包装盒数量,则判定已经对该纸张完成了模切;该判定方式简单直接,提高效率。
优选的,在根据模切次数与预设定模切次数,判定模切次数是否等于预设定模切次数,若否,则判定整体完成模切之后,所述清废模切方法还包括:
触发卸料位置调节指令,若判定滑移架位于废料收集箱正上方,触发废料卸离指令。
通过采用上述技术方案,当判定整体完成模切后,触发卸料位置调节指令,驱动滑移架移动至废料收集箱正上方位置,再触发废料卸离指令,完成对模切完成后的废料收集;该过程使得废料卸离滑移架的效率更高,且减少了人工触发,通过自动检测得出卸料时机而进行卸料,提高了加工效率。
综上所述,本申请包括以下至少一种有益技术效果:
1.启动第一驱动组件,驱动滑移架在基座上移动至其中一个展开状包装盒正对撑板位置,接着启动第一驱动件,使得抵压组件对纸张的该展开状包装盒之外且靠近该展开状包装盒的边缘位置进行按压;最后再启动第二驱动件驱动撑板朝竖直向上移动,即可带动位于纸张该位置的一叠展开状包装盒离开纸张;依次进行上述操作步骤,从而即可完成对展开状包装盒和纸张的分离,而剩余部分则形成废料,完成清废模切工序,该过程减少了人工,提高将展开状包装盒与废料部分进行分离的效率;
2.当完成对纸张中的所有展开状包装盒顶离纸张后,通过第一驱动组件驱动滑移架在基座上移动至废料收集箱位置,然后启动锁位组件松开对承载杆的束缚,接着通过第四驱动件驱动夹持块滑动,直至使承载杆卡入卡位槽内,然后再通过第二驱动组件驱动滑移座滑动,依次使得若干根承载杆移动至框架的两侧,从而即可使得废料通过自身重力掉入废料收集箱内完成收集;该过程中操作者可对模切出的展开状包装盒进行整理、搬运等操作,该过程自动化程度高。
附图说明
图1是现有技术中多个展开状包装盒位于纸张中的结构示意图。
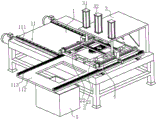
图2是本申请的整体结构示意图。
图3是本申请的撑板和压板的位置结构剖视图。
图4是本申请的滑移架结构示意图。
图5是本申请的安装架结构示意图。
图6是本申请的展开状包装盒与抵压杆之间位置结构示意图。
图7是本申请的抵压杆和连接架的安装结构剖视图。
图8是本申请的滑移架内部结构剖视图。
图9是本申请一实施例中清废模切方法的一流程图。
图10是本申请一实施例中清废模切方法中步骤S50的具体实施方法流程图。
图11是本申请一实施例中清废模切方法中步骤S70之后的流程图。
附图标记说明:
1、基座;11、第一驱动组件;111、第一丝杆驱动件;112、调节座;113、无杆气缸;12、撑板;13、第二驱动件;2、滑移架;21、框架;211、连杆;212、插杆;213、安装座;214、第二驱动组件;215、夹持块;2151、卡位槽;216、第四驱动件;217、滑移座;22、承载杆;23、抵压座;24、螺纹杆;3、安装架;31、第一驱动件;32、第三驱动件;33、压板;4、连接架;41、抵压杆;411、第二调节槽;42、避位腔;43、调节杆;45、第一调节槽;46、调节螺母;47、燕尾块;48、刻度线;5、废料收集箱;101、展开状包装盒;102、切割线。
具体实施方式
以下结合附图1-11对本申请作进一步详细说明。
参照图1,完成切割的纸张包括若干展开状包装盒101,若干展开状包装盒101呈阵列排布设置,纸张处于展开状包装盒101以外的部分形成废料;展开状包装盒101的边缘与废料之间形成切割线102,切割线102对应每个展开状包装盒101的每条边缘线位置均预设有供展开状包装盒101预稳定在纸张中的切割预留部。
本申请实施例公开一种印刷包装盒生产用自动清废模切装置。参照图2和图3,自动清废模切装置包括基座1、滑移架2、安装架3和连接架4,基座1呈水平放置;滑移架2滑移式安装在基座1的上表面,并且滑移架2朝水平方向放置,基座1设置有用于驱动滑移架2在基座1上朝X轴和Y轴方向水平移动的第一驱动组件11;滑移架2上设置有用于将呈叠纸张稳定在滑移架2上的定位组件,从而即可调整呈叠纸张在基座1上的位置。
安装架3架设于基座1,且安装架3位于滑移架2的正上方位置;连接架4平行于滑移架2,且连接架4设置在滑移架2和安装架3之间位置,安装架3设置有用于驱动连接架4朝Z轴方向移动的第一驱动件31,第一驱动件31为气缸,第一驱动件31固定安装在安装架3,连接架4固定安装在第一驱动件31的活塞杆;连接架4朝向滑移架2的一侧设有抵压组件,抵压组件用于按压纸张朝上一侧且靠近展开状包装盒101的边缘位置;基座1的顶部对应滑移架2的位置设置有撑板12,撑板12水平设置且平面面积小于展开状包装盒101,基座1还设置有用于驱动撑板12朝Z轴方向穿过滑移架2的第二驱动件13,第二驱动件13为气缸,第二驱动件13固定安装在基座1,撑板12固定安装在第二驱动件13的活塞杆。
从而可先通过第一驱动组件11驱动滑移架2移动,使得纸张中其中一个展开状包装盒101移动至正对撑板12,然后驱动抵压组件对纸张且靠近该展开状包装盒101的边缘位置,接着驱动撑板12朝Z轴向上的方向移动,即可将该展开状包装盒101顶离纸张,留下废料,完成清废模切加工。
参照图2,第一驱动组件11包括安装在基座1中的第一丝杆驱动件111、螺纹安装于第一丝杆驱动件111的丝杆的调节座112和安装在调节座112的无杆气缸113,第一丝杆驱动件111的丝杆朝X轴方向延伸,无杆气缸113固定安装在调节座112,并且无杆气缸113的活塞座朝Y轴方向移动,滑移架2固定安装在无杆气缸113的活塞座,从而即可完成驱动滑移架2在X轴和Y轴方向的移动。
参照图3和图4,滑移架2包括框架21和多根承载杆22,框架21为矩形框,框架21水平放置,框架21固定安装在无杆气缸113的活塞座,多根承载杆22均设置在框架21内,并且多根承载杆22朝Y轴方向等间隔排列设置,从而呈叠纸张可放置在多根承载杆22,而撑板12可从其中两根承载杆22之间位置穿出。
定位组件包括多个抵压座23和多根螺纹杆24,位于呈叠纸张每一侧且对应的承载杆22上均滑移式安装抵压座23,即抵压座23抵压在呈叠纸张的对应侧壁;每个抵压座23均螺纹安装一根螺纹杆24,螺纹杆24的端部抵接于承载杆22,从而即可限定抵压座23的位置,进而完成对呈叠纸张每一侧的限位。
参照图5和图6,抵压组件包括:多根抵压杆41,多根抵压杆41均设于连接架4靠近滑移架2的一侧,抵压杆41与连接架4相抵接,并且抵压杆41均水平放置,每根抵压杆41的一端均安装在连接架4、另一端位于对应的靠近展开状包装盒101边缘位置,多根抵压杆41远离安装在连接架4的一端之间形成与展开状包装盒101边缘形状一致的避位腔42,并且避位腔42可供展开状包装盒101穿过;从而即可提高展开状包装盒101与废料之间分离效果。
参照图5和图7,连接架4还设有调节组件,调节组件包括调节杆43和锁定件,每根抵压杆41均设有朝Y轴方向延伸的第二调节槽411,调节杆43的一端在第二调节槽411内滑移式安装在抵压杆41、另一端朝Z轴方向延伸,连接架4对应调节杆43的位置开设有供调节杆43朝X轴方向滑移的第一调节槽45,调节杆43远离抵压杆41的一端穿设于第一调节槽45。
锁定件包括调节螺母46和燕尾块47,第二调节槽411为燕尾槽,燕尾块47固定安装在调节杆43靠近抵压杆41的一端,燕尾块47滑移式安装在第二调节槽411;调节螺母46螺纹安装在调节杆43远离抵压杆41的一端,调节螺母46抵接于连接架4远离抵压杆41的一侧,从而即可达到抵压杆41完成调节后的位置锁定。
参照图5,连接架4对应第一调节槽45的位置和抵压杆41对应第二调节槽411的位置均设有刻度线48,从而使得对抵压杆41的位置调节更加准确。
参照图3和图5,安装架3位于滑移架2正上方且中间位置设置有第三驱动件32,第三驱动件32为气缸,第三驱动件32固定安装在安装架3,第三驱动件32的活塞杆固定安装有压板33,压板33与撑板12相平行且相对设置,从而当撑板12将对应的展开状包装盒101顶离纸张时,压板33抵压该叠展开状包装盒101远离撑板12的一侧,使得展开状包装盒101顶离更加顺畅。
参照图8,承载杆22的两端均朝Y轴方向滑移式安装在框架21,框架21对应承载杆22端部的位置均设置有锁位组件,锁位组件包括连杆211和若干插杆212,连杆211朝X轴方向滑移式安装在框架21内,连杆211通过气缸启动其滑动;插杆212的数量与承载杆22的数量一致,插杆212的一端固定安装在连杆211、另一端朝X轴方向延伸且插接于对应承载杆22的端部,从而即可通过连杆211的滑动达到对承载杆22的定位或解锁。
参照图4和图8,框架21的对应承载杆22端部的顶部位置固定安装有安装座213,安装座213朝承载杆22排列方向延伸,安装座213朝承载杆22排列方向滑移式安装有滑移座217,安装座213设置有第二驱动组件214,第二驱动组件214为第二丝杆驱动件,滑移座217螺纹连接在第二丝杆驱动件的丝杆,从而驱动滑移座217在安装座213中滑动;滑移座217的其中一端延伸至承载杆22的正上方位置且固定安装有夹持块215,夹持块215靠近承载杆22的一端设置有供承载杆22卡入的卡位槽2151;滑移座217还设置有第四驱动件216,第四驱动件216为气缸,第四驱动件216固定安装在滑移座217,夹持块215固定安装在第四驱动件216的活塞杆,从而驱动夹持块215朝承载杆22的方向移动,使得承载杆22卡入卡位槽2151后,再通过第二驱动组件214即可带动承载杆22朝框架21两侧移动。
参照图2,基座1在滑移架2的移动路径上设置有上方开口的废料收集箱5,从而当驱动滑移架2移动值废料收集箱5正上方位置,在将承载杆22朝框架21的两侧移动,即可使得位于承载杆22上的废料掉入废料收集箱5内,完成自动卸料。
本申请实施例一种印刷包装盒生产用自动清废模切装置的实施原理为:先将一叠纸张放置在滑移架2上,通过多个抵压座23对纸张的每一侧抵接,进而使得纸张稳定定位在滑移架2,然后启动第一驱动组件11,驱动滑移架2在基座1上移动至其中一叠展开状包装盒101正对撑板12位置,接着启动第一驱动件31,驱动连接架4朝滑移架2的方向移动,直至使抵压杆41对纸张的该展开状包装盒101之外且靠近该展开状包装盒101的边缘位置进行按压;接着启动第三驱动件32,使得压板33靠近纸张,最后再启动第二驱动件13驱动撑板12朝竖直向上移动,同时第三驱动件32驱动压板33朝相反方向移动,即可带动位于纸张该位置的一叠展开状包装盒101离开纸张;依次进行上述操作步骤,即可将纸张中每个位置的展开状包装盒101顶离纸张。
当所有的展开状包装盒101均顶离纸张后,启动第一驱动组件11驱动滑移架2移动至废料收集箱5的正上方位置,然后启动连杆211滑动,使得插杆212离开对应承载杆22,接着启动第二驱动组件214驱动滑移座217移动至承载杆22正上方,再启动第四驱动件216,驱动承载杆22卡入卡位槽2151,再启动第二驱动组件214驱动承载杆22朝框架21两侧移动,即可使得纸张的废料掉落至废料收集箱5,完成自动卸料。
本申请实施例还公开一种清废模切方法,参照图9,具体包括如下步骤:
S10:当获取到初步位置调节指令后,获取纸张位于压板正下方位置的第一图像信息。
具体的,操作者先将一叠的纸张放置在滑移架上,并且调整该叠纸张的长边和短边分别平行于滑移架在移动方向上的Y轴方向和X轴方向,再将该叠纸张稳定定位在滑移架;操作者再按动位于操作端的对应按钮,从而即获取到初步位置调节指令,驱动滑移架初步移动至在纸张上第一个展开状包装盒位置处于压板正下方位置;然后再通过设置在压板靠近滑移架一侧中间位置内的摄像头拍摄纸张的图像,获取到纸张位于压板正下方位置的第一图像信息,简单直接地获知到纸张初步移动的位置情况。
S20:根据第一图像信息,从第一图像信息中获取展开状包装盒中心位置,然后根据展开状包装盒中心位置计算出与第一图像的中心位置之间的X轴误差值和Y轴误差值。
具体的,根据第一图像信息中的图像,分析得出展开状包装盒中心在图像中的位置,即展开状包装盒中心位置,然后将展开状包装盒中心位置与第一图像中的中心位置进行比较,计算出两者之间在X轴方向和Y轴方向上的距离,即得出展开状包装盒中心位置相对于第一图像中的中心位置的X轴误差值和Y轴误差值;该方式直接通过图像中对比分析得出位置误差值,准确度和效率高。
S30:根据X轴误差值和Y轴误差值,触发精确位置调节指令。
具体的,当获取到X轴误差值和Y轴误差值后,触发精确位置调节指令,根据X轴误差值和Y轴误差值数据对滑移座的位置进行更加准确地调节,使得展开状包装盒中心位置正对压板。
S40:触发初步抵压指令,获取抵压效果的第二图像信息。
具体的,完成滑移座的精确定位后,再触发初步抵压指令,驱动抵压杆抵接在该叠纸张的顶部,再通过设置在压板用于拍摄第一图像的摄像头进行拍摄得出抵压杆抵压在纸张的效果图,即得到第二图像信息,该过程也是通过图像拍摄获取到抵压效果图,效果更高。
S50:根据第二图像信息,判断各抵压杆的端部是否为异常位置。
具体的,从获取到的第二图像信息中,将各抵压杆的端部所处位置与预设位置进行分析对比,分析判断各抵压杆的端部是否为异常位置;其中,预设位置是指:通过试验得出的即可以使得展开状包装盒顶离纸张过程中废纸部分保持稳定在滑移架状态,也不会抵压在需顶离的展开状包装盒上的位置。
S60:若是,则在第二图像中异常位置的位置生成标记,获取结果图像信息,将结果图像信息发送至操作终端。
具体的,若判定各抵压杆的端部存在有处于异常位置的情况时,则在第二图像中对应的检测处异常位置的位置生成便于操作者容易判断的标记符号,得出最终的检测结果图像,再将该结果图像信息发送至操作终端,告知操作者,抵压杆处于异常位置的位置,便于操作者迅速准确找到需调整的抵压杆位置,提高调节效率。
S70:当获取到位置调节完成信息后,触发模切启动指令。
具体的,当操作者根据结果图像信息完成对抵压杆的位置调节后,操作者再在操作端按动对应的按钮,触发模切启动指令,即进行依次将展开状包装盒顶离纸张的模切操作。
在一实施例中,参照图10,步骤S50中,具体判定方式包括:
S51:从第二图像信息中获取各抵压杆的端部位置,根据各抵压杆的端部位置计算出抵压杆的端部与预定对应切割线之间的距离。
在本实施例中,抵压杆的端部是指抵压杆靠近切割线的一端端部;预定对应切割线是指预先设定的,且切割线正对抵压杆的端部的部分。
具体的,先从第二图像信息中分析获取到个抵压杆的端部位置,然后将各抵压杆的端部位置与预定对应切割线进行比较,计算得出两者之间的直线距离;并且设定为:若抵压杆的端部处于未抵压展开状包装盒时,则距离数值为正数;若抵压杆的端部处于抵压展开状包装盒时,则距离数值为负数;例如距离为-1cm时,则说明抵压杆的端部抵压在展开状包装盒上且距离切割线1cm的位置。
S52:根据距离判断是否处于预定阈值范围,若否,则判定抵压杆的端部处于异常位置。
在本实施例中,预定阈值范围是指通过试验得出的即可以使得展开状包装盒顶离纸张过程中废纸部分保持稳定在滑移架状态,也不会抵压在需顶离的展开状包装盒上的距离。
具体的,将抵压杆的端部距离预定对应切割线的数值与预定阈值范围进行对比,若数值不在预定阈值范围内时,则判定抵压杆的端部处于异常位置;例如预定阈值范围数值为:0~2cm,当距离数值为-1cm时,即说明抵压杆抵压在展开状包装盒上,不利于展开状包装盒顶离纸张,会对展开状包装盒造成损坏。
在一实施例中,参照图11,在S70之后,清废模切方法还包括:
S81:当获取到一次撑板正上方位置的展开状包装盒离开纸张信息,则记录一次模切次数。
具体的,每次撑板将对应的展开状包装盒顶离纸张时,通过设置在安装架上的摄像头拍摄获取到图像,从图像中分析出展开状包装盒在撑板上的状态,若分析得出展开状包装盒离开了撑板正上方位置,则判定为完成一次展开状包装盒顶离纸张,并且进行记录一次模切次数;例如:当第一次判定为完成一次展开状包装盒顶离纸张时,即此时模切次数记录为1;第二次判定为完成一次展开状包装盒顶离纸张时,即此时模切次数记录为2;以操作者从撑板上取离后判定为一次模切,准确性高。
S82:根据模切次数与预设定模切次数,判断模切次数是否等于预设定模切次数,若是,则判定整体完成模切。
在本实施例中,预设定模切次数是指定位在滑移架上的一张纸张中展开状包装盒的数量值。
具体的,每次记录模切次数后,均将该次记录的模切次数与预设定模切次数进行比较,当判断模切次数等于预设定模切次数时,即说明该次模切已将纸张中最后的一处的展开状包装盒模切,进而判定整体完成模切。
在一实施例中,在S82之后,清废模切方法还包括:
S83:触发卸料位置调节指令,若判定滑移架位于废料收集箱正上方,触发废料卸离指令。
具体的,当判定整体完成模切后,触发卸料位置调节指令,驱动滑移架移动至废料收集箱正上方位置;然后再通过设置在废料收集箱的位置传感器判定滑移架移动至废料收集箱正上方位置,触发废料卸离指令,驱动承载杆朝框架两侧移动,即可使得废料掉入废料收集箱内完成收集。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
Claims (10)
1.一种印刷包装盒生产用自动清废模切装置,其特征在于,包括基座(1)、滑移式安装在基座(1)上的滑移架(2)和用于将一叠纸张定位在滑移架(2)的定位组件,所述基座(1)设有用于驱动滑移架(2)朝X轴和Y轴方向水平移动的第一驱动组件(11);所述滑移架(2)正上方位置设有安装架(3),所述安装架(3)朝Z轴方向滑移式安装有连接架(4),所述连接架(4)设有用于对纸张靠近展开状包装盒(101)的边缘位置按压的抵压组件和用于驱动连接架(4)滑动的第一驱动件(31);所述基座(1)位于滑移架(2)正下方位置设有撑板(12),所述基座(1)设有用于驱动撑板(12)自下而上穿过滑移架(2)的第二驱动件(13)。
2.根据权利要求1所述的一种印刷包装盒生产用自动清废模切装置,其特征在于,所述抵压组件包括:若干抵压杆(41),所述抵压杆(41)的一端安装于连接架(4)、另一端抵接于废料靠近展开状包装盒(101)的边缘位置,若干所述抵压杆(41)围成与展开状包装盒(101)形状一致的避位腔(42),所述避位腔(42)用于供撑板(12)穿过;所述连接架(4)设有用于调节抵压杆(41)在X轴方向和Y轴方向移动的调节组件。
3.根据权利要求2所述的一种印刷包装盒生产用自动清废模切装置,其特征在于,所述调节组件包括:设于抵压杆(41)的调节杆(43),所述连接架(4)设有供调节杆(43)朝X轴方向滑移的第一调节槽(45);所述抵压杆(41)朝Y轴方向延伸,所述抵压杆(41)设有供调节杆(43)朝Y轴方向滑移的第二调节槽(411);所述调节组件还包括:用于将调节杆(43)稳定在连接架(4)和抵压杆(41)对应位置的锁定件。
4.根据权利要求3所述的一种印刷包装盒生产用自动清废模切装置,其特征在于,所述连接架(4)对应第一调节槽(45)的位置和抵压杆(41)对应第二调节槽(411)的位置均设有刻度线(48)。
5.根据权利要求1所述的一种印刷包装盒生产用自动清废模切装置,其特征在于,所述安装架(3)朝向基座(1)的一侧且对应撑板(12)的位置设有压板(33),所述安装架(3)安装有用于驱动压板(33)朝Z轴方向移动的第三驱动件(32)。
6.根据权利要求1所述的一种印刷包装盒生产用自动清废模切装置,其特征在于,所述滑移架(2)包括:水平放置的框架(21)和若干相互平行的承载杆(22),若干所述承载杆(22)设于框架(21)内,若干所述承载杆(22)朝Y轴方向间隔排列设置;所述承载杆(22)均朝排列方向滑移式安装在框架(21),所述框架(21)设有用于锁定若干承载杆(22)在框架(21)相对位置的锁位组件;所述框架(21)对应承载杆(22)端部的位置安装有朝承载杆(22)排列方向延伸的安装座(213),所述安装座(213)滑移式安装有滑移座(217),所述安装座(213)设有用于驱动滑移座(217)滑动的第二驱动组件(214);所述滑移座(217)设有朝Z轴方向滑动的夹持块(215)和用于驱动夹持块(215)滑动的第四驱动件(216),所述夹持块(215)设有供承载杆(22)卡入的卡位槽(2151);所述基座(1)在滑移架(2)移动路径上设有废料收集箱(5)。
7.一种清废模切方法,基于权利要求1-6任意所述印刷包装盒生产用自动清废模切装置,其特征在于,所述清废模切方法包括:
当获取到初步位置调节指令后,获取纸张位于压板正下方位置的第一图像信息;
根据所述第一图像信息,从第一图像信息中获取展开状包装盒中心位置,然后根据展开状包装盒中心位置计算出与第一图像的中心位置之间的X轴误差值和Y轴误差值;
根据所述X轴误差值和Y轴误差值,触发精确位置调节指令;
触发初步抵压指令,获取抵压效果的第二图像信息;
根据所述第二图像信息,判断各抵压杆的端部是否为异常位置;
若是,则在第二图像中异常位置的位置生成标记,获取结果图像信息,将所述结果图像信息发送至操作终端;
当获取到位置调节完成信息后,触发模切启动指令。
8.根据权利要求7所述的一种清废模切方法,其特征在于:所述根据所述第二图像信息,判断各抵压杆的端部是否为异常位置,具体包括:
从第二图像信息中获取各抵压杆的端部位置,根据各抵压杆的端部位置计算出抵压杆的端部与预定对应切割线之间的距离;
根据所述距离判断是否处于预定阈值范围,若否,则判定抵压杆的端部处于异常位置。
9.根据权利要求7所述的一种清废模切方法,其特征在于:在所述当获取到位置调节完成信息后,触发模切启动指令之后,所述清废模切方法还包括:
当获取到一次撑板正上方位置的展开状包装盒离开纸张信息,则记录一次模切次数;
根据模切次数与预设定模切次数,判断模切次数是否等于预设定模切次数,若是,则判定整体完成模切。
10.根据权利要求7所述的一种清废模切方法,其特征在于:在根据模切次数与预设定模切次数,判定模切次数是否等于预设定模切次数,若否,则判定整体完成模切之后,所述清废模切方法还包括:
触发卸料位置调节指令,若判定滑移架位于废料收集箱正上方,触发废料卸离指令。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111599972.3A CN114274593B (zh) | 2021-12-24 | 2021-12-24 | 一种印刷包装盒生产用自动清废模切装置及其方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111599972.3A CN114274593B (zh) | 2021-12-24 | 2021-12-24 | 一种印刷包装盒生产用自动清废模切装置及其方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN114274593A true CN114274593A (zh) | 2022-04-05 |
| CN114274593B CN114274593B (zh) | 2022-08-05 |
Family
ID=80875078
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111599972.3A Active CN114274593B (zh) | 2021-12-24 | 2021-12-24 | 一种印刷包装盒生产用自动清废模切装置及其方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114274593B (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0808353D0 (en) * | 2008-05-08 | 2008-06-18 | Corridoor Ltd | Pin matrix die |
| DE102007006597A1 (de) * | 2007-02-09 | 2008-08-14 | Creative Gmbh | Stanzvorrichtung zum maßgenauen Trennen von Formstücken aus einer Folie |
| CN102673113A (zh) * | 2012-05-08 | 2012-09-19 | 深圳劲嘉彩印集团股份有限公司 | 单张纸烫金、模切设备电子定位装置及方法 |
| CN104669689A (zh) * | 2015-03-26 | 2015-06-03 | 四川魔态科技有限公司 | 用于纸张包装的冲压模具、冲压机和冲压工艺 |
| CN104802455A (zh) * | 2015-03-26 | 2015-07-29 | 四川魔态科技有限公司 | 用于纸张包装的制造系统和制造方法 |
| CN208146752U (zh) * | 2018-04-04 | 2018-11-27 | 浙江明牌珠宝科技有限公司 | 一种贵金属冲压机 |
| CN211682525U (zh) * | 2019-12-18 | 2020-10-16 | 湖南新国大印业有限公司 | 一种排废机 |
| CN213259785U (zh) * | 2020-05-09 | 2021-05-25 | 南充市润宏纸业包装有限公司 | 一种可调节内孔清废机 |
| CN214726878U (zh) * | 2021-01-25 | 2021-11-16 | 陕西昱升印务有限公司 | 一种纸盒清废装置 |
-
2021
- 2021-12-24 CN CN202111599972.3A patent/CN114274593B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007006597A1 (de) * | 2007-02-09 | 2008-08-14 | Creative Gmbh | Stanzvorrichtung zum maßgenauen Trennen von Formstücken aus einer Folie |
| GB0808353D0 (en) * | 2008-05-08 | 2008-06-18 | Corridoor Ltd | Pin matrix die |
| CN102673113A (zh) * | 2012-05-08 | 2012-09-19 | 深圳劲嘉彩印集团股份有限公司 | 单张纸烫金、模切设备电子定位装置及方法 |
| CN104669689A (zh) * | 2015-03-26 | 2015-06-03 | 四川魔态科技有限公司 | 用于纸张包装的冲压模具、冲压机和冲压工艺 |
| CN104802455A (zh) * | 2015-03-26 | 2015-07-29 | 四川魔态科技有限公司 | 用于纸张包装的制造系统和制造方法 |
| CN208146752U (zh) * | 2018-04-04 | 2018-11-27 | 浙江明牌珠宝科技有限公司 | 一种贵金属冲压机 |
| CN211682525U (zh) * | 2019-12-18 | 2020-10-16 | 湖南新国大印业有限公司 | 一种排废机 |
| CN213259785U (zh) * | 2020-05-09 | 2021-05-25 | 南充市润宏纸业包装有限公司 | 一种可调节内孔清废机 |
| CN214726878U (zh) * | 2021-01-25 | 2021-11-16 | 陕西昱升印务有限公司 | 一种纸盒清废装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114274593B (zh) | 2022-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112703097B (zh) | 用于从剩余工件移取工件部分的方法和设备 | |
| CN108355989B (zh) | 一种用于电子产品电池的极耳裁切检测分拣机构 | |
| US9446442B2 (en) | Moving workpiece parts on machine tools | |
| CN106914667B (zh) | 线放电加工系统 | |
| CN108746861A (zh) | 锂电池极耳裁切机 | |
| CN114274593B (zh) | 一种印刷包装盒生产用自动清废模切装置及其方法 | |
| CN114669996B (zh) | 工件自动输送组装设备 | |
| CN111077682A (zh) | 一种屏幕上料机构 | |
| CN215969165U (zh) | 线缆外部塑料层冲片试验机 | |
| US11279056B2 (en) | Device for carrying out cutting operations on open format edges of a printed product | |
| US20060251755A1 (en) | Apparatus for machining a formed thermoplastic plate | |
| CN214292070U (zh) | 一种快速定位的立式加工中心 | |
| AU781118B2 (en) | A reception station on a shaping press and a set of tools for a said station | |
| WO2006051643A1 (ja) | 基板検査装置 | |
| CN105855431B (zh) | 拆线装置 | |
| CN109476034B (zh) | 对准上部和下部可更换工具的方法,以及用于处理工件片材的装置 | |
| CN115070540B (zh) | 一种卡尺斜面磨削用加工机床 | |
| KR100800208B1 (ko) | 트리밍 장치 및 트리밍 방법 | |
| JP6690294B2 (ja) | 裁断機、刃型交換方法、裁断機の刃型収納部および刃型移送方法 | |
| CN211577601U (zh) | 一种屏幕上料机构 | |
| CN217847909U (zh) | 一种用于半导体激光led芯片的自动对光机 | |
| CN114391087A (zh) | 用于装备用于冲压或成形板状材料的工具的装备设备和方法 | |
| CN214978615U (zh) | 一种铭牌卸料装置 | |
| CN219294850U (zh) | 一种纸箱片状坯件的可调式清孔装置 | |
| JP2014510412A (ja) | シート積層体の製造方法及びシート積層体の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |