CN114174695A - 组装体、缓冲器以及组装体的制造方法 - Google Patents
组装体、缓冲器以及组装体的制造方法 Download PDFInfo
- Publication number
- CN114174695A CN114174695A CN202080053776.3A CN202080053776A CN114174695A CN 114174695 A CN114174695 A CN 114174695A CN 202080053776 A CN202080053776 A CN 202080053776A CN 114174695 A CN114174695 A CN 114174695A
- Authority
- CN
- China
- Prior art keywords
- valve
- circular
- shaft portion
- axial direction
- disk
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 238000000034 method Methods 0.000 title claims description 16
- 239000006096 absorbing agent Substances 0.000 title description 13
- 230000035939 shock Effects 0.000 title description 13
- 230000002093 peripheral effect Effects 0.000 claims abstract description 94
- 239000007788 liquid Substances 0.000 claims description 29
- 238000003780 insertion Methods 0.000 claims description 16
- 230000037431 insertion Effects 0.000 claims description 16
- 230000010354 integration Effects 0.000 claims description 12
- 230000008569 process Effects 0.000 claims description 5
- 230000001105 regulatory effect Effects 0.000 description 34
- 238000013016 damping Methods 0.000 description 12
- 230000009467 reduction Effects 0.000 description 9
- 239000002184 metal Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 230000008602 contraction Effects 0.000 description 5
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 238000004891 communication Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 230000000149 penetrating effect Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- -1 specifically Substances 0.000 description 1
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B19/00—Bolts without screw-thread; Pins, including deformable elements; Rivets
- F16B19/04—Rivets; Spigots or the like fastened by riveting
- F16B19/08—Hollow rivets; Multi-part rivets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/10—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium using liquid only; using a fluid of which the nature is immaterial
- F16F9/14—Devices with one or more members, e.g. pistons, vanes, moving to and fro in chambers and using throttling effect
- F16F9/16—Devices with one or more members, e.g. pistons, vanes, moving to and fro in chambers and using throttling effect involving only straight-line movement of the effective parts
- F16F9/18—Devices with one or more members, e.g. pistons, vanes, moving to and fro in chambers and using throttling effect involving only straight-line movement of the effective parts with a closed cylinder and a piston separating two or more working spaces therein
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/10—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium using liquid only; using a fluid of which the nature is immaterial
- F16F9/14—Devices with one or more members, e.g. pistons, vanes, moving to and fro in chambers and using throttling effect
- F16F9/16—Devices with one or more members, e.g. pistons, vanes, moving to and fro in chambers and using throttling effect involving only straight-line movement of the effective parts
- F16F9/18—Devices with one or more members, e.g. pistons, vanes, moving to and fro in chambers and using throttling effect involving only straight-line movement of the effective parts with a closed cylinder and a piston separating two or more working spaces therein
- F16F9/185—Bitubular units
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B17/00—Connecting constructional elements or machine parts by a part of or on one member entering a hole in the other and involving plastic deformation
- F16B17/006—Connecting constructional elements or machine parts by a part of or on one member entering a hole in the other and involving plastic deformation of rods or tubes to sheets or plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B19/00—Bolts without screw-thread; Pins, including deformable elements; Rivets
- F16B19/04—Rivets; Spigots or the like fastened by riveting
- F16B19/06—Solid rivets made in one piece
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/3207—Constructional features
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/3271—Assembly or repair
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/34—Special valve constructions; Shape or construction of throttling passages
- F16F9/348—Throttling passages in the form of annular discs or other plate-like elements which may or may not have a spring action, operating in opposite directions or singly, e.g. annular discs positioned on top of the valve or piston body
- F16F9/3484—Throttling passages in the form of annular discs or other plate-like elements which may or may not have a spring action, operating in opposite directions or singly, e.g. annular discs positioned on top of the valve or piston body characterised by features of the annular discs per se, singularly or in combination
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60G—VEHICLE SUSPENSION ARRANGEMENTS
- B60G2206/00—Indexing codes related to the manufacturing of suspensions: constructional features, the materials used, procedures or tools
- B60G2206/01—Constructional features of suspension elements, e.g. arms, dampers, springs
- B60G2206/80—Manufacturing procedures
- B60G2206/81—Shaping
- B60G2206/8102—Shaping by stamping
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F2226/00—Manufacturing; Treatments
- F16F2226/04—Assembly or fixing methods; methods to form or fashion parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/34—Special valve constructions; Shape or construction of throttling passages
- F16F9/348—Throttling passages in the form of annular discs or other plate-like elements which may or may not have a spring action, operating in opposite directions or singly, e.g. annular discs positioned on top of the valve or piston body
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Fluid-Damping Devices (AREA)
Abstract
该组装体具备:层叠的多个圆形部件;固定销,其配置在各所述圆形部件的内部以使各所述圆形部件沿轴向排列而一体化。所述固定销具备:轴部,其沿所述轴向延伸;凸缘部,其从所述轴部的一端侧向径向外侧延伸;凹部,其设置在所述轴部的另一端侧的端面,与所述轴向正交的截面为非圆形;一个或多个突出部,其设置在所述轴部的另一端侧的外周部,比各所述圆形部件的内周面更向径向外侧突出。
Description
技术领域
本发明涉及组装体、缓冲器以及组装体的制造方法。
本申请基于2019年7月26日在日本国申请的特愿2019-137808号主张优先权,并在此引用其内容。
背景技术
有在层叠的多个圆形部件中插入固定销以在轴向上一体化而成的组装体(例如,参照下述专利文献1)。
现有技术文献
专利文献
专利文献1:日本国特开2014-009756号公报
发明内容
发明所要解决的课题
在组装体中,根据固定销的安装方法,有可能降低组装精度。
本发明提供能够抑制组装精度降低的组装体、缓冲器以及组装体的制造方法。
用于解决课题的技术方案
本发明的一个方式是一种组装体,其具备:层叠的多个圆形部件;固定销,其配置在各所述圆形部件的内部以使各所述圆形部件沿轴向排列而一体化;其中,所述固定销具有:轴部,其沿所述轴向延伸;凸缘部,其从所述轴部的一端侧向径向外侧延伸;凹部,其设置在所述轴部的另一端侧的端面,并且与所述轴向正交的截面为非圆形;一个或多个突出部,其设置在所述轴部的另一端侧的外周部,比各所述圆形部件的内周面更向径向外侧突出。
进而,本发明的一个方式具备:缸体;活塞,其设置在所述缸体内;杆,其一端与所述活塞连接,另一端从所述缸体延伸;底阀,其将所述缸体划分为两个室;所述底阀具有:阀体,其具有液通路;至少一个盘状的阀部件,其开闭所述液通路;固定销,其配置在所述阀体以及所述阀部件的内部,从而使所述阀体和所述阀部件沿轴向排列而一体化;所述固定销具有:轴部,其沿所述轴向延伸;凸缘部,其从所述轴部的一端侧向径向外侧延伸;凹部,其设置在所述轴部的另一端侧的端面,并且与所述轴部的轴向正交的截面为非圆形;一个或多个突出部,其设置在所述轴部的另一端侧的外周部,比所述阀部件的内周面更向径向外侧突出。
进而,本发明的一个方式是一种组装体的制造方法,将固定销配置在层叠的多个圆形部件的内部并将这些圆形部件沿轴向排列而一体化,其中,所述组装体的制造方法具有:轴部插入工序,将具有沿所述轴向延伸的轴部和从所述轴部的一端侧向径向外侧延伸的凸缘部的所述固定销的所述轴部插入所述多个圆形部件;一体化工序,在设置于所述轴部的另一端侧的端面的非圆形的凹部中,插入具有比所述凹部的最小直径大的最大直径的非圆形的冲头并使所述冲头旋转,使所述轴部的另一端侧的外周部塑性变形为比所述圆形部件的内周面更向径向外侧突出,使所述多个圆形部件和所述固定销一体化。
发明效果
根据上述各方式,能够抑制组装精度的降低。
附图说明
图1是示出本发明的第一实施方式的图,是包括作为组装体的底阀的、缓冲器的纵剖视图。
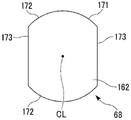
图2是示出该底阀的图,是包括轴线CL的截面的纵剖视图。
图3是示出该底阀的固定销的图,是从图2的箭头A观察的仰视图。
图4是示出该底阀的固定销的轴部的图,是图2的B-B剖视图。
图5是示出该底阀的制造方法中的轴部插入工序后的状态的图,是与图2相同截面的纵剖视图。
图6是示出作为该第一实施方式的组装体的底阀的固定销的冲头旋转工序之前的轴部的图,是图5的C-C剖视图。
图7是示出作为该第一实施方式的组装体的底阀的制造方法中的夹紧工序以及冲头插入工序之后的状态的图,是与图5相同截面的纵剖视图。
图8是示出作为本发明的第二实施方式的组装体的底阀的图,是包括轴线CL的截面的纵剖视图。
图9是示出上述各实施方式的变形例的图,是以与图6相同的截面观察冲头旋转工序之前的轴部的俯视剖视图。
图10是示出上述各实施方式的其他变形例的图,是以与图6相同的截面观察冲头旋转工序之前的轴部的俯视剖视图。
图11是示出上述各实施方式的另一其他变形例的图,是以与图6相同的截面观察冲头旋转工序之前的轴部的俯视剖视图。
具体实施方式
以下,参照附图对本发明的各实施方式以及变形例进行说明。在以下的说明中使用的各“轴线”实质上相互同轴,因此有时使用共通的“中心轴线CL”或“轴线CL”进行说明。另外,在以下的说明中,有时将沿着轴线CL的方向称为“轴向”,将与轴线CL垂直的方向称为“径向”。
[第一实施方式]
以下,参照图1~图7对包括作为本发明的第一实施方式的组装体的底阀的缓冲器和该缓冲器的制造方法进行说明。
图1示出包括作为本实施方式的组装体的底阀10的缓冲器11。该缓冲器11用于汽车或铁道车辆等车辆的悬架装置。具体而言,缓冲器11用于汽车的支柱型悬架。缓冲器11为复筒式。即,缓冲器11具备缸体17,该缸体17具有圆筒状的内筒15和直径比内筒15大且设置在内筒15的外周侧的有底筒状的外筒16。外筒16的内周面和内筒15的外周面之间为贮存室18。
外筒16是由金属制的一个部件构成的一体成型件。外筒16具有圆筒状的侧壁部21、封闭侧壁部21的轴向的一端的底部22、侧壁部21的底部22相反侧的开口23。换言之,外筒16覆盖内筒15,轴向的一端封闭,轴向的另一端开口。再换言之,外筒16在一端具有底部22,在另一端具有开口23。
内筒15是由金属制的一个部件构成的一体成型件,呈圆筒状。
缓冲器11具有设置在内筒15的轴向的一端部的圆环状的阀体25(圆形部件)、和设置在内筒15以及外筒16的轴向的另一端的圆环状的杆导向件26。阀体25构成底阀10,在外周部具有小径部31和直径比小径部31大的大径部32。杆导向件26也在外周部具有小径部33和直径比小径部33大的大径部34。
内筒15的轴向的一端部与阀体25的小径部31嵌合,直到与大径部32在轴向上抵接。内筒15经由阀体25固定在外筒16的底部22上。另外,内筒15的轴向的另一端部与杆导向件26的小径部33嵌合,直到与大径部34在轴向抵接。内筒15经由杆导向件26固定在外筒16的侧壁部21上。在该状态下,内筒15相对于外筒16的径向的相对位置被固定。阀体25与底部22之间的空间经由形成于阀体25的大径部32的位置的通路槽35,与内筒15与外筒16之间的空间连通。阀体25和底部22之间的空间也与内筒15和外筒16之间同样,构成贮存室18的一部分。
阀体25具有主体部36和脚部37。主体部36是形成有大径部32中位于轴向的小径部31侧的部分和小径部31的有孔且圆板状的部分。脚部37是形成有大径部32中位于轴向的小径部31相反侧的部分的圆环状的部分。在脚部37的主体部36相反侧的部分,以在径向贯通该脚部37的方式形成有上述的通路槽35。
缓冲器11在杆导向件26的底部22相反侧具有圆环状的封闭部件41。该封闭部件41也与杆导向件26同样地嵌合在侧壁部21的内周部。在侧壁部21的与底部22相反的端部,形成有通过卷曲加工等铆接加工使侧壁部21向径向内侧塑性变形的铆接部43。封闭部件41被夹持在该铆接部43与杆导向件26之间。封闭部件41用于封闭外筒16的开口23,具体而言是油封。需要说明的是,封闭部件41也可以由密封垫圈构成。
缓冲器11具有设置在缸体17内的活塞45。活塞45能够滑动地嵌装在内筒15内。活塞45将内筒15内划分为第一室48和第二室49这两个室。第一室48设置在内筒15内的活塞45与杆导向件26之间。第二室49设置在内筒15内的活塞45与阀体25之间。第二室49由阀体25划分为贮存室18。在第一室48内以及第二室49内填充有作为工作流体的油液L。在贮存室18,填充有作为工作流体的气体G和油液L。
缓冲器11具有杆51。杆51的一端与活塞45连接,另一端从缸体17的外筒16经由开口23向外部延伸。在杆51上,通过螺母53连结有活塞45。杆51穿过杆导向件26以及封闭部件41,向内筒15以及外筒16的外部延伸。杆51一边被杆导向件26引导,一边相对于内筒15以及外筒16与活塞45成为一体地沿轴向移动。
封闭部件41封闭外筒16的另一端的开口23与杆51之间,限制内筒15内的油液L、贮存室18内的气体G以及油液L向外部漏出。
在活塞45上,形成有沿着轴向贯通的通路55以及通路56。通路55、56能够使第一室48与第二室49之间连通。缓冲器11在活塞45的轴向的底部22相反侧具有通过与活塞45抵接而能够封闭通路55的圆环状的盘阀57。另外,缓冲器11在活塞45的、轴向的底部22侧具有通过与活塞45抵接而能够封闭通路56的圆环状的盘阀58。盘阀57、58与活塞45一起与杆51连结。通路55向第二室49开口,通路56向第一室48开口。
盘阀57当通过杆51向增加向内筒15以及外筒16内的进入量的收缩侧移动,活塞45向缩窄第二室49的方向移动,第二室49的压力比第一室48的压力高规定值以上时,打开通路55使第二室49的油液L流向第一室48,此时产生衰减力。
盘阀58当通过杆51向增加从内筒15以及外筒16的突出量的伸长侧移动,活塞45向缩窄第一室48的方向移动,第一室48的压力比第二室49的压力高规定值以上时,打开通路56使第一室48的油液L流向第二室49,此时产生衰减力。
在活塞45以及盘阀57中的至少一方,形成有省略图示的固定节流孔,该固定节流孔即使在盘阀57将通路55最大程度地封闭的状态下也经由通路55使第一室48与第二室49之间连通。另外,在活塞45以及盘阀58中的至少一方,形成有省略图示的固定节流孔,该固定节流孔即使在盘阀58将通路56最大程度地封闭的状态下也经由通路56使第一室48与第二室49之间连通。
在阀体25上,形成有沿轴向贯通的液通路61以及液通路62。液通路61、62能够使第二室49与贮存室18之间连通。底阀10在阀体25的轴向的底部22侧具有通过与阀体25抵接而能够封闭液通路61的圆环状的盘阀65。另外,底阀10在阀体25的轴向的底部22相反侧具有通过与阀体25抵接而能够封闭液通路62的圆环状的盘阀66(圆形部件,阀部件)。底阀10具有固定销68,盘阀65、66通过该固定销68与阀体25连结。
由阀体25、盘阀65、66以及固定销68等构成的底阀10将缸体17内划分为第二室49和贮存室18这两个室。液通路61始终与第二室49连通。液通路62始终与贮存室18连通。
底阀10当通过杆51向收缩侧移动,活塞45向缩窄第二室49的方向移动,第二室49的压力比贮存室48的压力高规定值以上时,盘阀65打开液通路61,此时产生衰减力。
底阀10通过杆51向伸长侧移动,从而活塞45向缩窄第一室48的方向移动,当第二室49的压力比贮存室48的压力低时,盘阀66打开液通路62。盘阀66是此时实质上不产生衰减力而使油液L从贮存室18向第二室49内流动的吸入阀。
在杆51上,在活塞45和杆导向件26之间的位置固定有卡止部件71。在卡止部件71和杆导向件26之间的位置,设置有缓冲部件72。缓冲部件72与卡止部件71抵接,当杆51移动到伸长侧的规定位置时,与杆导向件26抵接而缓和冲击。
如图2所示,阀体25为圆环状,为金属制。阀体25的主体部36的径向的中央的内周面81为圆筒面。另外,在阀体25上,在主体部36的、轴向的脚部37相反侧形成有:圆环状的固定座部84,其在比内周面81更靠径向外侧的位置向轴向突出;圆环状的内侧座部85,其在比固定座部84更靠径向外侧的位置向轴向突出;环状的外侧座部86,其在比内侧座部85更靠径向外侧的位置向轴向突出。
进而,在阀体25上,在主体部36的轴向的脚部37侧形成有:圆环状的固定座部88,其在比内周面81更靠径向外侧的位置向轴向突出;圆环状的内侧座部89,其在比固定座部88更靠径向外侧且比脚部37更靠径向内侧的位置向轴向突出。
在阀体25的轴向上,固定座部84、内侧座部85以及外侧座部86彼此高度位置一致,座部89的突出方向的高度比固定座部88稍高。
液通路61以一端在固定座部84和内侧座部85之间开口、另一端在固定座部88和座部89之间开口的方式沿轴向贯通主体部36。液通路61在阀体25的周向上隔开间隔地形成在多处。
液通路62以一端在内侧座部85和外侧座部86之间开口、另一端在座部89和脚部37之间开口的方式沿轴向贯通主体部36。液通路62在阀体25的周向上隔开间隔地形成在多处。
底阀10在主体部36的轴向的脚部37侧从在轴向观察时靠近主体部36的一侧依次具有上述的盘阀65、盘101(圆形部件、阀部件)以及限制盘102(圆形部件、阀部件)。盘阀65由多个盘105(圆形部件、阀部件)构成。盘101、限制盘102以及多个盘105均为有孔且为圆板状的金属制。
底阀10在主体部36的从轴向观察时与脚部37相反的一侧,按照靠近主体部36的顺序,具有上述的盘阀66、盘111(圆形部件、阀部件)、弹簧盘112(圆形部件、阀部件)、垫圈113(圆形部件、阀部件)。盘阀66、盘111、弹簧盘112、垫圈113都是有孔且为圆板状的金属制。
位于多个盘105的各自的径向中央的内周面121是圆筒面,位于盘101的径向中央的内周面122也是圆筒面。位于限制盘102的径向中央的内周面123也是圆筒面,位于盘阀66的径向中央的内周面131也是圆筒面。位于盘111的径向中央的内周面132也是圆筒面,位于垫圈113的径向中央的内周面133也是圆筒面。
垫圈113具有从内周面133扩展到径向中间部的圆板状的主板部135和位于径向的外端部的圆环部136。圆环部136相对于主板部135向轴向的一侧错开。在垫圈113的主板部135上,形成有沿轴向贯通的通路孔137。垫圈113以成为圆环部136相对于主板部135沿着轴向向阀体25侧突出的朝向的方式安装。
弹簧盘112具有圆环状的弹簧基座142和从弹簧基座142向径向外侧延伸的多个弹簧脚部143。弹簧基座142的径向中央的内周面141为圆筒面。弹簧腿部143以越从弹簧基座142延伸越位于沿着弹簧基座142的轴向的一侧的方式相对于弹簧基座142倾斜。
内周面121~123、131~133、141形成为与阀体25的内周面81相等的内径。
固定销68为金属制,具体而言为铁制。固定销68具有沿轴向延伸的轴部161和从轴部161的轴向的一端侧向径向外侧延伸的凸缘部162。换言之,凸缘部162设置在轴部161的一端,直径比轴部161大。轴部161插入限制盘102的内周面123、盘101的内周面122、多个盘105的各自的内周面121、阀体25的内周面81、盘阀66的内周面131、盘111的内周面132、弹簧盘112的内周面141以及垫圈113的内周面133的各自的内侧。此时,阀体25配置为脚部37从主体部36向轴向的凸缘部162侧突出的朝向。另外,此时,阀体112配置为弹簧脚部143从弹簧基座142向轴向的阀体25侧延伸的朝向。另外,此时,垫圈113配置为圆环部136从主板部135向轴向的阀体25侧突出的朝向。
如图3所示,凸缘部162的外周面171为非圆形,具有成为与图2所示的轴部161同轴的圆筒面的一部分的一对弯曲面部172、和使一对弯曲面部172的近侧的端部彼此连结的一对平面部173。如图2所示,一对平面部173与轴部161的中心轴线CL平行,从侧面观察配置在距轴部161的中心轴线CL等距离的位置。一对平面部173相互平行。一对平面部173之间的距离是凸缘部162的最小外径,该最小外径比内周面81、121~123、131~133、141的内径大。凸缘部162在轴部161侧的根部面175与限制盘102抵接。根部面175是向与固定销68的轴线CL正交的方向扩展的平坦面。
轴部161具有轴主体部180。轴主体部180具有从凸缘部162的根部面175延伸的由圆筒面构成的外周面181、和位于凸缘部162相反侧的端部的倾斜面182。轴部161的轴主体部180相对于限制盘102的内周面123的内侧、盘101的内周面122的内侧、多个盘105的各自的内周面121的内侧、阀体25的内周面81的内侧、盘阀66的内周面131的内侧、盘111的内周面132的内侧、弹簧盘112的内周面141的内侧以及垫圈113的内周面133的内侧,各自以几乎不产生径向上的间隙的状态插入。
轴部161在其凸缘部162相反侧且比垫圈113更突出的部分具有卡止部185。卡止部185在轴主体部180比垫圈113更向轴向突出的部分具有比轴主体部180更向径向外侧突出的多个突出部186。如图4所示,突出部186在轴部161的周向上以大致等角度间隔形成有六处。通过形成6处突出部186,卡止部185的外周部形成为大致六边形的形状。突出部186在轴部161上设置在其外周部的一端侧设置的凸缘部162相反侧的另一端侧。突出部186比轴主体部180更向径向外侧突出0.5mm左右。
如图2所示,在轴部161上,在位于与设置于其轴向一端侧的凸缘部162相反的另一端侧的端面191,形成有从端面191沿着轴部161的轴向向凸缘部162侧凹陷的轴向凹部192(凹部)。如图4所示,轴向凹部192具有轴部161的轴向里侧的底面195、以轴部161的中心轴线CL为中心的大致圆筒面状的基座内周面196、比基座内周面196更向径向外侧凹陷的多个径向凹部197。底面195以与轴部161的中心轴线CL大致正交的方式扩展。径向凹部197在轴部161的周向上以大致相等的各角度间隔形成在与突出部186相同数量的六处。这些径向凹部197均配置在轴部161的周向上相邻的突出部186、186之间的大致中央位置。因此,轴向凹部192的与轴部161的轴向正交的截面为非圆形。
径向凹部197与图3所示的形成为非圆形的凸缘部162的外周面171的角度关系为规定的对应关系。具体而言,将在轴向凹部192的周向上配置在相差180°的位置的一组径向凹部197、197之间连结的方向沿着图3所示的凸缘部162的平面部173。
如图2所示,突出部186在轴部161轴向上遍及全长地与轴向凹部192的位置重合。轴部161的轴向凹部192的底面195与突出部186之间为薄壁部199,该薄壁部199比形成有突出部186的部分以及未形成有轴向凹部192的部分薄。
从轴部161的中心轴线CL到突出部186的突出前端为止的半径方向的距离比内周面81、121~123、131~133、141的半径大。因此,多个突出部186比限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113的各自的内周面123、122、121、81、131、132、141、133更向径向外侧突出。
固定销68的凸缘部162在轴向一侧与层叠的限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113中的位于层叠方向一端侧的限制盘102抵接。另外,固定销68的多个突出部186在轴向另一侧与位于层叠方向另一端侧的垫圈113卡止。此时,限制盘102与凸缘部162的根部面175抵接。另外,垫圈113使多个突出部186与主板部135的位于凸缘部162相反侧的端面201抵接。由此,固定销68通过凸缘部162和多个突出部186从层叠方向的两侧夹持限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113。端面201是向与垫圈113的轴线CL正交的方向扩展的平坦面。
底阀10是将固定销68插入到作为层叠的多个圆形部件的、限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113中以使它们沿轴向一体化而成的组装体。换言之,底阀10是在具有液通路61、62的阀体25、开闭液通路61、62的盘状的限制盘102、盘101、多个盘105、盘阀66、盘111、弹簧盘112、垫圈113中分别插入固定销68,将阀体25、限制盘102、盘101、多个盘105、盘阀66、盘111、弹簧盘112、垫圈113沿轴向一体化而成的组装体。
组装后的状态的底阀10中,固定销68的轴向凹部192的底面195配置比在限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113中设置在最靠凸缘部162相反侧的垫圈113的、位于具有凸缘部162的一侧的相反侧的端面201更靠凸缘部162侧。轴向凹部192的底面195的轴线CL方向的位置与垫圈113的轴线CL方向的中间位置一致。如图1所示,内筒15的轴向的一端部与组装后的状态的底阀10的阀体25的小径部31嵌合。
底阀10当通过杆51向收缩侧移动,活塞45向缩窄第二室49的方向移动,第二室49的压力比贮存室48的压力高规定值以上时,盘阀65的外周侧的部分以从阀体25沿轴向离开的方式变形。其结果,盘阀65的外周侧的部分从图2所示的座部89离座而打开液通路61。由此,设置于阀体25的内侧的液通路61在杆51向收缩侧移动时,流体从第二室49经由盘阀66的省略图示的通路孔朝向贮存室18流通。这样,盘阀65成为开闭液通路61而产生衰减力的收缩侧的盘阀。限制盘102通过盘阀65与自身抵接来限制设置在自身与阀体25之间的盘阀65的变形的可动范围。
底阀10在图1所示的杆51向伸长侧移动,活塞45向第一室46侧移动,第二室49的压力比贮存室48的压力低时,盘阀66以自身的外周侧的部分从阀体25沿轴向离开的方式变形。其结果,盘阀66的外周侧的部分从图2所示的外侧座部86离座而打开液通路62。垫圈113通过盘阀66与自身抵接来限制设置在自身与阀体25之间的盘阀66的变形的可动范围。垫圈113设置在盘阀66、盘111、弹簧盘112以及垫圈113中最靠阀体25相反侧。
接着,对作为缓冲器11的制造方法的一部分的、第一实施方式的底阀10的制造方法进行说明。
如图5所示,将盘阀65、66等组装到阀体25之前的固定销68a具有沿轴向延伸的轴部161a和从轴部161a的一端侧向径向外侧延伸的凸缘部162。凸缘部162与组装后相同,但轴部161a与组装后的轴部161部分不同。
轴部161a没有形成多个突出部186,在其外周侧仅具有由与轴主体部180的外周面181同径的圆筒面构成的外周面181a、和配置在凸缘部162相反侧的倾斜面182a。倾斜面182a是越从凸缘部162沿着轴线CL方向离开直径越小的锥面。
在一端侧设置有凸缘部162的轴部161a的另一端侧的端面191a与轴部161a的中心轴线CL垂直地扩展。在端面191a上,以从该端面191a沿着轴向朝向凸缘部162侧凹陷的方式形成有非圆形的轴向凹部192a。如图6所示,该轴向凹部192a的与轴线CL垂直的形状为六边形孔,具有沿轴部161a的轴线CL方向延伸的六棱筒状的内周面196a和与中心轴线CL垂直地扩展的底面195。轴向凹部192a具有比其内切圆更向径向外侧凹陷的多个、具体而言为六处的径向凹部197a。六处的径向凹部197a在轴部161a的周向上以等角度间隔形成。轴向凹部192a通过轴部161a成型时的起模而成型。
轴向凹部192a的内周面196a与图3所示的凸缘部162的外周面171的角度关系为规定的关系。具体而言,将在轴向凹部192a的周向上配置在相差180°的位置的规定的径向凹部197a和径向凹部197a连结的方向与凸缘部162的平面部173平行。
如图5所示,进行将这样的固定销68a的轴部161a插入限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113的轴部插入工序。此时,阀体25设为脚部37从主体部36向轴向的凸缘部162侧突出的朝向。另外,此时,阀体112设为弹簧脚部143从弹簧基座142向轴向的阀体25侧延伸的朝向。另外,此时,垫圈113设为圆环部136从主板部135向轴向的阀体25侧突出的朝向。
当进行轴部插入工序时,限制盘102与固定销68a的凸缘部162的根部面175抵接,成为限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113层叠在凸缘部162上的状态。
接着,将轴部插入工序后的固定销68a、限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113放置在一体化装置(未图示)上。于是,一体化装置抓住形成为非圆形的凸缘部162的外周面171,在围绕中心轴线CL的旋转方向上定位固定销68a,成为限制固定销68a的旋转方向的移动的状态。这是限制工序。需要说明的是,在对设置于一体化装置的固定销68a进行轴部插入工序的情况下,如果在轴部插入工序之前将固定销68a设置于一体化装置,则一体化装置成为抓住凸缘部162的外周面171,将固定销68a在其旋转方向定位,限制固定销68a的旋转方向的移动的状态。这成为限制工序。
接着,如图7所示,进行将垫圈113的主板部135的凸缘部162相反侧的端面201由一体化装置的按压部件211向凸缘部162侧按压,将限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113在凸缘部162与按压部件211之间夹紧的夹紧工序。
在进行了该夹紧工序的状态下,固定销68a的轴向凹部192a的底面195位于比限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113中设置在最靠凸缘部162相反侧的垫圈113的、凸缘部162相反侧的端面201更靠轴向的凸缘部162侧。具体而言,使轴向凹部192a的底面195的轴线CL方向的位置与垫圈113的主板部135的轴线CL方向的中间位置一致。
接着,进行冲头插入工序,该冲头插入工序在设置于轴部161a的端面191a的非圆形的轴向凹部192a中,插入具有比轴向凹部192a的最小直径大的最大直径的非圆形的冲头215。一体化装置在冲头插入工序中,将围绕中心轴线CL定位的冲头215插入到通过凸缘部162围绕中心轴线CL定位从而围绕中心轴线CL定位的轴向凹部192a中。在此,如图6所示,将具有六处的径向凸部214的小一圈的六棱柱状的冲头215插入到由六边形孔构成的轴向凹部192a中,所述六边形孔具有围绕中心轴线CL定位的六处的径向凹部197a。此时,使六处的径向凹部197a与六处的径向凸部214之间的围绕轴线CL的相对位置一致。
在该冲头插入工序中,如图7所示,将冲头215的向轴向凹部192a的插入侧的前端面217配置在位于比垫圈113的凸缘部162相反侧的端面201更靠轴向的凸缘部162相反侧的规定位置。需要说明的是,夹紧工序与冲头插入工序也可以并行地进行。
接着,一体化装置进行冲头旋转工序,该冲头旋转工序使冲头围绕其中心轴线CL旋转,同时原样维持冲头215相对于垫圈113的端面201的轴向的位置。于是,冲头215利用各径向凸部214向径向外侧按压轴向凹部192a的内周面196a,使轴部161a向径向外侧塑性变形。此时,在周向上彼此相邻的径向凹部197a和径向凹部197a之间的中心位置距离中心轴线CL的半径最小,因此轴部161a向径向最外侧变形。另外,六处的径向凹部197a凹陷,因此不与冲头215接触,保持原样。其结果,如图4所示,形成具有从轴主体部180的由圆筒面构成的外周面181向径向外侧突出的六处的突出部186的卡止部185。由此,如图2所示,形成具有轴部161的固定销68,该轴部161在轴主体部180的比垫圈113更向轴线CL方向突出的部分的外周部形成有卡止部185。
形成的卡止部185的外周部呈大致六边形的形状。另外,在轴部161上,形成从端面191向凸缘部162侧凹陷的轴向凹部192。如图4所示,轴向凹部192具有大致圆筒面状的基座内周面196和比基座内周面196更向径向外侧凹陷的六处的径向凹部197。如图2所示,固定销68通过凸缘部162和多个突出部186从层叠方向两侧夹持限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113,将它们在轴向上一体化。
以上所述的夹紧工序、冲头插入工序以及冲头旋转工序是如下的一体化工序:使冲头215旋转,使轴部161a的凸缘部162相反侧的外周部以比层叠的限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113的内周面81、121~123、131~133、141更向径向外侧突出的方式塑性变形,使限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113与固定销68在轴向上一体化。
在夹紧工序中,在该一体化工序中,在使冲头215旋转之前,对限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113沿固定销68a的轴向施加轴向力。
在一体化工序中,在冲头插入工序以及冲头旋转工序中,如图7所示,使冲头215在如下状态下旋转:向轴向凹部192a的插入侧的前端面217位于比垫圈113的位于凸缘部162相反侧的端面201更靠凸缘部162相反侧。
限制工序在一体化工序之前进行。通过进行轴部插入工序、限制工序和一体化工序来组装底阀10。
在专利文献1中,公开了将销部件插入到层叠的盘、下部盘阀、阀体、上部盘阀、上部护圈、板簧、止动件中而在轴向上一体化的基座阀。在专利文献1的制造方法中,将盘、下部盘阀、阀体、上部盘阀、上部护圈、板簧、止动件插入到销部件的轴部,将冲头沿轴向插入到轴部的铆接用凹部,通过铆接将铆接用凹部的周壁推开而形成铆接部。
这样,当利用冲头包含轴向成分地对轴部进行铆接时,轴部的、在径向上支承盘、下部盘阀、阀体、上部盘阀、上部护圈、板簧、止动件的部分有时会扩径。于是,例如,上部盘阀以及下部盘阀有可能相对于阀体的座部在轴向上偏移。这样,当上部盘阀以及下部盘阀相对于阀体的座部在轴向上偏移时,有可能导致这些阀的开阀特性以及衰减力特性产生偏差。
与此相对,本第一实施方式的底阀10的固定销68具备:轴向凹部192,其设置在轴部161的凸缘部162相反侧的端面191上,与轴部161的轴向正交的截面为非圆形;多个突出部186,其设置在轴部161的凸缘部162相反侧的外周部,比限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113的内周面81、121~123、131~133、141更向径向外侧突出。
这样,将限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113利用比它们的内周面81、121~123、131~133、141更向径向外侧突出的多个突出部186而与固定销68一体化。这样,固定销68是具有向径向外侧突出的多个突出部186的形状,因此能够在抑制轴向成分的载荷的同时,通过塑性变形形成多个突出部186。因此,能够抑制在轴部161中与盘阀65、66轴向的位置一致的部分的扩径。因此,能够抑制盘阀65相对于座部89在轴向上偏移。此外,也能够抑制盘阀66相对于内侧座部85以及外侧座部86在轴向上偏移。因此,能够抑制底阀10的组装精度的降低,能够抑制开阀特性以及衰减力特性的偏差。
另外,若将上述构造应用于盘阀66等圆形部件的距离凸缘部162的层叠高度不同的多种底阀10,则仅通过与圆形部件的层叠高度、即突出部186的形成位置的高度对应地变更冲头215向轴向凹部192a的插入深度就能够应对。因此,能够消除装置的设置更改。
轴向凹部192的底面195配置在比位于最靠阀体25相反侧的垫圈113的、位于阀体25相反侧的端面201更靠阀体25侧。因此,能够以使限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113相对于固定销68良好地一体化的方式,通过塑性变形形成多个突出部186。
凸缘部162的外周为非圆形,因此通过抓住凸缘部162能够限制固定销68的旋转。因此,能够以使限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113相对于固定销68一体化的方式,通过塑性变形在固定销68上良好地形成多个突出部186。
在限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113中位于最靠阀体25相反侧的垫圈113是限制位于垫圈113与阀体25之间的盘阀66的可动范围的垫圈,因此刚性高,不易受到多个突出部186的塑性变形时的影响。因此,能够进一步抑制盘阀65相对于座部89沿轴线CL方向偏移。此外,也能够进一步抑制盘阀66相对于内侧座部85以及外侧座部86在轴向上偏移。因此,能够进一步抑制底阀10的组装精度的降低,能够进一步抑制开阀特性以及衰减力特性的偏差。
本第一实施方式的底阀10的制造方法具有轴部插入工序和一体化工序。
在轴部插入工序中,将具有沿轴向延伸的轴部161a和从轴部161a的一端侧向径向外侧延伸的凸缘部162的固定销68a的轴部161a插入限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113。
在一体化工序中,在设置于轴部161a的另一端侧的端面191a的非圆形的轴向凹部192a中,插入具有比轴向凹部192a的最小直径大的最大直径的非圆形的冲头215并使冲头215旋转,使轴部161a的另一端侧的外周部以比限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、盘112、弹簧盘112以及垫圈113的内周面81、121~123、131~133、141更向径向外侧突出的方式塑性变形,使限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、盘112、弹簧盘112以及垫圈113与固定销68一体化。
根据上述制造方法,能够在抑制轴向成分的载荷的同时通过塑性变形形成多个突出部186。因此,能够抑制轴部161中的、与盘阀65、66轴向的位置一致的部分的扩径。因此,能够抑制盘阀65相对于座部89在轴向上偏移。此外,也能够抑制盘阀66相对于内侧座部85以及外侧座部86在轴向上偏移。因此,能够抑制底阀10的组装精度的降低,能够抑制开阀特性以及衰减力特性的偏差。
另外,即使在制造盘阀66等圆形部件的距离凸缘部162的层叠高度不同的多种底阀10的情况下,也仅通过与层叠高度对应地变更冲头215向轴向凹部192a的插入深度就能够应对。因此,能够消除装置的设置更改。
另外,在一体化工序中,在使冲头215旋转之前,对限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113沿固定销68a的轴向施加轴向力。因此,能够进一步抑制盘阀65相对于座部89在轴向上偏移,能够进一步抑制盘阀66相对于内侧座部85以及外侧座部86在轴向上偏移。因此,能够进一步抑制底阀10的组装精度的降低,能够进一步抑制开阀特性以及衰减力特性的偏差。
另外,在一体化工序中,使冲头215在如下状态下旋转:向轴向凹部192a的插入侧的前端面217位于比限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113中设置在最靠凸缘部162相反侧的垫圈113的、凸缘部162相反侧的端面201更靠凸缘部162相反侧。因此,能够在进一步抑制轴向成分的载荷的同时通过塑性变形形成多个突出部186。因此,能够进一步抑制盘阀65相对于座部89在轴向上偏移,能够进一步抑制盘阀66相对于内侧座部85以及外侧座部86在轴向上偏移。因此,能够进一步抑制底阀10的组装精度的降低,能够进一步抑制开阀特性以及衰减力特性的偏差。
另外,在一体化工序之前,包括抓住形成为非圆形的凸缘部162的外周面171,限制固定销68的旋转方向的移动的限制工序。因此,能够利用旋转的冲头215使轴部161a向径向外侧良好地塑性变形。
另外,轴部161的轴向凹部192的底面195与多个突出部186之间为薄壁部199,该薄壁部199比形成有突出部186的部分以及未形成有轴向凹部192的部分薄。因此,当在一体化工序之后解除夹紧工序中的夹紧时,薄壁部199以伸长的方式弹性变形而作为弹簧要素发挥作用,因此能够使底阀10承受稳定的残留轴向力。
需要说明的是,固定销68、限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113是能够以进行淬火而变硬的方式进行热处理的材料。
[第二实施方式]
接着,主要基于图8以与上述第一实施方式的不同部分为中心对包括作为本发明的第二实施方式的组装体的底阀的、缓冲器及其制造方法进行说明。需要说明的是,对于与上述第一实施方式共通的部位,利用相同称呼、相同附图标记表示。
在本第二实施方式的底阀10A中,取代上述第一实施方式的垫圈113,使用与其部分不同的垫圈113A。垫圈113A的主板部135A的一部分与上述第一实施方式的主板部135不同。位于主板部135A的径向中央的内周面133A由圆筒面241和锥面242构成。锥面242形成在内周面133A的圆环部136相对于主板部135A的轴向的突出侧的相反侧的端部。圆筒面241配置在比锥面242更靠圆环部136相对于主板部135A的轴向的突出侧。锥面242在轴向上越远离圆筒面241直径越大。
在本第二实施方式的底阀10A中,固定销68A与上述第一实施方式的固定销68部分不同。固定销68A的轴部161A在一部分上与固定销68的轴部161不同。上述的垫圈114A在固定销68A的轴部161A插入到上述的垫圈113A的内周面133A的内侧时,成为锥面242相对于圆筒面241朝向凸缘部162相反侧的姿态。换言之,另外,在限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113中设置在最靠凸缘部162相反侧的垫圈113A在其径向内侧具备越朝向阀体25相反侧而直径越大的锥面242。
轴部161A具有一部分与上述第一实施方式的卡止部185不同的卡止部185A。卡止部185A具有一部分与上述第一实施方式的突出部186不同的多个、具体而言六处的突出部186A。多个突出部186A全部与垫圈113A的锥面242抵接。
固定销68A的凸缘部162在轴向一侧与层叠的限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113A中的位于层叠方向的一端侧的限制盘102抵接,固定销68A的多个突出部186A在轴向另一侧与层叠的限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113A中的位于层叠方向另一端侧的垫圈113A抵接。此时,限制盘102与凸缘部162的根部面175抵接,垫圈113A在位于凸缘部162相反侧的锥面242上与多个突出部186A抵接。
底阀10A也是将固定销68A插入到作为层叠的多个圆形部件的、限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113A中以使它们沿轴向一体化而成的组装体。换言之,底阀10A是在具有液通路61、62的阀体25、开闭液通路61、62的盘状的限制盘102、盘101、多个盘105、盘阀66、盘111、弹簧盘112以及垫圈113A中插入固定销68A,使阀体25、限制盘102、盘101、多个盘105、盘阀66、盘111、弹簧盘112以及垫圈113A沿轴向一体化而成的组装体。
接着,对本第二实施方式的底阀10的制造方法进行说明。
在本第二实施方式中,也与上述第一实施方式同样,进行轴部插入工序、限制工序、夹紧工序。在轴部插入工序中,垫圈113A成为在径向内侧上具备越朝向阀体25相反侧而直径越大的锥面242的朝向,在此基础上,插入固定销68a的轴部161a。
接着,进行冲头插入工序,该冲头插入工序在位于图6所示的轴部161a的非圆形的轴向凹部192a中,插入具有比轴向凹部192a最小直径大的最大直径的非圆形的冲头215。本第二实施方式的冲头插入工序与上述第一实施方式的冲头插入工序部分不同,使图7所示的冲头215的向轴向凹部192a的插入侧的前端面217与垫圈113的、位于凸缘部162相反侧的端面201位于同一平面。在此,夹紧工序与冲头插入工序也可以并行地进行。
接着,进行冲头旋转工序。于是,冲头215利用径向凸部214向径向外侧按压轴向凹部192a的内周面196a,使轴部161a向径向外侧塑性变形。其结果,形成具有轴部161A的固定销68A,该轴部161A在轴主体部180的比垫圈113A更向轴线CL方向突出的部分的外周部形成有卡止部185A,该卡止部185A具有从轴主体部180的由圆筒面构成的外周面181向径向外侧突出的六处的突出部186A。
形成的卡止部185A的外周部呈大致六边形的形状。另外,在轴部161A上,形成从端面191向凸缘部162侧凹陷的轴向凹部192。该固定销68A在凸缘部162和多个突出部186A之间从层叠方向两侧夹持限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113,使它们在轴向上一体化。
在由夹紧工序、冲头插入工序以及冲头旋转工序构成的本第二实施方式的一体化工序中,在冲头插入工序以及冲头旋转工序中,使冲头215在如下状态下旋转:向轴向凹部192a的插入侧的前端面217位于与垫圈113的位于凸缘部162相反侧的端面201同一平面。
本第二实施方式的底阀10A的垫圈113A在径向内侧上具备越朝向阀体25相反侧而直径越大的锥面242,因此能够使多个突出部186A与锥面242抵接。由此,能够通过锥面242释放通过塑性变形形成的多个突出部186A,因此可以稳定地残留由固定销68A引起的轴向力。即,塑性变形的多个突出部186A与锥面242抵接而施加的力的分力能够作为沿着轴线CL方向的轴向力残留。该轴向力为在凸缘部162和多个突出部186A之间从层叠方向两侧夹持限制盘102、盘101、多个盘105、阀体25、盘阀66、盘111、弹簧盘112以及垫圈113以在轴向上一体化的力。
如图6所示,在以上所述的第一、第二实施方式中,在具备作为六处的径向凹部197a的六边形孔的轴向凹部192a的轴部161a中,插入具有六处的径向凸部214的六棱柱状的冲头215并使其旋转。而且,由此,如图4所示,以形成具有六处的突出部186的大致六边形的形状的卡止部185、或者具备六处的突出部186A的大致六边形的形状的卡止部185A的情况为例进行了说明。然而,不仅限于六处,只要在轴部161、161A的外周部具有至少一个突出部186、186A即可。
例如,如图9所示,也可以是,在具有轴向凹部192b的轴部161b上,插入具有三处径向凸部214b的三棱柱状的冲头215b并使其旋转,该轴向凹部192b是在周向上以等角度间隔形成三处径向凹部197b的三角形孔。在该情况下,虽然省略图示,但能够在轴部形成具有向径向突出的三处的突出部的大致三角形状的卡止部。
另外,例如,如图10所示,也可以形成在周向上以等角度间隔形成四处径向凹部197c的四边形孔。在该情况下,在具有轴向凹部192c的轴部161c中,插入具有四处径向凸部214c的四棱柱状的冲头215c并使其旋转。于是,虽然省略图示,但能够在轴部形成具有向径向突出的四处的突出部的大致四边形状的卡止部。
另外,例如,如图11所示,也可以是,在具有轴向凹部192d的轴部161d上,插入具有五处径向凸部214d的五棱柱状的冲头215d并使其旋转,该轴向凹部192d是在周向上以等角度间隔形成五处径向凹部197d的五边形孔。在该情况下,虽然省略图示,但能够在轴部形成具有向径向突出的五处的突出部的大致五边形的形状的卡止部。
需要说明的是,向径向突出的突出部的数量越多,作为突出部的突出量的塑性加工余量越小。另一方面,在成本方面,形成大致六边形的卡止部185的成本最低,形成大致四边形的卡止部的成本较低,与它们相比,形成大致五边形的卡止部的成本以及形成大致三角形的卡止部的成本高。形成具有四处的突出部的大致四边形的卡定部由于突出部的塑性加工余量确保和成本的平衡而优异。
以上所述的各实施方式的第一方式是一种组装体,其具备:层叠的多个圆形部件;固定销,其配置在各所述圆形部件的内部以使各所述圆形部件沿轴向排列而一体化;其中,所述固定销具有:轴部,其沿所述轴向延伸;凸缘部,其从所述轴部的一端侧向径向外侧延伸;凹部,其设置在所述轴部的另一端侧的端面,并且与所述轴向正交的截面为非圆形;一个或多个突出部,其设置在所述轴部的另一端侧的外周部,比各所述圆形部件的内周面更向径向外侧突出。
由此,能够抑制组装精度的降低。
第二方式为,在第一方式中,所述凹部的底面配置在比各所述圆形部件中设置在最靠所述凸缘部相反侧的所述圆形部件的所述凸缘部相反侧的端面更靠所述凸缘部侧。
第三方式为,在第一或第二方式中,所述凸缘部的外周为非圆形。
第四方式为,在第一至第三的任一个方式中,各所述圆形部件中设置在最靠所述凸缘部相反侧的所述圆形部件在径向内侧具有越靠所述凸缘部相反侧而直径越大的锥面。
第五方式为一种缓冲器,其具备:缸体;活塞,其设置在所述缸体内;杆,其一端与所述活塞连接,另一端从所述缸体延伸;底阀,其将所述缸体划分为两个室;所述底阀具有:阀体,其具有液通路;至少一个盘状的阀部件,其开闭所述液通路;固定销,其配置在所述阀体以及所述阀部件的内部,从而使所述阀体和所述阀部件沿轴向排列而一体化;所述固定销具有:轴部,其沿所述轴向延伸;凸缘部,其从所述轴部的一端侧向径向外侧延伸;凹部,其设置在所述轴部的另一端侧的端面,并且与所述轴部的轴向正交的截面为非圆形;一个或多个突出部,其设置在所述轴部的另一端侧的外周部,比所述阀部件的内周面更向径向外侧突出。
由此,能够抑制底阀的组装精度的降低,能够抑制底阀的开阀特性以及衰减力特性的偏差。
第六方式为,在第五方式中,所述凹部的底面配置在比最靠所述阀体相反侧的所述阀部件的所述阀体相反侧的端面更靠所述阀体侧。
第七方式为,在第五或第六方式中,所述凸缘部的外周为非圆形。
第八方式为,在第五至第七的任一个方式中,设置有多个所述阀部件,各所述阀部件中最靠所述阀体相反侧的所述阀部件是限制所述阀部件与所述阀体之间的所述阀部件的可动范围的垫圈。
第九方式为,在第八方式中,所述垫圈在径向内侧具有越靠所述阀体相反侧而直径越大的锥面。
第十方式为一种组装体的制造方法,将固定销配置在层叠的多个圆形部件的内部并将这些圆形部件沿轴向排列而一体化,其中,所述组装体的制造方法具有:轴部插入工序,将具有沿所述轴向延伸的轴部和从所述轴部的一端侧向径向外侧延伸的凸缘部的所述固定销的所述轴部插入所述多个圆形部件;一体化工序,在设置于所述轴部的另一端侧的端面的非圆形的凹部中,插入具有比所述凹部的最小直径大的最大直径的非圆形的冲头并使所述冲头旋转,使所述轴部的另一端侧的外周部塑性变形为比所述圆形部件的内周面更向径向外侧突出,使所述多个圆形部件和所述固定销一体化。
由此,能够抑制组装体的组装精度的降低。
第十一方式为,在第十方式中,在所述一体化工序中,在使所述冲头旋转之前,对所述多个圆形部件沿所述轴向施加轴向力。
第十二方式为,在第十或第十一方式中,在所述一体化工序中,使所述冲头在如下状态下旋转:向所述凹部插入侧的前端面位于与所述多个圆形部件中设置在最靠所述凸缘部相反侧的所述圆形部件的所述凸缘部相反侧的端面同一平面、或位于比所述端面更靠所述凸缘部相反侧。
第十三方式为,在第十至第十二的任一个方式中,在所述一体化工序之前包括,抓住形成为非圆形的所述凸缘部的外周面,限制所述固定销的旋转方向的移动的限制工序。
产业上的可利用性
根据本发明,能够提供一种能够抑制组装精度的降低的组装体、缓冲器以及组装体的制造方法。由此,产业上的可利用性大。
附图标记说明
10、10A底阀(组装体)
11缓冲器
17缸体
25阀体(圆形部件)
45活塞
48第一室
49第二室
51杆
61、62液通路
66盘阀(圆形部件、阀部件)
68、68a、68A固定销
81、121~123、131~133内周面
101盘(圆形部件、阀部件)
102限制盘(圆形部件、阀部件)
105盘(圆形部件、阀部件)
111盘(圆形部件、阀部件)
112弹簧盘(圆形部件、阀部件)
113、113A垫圈(圆形部件、阀部件)
161、161a、161A轴部
162凸缘部
171外周面
186、186A突出部
191端面
192、192a轴向凹部(凹部)
195底面
201端面
215冲头
217前端面
242锥面
Claims (13)
1.一种组装体,其具备:层叠的多个圆形部件;固定销,其配置在各所述圆形部件的内部以使各所述圆形部件沿轴向排列而一体化;其中,
所述固定销具有:
轴部,其沿所述轴向延伸;
凸缘部,其从所述轴部的一端侧向径向外侧延伸;
凹部,其设置在所述轴部的另一端侧的端面,并且与所述轴向正交的截面为非圆形;
一个或多个突出部,其设置在所述轴部的另一端侧的外周部,比各所述圆形部件的内周面更向径向外侧突出。
2.如权利要求1所述的组装体,其中,
所述凹部的底面配置在比各所述圆形部件中设置在最靠所述凸缘部相反侧的所述圆形部件的所述凸缘部相反侧的端面更靠所述凸缘部侧。
3.如权利要求1或2所述的组装体,其中,
所述凸缘部的外周为非圆形。
4.如权利要求1至3中任一项所述的组装体,其中,
各所述圆形部件中设置在最靠所述凸缘部相反侧的所述圆形部件在径向内侧具有越靠所述凸缘部相反侧而直径越大的锥面。
5.一种缓冲器,具备:缸体;
活塞,其设置在所述缸体内;
杆,其一端与所述活塞连接,另一端从所述缸体延伸;
底阀,其将所述缸体划分为两个室;
所述底阀具有:
阀体,其具有液通路;
至少一个盘状的阀部件,其开闭所述液通路;
固定销,其配置在所述阀体以及所述阀部件的内部,从而使所述阀体和所述阀部件沿轴向排列而一体化;
所述固定销具有:
轴部,其沿所述轴向延伸;
凸缘部,其从所述轴部的一端侧向径向外侧延伸;
凹部,其设置在所述轴部的另一端侧的端面,并且与所述轴部的轴向正交的截面为非圆形;
一个或多个突出部,其设置在所述轴部的另一端侧的外周部,比所述阀部件的内周面更向径向外侧突出。
6.如权利要求5所述的缓冲器,其中,
所述凹部的底面配置在比最靠所述阀体相反侧的所述阀部件的所述阀体相反侧的端面更靠所述阀体侧。
7.如权利要求5或6所述的缓冲器,其中,
所述凸缘部的外周为非圆形。
8.如权利要求5至7中任一项所述的缓冲器,其中,
设置有多个所述阀部件,
各所述阀部件中最靠所述阀体相反侧的所述阀部件是限制所述阀部件与所述阀体之间的所述阀部件的可动范围的垫圈。
9.如权利要求8所述的缓冲器,其中,
所述垫圈在径向内侧具有越靠所述阀体相反侧而直径越大的锥面。
10.一种组装体的制造方法,将固定销配置在层叠的多个圆形部件的内部并将这些圆形部件沿轴向排列而一体化,其中,所述组装体的制造方法具有:
轴部插入工序,将具有沿所述轴向延伸的轴部和从所述轴部的一端侧向径向外侧延伸的凸缘部的所述固定销的所述轴部插入所述多个圆形部件;
一体化工序,在设置于所述轴部的另一端侧的端面的非圆形的凹部中,插入具有比所述凹部的最小直径大的最大直径的非圆形的冲头并使所述冲头旋转,使所述轴部的另一端侧的外周部塑性变形为比所述圆形部件的内周面更向径向外侧突出,使所述多个圆形部件和所述固定销一体化。
11.如权利要求10所述的组装体的制造方法,其中,
在所述一体化工序中,
在使所述冲头旋转之前,对所述多个圆形部件沿所述轴向施加轴向力。
12.如权利要求10或11所述的组装体的制造方法,其中,
在所述一体化工序中,
使所述冲头在如下状态下旋转:向所述凹部插入侧的前端面位于与所述多个圆形部件中设置在最靠所述凸缘部相反侧的所述圆形部件的所述凸缘部相反侧的端面同一平面、或位于比所述端面更靠所述凸缘部相反侧。
13.如权利要求10至12中任一项所述的组装体的制造方法,其中,
在所述一体化工序之前包括,
抓住形成为非圆形的所述凸缘部的外周面,限制所述固定销的旋转方向的移动的限制工序。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019137808 | 2019-07-26 | ||
| JP2019-137808 | 2019-07-26 | ||
| PCT/JP2020/028290 WO2021020234A1 (ja) | 2019-07-26 | 2020-07-21 | 組立体、緩衝器および組立体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114174695A true CN114174695A (zh) | 2022-03-11 |
Family
ID=74230305
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202080053776.3A Pending CN114174695A (zh) | 2019-07-26 | 2020-07-21 | 组装体、缓冲器以及组装体的制造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11906014B2 (zh) |
| JP (1) | JP7130140B2 (zh) |
| KR (1) | KR20220024923A (zh) |
| CN (1) | CN114174695A (zh) |
| DE (1) | DE112020003585T5 (zh) |
| WO (1) | WO2021020234A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12024257B2 (en) | 2020-06-17 | 2024-07-02 | Sram, Llc | Bicycle suspension components |
| US11884359B2 (en) * | 2022-02-25 | 2024-01-30 | Sram, Llc | Bicycle suspension components |
| CN219176857U (zh) * | 2022-12-27 | 2023-06-13 | 比亚迪股份有限公司 | 线圈组件、减震器以及车辆 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51104267U (zh) * | 1975-02-20 | 1976-08-20 | ||
| DE3100886A1 (de) * | 1981-01-14 | 1982-08-05 | Fichtel & Sachs Ag, 8720 Schweinfurt | Hydraulischer schwingungsdaempfer mit geraeuscharmen daempfventilen |
| JPH0231615Y2 (zh) | 1985-12-26 | 1990-08-27 | ||
| JPH1137117A (ja) * | 1997-07-18 | 1999-02-09 | Shizuya Sakata | ブラインドリベット |
| JP2001003919A (ja) * | 1999-06-21 | 2001-01-09 | Daifuku Co Ltd | 固定具 |
| DE112009004398B4 (de) * | 2009-02-10 | 2014-08-28 | Mitsubishi Electric Corporation | Gelenkmechanisinus |
| JP2014009756A (ja) | 2012-06-29 | 2014-01-20 | Hitachi Automotive Systems Ltd | 緩衝器 |
| JP5948186B2 (ja) * | 2012-08-30 | 2016-07-06 | 日立オートモティブシステムズ株式会社 | 緩衝器 |
| US10041560B2 (en) * | 2015-02-25 | 2018-08-07 | Michael A Ankney | Piston head assembly for radio controlled cars shock absorber and method |
| JP2019060407A (ja) * | 2017-09-27 | 2019-04-18 | 日立オートモティブシステムズ株式会社 | シリンダ装置 |
| JP6941065B2 (ja) | 2018-02-14 | 2021-09-29 | 三菱エンジニアリングプラスチックス株式会社 | ポリカーボネート樹脂組成物 |
-
2020
- 2020-07-21 US US17/629,666 patent/US11906014B2/en active Active
- 2020-07-21 JP JP2021536972A patent/JP7130140B2/ja active Active
- 2020-07-21 DE DE112020003585.9T patent/DE112020003585T5/de active Pending
- 2020-07-21 CN CN202080053776.3A patent/CN114174695A/zh active Pending
- 2020-07-21 KR KR1020227002458A patent/KR20220024923A/ko active IP Right Grant
- 2020-07-21 WO PCT/JP2020/028290 patent/WO2021020234A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| US11906014B2 (en) | 2024-02-20 |
| JP7130140B2 (ja) | 2022-09-02 |
| US20220252126A1 (en) | 2022-08-11 |
| DE112020003585T5 (de) | 2022-04-14 |
| KR20220024923A (ko) | 2022-03-03 |
| WO2021020234A1 (ja) | 2021-02-04 |
| JPWO2021020234A1 (zh) | 2021-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114174695A (zh) | 组装体、缓冲器以及组装体的制造方法 | |
| US7431135B2 (en) | Stroke dependent damping | |
| EP2511563A1 (en) | Shock-absorbing device | |
| US11603900B2 (en) | Damping force generating mechanism, manufacturing method for damping force generating mechanism, and pressure shock absorber | |
| CN110214239B (zh) | 缓冲器 | |
| US8544621B2 (en) | Shock absorber | |
| KR102296116B1 (ko) | 완충기 | |
| US6230858B1 (en) | Internally slotted orifice disc for low speed control in automotive dampers | |
| JP2020034068A (ja) | 流体圧緩衝器 | |
| CN112161015B (zh) | 液压阻尼器组件和用于液压阻尼器组件的附加活塞 | |
| US10837514B2 (en) | Valve structure of shock absorber | |
| CN111065838A (zh) | 压力缓冲装置和衰减力产生机构 | |
| DE112019006462T5 (de) | Stoßdämpfer | |
| US6668987B2 (en) | Shock absorber | |
| JP2021095919A (ja) | 緩衝器 | |
| CN109983250B (zh) | 减震器 | |
| WO2024009883A1 (ja) | 緩衝器、緩衝器の製造方法、バルブおよびバルブの製造方法 | |
| JPH0244114Y2 (zh) | ||
| JP2016080140A (ja) | 圧力緩衝装置 | |
| WO2023095382A1 (ja) | 緩衝器 | |
| KR102587415B1 (ko) | 완충기 | |
| US20230079968A1 (en) | Damping-force generation mechanism and pressure shock absorber | |
| WO2024190239A1 (ja) | シリンダ装置 | |
| JPH0198717A (ja) | 減衰力調整式油圧緩衡器 | |
| JP7154166B2 (ja) | 緩衝器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |