CN113910045A - 一种压铸件全自动去毛刺设备 - Google Patents
一种压铸件全自动去毛刺设备 Download PDFInfo
- Publication number
- CN113910045A CN113910045A CN202111241260.4A CN202111241260A CN113910045A CN 113910045 A CN113910045 A CN 113910045A CN 202111241260 A CN202111241260 A CN 202111241260A CN 113910045 A CN113910045 A CN 113910045A
- Authority
- CN
- China
- Prior art keywords
- positioning
- polishing
- blanking
- adjusting
- grinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/04—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of metal, e.g. skate blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0076—Other grinding machines or devices grinding machines comprising two or more grinding tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
本发明公开了一种压铸件全自动去毛刺设备,包括柜体,所述柜体内的上面从左到右依次设置有侧面去毛刺机构、内孔去毛刺机构和打磨机构,所述侧面去毛刺机构包括侧面固定座,所述侧面固定座上面的左端设置有推动第一气缸,所述推动第一气缸的右侧设置有推进装置,所述推进装置的右侧设置有下压装置,所述下压装置的右侧设置有旋转装置,所述侧面去毛刺机构的前侧设置有第一中转装置,所述第一中转装置的前侧设置有链板输送机,所述链板输送机的右端设置有第二中转装置,所述第二中转装置的右侧设置有第三中转装置,所述第三中转装置的前侧设置有下料机构,减少人工劳动强度,提高了工作效率和质量,具有良好的市场应用价值。
Description
技术领域
本发明涉及到压铸件全自动去毛刺设备领域,尤其涉及一种压铸件全自动去毛刺设备。
背景技术
压铸件是一种压力铸造的零件,压铸过程涉及合金的熔化、压射以及在模具中凝固成型等工艺过程,导致压铸得到的各种压铸件表面往往会出现毛刺、颗粒,外形也存在误差,而且也影响其使用质量,因此,需要进行去毛刺和打磨,从而达到能够使用的精度,传统的方式是采取人工去毛刺的方式,消除表面的毛刺、颗粒等问题,这不仅劳动强度大,难易持续批量制作,而且人工不能均匀的打磨铸件的表面,严重影响操作人员的身体健康,存在成本高、效率低、还有可能导致压铸件的深度不一致,导致铸件的质量问题,因此对现有的技术存在缺陷需要改进。
发明内容
针对现有技术存在的不足,以解决上述背景技术中提出的问题,本发明提供了一种压铸件全自动去毛刺设备,包括柜体1,所述柜体1内的上面从左到右依次设置有侧面去毛刺机构2、内孔去毛刺机构3和打磨机构4,所述侧面去毛刺机构2包括侧面固定座,所述侧面固定座上面的左端设置有推动第一气缸306,所述推动第一气缸306的右侧设置有推进装置307,所述推进装置307的右侧设置有下压装置308,所述下压装置308的右侧设置有旋转装置309,所述侧面去毛刺机构2的前侧设置有第一中转装置5,所述第一中转装置5的前侧设置有链板输送机6,所述链板输送机6的右端设置有第二中转装置7,所述第二中转装置7的右侧设置有第三中转装置8,所述第三中转装置8的前侧设置有下料机构9。
进一步,所述第一中转装置5包括第一中转安装座,所述第一中转安装座上面设置有六轴机械手,所述六轴机械手的后端设置有第一中转手指气缸,所述第一中转手指气缸的工作端设置有第一中转夹爪。
进一步,所述第二中转装置7包括第二中转安装座,所述第二中转安装座的上表面设置有第二中转支撑架,所述第二中转支撑架的左侧面水平设置有第二中转直线滑台,所述第二中转直线滑台的滑块上垂直设置有第二中转气缸,所述第二中转气缸的工作端上水平设置有第二中转手指气缸,所述第二中转手指气缸的工作端设置有第二中转夹爪。
进一步,所述第三中转装置8包括第三中转支撑架,所述第三中转支撑架设置在所述链板输送机6右端的前后侧边,所述第三中转支撑架的顶端水平设置有第三中转第一直线滑台401,所述第三中转第一直线滑台401的滑块上水平设置有第三中转第二直线滑台402,所述第三中转第二直线滑台402的滑块上垂直设置有第三中转气缸,所述第三中转气缸的工作端设置有第三中转手指气缸,所述第三中转手指气缸的工作端设置有第三中转夹爪。
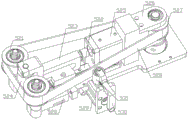
优选的,所述推进装置307包括推进直线导轨300,所述推进直线导轨300共有两根分别设置在所述侧面固定座上,两根所述推进直线导轨300的滑块上设置有推进固定座301,所述推进固定座301上面的前后端分别设置有驱动第一模组和驱动第二模组,所述驱动第一模组包括推进支架302,所述推进支架302内贯穿设置有推进电机303,所述推进电机303的转轴上设置有推进磨头304,所述驱动第一模组的后侧设置有推进固定架305,所述驱动第二模组和所述驱动第一模组的结构相同。
优选的,所述下压装置308包括下压固定板310,所述下压固定板310下表面的前后端分别设置在两根所述推进直线导轨300的滑块上,所述下压固定板310上表面的前后端分别设置有缓冲模组,所述下压固定板310的中部设置有下压支撑架311,所述下压支撑架311的右侧面设置有下压连接架312,所述推动第一气缸306的工作端贯穿所述推进固定架305与所述下压连接架312的左侧面固定连接,所述下压连接架312的上侧水平设置有下压第一气缸313,所述下压第一气缸313的工作端与所述推进固定架305的右侧面固定连接,所述下压支撑架311的上表面垂直贯穿设置有下压第二气缸314,所述下压支撑架311的右端垂直对称设置有下压导柱315,两根所述下压导柱315的上部活动设置有下压安装架316,所述下压安装架316下表面的前后端分别设置有下压手指气缸317,两个下压手指气缸317的下表面分别设置有下压轴承座,所述下压轴承座的圆心内垂直活动设置有下压转轴318,两个所述下压手指气缸317的工作端分别设置有下压夹爪319。
进一步,所述缓冲模组包括缓冲第一模组缓冲第二模组,所述缓冲第一模组设置有在所述下压固定板310的前端,所述缓冲第一模组包括缓冲固定板,所述缓冲固定板的后端贯穿设置有缓冲器,所述缓冲固定板的前端贯穿设置有缓冲定位螺栓,所述缓冲第二模组与所述缓冲第一模组的结构相同。
优选的,所述旋转装置309包括旋转固定座320,所述旋转固定座320下表面的前后端分别垂直设置有旋转伺服电机321,所述旋转固定座320上表面的左侧边水平设置有旋转直线导轨322,所述旋转直线导轨322前后端的滑块上分别设置有刀片固定座323,两个所述刀片固定座323的上面分别设置有旋转刀片324,所述旋转直线导轨322前后端的右侧分别设置有旋转气缸325,两个所述旋转气缸325的工作端分别与两个所述刀片固定座323的右侧面固定连接,所述旋转直线导轨322的前后侧分别垂直设置有旋转轴承座326,两个所述旋转轴承座326的圆心贯穿设置有旋转转轴,两根所述旋转转轴的上端分别贯穿设置有旋转定位座327,两根所述旋转转轴的下端分别通过旋转同步带与两个所述旋转伺服电机321的转轴活动连接,所述旋转固定座320的前后侧分别设置有旋转缓冲模组。
进一步,所述旋转缓冲模组包括旋转第一缓冲模组和旋转第二缓冲模组,所述旋转第一缓冲模组包括旋转缓冲安装板,所述旋转缓冲安装板的上部水平贯穿设置有旋转缓冲器。
优选的,所述内孔去毛刺机构3包括内孔支撑架400,所述内孔支撑架400的左右侧面分别设置有内孔移栽装置,所述内孔支撑架400的后侧面分别水平设置有第一直线滑台401,两个所述第一直线滑台401的滑块上分别垂直设置有第二直线滑台402,两个所述第二直线滑台402的滑块上分别设置有内孔固定座403,两个所述内孔固定座403分别贯穿设置有内孔电机404,两个所述内孔电机404的转轴上分别设置有内孔磨头405,所述内孔支撑架400内水平对称设置有直线定位装置,所述直线定位装置包括直线第一定位模组和直线第二定位模组,所述直线第一定位模组包括定位直线滑台410,所述定位直线滑台410的内侧水平设置有定位直线导轨411,所述定位直线滑台410和所述定位直线导轨411的滑台上水平设置有定位固定板412,所述定位固定板412的上表面前后对称设置有定位手指气缸413,两个所述定位手指气缸413的工作端分别设置有定位夹爪414,两个所述夹爪内侧分别设置有前后对称内孔定位座415,所述直线第二定位模组和所述直线第一定位模组的结构相同。
进一步,两个所述内孔移栽装置包括移栽直线滑台,两个所述移栽直线滑台的滑块上分别设置有移栽固定架,两个所述移栽固定架的内侧面分别垂直设置有移栽气缸,两个所述移栽气缸的工作端分别水平设置有移栽手指气缸,两个所述移栽手指气缸的工作端分别设置有移栽夹爪。
优选的,所所述打磨机构4包括打磨安装座500,所述打磨安装座500上面的左侧设置有打磨装置501,所述打磨装置501的右侧设置有抛光装置502,所述打磨固定座的前侧设置有打磨定位装置503,所述打磨装置501包括包括打磨固定架510,所述打磨固定架510的左侧面设置有打磨第一伺服电机511,所述打磨第一伺服电机511的转轴贯穿所述打磨固定架510的中部,所述转轴的中部设置有打磨凸轮,所述打磨固定架510内的左右侧壁上分别垂直对称设置有打磨直线导轨512,四根所述打磨直线导轨512的滑块上水平设置有打磨支架513,所述打磨支架513的后端贯穿设置有打磨第二伺服电机514,所述打磨支架513的中部贯穿活动设置有打磨转轴,所述打磨转轴与所述打磨凸轮相互配合,所述打磨转轴的前后侧分别贯穿活动设置有打磨导向柱515,两根打磨导向柱515的顶端水平设置有调节模组。
优选的,所述调节模组包括调节安装架520,所述调节安装架520的前端左右对称活动设置有调节第一轮521,所述调节安装架520的中部水平设置有调节直线导轨522,所述调节直线导轨522的滑块上设置有调节第二安装架523,所述调节第二安装架523的前端贯穿活动设置有调节第二轮524,所述调节直线导轨522的后侧设置有调节第一气缸525,所述调节第一气缸525的工作端与调节第二安装架523的后侧面固定连接,所述调节第一气缸525的后侧设置有调节第三安装架526,所述调节第三安装架526的后端贯穿活动设置有调节第三轮527,所述调节第三轮527贯穿设置在所述打磨第二伺服电机514的转轴上,所述调节第三轮527和两个所述调节第一轮521分别通过调节砂带528活动连接,所述调节安装架520的右侧面设置有调节第二气缸529,所述调节第二气缸529的工作端设置有调节第四安装架530,所述调节第四安装架530的左端贯穿活动设置有调节第四轮531。
优选的,所述打磨定位装置503包括打磨定位第一直线滑台540401,所述打磨定位第一直线滑台540401的滑块上水平设置有打磨定位第二直线滑台541402,所述打磨定位第二直线滑台541402的滑块上设置有打磨定位固定座542,所述打磨定位固定座542的内设置有打磨定位伺服电机543,所述打磨定位伺服电机543的转轴贯穿所述打磨定位固定座542的顶端,所述打磨定位固定座542的上面设置有打磨定位减速器544,所述打磨定位减速器544下面的转轴与所述打磨定位伺服电机543的转轴固定连接,所述打磨定位减速器544上面的转轴设置有打磨定位座545,所述打磨定位座545的上面设置有打磨定位手指气缸546413,所述打磨定位手指气缸546413的工作端设置打磨定位气爪547。
优选的,所述下料机构9包括下料框架体600,所述下料框架体600的上面设置有下料中转装置601,所述下料框架体600内的左端设置有下料第一升降装置,所述下料第一升降装置602的右侧设置有下料第二升降装置603;所述下料第一升降装置602包括升降模组,所述升降模组包括升降固定架630,所述升降固定架630的前端垂直贯穿设置有升降伺服电机631,所述升降固定架630的前侧面垂直设置有升降直线滑台632,所述升降伺服电机631通过升降同步带633与所述升降直线滑台632的下端活动连接,所述升降直线滑台632的左右侧分别垂直设置有升降直线导轨634,所述升降直线滑台632和两根所述升降直线导轨634的滑块上设置有升降支撑架635,所述升降模组的左右侧分别设置有下料定位第一模组。
进一步,所述下料中转装置601包括所述下料中转固定座610,所述下料中转固定座610水平设置在所述下料框架体600的前侧边,所述下料中转固定座610的上面水平设置有下料中转直线滑台611,所述下料中转直线滑台611的后侧水平设置有下料中转直线导轨612,所述下料中转直线滑台611和所述下料中转直线导轨612的滑块上设置有下料中转安装架613,所述下料中转安装架613的后端垂直贯穿设置有下料中转气缸614,所述下料中转气缸614的前后侧分别垂直贯穿活动设置有下料中转导柱615,两根所述下料中转导柱615的下端水平设置有下料中转固定架616,所述下料中转气缸614的工作端与所述下料中转固定架616的上面固定连接,所述下料中转固定架616的左右侧边分别垂直贯穿设置有下料中转吸嘴617。
优选的,所述下料定位第一模组包括下料定位板620,所述下料定位板620共有两块,两块所述下料定位板620后侧面的上下端分别水平设置有下料定位固定杆621,四根所述下料定位固定杆621的后端分别贯穿活动设置有下料定位座622,四个所述下料定位座622分别设置在所述下料框架体600上,所述下料定位第一模组的左右侧分别设置有下料定位第二模组和下料定位第三模组,所述下料定位第二模组和所述下料定位第三模组与所述下料定位第一模组的结构相同,所述下料第一升降装置602和所述下料第二升降装置603的结构相同。
相对于现有技术的有益效果是,采用上述方案,侧面去毛刺机构2对压铸件侧面去毛刺可适用于不规则的侧面,内孔去毛刺机构3对压铸件的内孔去毛刺使孔径精度高,打磨机构4对压铸件的上下面去毛刺和打磨使工件更符合使用质量要求,下料机构9可自动摆盘下料,适合大批量持续生产,提高了生产安全,提高了工作效率和质量,有效降低了生产成本,具有良好的市场应用价值。
附图说明
图1为本发明的整体结构示意图;
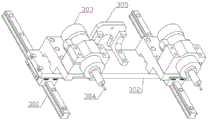
图2为本发明的侧面去毛刺机构示意图;
图3为本发明的推进装置示意图;
图4为本发明的下压装置示意图;
图5为本发明的旋转装置示意图;
图6为本发明的内孔去毛刺机构示意图;
图7为本发明的打磨机构示意图;
图8为本发明的打磨装置示意图;
图9为本发明的打磨定位装置示意图;
图10为本发明的调节模组示意图;
图11为本发明的下料机构示意图;
图12为本发明的下料中转装置示意图;
图13为本发明的下料第一升降装置示意图;
图14为本发明的升降模组示意图;
附图所示标记:柜体1、侧面去毛刺机构2、内孔去毛刺机构3、打磨机构4、第一中转装置5、链板输送机6、第二中转装置7、第三中转装置8、下料机构9、推进直线导轨300、推进固定座301、推进支架302、推进电机303、推进磨头304、推进固定架305、推动第一气缸306、推进装置307、下压装置308、旋转装置309、下压固定板310、下压支撑架311、下压连接架312、下压第一气缸313、下压第二气缸314、下压导柱315、下压安装架316、下压手指气缸317、下压转轴318、下压夹爪319、旋转固定座320、旋转伺服电机321、旋转直线导轨322、刀片固定座323、旋转刀片324、旋转气缸325、旋转轴承座326、旋转定位座327、内孔支撑架400、第一直线滑台401、第二直线滑台402、内孔固定座403、内孔电机404、内孔磨头405、定位直线滑台410、定位直线导轨411、定位固定板412、定位手指气缸413、定位夹爪414、内孔定位座415、打磨安装座500、打磨装置501、抛光装置502、打磨定位装置503、打磨固定架510、打磨第一伺服电机511、打磨直线导轨512、打磨支架513、打磨第二伺服电机514、打磨导向柱515、调节安装架520、调节第一轮521、调节直线导轨522、调节第二安装架523、调节第二轮524、调节第一气缸525、调节第三安装架526、调节第三轮527、调节砂带528、调节第二气缸529、调节第四安装架530、调节第四轮531、打磨定位第一直线滑台540、打磨定位第二直线滑台541、打磨定位固定座542、打磨定位伺服电机543、打磨定位减速器544、打磨定位座545、打磨定位手指气缸546、打磨定位气爪547、下料框架体600、下料中转装置601、所述下料第一升降装置602、下料第二升降装置603、下料中转固定座610、下料中转直线滑台611、下料中转直线导轨612、下料中转安装架613、下料中转气缸614、下料中转导柱615、下料中转固定架616、下料中转吸嘴617、下料定位板620、下料定位固定杆621、下料定位座622、升降固定架630、升降伺服电机631、升降直线滑台632、升降同步带633、升降直线导轨634、升降支撑架635。
具体实施方式
为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”“前”、“后”以及类似的表述只是为了说明的目的。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本说明书中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
优选的,如图1所示,一种压铸件全自动去毛刺设备,包括柜体1,所述柜体1内的上面从左到右依次设置有侧面去毛刺机构2、内孔去毛刺机构3和打磨机构4,所述侧面去毛刺机构2包括侧面固定座,所述侧面固定座上面的左端设置有推动第一气缸306,所述推动第一气缸306的右侧设置有推进装置307,所述推进装置307的右侧设置有下压装置308,所述下压装置308的右侧设置有旋转装置309,所述侧面去毛刺机构2的前侧设置有第一中转装置5,所述第一中转装置5的前侧设置有链板输送机6,所述链板输送机6的右端设置有第二中转装置7,所述第二中转装置7的右侧设置有第三中转装置8,所述第三中转装置8的前侧设置有下料机构9,适合大批量持续生产,减少人工劳动强度,提高了工作效率和质量,有效降低了成本。
优选的,如图2至图5所示,为了适应对压铸件的侧面不规则进行精确去毛刺,设置有侧面去毛刺机构2,当压铸件到旋转定位座327上时,推动第一气缸306推动下压装置308向右移动,下压第二气缸314驱动下压安装架316下降,下压安装架316下降同时带动两个下压手指气缸317下移,使两个下压转轴318贯穿压铸件的内孔,使压铸件在旋转时不移位,去毛刺更准确,两个下压手指气缸317收缩带动下压夹爪319,紧紧夹住压铸件,
同时下压第一气缸313收缩带动推进装置307向右移动,推进装置307中的推进电机303转动带动推进磨头304转动,使两个推进磨头304对压铸件的侧面进行去除毛刺,完成后,下压夹爪319松开,然后两个旋转伺服电机321转动带动两个旋转轴承座326内的旋转转轴转动,然后两个旋转转轴在带动两个旋转定位座327转动,两个旋转定位座327转动在带动压铸件转动,完成后下压夹爪319在夹紧压铸件,推进磨头304在次去除毛刺,
同时两个旋转气缸325收缩带动旋转刀片324对压铸件的侧面滑槽内毛刺进行去除,下压第一气缸313伸缩带动推进装置307左右移动,最终实现对压铸件侧面不平整面进行精准的毛刺去除效果。
优选的,如图6所示,为了解决了压铸件的内孔难以处理、去毛刺效率低下的问题,设置有内孔去毛刺机构3,两个移栽直线滑台驱动两个移栽气缸分别向前移动,当达到链板输送机6上面时,两个移栽气缸分别推动带动两个移栽手指气缸下降,当达到压铸件上时,两个移栽手指气缸分别收缩带动移栽夹爪夹住压铸件,然后两个移栽直线滑台滑动分别带动两个移栽夹爪向后移动,将压铸件一一放入内孔定位座415上,当放满时,定位夹爪414收缩带动定位夹爪414将压铸件紧紧夹紧,两个定位直线滑台410分别带动内孔定位座415前后移动,两个第一直线滑台401分别带动内孔磨头405左右移动,两个第二直线滑台402分别带动内孔磨头405上下移动,最终实现三维的移动,使两个内孔磨头405可以精确对压铸件的内孔一一进行去除毛刺。
优选的,如图7至图10所示,为了去除压铸件上下面的毛刺,同时让铸造件更符合使用质量要求,设置有打磨机构4,当压铸件放入打磨定位气爪547内时,打磨定位手指气缸546413收缩带动打磨定位气爪547将压铸件夹紧,打磨定位第一直线滑台540401滑动带动打磨定位第二直线滑台541402向左移动,打磨定位第二直线滑台541402滑动在带动打磨定位气爪547向后移动,使压铸件的一面朝向打磨装置501中的调节砂带528移动,
同时打磨第二伺服电机514转动带动调节第三轮527转动,调节第三轮527转动带动调节砂带528在两个调节第一轮521的凹槽内转动,同时调节第一气缸525推动调节第二安装架523向前移动,使调节第二安装架523前端的调节第二轮524支撑住调节砂带528,使调节砂带528在打磨时有支撑力,不会因为压力过大断掉,同时调节第二气缸529伸缩带动调节第四轮531左右移动在调节调节砂带528的张力度,是调节砂带528始终处于最佳工作状态,防止调节砂带528过松跑偏或过紧造成断裂,打磨第一伺服电机511转动带动打磨凸轮转动,打磨凸轮转动时凸出部将顶起打磨转轴,打磨转轴带动打磨支架513在四根打磨直线导轨512上向上移动,打磨支架513上下移动的同时带动调节模组上下移动,来实现调节模组可以对压铸件上下移动去除毛刺,完成后,打磨定位伺服电机543转动带动打磨定位减速器544转动,打磨定位减速器544转动的同时带动打磨定位气爪547转动,使压铸件旋转进行另一面打磨去除毛刺,当完成后,打磨定位第一直线滑台540401滑动带动打磨定位气爪547向右移动,使打磨定位气爪547上的压铸件移动到抛光装置502,同样方式进行两面更细打磨抛光处理。
优选的,如图11至图14所示,为了可以让压铸件有序的自动下料,设置有下料机构9,下料第二升降装置603中的升降支撑架635上放入托盘,升降伺服电机631转动带动升降直线滑台632上升,升降直线滑台632向上升起的同时带动升降支撑架635在两根升降直线导轨634上上升,当升降支撑架635上升到顶部时,下料中转气缸614推动下料中转固定架616下降,下料中转固定架616下降的同时带动下料中转吸嘴617移动到托盘上,并吸起托盘,下料中转直线滑台611带动下料中转安装架613向左移动,下料中转安装架613带动下料中转吸嘴617移动,当托板移动到下料第一升降装置中的升降支撑架635上时,下料中转吸嘴617松开,使托盘放入升降支撑架635上,等待压铸件一一放入托盘内,当一层托盘放满时,下料第一升降装置中的升降伺服电机631转动带动升降支撑架635下降一格,可以调节下料定位固定杆621的距离来改变下料定位板620的位置,来调节适应不同大小的托盘,下料定位板620用于来定位托盘上下升降时的位置,加强托盘的平衡稳定。
本发明的工作原理:压铸件通过链板输送机输送到第一中转装置工作范围内,第一中转装置将压铸件夹取后一一放入侧面去毛刺机构中的旋转定位座上,侧面去毛刺机构对压铸件的侧面进行去除毛刺,完成后第一中转装置在一一将压铸件取出放入链板输送机内,链板输送机在将压铸件输送至内孔去毛刺机构工作范围内,两个内孔移栽装置将压铸件一一夹取后放入内孔定位座内,内孔去毛刺机构对压铸件的内孔进行毛刺去除,完成后两个内孔移栽装置在将压铸件一一取出放入链板输送机内,链板输送机在将压铸件输送至第二中转装置工作范围内,第二中转装置在将压铸件夹取后放入打磨定位气爪内,夹紧后打磨定位装置移动到打磨装置进行第一次打磨去除毛刺,完成后在移动到抛光装置进行更细第二次打磨抛光,完成后打磨定位装置将压铸件移动到第二中转装置工作范围内,有第二中转装置夹取后放入链板输送机内,链板输送机在将压铸件输送至第三中转装置工作范围内,第三中转装置在将压铸件夹取后放入下料机构中的升降支撑架上的托盘内,然后等待人工取走。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
Claims (10)
1.一种压铸件全自动去毛刺设备,其特征在于,包括柜体,所述柜体内的上面从左到右依次设置有侧面去毛刺机构、内孔去毛刺机构和打磨机构,所述侧面去毛刺机构包括侧面固定座,所述侧面固定座上面的左端设置有推动第一气缸,所述推动第一气缸的右侧设置有推进装置,所述推进装置的右侧设置有下压装置,所述下压装置的右侧设置有旋转装置,所述侧面去毛刺机构的前侧设置有第一中转装置,所述第一中转装置的前侧设置有链板输送机,所述链板输送机的右端设置有第二中转装置,所述第二中转装置的右侧设置有第三中转装置,所述第三中转装置的前侧设置有下料机构。
2.根据权利要求1所述的一种压铸件全自动去毛刺设备,其特征在于,所述推进装置包括推进直线导轨,所述推进直线导轨共有两根分别设置在所述侧面固定座上,两根所述推进直线导轨的滑块上设置有推进固定座,所述推进固定座上面的前后端分别设置有驱动第一模组和驱动第二模组,所述驱动第一模组包括推进支架,所述推进支架内贯穿设置有推进电机,所述推进电机的转轴上设置有推进磨头,所述驱动第一模组的后侧设置有推进固定架,所述驱动第二模组和所述驱动第一模组的结构相同。
3.根据权利要求1所述的一种压铸件全自动去毛刺设备,其特征在于,所述下压装置包括下压固定板,所述下压固定板下表面的前后端分别设置在两根所述推进直线导轨的滑块上,所述下压固定板上表面的前后端分别设置有缓冲模组,所述下压固定板的中部设置有下压支撑架,所述下压支撑架的右侧面设置有下压连接架,所述推动第一气缸的工作端贯穿所述推进固定架与所述下压连接架的左侧面固定连接,所述下压连接架的上侧水平设置有下压第一气缸,所述下压第一气缸的工作端与所述推进固定架的右侧面固定连接,所述下压支撑架的上表面垂直贯穿设置有下压第二气缸,所述下压支撑架的右端垂直对称设置有下压导柱,两根所述下压导柱的上部活动设置有下压安装架,所述下压安装架下表面的前后端分别设置有下压手指气缸,两个下压手指气缸的下表面分别设置有下压轴承座,所述下压轴承座的圆心内垂直活动设置有下压转轴,两个所述下压手指气缸的工作端分别设置有下压夹爪。
4.根据权利要求1所述的一种压铸件全自动去毛刺设备,其特征在于,所述旋转装置包括旋转固定座,所述旋转固定座下表面的前后端分别垂直设置有旋转伺服电机,所述旋转固定座上表面的左侧边水平设置有旋转直线导轨,所述旋转直线导轨前后端的滑块上分别设置有刀片固定座,两个所述刀片固定座的上面分别设置有旋转刀片,所述旋转直线导轨前后端的右侧分别设置有旋转气缸,两个所述旋转气缸的工作端分别与两个所述刀片固定座的右侧面固定连接,所述旋转直线导轨的前后侧分别垂直设置有旋转轴承座,两个所述旋转轴承座的圆心贯穿设置有旋转转轴,两根所述旋转转轴的上端分别贯穿设置有旋转定位座,两根所述旋转转轴的下端分别通过旋转同步带与两个所述旋转伺服电机的转轴活动连接,所述旋转固定座的前后侧分别设置有旋转缓冲模组。
5.根据权利要求1所述的一种压铸件全自动去毛刺设备,其特征在于,所述内孔去毛刺机构包括内孔支撑架,所述内孔支撑架的左右侧面分别设置有内孔移栽装置,所述内孔支撑架的后侧面分别水平设置有第一直线滑台,两个所述第一直线滑台的滑块上分别垂直设置有第二直线滑台,两个所述第二直线滑台的滑块上分别设置有内孔固定座,两个所述内孔固定座分别贯穿设置有内孔电机,两个所述内孔电机的转轴上分别设置有内孔磨头,所述内孔支撑架内水平对称设置有直线定位装置,所述直线定位装置包括直线第一定位模组和直线第二定位模组,所述直线第一定位模组包括定位直线滑台,所述定位直线滑台的内侧水平设置有定位直线导轨,所述定位直线滑台和所述定位直线导轨的滑台上水平设置有定位固定板,所述定位固定板的上表面前后对称设置有定位手指气缸,两个所述定位手指气缸的工作端分别设置有定位夹爪,两个所述夹爪内侧分别设置有前后对称内孔定位座,所述直线第二定位模组和所述直线第一定位模组的结构相同。
6.根据权利要求1所述的一种压铸件全自动去毛刺设备,其特征在于,所述打磨机构包括打磨安装座,所述打磨安装座上面的左侧设置有打磨装置,所述打磨装置的右侧设置有抛光装置,所述打磨固定座的前侧设置有打磨定位装置,所述打磨装置包括包括打磨固定架,所述打磨固定架的左侧面设置有打磨第一伺服电机,所述打磨第一伺服电机的转轴贯穿所述打磨固定架的中部,所述转轴的中部设置有打磨凸轮,所述打磨固定架内的左右侧壁上分别垂直对称设置有打磨直线导轨,四根所述打磨直线导轨的滑块上水平设置有打磨支架,所述打磨支架的后端贯穿设置有打磨第二伺服电机,所述打磨支架的中部贯穿活动设置有打磨转轴,所述打磨转轴与所述打磨凸轮相互配合,所述打磨转轴的前后侧分别贯穿活动设置有打磨导向柱,两根打磨导向柱的顶端水平设置有调节模组。
7.根据权利要求6所述的一种压铸件全自动去毛刺设备,其特征在于,所述调节模组包括调节安装架,所述调节安装架的前端左右对称活动设置有调节第一轮,所述调节安装架的中部水平设置有调节直线导轨,所述调节直线导轨的滑块上设置有调节第二安装架,所述调节第二安装架的前端贯穿活动设置有调节第二轮,所述调节直线导轨的后侧设置有调节第一气缸,所述调节第一气缸的工作端与调节第二安装架的后侧面固定连接,所述调节第一气缸的后侧设置有调节第三安装架,所述调节第三安装架的后端贯穿活动设置有调节第三轮,所述调节第三轮贯穿设置在所述打磨第二伺服电机的转轴上,所述调节第三轮和两个所述调节第一轮分别通过调节砂带活动连接,所述调节安装架的右侧面设置有调节第二气缸,所述调节第二气缸的工作端设置有调节第四安装架,所述调节第四安装架的左端贯穿活动设置有调节第四轮。
8.根据权利要求6所述的一种压铸件全自动去毛刺设备,其特征在于,所述打磨定位装置包括打磨定位第一直线滑台,所述打磨定位第一直线滑台的滑块上水平设置有打磨定位第二直线滑台,所述打磨定位第二直线滑台的滑块上设置有打磨定位固定座,所述打磨定位固定座的内设置有打磨定位伺服电机,所述打磨定位伺服电机的转轴贯穿所述打磨定位固定座的顶端,所述打磨定位固定座的上面设置有打磨定位减速器,所述打磨定位减速器下面的转轴与所述打磨定位伺服电机的转轴固定连接,所述打磨定位减速器上面的转轴设置有打磨定位座,所述打磨定位座的上面设置有打磨定位手指气缸,所述打磨定位手指气缸的工作端设置打磨定位气爪。
9.根据权利要求1所述的一种压铸件全自动去毛刺设备,其特征在于,所述下料机构包括下料框架体,所述下料框架体的上面设置有下料中转装置,所述下料框架体内的左端设置有下料第一升降装置,所述下料第一升降装置的右侧设置有下料第二升降装置;所述下料第一升降装置包括升降模组,所述升降模组包括升降固定架,所述升降固定架的前端垂直贯穿设置有升降伺服电机,所述升降固定架的前侧面垂直设置有升降直线滑台,所述升降伺服电机通过升降同步带与所述升降直线滑台的下端活动连接,所述升降直线滑台的左右侧分别垂直设置有升降直线导轨,所述升降直线滑台和两根所述升降直线导轨的滑块上设置有升降支撑架,所述升降模组的左右侧分别设置有下料定位第一模组。
10.根据权利要求9所述的一种压铸件全自动去毛刺设备,其特征在于,所述下料定位第一模组包括下料定位板,所述下料定位板共有两块,两块所述下料定位板后侧面的上下端分别水平设置有下料定位固定杆,四根所述下料定位固定杆的后端分别贯穿活动设置有下料定位座,四个所述下料定位座分别设置在所述下料框架体上,所述下料定位第一模组的左右侧分别设置有下料定位第二模组和下料定位第三模组,所述下料定位第二模组和所述下料定位第三模组与所述下料定位第一模组的结构相同,所述下料第一升降装置和所述下料第二升降装置的结构相同。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111241260.4A CN113910045A (zh) | 2021-10-25 | 2021-10-25 | 一种压铸件全自动去毛刺设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111241260.4A CN113910045A (zh) | 2021-10-25 | 2021-10-25 | 一种压铸件全自动去毛刺设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113910045A true CN113910045A (zh) | 2022-01-11 |
Family
ID=79242932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111241260.4A Withdrawn CN113910045A (zh) | 2021-10-25 | 2021-10-25 | 一种压铸件全自动去毛刺设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113910045A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114800261A (zh) * | 2022-04-14 | 2022-07-29 | 深圳市德治鑫自动化设备有限公司 | 一种中板去毛刺多工位上下料设备 |
-
2021
- 2021-10-25 CN CN202111241260.4A patent/CN113910045A/zh not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114800261A (zh) * | 2022-04-14 | 2022-07-29 | 深圳市德治鑫自动化设备有限公司 | 一种中板去毛刺多工位上下料设备 |
| CN114800261B (zh) * | 2022-04-14 | 2024-09-10 | 深圳市德治鑫自动化设备有限公司 | 一种中板去毛刺多工位上下料设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202006360U (zh) | 一种硬盘驱动架自动装金属柱装置 | |
| CN210649927U (zh) | 一种平板铸件打磨装置 | |
| CN112122593A (zh) | 铝合金铸件自动生产线 | |
| CN212822711U (zh) | 一种高速车床用自动翻转机构 | |
| CN113910045A (zh) | 一种压铸件全自动去毛刺设备 | |
| CN105750658A (zh) | 全自动数控倒角机 | |
| CN112179570A (zh) | 铝合金铸件生产线的落砂切割抛丸气密性检测机构 | |
| CN112171211A (zh) | 铝合金铸件自动生产工艺 | |
| CN217168233U (zh) | 一种铸件生产用不规则铸件夹紧装置 | |
| CN113927304A (zh) | 一种用于压铸件的去毛刺钻孔攻牙一体设备 | |
| CN214723221U (zh) | 一种用于工业加工的切削机械设备 | |
| CN205600061U (zh) | 全自动数控倒角机 | |
| CN112847028A (zh) | 一种汽车铸造件加工用表面处理设备 | |
| CN108901134A (zh) | 铜板组装装置 | |
| CN208369962U (zh) | 铜板组装装置 | |
| CN211709308U (zh) | 往复式机械手和一体式平面磨削系统 | |
| CN112571056A (zh) | 一种柔性机器人自动工作站 | |
| CN213615475U (zh) | 一种金属铸件的机械加工装置 | |
| CN112311166B (zh) | 一种转子平衡块全自动装配装置及装配方法 | |
| CN219504543U (zh) | 一种精密机械加工平台 | |
| CN221792096U (zh) | 一种透镜加工边缘打磨装置 | |
| CN115008003B (zh) | 一种新型全自动激光封焊机 | |
| CN218425977U (zh) | 一种可自动定位推料的锯床 | |
| CN219005604U (zh) | 一种打磨移栽机构 | |
| CN221054101U (zh) | 一种贴片治具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20220111 |
|
| WW01 | Invention patent application withdrawn after publication |