CN113751663A - 一种扭杆轴镦粗工艺流程中的自动上料装置 - Google Patents
一种扭杆轴镦粗工艺流程中的自动上料装置 Download PDFInfo
- Publication number
- CN113751663A CN113751663A CN202110973407.2A CN202110973407A CN113751663A CN 113751663 A CN113751663 A CN 113751663A CN 202110973407 A CN202110973407 A CN 202110973407A CN 113751663 A CN113751663 A CN 113751663A
- Authority
- CN
- China
- Prior art keywords
- torsion bar
- shelf
- bar shaft
- lifter
- rack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 230000008569 process Effects 0.000 title claims abstract description 19
- 230000007246 mechanism Effects 0.000 claims abstract description 52
- 238000009826 distribution Methods 0.000 claims abstract description 23
- 239000000463 material Substances 0.000 claims description 90
- 230000000903 blocking effect Effects 0.000 claims description 41
- 238000003825 pressing Methods 0.000 claims description 22
- 230000009471 action Effects 0.000 claims description 14
- 238000005096 rolling process Methods 0.000 claims description 12
- 238000002360 preparation method Methods 0.000 claims description 9
- 230000001629 suppression Effects 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 238000003754 machining Methods 0.000 abstract description 2
- 230000002146 bilateral effect Effects 0.000 description 10
- 230000005484 gravity Effects 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 230000001154 acute effect Effects 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K27/00—Handling devices, e.g. for feeding, aligning, discharging, Cutting-off means; Arrangement thereof
- B21K27/02—Feeding devices for rods, wire, or strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/08—Upsetting
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- De-Stacking Of Articles (AREA)
Abstract
本发明公开了一种扭杆轴镦粗工艺流程中的自动上料装置,属于机械加工上料工装技术领域。其包括总架和分送机构;在总架上的前部和后部分别设有取料架和堆料架,所述分送机构设在取料架和堆料架之间的总架上,能够将堆料架上的扭杆轴分送至取料架,且每次只向取料架分送一根扭杆轴;取料架上有且只有一根待抓取的扭杆轴;在所述取料架和堆料架之间的总架上设置有备料架。其优点在于,在不需要人工摆放的情况下,就能够使机械手方便、快速、准确的抓取扭杆轴,不仅能免除高强度的人力参与,也显著提高了生产效率。
Description
技术领域
本发明涉及一种圆柱形杆(管)件自动上料的方法及装置,具体涉及一种扭杆轴镦粗工艺流程中的自动上料装置,属于机械加工上料工装技术领域。
背景技术
目前轨道车辆抗侧滚扭杆轴的毛坯制造通常采用两端镦粗的热锻工艺,以此来保证扭杆轴纤维流线的完整性,提高其耐腐蚀性和使用性能。而镦粗前需将杆件放置到加热轨道上,再传送进加热炉中进行加热,传统的上料形式为采用人工磁力吊的方式,从料框中将杆件吊运到加热轨道上,但这种上料方式常需两人配合完成,需花费大量人力,人工成本高,且受限于杆件毛坯重量与行车运行速度,吊运速度慢,严重影响了生产效率;镦粗线引入自动化机械手后,由机械手代替人工转运吊运,并自制了新的料框,但机械手吊运前的上料准备工作依然主要存在诸多问题,主要体现在:
1、每次需要人工将抗侧滚扭杆轴逐根先摆放排列到物料框上,而且在机械手抓握位置必须是单独一根放置,才能便于机械手抓握。由于抗侧滚扭杆轴重达数八十公斤,人工摆放十分耗时费力。
2、每一框只能摆10根,机械手抓完一框后需要将空料框吊下才能继续抓取另一框。
3、机械手每次抓取位置不同,导致机械手行程复杂,工作效率低下。
发明内容
本发明要解决的技术问题是:机械手抓取前需要人工逐根将抗侧滚扭杆轴摆放到物料架上对应位置,导致劳动强度大、工作效率低的问题。
针对上述问题,本发明提出的技术方案是:
一种扭杆轴镦粗工艺流程中的自动上料装置,包括总架和分送机构;在总架上的前部和后部分别设有取料架和堆料架,所述分送机构设在取料架和堆料架之间的总架上,能够将堆料架上的扭杆轴分送至取料架,且每次只向取料架分送一根扭杆轴;取料架上有且只有一根待抓取的扭杆轴。
进一步地,在所述取料架和堆料架之间的总架上设置有备料架。
进一步地,所述堆料架包括左右对称设置的左搁梁一和右搁梁一,所述左搁梁一和右搁梁一均向前向下倾斜设置,在左搁梁一和右搁梁一前端均竖向向上对称设置有左挡柱一和右挡柱一。
进一步地,所述备料架包括左右对称设置的左搁梁二和右搁梁二,所述左搁梁二和右搁梁二均向前向下倾斜设置,在左搁梁二和右搁梁二前端均竖向向上对称设置有左挡柱二和右挡柱二,左搁梁二和右搁梁二的后端分别与左挡柱一和右挡柱一的上端固定连接,且左搁梁二和右搁梁二的上表面分别与左挡柱一和右挡柱一的上端面在一个倾斜面上;
所述备料架上能够放置多根扭杆轴,放置的多根扭杆轴的两端分别搁在左搁梁二和右搁梁二上。
进一步地,所述取料架包括左右对称设置的左搁梁三、右搁梁三,所述左搁梁三、右搁梁三均向前向下倾斜设置,在左搁梁三、右搁梁三前端均竖向向上对称设置有左挡柱三、右挡柱三,左搁梁三和右搁梁三的后端分别与左挡柱二和右挡柱二的上端固定连接,且左搁梁三和右搁梁三的上表面分别与左挡柱二和右挡柱二的上端面在一个倾斜面上。
进一步地,所述分送机构包括位于堆料架前端下方的一级分送机构;
所述一级分送机构包括在堆料架前端下方左右对称设置的一级左顶托组件和一级右顶托组件;所述一级左顶托组件包括具有升降件的一级左升降器和固定在升降件上的一级左托块,所述一级右顶托组件包括具有升降件的一级右升降器和固定在升降件上的一级右托块;所述一级左托块和一级右托块的顶部表面均向前向下倾斜;所述一级左托块和一级右托块能够随各自的升降件上升和下降;一级左托块和一级右托块同步上升至少能够顶起一根扭杆轴。
进一步地,所述分送机构还包括位于备料架前端下方的二级分送机构;
所述二级分送机构包括在堆料架前端下方左右对称设置的二级左顶托组件和二级右顶托组件;所述二级左顶托组件包括具有升降件的二级左升降器和固定在升降件上的二级左托块,所述二级右顶托组件包括具有升降件的二级右升降器和固定在升降件上的二级右托块;所述二级左托块和二级右托块的顶部表面均向前向下倾斜;所述二级左托块和二级右托块能够随各自的升降件上升和下降;二级左托块和二级右托块同步上升能且只能顶起一根扭杆轴。
进一步地,所述一级分送机构的一级左升降器和一级右升降器均为电动升降器,共有松发式电源开关一;所述松发式电源开关一安装在左搁梁二的一侧或右搁梁二的一侧的,能够被任意一根扭杆轴压制关停的位置;当松发式电源开关一失去扭杆轴压制时,能够使一级左升降器和一级右升降器同步启动,同步推动一级左托块和一级右托块完成一次上升—停顿—下降动作。
进一步地,所述松发式电源开关一具有控制电源开关的压臂一;所述压臂一后端通过转轴安装在左搁梁二的一侧或右搁梁二的一侧,压臂一的后端低于左搁梁二和/或右搁梁二的上表面,前端能够自动向上弹起至高于左搁梁二和/或右搁梁二以上的高度,在左搁梁二和右搁梁二上向前滚动的扭杆轴能够将压臂一前部压下;所述压臂一至少能够同时受到相邻两根扭杆轴压制。
进一步地,所述二级分送机构的二级左升降器和二级右升降器均为电动升降器,共有松发式电源开关一;所述松发式电源开关一安装在左搁梁三的一侧或右搁梁三的一侧的,能够被仅有的一根扭杆轴压制关停的位置;当松发式电源开关一失去扭杆轴压制时,能够使二级左升降器和二级右升降器同步启动,同步推动二级左托块和二级右托块完成一次上升—停顿—下降动作。
一种扭杆轴镦粗工艺流程中自动上料的方法,是在机械手的抓取区域设置一上料装置,在上料装置上至少设置一个堆料架和一个取料架,并在上料装置上设置分送机构,取料时,将多个扭杆轴堆放在堆料架上,再由分送机构从堆料架上向取料架分送扭杆轴,且每次只向取料架分送一根扭杆轴,当取料架上的一根扭杆轴被取走后,再由分送机构向取料架分送扭杆轴。
所述在机械手的抓取区域设置一上料装置,是在该区域设置一个上料的总架,将总架的前部置于便于机械手抓取的一侧,将取料架设在总架的前部,将堆料架设置在总架的后部。
在取料架和堆料架之间的总架上,增设备料架,所述每次只向取料架分送一根扭杆轴,是由分送机构先从堆放在堆料架上的扭杆轴中一次分送一根以上数量的扭杆轴至备料架,再从备料架上每次分送一根扭杆轴至取料架上。
有益效果:在不需要人工摆放的情况下,就能够使机械手方便、快速、准确的抓取扭杆轴,不仅能免除高强度的人力参与,也显著提高了生产效率。
附图说明
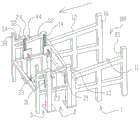
图1为所述总架的立体结构示意图,上方直线箭头所指方向为前向;
图2为所述总架的立体结构示意图,主要示出一级分送机构与二级分送机构在总架上的位置;
图3为所述总架右侧部分的平面示意图;
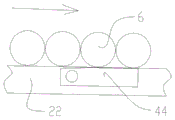
图4为所述压臂一受扭杆轴压制时的状态的平面示意图,上方直线箭头所指方向为前向;
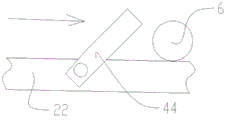
图5为所述压臂一未受扭杆轴压制时的状态的平面示意图,图中示出压臂一的前端弹起,上方直线箭头所指方向为前向。
图中:1、堆料架;11、左搁梁一;12、右搁梁一;13、左挡柱一;14、右挡柱一;15、左后挡柱一;16、右后挡柱一;2、备料架;21、左搁梁二;22、右搁梁二;23、左挡柱二;24、右挡柱二;3、取料架;31、左搁梁三;32、右搁梁三;33、左挡柱三;34、右挡柱三;4、一级分送机构;41、一级左托块;42、一级右升降器;43、一级右托块;44、压臂一;5、二级分送机构;51、二级左托块;52、二级右升降器;53、二级右托块;54、压臂二;6、扭杆轴;100、总架。
具体实施方式
下面结合实施例和附图对本发明做进一步的描述:
实施例一
如图1—3所示,一种扭杆轴镦粗工艺流程中的自动上料装置,设置在便于机械手就近抓取的区域,其包括总架100和分送机构。在总架100上的前部和后部分别设有取料架3和堆料架1。堆料架1用于一次堆放成筐或成捆的数十根扭杆轴6。所述分送机构设在取料架3和堆料架1之间的总架100上。由于机械手较粗大,无法从多根堆积或排列在一起的扭杆轴6中单独抓取一根,因此需要分送机构将堆料架1上的扭杆轴分送至取料架3,且每次只向取料架3分送一根扭杆轴6,取料架3上也只存放一根待机械手抓取的扭杆轴6。向取料架3分送一根扭杆轴6的方式有多种,比如,分送机构可以一次从堆料架1的一堆扭杆轴6中取几根扭杆轴6,但是只分送一根扭杆轴6到取料架3上,也可以一次从堆料架1的一堆扭杆轴6中取一根扭杆轴6直接分送到取料架3上。这样,在不需要人工摆放的情况下,就能够使机械手方便、快速、准确的抓取扭杆轴6,不仅能免除高强度的人力参与,还显著提高了生产效率。
在所述取料架3和堆料架1之间的总架100上设置有备料架2,用于先放置从堆料架1上堆放的几十根扭杆轴中一次分取出的少量几根扭杆轴6,以便于采取进一步的措施再从备料架2中一次分送一根扭杆轴至取料架3上
堆料架1包括左右对称设置的左搁梁一11和右搁梁一12,左搁梁一11和右搁梁一12均向前向下倾斜设置,在左搁梁一11和右搁梁一12前端均竖向向上对称设置有左挡柱一13和右挡柱一14,在左搁梁一11和右搁梁一12后端均竖向向上对称设置有左后挡柱一15和右后挡柱一16。堆放在堆料架1上的数十根扭杆轴6中,位于底部的一层扭杆轴6的两端分别搁在左搁梁一11和右搁梁一12上,由于扭杆轴6数量较多,更多的扭杆轴6堆码在底部一层扭杆轴6上方。由于左搁梁一11和右搁梁一12均向前向下倾斜,堆放在堆料架1上的数十根扭杆轴6在重力作用下有总体向前滚动的趋向,但这一趋向受到左挡柱一13和右挡柱一14的阻挡。
备料架2包括左右对称设置的左搁梁二21和右搁梁二22,左搁梁二21和右搁梁二22均向前向下倾斜设置,在左搁梁二21和右搁梁二22前端均竖向向上对称设置有左挡柱二23和右挡柱二24,左搁梁二21和右搁梁二22的后端分别与左挡柱一13和右挡柱一14的上端固定连接,且左搁梁二21和右搁梁二22的上表面分别与左挡柱一13和右挡柱一14的上端面在一个倾斜面上;
备料架2上能够放置多根(一般不超过10根)扭杆轴6,放置的多根扭杆轴6的两端分别搁在左搁梁二21和右搁梁二22上。由于左搁梁二21和右搁梁二22均向前向下倾斜,搁在左搁梁二21和右搁梁二22上的多根扭杆轴6在重力作用下有向前滚动的趋向,但这一趋向受到左挡柱二23和右挡柱二24的阻挡,从而在左搁梁二21和右搁梁二22上形成相邻扭杆轴6紧挨一起的一层排放。
取料架3包括左右对称设置的左搁梁三31、右搁梁三32,所述左搁梁三31、右搁梁三32均向前向下倾斜设置,在左搁梁三31、右搁梁三32前端均竖向向上对称设置有左挡柱三33、右挡柱三34,左搁梁三31和右搁梁三32的后端分别与左挡柱二23和右挡柱二24的上端固定连接,且左搁梁三31和右搁梁三32的上表面分别与左挡柱二23和右挡柱二24的上端面在一个倾斜面上。由于分送机构每次只向取料架3分送一根扭杆轴6且取料架3上只能存放一根扭杆轴6,同时由于左搁梁三31和右搁梁三32均向前向下倾斜,能够使分送的一根扭杆轴6在重力作用下自动向前滚动,直到被左挡柱三33和右挡柱三34挡住,成为一根待抓取的扭杆轴6。
分送机构包括位于堆料架1前端下方的一级分送机构4;
一级分送机构4包括在堆料架1前端下方左右对称设置的一级左顶托组件和一级右顶托组件;一级左顶托组件包括具有升降件的一级左升降器和固定在升降件上的一级左托块41,一级右顶托组件包括具有升降件的一级右升降器42和固定在升降件上的一级右托块43;所述一级左托块41和一级右托块43的顶部表面均向前向下倾斜;所述一级左托块41和一级右托块43能够随各自的升降件上升和下降;一级左托块41和一级右托块43同步上升至少能够顶起一根扭杆轴6。
如图3—5所示,一级分送机构4的一级左升降器和一级右升降器42均为电动升降器,共有松发式电源开关一;所述松发式电源开关一安装在左搁梁二21的一侧或右搁梁二22的一侧的,能够被任意一根扭杆轴6压制关停的位置;当松发式电源开关一失去扭杆轴6压制时,能够使一级左升降器和一级右升降器42同步启动,同步推动一级左托块41和一级右托块43完成一次上升—停顿—下降动作。
松发式电源开关一具有控制电源开关的压臂一44;所述压臂一44后端通过转轴安装在左搁梁二21的一侧或右搁梁二22的一侧,压臂一44的后端低于左搁梁二21和/或右搁梁二22的上表面,前端能够自动向上弹起至高于左搁梁二21和/或右搁梁二22以上的高度,并使压臂一44与左搁梁二21和/或右搁梁二22的上表面形成锐角,在左搁梁二21和右搁梁二22上向前滚动的扭杆轴6能够将压臂一44前部压下至与左搁梁二21和/或右搁梁二22上表面平齐。压臂一44被扭杆轴6压下不能弹起时即为本文所述的压制,压臂一44被压制时一级左升降器和一级右升降器42电源断开;压臂一44至少能够同时受到相邻两根扭杆轴6压制。
一级分送机构4的工作原理是,通过一级左升降器和一级右升降器42同步推动一级左托块41和一级右托块43上升,在堆料架1前部向上顶起至少一根或多根(一般是3—5根)扭杆轴6,当一级左托块41和一级右托块43的顶面升至与左挡柱一13和右挡柱一14顶面平齐时停顿,被顶起的一根或多根扭杆轴6失去左挡柱一13和右挡柱一14的阻挡,在重力作用下滚向左搁梁二21和右搁梁二22,然后通过一级左升降器和一级右升降器42同步回缩使一级左托块41和一级右托块43同步下降至左搁梁一11和右搁梁一12以下,完成一次将扭杆轴6从堆料架1分送至备料架2的动作流程。
如图4—5所示,当备料架2前部的扭杆轴6被一根一根地取走,至松发式电源开关一的压臂一44上无一根扭杆轴6压制时,压臂一44弹起,电路闭合,一级分送机构4启动一次将扭杆轴6从堆料架1分送至备料架2的动作流程。
所述压臂一44至少能够同时受到相邻两根扭杆轴6压制,就是当压臂一44位于备料架2靠前位置时,要保证前面一根扭杆轴6向前滚离压臂一44前端时,后面相邻一根应该已经压在压臂一44上,以避免压臂一44弹起而启动一级分送机构4,因为在压臂一44后面的备料架2还留存有扭杆轴6向前滚动补充的情形下,最好不要启动一级分送机构4向备料架2补充扭杆轴6。
原则上,压臂一44在备料架2上的位置越靠前,就越能够减少一级分送机构4的启动频次,只要保证备料架2的前端至少有一根扭杆轴6就行。因此,作为优选,压臂一的前端位于能够被备料架2前端第一根扭杆轴6压制的位置。
如图1—3所示,分送机构还包括位于备料架2前端下方的二级分送机构5;
二级分送机构5包括在堆料架1前端下方左右对称设置的二级左顶托组件和二级右顶托组件;二级左顶托组件包括具有升降件的二级左升降器和固定在升降件上的二级左托块51,二级右顶托组件包括具有升降件的二级右升降器52和固定在升降件上的二级右托块53;所述二级左托块51和二级右托块53的顶部表面均向前向下倾斜;二级左托块51和二级右托块53能够随各自的升降件上升和下降;二级左托块51和二级右托块53同步上升能且只能顶起一根扭杆轴6。
二级分送机构5的二级左升降器和二级右升降器52均为电动升降器,共有松发式电源开关一;所述松发式电源开关一安装在左搁梁三31的一侧或右搁梁三32的一侧的,能够被仅有的一根扭杆轴6压制关停的位置;当松发式电源开关一失去扭杆轴6压制时,能够使二级左升降器和二级右升降器52同步启动,同步推动二级左托块51和二级右托块53完成一次上升—停顿—下降动作。
松发式电源开关一具有控制电源开关的压臂二54;所述压臂二54后端通过转轴安装在左搁梁三31的一侧或右搁梁三32的一侧,压臂二54的后端低于左搁梁三31和/或右搁梁三32的上表面,前端能够自动向上弹起至高于左搁梁三31和/或右搁梁三32以上的高度,使压臂二54与左搁梁三31和/或右搁梁三32的上表面形成锐角,在左搁梁三31和右搁梁三32上向前滚动的扭杆轴6能够将压臂二54前部压下至与左搁梁三31和/或右搁梁三32上表面平齐。压臂二54被扭杆轴6压下即本文所述的压制,压臂二54被压制时二级左升降器和二级右升降器52的电源断开;压臂二54能够受到取料架3上唯一一根扭杆轴6的压制。
二级分送机构5的工作原理是,通过二级左升降器和二级右升降器52同步推动二级左托块51和二级右托块53上升,在备料架2前部向上顶起且只能顶起一根扭杆轴6,当二级左托块51和二级右托块53的顶面升至与左挡柱二23和右挡柱二24顶面平齐时停顿,被顶起的一根扭杆轴6失去左挡柱二23和右挡柱二24的阻挡,在重力作用下滚向左搁梁三31和右搁梁三32,然后通过二级左升降器和二级右升降器52同步回缩使二级左托块51和二级右托块53同步下降至左搁梁二21和右搁梁二22以下,完成一次将一根扭杆轴6从备料架2分送至取料架3的动作流程。
当备料架2前部的一根扭杆轴6被取走,至松发式电源开关一的压臂二54上无扭杆轴6压制时,压臂二54弹起,电路闭合,二级分送机构5启动一次将扭杆轴6从备料架2分送至取料架3的动作流程。
实施例二
如图1—3所示,一种扭杆轴镦粗工艺流程中自动上料的方法,是在机械手的抓取区域设置一上料装置,在上料装置上至少设置一个堆料架1和一个取料架3,并在上料装置上设置分送机构,取料时,将多个扭杆轴6堆放在堆料架1上,再由分送机构从堆料架1上向取料架3分送扭杆轴6,且每次只向取料架3分送一根扭杆轴6,当取料架3上的一根扭杆轴6被取走后,再由分送机构向取料架3分送扭杆轴6。
所述在机械手的抓取区域设置一上料装置,是在该区域设置一个上料的总架100,将总架100的前部置于便于机械手抓取的一侧,将取料架3设在总架100的前部,将堆料架1设置在总架100的后部。
在取料架3和堆料架1之间的总架100上,增设备料架2,所述每次只向取料架3分送一根扭杆轴6,是由分送机构先从堆放在堆料架1上的扭杆轴6中一次分送一根以上数量的扭杆轴6至备料架2,再从备料架2上每次分送一根扭杆轴6至取料架3上。
上述实施例只用于更清楚的描述本发明,而不能视为限制本发明涵盖的保护范围,任何等价形式的修改都应视为落入本发明涵盖的保护范围之中。
Claims (10)
1.一种扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:包括总架(100)和分送机构;在总架(100)上的前部和后部分别设有取料架(3)和堆料架(1),所述分送机构设在取料架(3)和堆料架(1)之间的总架(100)上,能够将堆料架(1)上的扭杆轴分送至取料架(3),且每次只向取料架(3)分送一根扭杆轴(6);取料架(3)上有且只有一根待抓取的扭杆轴(6)。
2.根据权利要求1所述的扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:在所述取料架(3)和堆料架(1)之间的总架(100)上设置有备料架(2)。
3.根据权利要求2所述的扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:所述堆料架(1)包括左右对称设置的左搁梁一(11)和右搁梁一(12),所述左搁梁一(11)和右搁梁一(12)均向前向下倾斜设置,在左搁梁一(11)和右搁梁一(12)前端均竖向向上对称设置有左挡柱一(13)和右挡柱一(14)。
4.根据权利要求3所述的扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:所述备料架(2)包括左右对称设置的左搁梁二(21)和右搁梁二(22),所述左搁梁二(21)和右搁梁二(22)均向前向下倾斜设置,在左搁梁二(21)和右搁梁二(22)前端均竖向向上对称设置有左挡柱二(23)和右挡柱二(24),左搁梁二(21)和右搁梁二(22)的后端分别与左挡柱一(13)和右挡柱一(14)的上端固定连接,且左搁梁二(21)和右搁梁二(22)的上表面分别与左挡柱一(13)和右挡柱一(14)的上端面在一个倾斜面上;
所述备料架(2)上能够放置多根扭杆轴(6),放置的多根扭杆轴(6)的两端分别搁在左搁梁二(21)和右搁梁二(22)上。
5.根据权利要求4所述的扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:所述取料架(3)包括左右对称设置的左搁梁三(31)、右搁梁三(32),所述左搁梁三(31)、右搁梁三(32)均向前向下倾斜设置,在左搁梁三(31)、右搁梁三(32)前端均竖向向上对称设置有左挡柱三(33)、右挡柱三(34),左搁梁三(31)和右搁梁三(32)的后端分别与左挡柱二(23)和右挡柱二(24)的上端固定连接,且左搁梁三(31)和右搁梁三(32)的上表面分别与左挡柱二(23)和右挡柱二(24)的上端面在一个倾斜面上。
6.根据权利要求5所述的扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:所述分送机构包括位于堆料架(1)前端下方的一级分送机构(4);
所述一级分送机构(4)包括在堆料架(1)前端下方左右对称设置的一级左顶托组件和一级右顶托组件;所述一级左顶托组件包括具有升降件的一级左升降器和固定在升降件上的一级左托块(41),所述一级右顶托组件包括具有升降件的一级右升降器(42)和固定在升降件上的一级右托块(43);所述一级左托块(41)和一级右托块(43)的顶部表面均向前向下倾斜;所述一级左托块(41)和一级右托块(43)能够随各自的升降件上升和下降;一级左托块(41)和一级右托块(43)同步上升至少能够顶起一根扭杆轴(6)。
7.根据权利要求5所述的扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:所述分送机构还包括位于备料架(2)前端下方的二级分送机构(5);
所述二级分送机构(5)包括在堆料架(1)前端下方左右对称设置的二级左顶托组件和二级右顶托组件;所述二级左顶托组件包括具有升降件的二级左升降器和固定在升降件上的二级左托块(51),所述二级右顶托组件包括具有升降件的二级右升降器(52)和固定在升降件上的二级右托块(53);所述二级左托块(51)和二级右托块(53)的顶部表面均向前向下倾斜;所述二级左托块(51)和二级右托块(53)能够随各自的升降件上升和下降;二级左托块(51)和二级右托块(53)同步上升能且只能顶起一根扭杆轴(6)。
8.根据权利要求6所述的扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:所述一级分送机构(4)的一级左升降器和一级右升降器(42)均为电动升降器,共有松发式电源开关一;所述松发式电源开关一安装在左搁梁二(21)的一侧或右搁梁二(22)的一侧的,能够被任意一根扭杆轴(6)压制关停的位置;当松发式电源开关一失去扭杆轴(6)压制时,能够使一级左升降器和一级右升降器(42)同步启动,同步推动一级左托块(41)和一级右托块(43)完成一次上升—停顿—下降动作。
9.根据权利要求8所述的扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:所述松发式电源开关一具有控制电源开关的压臂一(44);所述压臂一(44)后端通过转轴安装在左搁梁二(21)的一侧或右搁梁二(22)的一侧,压臂一(44)的后端低于左搁梁二(21)和/或右搁梁二(22)的上表面,前端能够自动向上弹起至高于左搁梁二(21)和/或右搁梁二(22)以上的高度,在左搁梁二(21)和右搁梁二(22)上向前滚动的扭杆轴(6)能够将压臂一(44)前部压下;所述压臂一(44)至少能够同时受到相邻两根扭杆轴(6)压制。
10.根据权利要求7所述的扭杆轴镦粗工艺流程中的自动上料装置,其特征在于:所述二级分送机构(5)的二级左升降器和二级右升降器(52)均为电动升降器,共有松发式电源开关一;所述松发式电源开关一安装在左搁梁三(31)的一侧或右搁梁三(32)的一侧的,能够被仅有的一根扭杆轴(6)压制关停的位置;当松发式电源开关一失去扭杆轴(6)压制时,能够使二级左升降器和二级右升降器(52)同步启动,同步推动二级左托块(51)和二级右托块(53)完成一次上升—停顿—下降动作。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110973407.2A CN113751663A (zh) | 2021-08-24 | 2021-08-24 | 一种扭杆轴镦粗工艺流程中的自动上料装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110973407.2A CN113751663A (zh) | 2021-08-24 | 2021-08-24 | 一种扭杆轴镦粗工艺流程中的自动上料装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113751663A true CN113751663A (zh) | 2021-12-07 |
Family
ID=78790959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110973407.2A Pending CN113751663A (zh) | 2021-08-24 | 2021-08-24 | 一种扭杆轴镦粗工艺流程中的自动上料装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113751663A (zh) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4208164A (en) * | 1978-03-17 | 1980-06-17 | Automation Development Corporation | Bar cut-off feeding machine |
| US4766754A (en) * | 1986-04-28 | 1988-08-30 | Watt Yang | Continuous process for bending long rods or tubes |
| CN205166523U (zh) * | 2015-10-20 | 2016-04-20 | 重庆市汇畅钢管制造有限公司 | 钢管切割机自动上料装置 |
| CN106429489A (zh) * | 2016-08-30 | 2017-02-22 | 江苏精棱铸锻股份有限公司 | 一种锻件的自动输送上料装置 |
| CN206764144U (zh) * | 2017-04-06 | 2017-12-19 | 超快激光(天津)机械设备有限公司 | 一种可自动上料管材激光切割机 |
| CN211331192U (zh) * | 2019-12-25 | 2020-08-25 | 浙江工交机械股份有限公司 | 一种球铰链接头冷镦机送料机构 |
| CN213053003U (zh) * | 2020-09-03 | 2021-04-27 | 张亮 | 一种钢管切割机自动上料装置 |
| KR102252151B1 (ko) * | 2019-12-26 | 2021-05-14 | 대일공업주식회사 | 파이프 자동 압착 설비 |
-
2021
- 2021-08-24 CN CN202110973407.2A patent/CN113751663A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4208164A (en) * | 1978-03-17 | 1980-06-17 | Automation Development Corporation | Bar cut-off feeding machine |
| US4766754A (en) * | 1986-04-28 | 1988-08-30 | Watt Yang | Continuous process for bending long rods or tubes |
| CN205166523U (zh) * | 2015-10-20 | 2016-04-20 | 重庆市汇畅钢管制造有限公司 | 钢管切割机自动上料装置 |
| CN106429489A (zh) * | 2016-08-30 | 2017-02-22 | 江苏精棱铸锻股份有限公司 | 一种锻件的自动输送上料装置 |
| CN206764144U (zh) * | 2017-04-06 | 2017-12-19 | 超快激光(天津)机械设备有限公司 | 一种可自动上料管材激光切割机 |
| CN211331192U (zh) * | 2019-12-25 | 2020-08-25 | 浙江工交机械股份有限公司 | 一种球铰链接头冷镦机送料机构 |
| KR102252151B1 (ko) * | 2019-12-26 | 2021-05-14 | 대일공업주식회사 | 파이프 자동 압착 설비 |
| CN213053003U (zh) * | 2020-09-03 | 2021-04-27 | 张亮 | 一种钢管切割机自动上料装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4941798A (en) | Means for manipulating and transporting loads | |
| CN105692289B (zh) | 层叠式电动落布贮运车及其使用方法 | |
| CN215754997U (zh) | 一种轮胎堆垛机 | |
| CN114604573B (zh) | 集箱长管弯管全自动缓存上下料装置及其出料方法 | |
| CN110217565B (zh) | 一种全自动弯管生产供料线及其应用的弯管生产方法 | |
| CN210312414U (zh) | 一种自动推板机构及其板材送料机 | |
| CN104588545B (zh) | 一种棒材钢筋的自动取料接料装置 | |
| CN113751663A (zh) | 一种扭杆轴镦粗工艺流程中的自动上料装置 | |
| CN220316373U (zh) | 便于搭配机械手使用的管类工件上料定位机构 | |
| CN207447037U (zh) | 圆管冲弧机自动上料系统 | |
| CN209905750U (zh) | 塞棒自动生产系统 | |
| CN216889154U (zh) | 空调连接管自动下线设备 | |
| CN207463901U (zh) | 一种大型全自动管材冲弧系统 | |
| CN215922896U (zh) | 一种用于真空镀膜设备自动上下料的料仓 | |
| CN210619570U (zh) | 一种托盘堆垛转运装置 | |
| CN210974981U (zh) | 一种细纱络筒双用周转车 | |
| CN110282389B (zh) | 一种铝棒低位上棒料架 | |
| CN111424126A (zh) | 开铁口机钎杆供给装置 | |
| CN213595311U (zh) | 阳极板导送装置 | |
| TWM590583U (zh) | 自動布卷輸送設備 | |
| CS209877B2 (cs) | Způsob mechanického rozebírání stohu prázdných případně naplněných samonosných palet pro keramické výrobky a zařízení k jeho provádění | |
| CN213801922U (zh) | 山楂饼刮片输送线用玻璃料板升降推拉机构 | |
| CN211029659U (zh) | 抛丸机双轨道自动上下料机构 | |
| US1559591A (en) | Method of and apparatus for loading and unloading enameling furnaces | |
| CN207463903U (zh) | 双工位圆管冲弧机换位转臂 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20211207 |
|
| RJ01 | Rejection of invention patent application after publication |