CN1136213A - 板式熔断器及其制造方法 - Google Patents
板式熔断器及其制造方法 Download PDFInfo
- Publication number
- CN1136213A CN1136213A CN96103417.3A CN96103417A CN1136213A CN 1136213 A CN1136213 A CN 1136213A CN 96103417 A CN96103417 A CN 96103417A CN 1136213 A CN1136213 A CN 1136213A
- Authority
- CN
- China
- Prior art keywords
- board
- fusible resistor
- resistor silk
- fuse
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
- H01H85/041—Fuses, i.e. expendable parts of the protective device, e.g. cartridges characterised by the type
- H01H85/0411—Miniature fuses
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H85/00—Protective devices in which the current flows through a part of fusible material and this current is interrupted by displacement of the fusible material when this current becomes excessive
- H01H85/02—Details
- H01H85/04—Fuses, i.e. expendable parts of the protective device, e.g. cartridges
- H01H85/041—Fuses, i.e. expendable parts of the protective device, e.g. cartridges characterised by the type
- H01H85/0411—Miniature fuses
- H01H85/0415—Miniature fuses cartridge type
- H01H85/0417—Miniature fuses cartridge type with parallel side contacts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49107—Fuse making
Abstract
板式熔断器由一块中间具有贯穿窗口的绝缘板及固定于绝缘板上的可熔电阻丝构成。这些可熔电阻丝是横截面积基本相等的连续金属导线。其电流容量也基本相同。可熔电阻丝跨过窗口,在窗口处,它们不与绝缘板接触。因此,当电流在任何一根可熔电阻丝中产生热量时,窗口处产生的热量不被绝缘板吸收并如所希望的那样增加,从而精确地熔断可熔电阻丝。所以,这种板式熔断器避免了由于产生热量而带来的缺点。
Description
本发明涉及一种板式熔断器及其制造方法,更具体是一种在绝缘板上固定着具有额定电流容量的可熔导电元件的板式熔断器及其制造方法。
这种类型的板式熔断器是在日本实用新型专利申请(OPI)第38959/1981号中公开的(此处所用的“OPI”一词意为“未经审查的公开申请”)。如图9和图10所示,这种板式熔断器包括一块绝缘板(或绝缘座板)1,在绝缘板材料表面上用蚀刻的方法形成的一对端子2和2,以及连接于两个端子2与2之间的宽度很小的保险丝3。
当大于额定值的电流通过绝缘板上的两个端子2与2之间时,由于保险丝3的宽度小于端子2的宽度,因此电流产生的热量将使保险丝3熔断。使保险丝熔断的额定电流值(在适宜的时候,以下称作“电流容量”)是由保险丝3的厚度与宽度决定的。
上述的传统板式熔断器存在几个问题。首先,电流容量取决于拉长的保险丝的横截面积。因此,为了保证小电流容量的板式熔断器精确地熔断,其横截面积必须具有很高的尺寸精度。然而,这用蚀刻的方法是难以实现的。在另一种方法中,保险丝的狭窄部分是通过在压床上切割金属板的方式制成的。但是,这种方法的缺点在于,当保险丝在压床上滚动时,其横截面积很容易发生改变,这样很难保证保险丝具有高精度的额定电流值。
其次,当可熔电阻丝2中产生热量时,部分热量被绝缘板1所吸收,以致于可熔电阻丝2不能在电流达到额定容量时熔断。第三,熔断可熔电阻丝2的热量会烧焦绝缘板20,从而放出异味,甚至产生白烟。
鉴于上述原因,本发明旨在提供一种可以避免以上缺点的板式熔断器及其制造方法。
本发明的上述目的已经通过一种板式熔断器实现了,这种板式熔断器由一块绝缘板和固定于绝缘板表面上的具有额定电流容量的可熔电阻丝构成。根据本发明,可熔电阻丝为横截面积基本相等的连续金属导线。在本发明的一个实施例中,每一根连续金属导线均为一片扁平的带状。在另一个实施例中,连续金属导线的横截面均为圆形。而且,绝缘座板上具有凹槽,金属导线固定于其中。
此外,绝缘板的表面上有一个凹口,可熔电阻丝跨过凹口,使得在凹口处电阻丝与绝缘板是不接触的。凹口是绝缘板上的一个窗户状的孔。将绝缘板对折,使得这个窗户状的孔位于折叠线上。
板式熔断器还包括一个罩子,当绝缘板折叠后盖于窗口上。
本发明还提供了制造绝缘板表面上具有凹口的板式熔断器的方法。可熔电阻丝是连续的金属导线,它们的横截面积基本相等,具有额定的电流容量,固定于绝缘板表面,跨过凹口而不与绝缘座板接触。可熔电阻丝稳固地附着于绝缘座板表面。
若将连续金属导线设计为扁平的带状,可很容易地将它们排布并稳定地固定在绝缘板表面。
另外,圆形截面的连续金属导线易于获得。所以,很多种金属导线都可用作可熔电阻丝。
而且,采用具有用来固定金属导线的凹槽的绝缘座板,可以利用这些凹槽将金属导线精确地固定于绝缘座板上并使它们在任何时候都保持在凹槽中。
如上面所描述的那样,在本发明的板式熔断器中,凹口位于绝缘板的中间,可熔电阻丝固定于绝缘板上,使得在凹口处电阻丝不与绝缘板或任何东西接触。所以,当电流在可熔电阻丝中产生热量时,电阻丝与绝缘板接触的部分中产生的热量被绝缘板所吸收,而位于凹口处的电阻丝中部的热量不被吸收,从而以很高的精度使可熔电阻丝熔断。由于可熔电阻丝的中部不与绝缘板接触,所以绝缘板不会受热烧焦。那么,异味和白烟都可避免。
如果绝缘板中的凹口是有底的,那么位于绝缘板上的可熔电阻丝可能会与底部接触以致于可熔电阻丝中产生的热量被吸收。但是,若绝缘板上的凹口是一个贯穿的窗形孔,可熔电阻丝不与任何东西接触,那么,这种板式熔断器就避免了可熔电阻丝中产生的热量被不希望地吸收,从而对后者的电流容量产生不利影响(可熔电阻丝不能精确熔断)。
此外,由于绝缘板对折,窗口位于折叠线上,所以可熔电阻丝的中部是弯曲的。可熔电阻丝的两端分别位于绝缘板的前后表面上,所以它们可在折叠的绝缘板的一端与外部元件相连接。例如,在与板式熔断器相连接的配套元件中,金属端子可用来固定(或夹住)折叠的绝缘板。这一特点有助于经济地利用有限的空间。
另外,可熔电阻丝的弯曲部分被罩子盖住,可避免被外界物体损坏。因此,本发明的板式熔断器有很高的可操作性,且易于使用。
在这种板式熔断器的制造方法中,先在绝缘板的表面形成凹口,然后将具有额定电流容量的可熔电阻丝固定于绝缘板的表面,使可熔电阻丝跨过凹口,且在凹口处不与绝缘板接触。因此,每一条可熔电阻丝位于凹口的部分的热量吸收均少于其它部分。这样,可熔电阻丝在高精度下熔断。
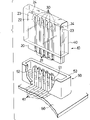
图1是根据本发明的第一实施例绘制的板式熔断器及与之相连接的插座的分解透视图。
图2是图1所示的板式熔断器与插座连接后的透视图。
图3是绝缘板的透视图。
图4是可熔电阻丝在绝缘板上排布情况的透视图。
图5是固定有可熔电阻丝的绝缘板对折后的透视图。
图6是图1所示的板式熔断器和插座的剖视图。
图7是根据本发明的第二实施例绘制的板式熔断器的绝缘板的透视图。
图8是图7所示的板式熔断器的透视图。
图9是描述传统板式熔断器制造方法的透视图。
图10是传统板式熔断器的透视图。
尽管在下文中对本发明的描述是与其最佳实施例相联系的,但是不应将其意图理解为本发明仅仅局限于这些方案。恰恰相反,其本意是要包括所有可能符合后面所附的权利要求中所规定的本发明的宗旨和范围的替代方案、改进方案及等价方案。
为了全面了解本发明的特点,附图中引用了标号。在这些附图中,相同的标号始终代表同一部件。
图1和图2是根据本发明的第一实施例绘制的板式熔断器及与之相连接的插座的透视图。更明确地,图1表示的是尚未与插座连接的板式熔断器,而图2表示的是与插座连接后的板式熔断器。
如图1和图2所示,板式熔断器10包括一块绝缘板(或绝缘座板)20,五条排布于绝缘板20表面的扁平带状可熔电阻丝30,以及罩在可熔电阻丝30外面的罩子40。插座50包括一块平板状基座51,五对排列于基座两侧的端电极52和一个包围端电极52的帽状外壳53。外壳53上方是开口的,板式熔断器10的下端可插入其中。
板式熔断器10的绝缘板20是如图3所示的一块矩形树脂板。矩形板的表面有五条纵向凹槽21,横穿五条凹槽21开有一个矩形窗口22,即窗口22将五条凹槽21的每一条分割为两部分。绝缘板20上有两个铰接部分23,分别位于窗口22的两侧。每个铰接部分23上有一条薄的凹槽24,沿此凹槽将绝缘板20对折。
这个将每条凹槽21分割为两部分的窗口即为图1和图2中所示的凹口。凹口的形成使得绝缘板20表面上的可熔电阻丝30在凹口处不与绝缘板20接触。窗口并非必须是贯穿孔的形式,例如,它可以是有底的孔。图中所示的对五条凹槽只形成一个凹口。然而,对五条凹槽21也可分别形成五个凹口。凹槽21是为了固定可熔电阻丝30用的导引槽。它们使可熔电阻丝30保持在各自的位置上,并且/或者防止可熔电阻丝30与外部物体相互干扰。因此,根据采用的可熔电阻丝30的横截面形状的不同,凹槽21的截面可以是矩形或圆形的。但是,本发明并不仅限于此。
如图4所示,将五条扁平带状的可熔电阻丝30绕着芯子互相平行地卷起来,就构成一个圆筒状的可熔电阻丝的供应装置。从供应装置上展开的五条可熔电阻丝跨过窗口22分别固定于上述的五条凹槽21中。然后,将固定好的可熔电阻丝沿绝缘板两端切断,即沿着凹槽21的两端切断。为了将可熔电阻丝30固定在凹槽21中,可事先将扁平带状的可熔电阻丝30的背面涂上胶,或事先在凹槽21中涂上胶。对于前一种方法,可熔电阻丝的中间部分象桥一样跨过窗口(在适当的时候,下文中称作“架桥部分”),上面仍残留有胶。对于后一种方法,架桥部分没有胶。
在上述实施例中,可熔电阻丝30是扁平带状的形式。然而,扁平带也可用横截面基本均一,从而电流容量基本恒定的连续金属导线来代替。那么,可熔电阻丝30的横截面可以是圆形的;或者是半圆形的,以使它稳定地固定于绝缘板20的表面上。可熔电阻丝30具有一个平面是有利的,可以使它在绝缘板20上很稳定。然而在另一方面,采用圆形截面的可熔电阻丝30也是有其优点的,因为这种结构有着广泛的应用,而且,对于圆形截面的可熔电阻丝,有许多种不同的尺寸可供选择。具有相对较低熔点的金属制成的可熔电阻丝更可取。
在上述实施例中,五条可熔电阻丝30是由一个由五条可熔电阻丝卷成的筒状供应装置提供的。然而,五条可熔电阻丝亦可分别由五个筒状供应装置提供,每一个是由一条带状可熔电阻丝30卷成的。或者用另一种方法,五条可熔电阻丝可只由一个后一种形式的可熔电阻丝供应装置来提供(使供应装置在绝缘板上来回移动)。
此外,可熔电阻丝也可用如下形式的卷筒提供。一组的连续金属导线附着于一条拉伸程度最小的胶带上,然后将胶带与金属导线一起卷成筒状供应装置。这种方法的优点在于,固定可熔电阻丝时,导线可避免被拉伸,且容易保持相互平行。
当可熔电阻丝30固定完毕后,如图5所示,将绝缘板20沿着窗口22两侧的铰接部分23对折。在折叠之前,将绝缘板20的背面涂上胶,使得在对折时,绝缘板20的两端部分粘在一起。铰接部分23上有折叠凹槽24,以保证绝缘板被精确地对折。
当绝缘板20被折叠时,可熔电阻丝30上跨过窗口22的架桥部分自然弯曲而不会被拉伸。可熔电阻丝的架桥部分内不存在张力。因此,架桥部分不仅横截面积不受影响,而且电流容量也不受影响。在上述实施方案中,绝缘板20的背面涂有胶,因而绝缘板20可保持折叠状态。然而,本发明并不仅限于此,即可以在绝缘板20上制成供连接用的一个凸起和一个凹口,通过凸起与凹口的接合使绝缘板20保持折叠状态。
如图1所示,当绝缘板20折叠以后,用一个透明的帽状罩子40盖上。选择长度适当的罩子40,使折叠的绝缘板的底端稍稍露出。由于罩子40是透明的,透过罩子40从外面即可观察到弯曲的可熔电阻丝30。因此,能够用视觉判断可熔电阻丝30是否被烧断(熔化)了。罩子40的内部形状使其内表面与绝缘板20紧密接触,但不与可熔电阻丝30接触。这就是如前面所述的那样,可熔电阻丝30固定于凹槽21中,但不从凹槽21中突出。那么,罩子40的内表面与凹槽21中的可熔电阻丝30是不接触的。所以,当折叠的绝缘板20用罩子40盖起来时,罩子40不会与可熔电阻丝30接触。这一特点防止了可熔电阻丝30被部分压迫(变形)而引起横截面积的变化。由于可熔电阻丝30的横截面积保持不变,其电流容量亦不变。
在上述实施方案中,设计罩子40使其遮盖绝缘板20的侧表面。但是,它的侧表面覆盖长度是可以改变的。另外,在上述方案中,凹槽21是在绝缘板20上形成的。然而,它们也可位于罩子40的内表面上。如果可熔电阻丝30的硬度很高,那么凹槽就可省略了。
罩子40的长度取决于插座50。插座50是由帽形外壳53包围板状基座51而构成的。板式熔断器10的底端通过外壳上方的开口插入其中。板式熔断器10上插入外壳53的部分是折叠的绝缘板20未被罩子40所遮盖的部分。可熔电阻丝30在折叠的绝缘板20底端的前后表面上露出,而五对端电极52则位于基座的两个侧面上,端电极52两两相对。端电极52的上端是弹性臂,伸向基座51的上方,压在可熔电阻丝30上。端电极52的下端从基座51与外壳53之间的缝隙中插下去并弯成直角形状。底端处于这种弯曲形状,从而端电极52与印刷电路板60上的导线61牢固地焊在一起。
如图6所示,被罩子40所覆盖的板式熔断器10中的折叠绝缘板20的底端从上方插入插座。结果,绝缘板20前后表面上的可熔电阻丝30与端电极52相接触,即它们与端电极52导通,而板式熔断器10则被插座50固定住,如图2所示。
在上述实施方案中,插座50将绝缘板20固定。然而,此方案还可修改,将外壳53向上延长并增大其开口面积,用外壳53固定罩子40的底端,而达到支撑罩子40的目的。
当板式熔断器10与插座50连接后,电流通过每一根可熔电阻丝30。在运行中,每一根可熔电阻丝30均产生热量。可熔电阻丝30上与绝缘板20相接触的部分的温度不会升高,因为那里产生的热量基本被绝缘板20所吸收。在绝缘板20的窗口22处,可熔电阻丝30,更确切地,可熔电阻丝30的弯曲部分,不与绝缘板20接触,因此,可熔电阻丝30弯曲部分的温度比其它部分先升高,并且取决于通过的电流的大小。当电流达到额定值时,弯曲部分被热烧断,即熔化。可熔电阻丝30是固定于绝缘板上的横截面基本均一的金属导线。当电流通过可熔电阻丝30时,电流容量与横截面积成正比。由于连续金属导线的横截面积是均一的,因此它在任何时候均可精确地熔断。
可熔电阻丝30在绝缘板20的窗口22处熔断。若它们在绝缘板20上熔断,则绝缘板20会被烧焦,放出异味,甚至产生白烟。然而,本实施方案克服了这一缺点,因为熔断的是可熔电阻丝上未与绝缘板20接触的部分。当任何一根可熔电阻丝30熔断时,凭视觉就可很容易地发现,因为罩子40是透明的。如上所述,绝缘板20上的可熔电阻丝30都是横截面积基本均一且精确的相同的金属导线。那么,根据本发明,可以制出许多具有精确电流容量的板式熔断器。
此外,在绝缘板20上固定可熔电阻丝30时,凹口,或者说窗口22,是在绝缘板20上事先制成的,可熔电阻丝30跨过窗口22。因此,通过的电流在可熔电阻丝30中产生热量时,可熔电阻丝在窗口处的架桥部分中的热量不被绝缘板吸收,从而精确地熔断。
图7和图8表示的是本发明的另一种实施方案。在该第二种方案中,开有窗口22的绝缘板20也对折。但应该注意的是,为了保护可熔电阻丝30,一对盖子26通过一对铰链25与绝缘板20的两个部分(或前、后部分)组合在一起。即当可熔电阻丝30固定于凹槽21中以后,盖子26在绝缘板20的前后两部分上沿着线25弯折。盖子26的外缘上有锁定机构,而绝缘板20的前后两部分的相应边缘上则有与之配套的锁定机构,所以盖子26在绝缘板20的前后两部分上保持弯折状态。
基于这种方案,与上述第一种方案类似地,绝缘板20沿着铰链24对折,使绝缘板20的前后两部分贴靠在一起,然后用比第一种方案中短的罩子40盖在折叠的绝缘板20的上端。
虽然对本发明与其实施方案进行了描述,但是很明显,对于本领域普通技术人员来说,许多种替代方案、改进方案和变更方案是显然的。因此,应尽可能包括那些符合后面所附的权利要求中的宗旨及广阔范围的所有替代方案、改进方案和变更方案。
Claims (24)
1.板式熔断器包括:一块绝缘座板;固定于绝缘座板上具有额定电流容量的一组可熔电阻丝,绝缘座板的表面上有一个凹口,这些可熔电阻丝是连续的金属导线,从一侧至另一侧跨过凹口,导线在凹口范围内不与绝缘板接触。
2.权利要求1中的板式熔断器,其中,凹口是一个贯穿于绝缘座板的窗口。
3.权利要求2中的板式熔断器,其中,绝缘板能够对折,窗口位于折线上。
4.权利要求3中的板式熔断器,还包括一个透明的帽形罩子,适合于折叠后的绝缘座板。
5.权利要求2中的板式熔断器,其中,绝缘座板的窗口两侧还各有一个薄的折叠凹槽,绝缘座板沿着这对凹槽对折。
6.权利要求5中的板式熔断器,还包括一个透明的帽形罩子,适合于折叠后的绝缘座板。
7.权利要求1中的板式熔断器,其中,绝缘座板上有一组纵向凹槽,凹口横穿这些纵向凹槽,将每一条纵向凹槽分割为两部分。
8.权利要求7中的板式熔断器,其中,绝缘座板上有一对盖子,盖子的一条边与绝缘座板铰接在一起,与铰链相对的边上有锁定机构,而在绝缘座板上有与之配套的锁定机构,这对盖子通过锁定机构合上以保护固定在凹槽中的这组可熔电阻丝。
9.权利要求1中的板式熔断器,其中,绝缘座板是一块矩形树脂板。
10.权利要求1中的板式熔断器,其中,这组可熔电阻丝是由低熔点材料制成的。
11.权利要求1中的板式熔断器,其中,连续金属导线均为扁平带状。
12.权利要求1中的板式熔断器,其中,连续金属导线的横截面均为半圆形或圆形。
13.权利要求1中的板式熔断器,其中,绝缘座板上有一组纵向凹槽,连续金属导线即固定于其中。
14.权利要求13中的板式熔断器,其中,这组纵向凹槽的截面是矩形或圆形的。
15.板式熔断器包括:一块绝缘座板;固定于绝缘座板上具有额定电流容量的一组可熔电阻丝,这些可熔电阻丝是横截面积基本相等的连续金属导线。
16.板式熔断器包括:一块绝缘座板;固定于绝缘座板上具有额定电流容量的一组可熔电阻丝,绝缘座板的表面上有一个凹口,这些可熔电阻丝从一侧至另一侧跨过凹口,导线在凹口范围内不与绝缘板接触。
17.一种制造板式熔断器的方法,包括以下步骤:
在绝缘座板的表面上制成一个凹口;
将一组由横截面积基本相等且具有额定电流容量的连续金属导线制成的可熔电阻丝固定在绝缘座板表面上,使这些可熔电阻丝跨过凹口,在凹口的范围内与绝缘板之间没有接触。
18.权利要求17的方法,其中,固定这组可熔电阻丝的步骤包括在绝缘座板上制成一组纵向凹槽,这组可熔电阻丝就固定在这组凹槽中,而凹口将每一条纵向凹槽分割为两部分。
19.权利要求18的方法,其中,固定这组可熔电阻丝的步骤包括在向这组纵向凹槽中固定可熔电阻丝之前,向这些可熔电阻丝上涂胶,或在向这组纵向凹槽中固定可熔电阻丝之前,向这组纵向凹槽内涂胶。
20.权利要求17的方法,其中,固定这组可熔电阻丝的步骤包括从一个圆筒状可熔电阻丝供应装置上展开可熔电阻丝,然后沿着绝缘座板的两端将其切断,而这种供应装置是通过将多条扁平状的可熔电阻丝互相平行地卷在轴上制成的。
21.权利要求17的方法,其中,固定这组可熔电阻丝的步骤包括从一个圆筒状可熔电阻丝供应装置上展开可熔电阻丝,然后沿着绝缘座板的两端将其切断,而这种供应装置是通过将多条扁平状的可熔电阻丝互相平行地附着在一条胶带上,再将胶带与扁平状可熔电阻丝一起卷在轴上制成的。
22.权利要求17的方法,其中,固定这组可熔电阻丝的步骤包括从每一个圆筒状可熔电阻丝供应装置上展开一条可熔电阻丝,然后沿着绝缘座板的两端将其切断,而这种供应装置是通过将一条扁平状的可熔电阻丝卷在轴上制成的。
23.一种制造板式熔断器的方法,包括以下步骤:
将一组由横截面积基本相等且具有额定电流容量的连续金属导线制成的可熔电阻丝固定在绝缘座板表面上。
24.一种制造板式熔断器的方法,包括以下步骤:
在绝缘座板的表面上制成一个凹口;
将一组具有额定电流容量的可熔电阻丝固定在绝缘板表面上,使这组可熔电阻丝跨过凹口,在凹口的区域内与绝缘板之间没有接触。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP91698/95 | 1995-03-23 | ||
| JP7091698A JP3052772B2 (ja) | 1995-03-23 | 1995-03-23 | 板状ヒューズ |
| JP91699/95 | 1995-03-23 | ||
| JP7091699A JP3052773B2 (ja) | 1995-03-23 | 1995-03-23 | 板状ヒューズ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1136213A true CN1136213A (zh) | 1996-11-20 |
Family
ID=26433142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN96103417.3A Pending CN1136213A (zh) | 1995-03-23 | 1996-03-21 | 板式熔断器及其制造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5790007A (zh) |
| EP (1) | EP0734038B1 (zh) |
| CN (1) | CN1136213A (zh) |
| DE (1) | DE69605835T2 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103460328A (zh) * | 2011-04-01 | 2013-12-18 | 矢崎总业株式会社 | 熔断器 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5805048A (en) * | 1995-09-01 | 1998-09-08 | Sumitomo Wiring Systems, Ltd. | Plate fuse and method of producing the same |
| JP3814451B2 (ja) | 1999-12-03 | 2006-08-30 | 住友電装株式会社 | ヒューズの製造方法 |
| JP4083991B2 (ja) * | 2000-02-09 | 2008-04-30 | 矢崎総業株式会社 | ヒューズユニットとその製造方法 |
| JP3242095B2 (ja) * | 2000-05-16 | 2001-12-25 | 矢崎総業株式会社 | ヒューズ |
| US20020061682A1 (en) * | 2000-11-22 | 2002-05-23 | Autonetworks Technologies, Ltd. | Fuse, fuse mounting structure and fuse circuit |
| JP3845266B2 (ja) * | 2001-05-01 | 2006-11-15 | 矢崎総業株式会社 | ヒューズユニット |
| US6619990B2 (en) * | 2001-08-31 | 2003-09-16 | Cooper Technologies Company | Short-circuit current limiter |
| US7106164B2 (en) * | 2003-12-03 | 2006-09-12 | International Business Machines Corporation | Apparatus and method for electronic fuse with improved ESD tolerance |
| US20050127475A1 (en) * | 2003-12-03 | 2005-06-16 | International Business Machines Corporation | Apparatus and method for electronic fuse with improved esd tolerance |
| DE102004060099B3 (de) * | 2004-12-13 | 2006-05-04 | Leoni Bordnetz-Systeme Gmbh & Co Kg | Sicherungsvorrichtung und Verfahren zur Herstellung einer Sicherungsvorrichtung |
| WO2006091938A2 (en) * | 2005-02-25 | 2006-08-31 | Spectrum Control, Inc. | Fusible device and method |
| JP4896630B2 (ja) * | 2006-08-28 | 2012-03-14 | 矢崎総業株式会社 | ヒューズエレメント及びヒューズエレメントの製造方法 |
| US7983024B2 (en) * | 2007-04-24 | 2011-07-19 | Littelfuse, Inc. | Fuse card system for automotive circuit protection |
| EP2573790A1 (en) * | 2011-09-26 | 2013-03-27 | Siemens Aktiengesellschaft | Fuse element |
| US10636606B1 (en) * | 2019-03-01 | 2020-04-28 | Sumitomo Wiring Systems, Ltd. | Fuse housing assembly |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE368034C (de) * | 1923-02-02 | Wilhelm Pudenz | Verfahren zur Herstellung von Lamellensicherungen | |
| DE368033C (de) * | 1920-07-30 | 1923-02-02 | Wilhelm Pudenz | Lamellensicherung sowie Verfahren und Einrichtung zu ihrer Herstellung |
| DE1130054B (de) * | 1960-04-21 | 1962-05-24 | Amp G M B H Fuer Loetfreie Ans | Elektrische Schmelzsicherungsdose, insbesondere zur Verwendung in Kraftwagen |
| DE1275655B (de) * | 1964-09-26 | 1968-08-22 | Standard Elektrik Lorenz Ag | Kombinierter Tasten- und Steckerstreifen |
| JPS5286148A (en) * | 1976-01-13 | 1977-07-18 | Shinagawa Jidosha Densen | Fuse board |
| DE2630697A1 (de) * | 1976-07-08 | 1978-01-19 | Grote & Hartmann | Flachsicherung |
| US4037318A (en) * | 1976-10-26 | 1977-07-26 | The United States Of America As Represented By The Secretary Of The Navy | Method of making fuses |
| JPS5638959U (zh) * | 1979-09-03 | 1981-04-11 | ||
| JPS6114625A (ja) * | 1984-06-29 | 1986-01-22 | Canon Inc | フイルムコマ数表示装置 |
| DE3530354A1 (de) * | 1985-08-24 | 1987-03-05 | Opel Adam Ag | Elektrische sicherungsanordnung |
| DE8801878U1 (zh) * | 1988-02-13 | 1988-04-07 | Akyuerek, Altan, Dipl.-Ing., 8560 Lauf, De |
-
1996
- 1996-03-20 US US08/619,800 patent/US5790007A/en not_active Expired - Lifetime
- 1996-03-21 EP EP96104552A patent/EP0734038B1/en not_active Expired - Lifetime
- 1996-03-21 CN CN96103417.3A patent/CN1136213A/zh active Pending
- 1996-03-21 DE DE69605835T patent/DE69605835T2/de not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103460328A (zh) * | 2011-04-01 | 2013-12-18 | 矢崎总业株式会社 | 熔断器 |
| CN103460328B (zh) * | 2011-04-01 | 2015-11-25 | 矢崎总业株式会社 | 熔断器 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0734038B1 (en) | 1999-12-29 |
| EP0734038A2 (en) | 1996-09-25 |
| DE69605835T2 (de) | 2000-08-17 |
| DE69605835D1 (de) | 2000-02-03 |
| US5790007A (en) | 1998-08-04 |
| EP0734038A3 (en) | 1997-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1136213A (zh) | 板式熔断器及其制造方法 | |
| RU2262770C2 (ru) | Ножевой плавкий предохранитель | |
| CN1165390A (zh) | 熔断器组件、其制造方法和含有该熔断器的熔断器电路 | |
| CN1120271A (zh) | 模制插座型连接器 | |
| GB2233512A (en) | Subminiature fuse | |
| US5629581A (en) | Lamp cathode-to-ballast interconnect and method | |
| GB2348324A (en) | Vehicle lamp | |
| JP2006339659A (ja) | 電気箔導体用の接続装置 | |
| NL8300979A (nl) | Micro-smeltveiligheidsinrichting. | |
| CN1175455C (zh) | 具有用于状态指示器的集成连接线的保险丝座及其制造方法 | |
| EP0778609B1 (en) | Fluorescent lamp with thermal heat shield between lamp tube and ballast circuitry | |
| CN1155016C (zh) | 可变电阻器 | |
| US4365226A (en) | Plug-in type fuse | |
| CN1145690A (zh) | 电灯 | |
| US4189696A (en) | Electric fuse-links and method of making them | |
| CN113068297B (zh) | Ffc结构及其生产方法及动力电池连接器 | |
| JP3293612B2 (ja) | 蛍光ランプ | |
| JPH05251115A (ja) | 圧接型コンタクト | |
| CN2296078Y (zh) | 连接器插座 | |
| JP2679112B2 (ja) | モジュール端子 | |
| AU3659689A (en) | Press-fit electrical terminal | |
| JP3438328B2 (ja) | 高圧発生用トランス装置 | |
| JP3309627B2 (ja) | リード線と金属端子の接続構造 | |
| CN1077323C (zh) | 高压变阻器 | |
| GB2081031A (en) | Manufacturing Plug-in Fuses |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1036447 Country of ref document: HK |