CN113613753A - 过滤材料和过滤器单元 - Google Patents
过滤材料和过滤器单元 Download PDFInfo
- Publication number
- CN113613753A CN113613753A CN202080021209.XA CN202080021209A CN113613753A CN 113613753 A CN113613753 A CN 113613753A CN 202080021209 A CN202080021209 A CN 202080021209A CN 113613753 A CN113613753 A CN 113613753A
- Authority
- CN
- China
- Prior art keywords
- filter material
- fiber sheet
- fiber
- filter
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 226
- 239000000835 fiber Substances 0.000 claims abstract description 426
- 238000000034 method Methods 0.000 claims abstract description 48
- 239000000428 dust Substances 0.000 claims abstract description 12
- 239000011347 resin Substances 0.000 claims description 82
- 229920005989 resin Polymers 0.000 claims description 81
- 239000012943 hotmelt Substances 0.000 claims description 16
- 210000000988 bone and bone Anatomy 0.000 claims description 6
- 238000001914 filtration Methods 0.000 claims description 4
- 238000009423 ventilation Methods 0.000 abstract description 5
- 239000003365 glass fiber Substances 0.000 description 53
- 230000000052 comparative effect Effects 0.000 description 41
- 229920002978 Vinylon Polymers 0.000 description 39
- 238000012545 processing Methods 0.000 description 29
- 239000011295 pitch Substances 0.000 description 24
- 229920000139 polyethylene terephthalate Polymers 0.000 description 22
- 239000005020 polyethylene terephthalate Substances 0.000 description 22
- 239000011230 binding agent Substances 0.000 description 21
- 239000004745 nonwoven fabric Substances 0.000 description 21
- 238000011156 evaluation Methods 0.000 description 16
- 238000010438 heat treatment Methods 0.000 description 14
- 238000001035 drying Methods 0.000 description 13
- 239000004840 adhesive resin Substances 0.000 description 12
- 229920006223 adhesive resin Polymers 0.000 description 12
- 230000003014 reinforcing effect Effects 0.000 description 12
- 238000009432 framing Methods 0.000 description 11
- 239000002245 particle Substances 0.000 description 9
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 238000002156 mixing Methods 0.000 description 6
- -1 polypropylene Polymers 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 239000004831 Hot glue Substances 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 238000005273 aeration Methods 0.000 description 4
- 238000002788 crimping Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 239000012784 inorganic fiber Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000004220 aggregation Methods 0.000 description 2
- 230000002776 aggregation Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000001891 gel spinning Methods 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000010899 nucleation Methods 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000002166 wet spinning Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 241001417527 Pempheridae Species 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 206010040880 Skin irritation Diseases 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 239000013566 allergen Substances 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000000043 antiallergic agent Substances 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000003443 antiviral agent Substances 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001877 deodorizing effect Effects 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000000077 insect repellent Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000002304 perfume Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000036556 skin irritation Effects 0.000 description 1
- 231100000475 skin irritation Toxicity 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 229920001909 styrene-acrylic polymer Polymers 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/18—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being cellulose or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/52—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/52—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material
- B01D46/521—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material using folded, pleated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A50/00—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE in human health protection, e.g. against extreme weather
- Y02A50/20—Air quality improvement or preservation, e.g. vehicle emission control or emission reduction by using catalytic converters
- Y02A50/2351—Atmospheric particulate matter [PM], e.g. carbon smoke microparticles, smog, aerosol particles, dust
Abstract
本发明的一个以上的实施方式的目的在于,减少山部与谷部交替连续、至少一个面中的山部的间距为5.0mm以下的褶皱形状的过滤材料中的通气时的压力损失。本发明的一个以上的实施方式所涉及的包含作为骨材层的第1纤维片材11和作为集尘层的第2纤维片材12的过滤材料10的特征在于,其为褶皱形状,其中,山部A与谷部B交替连续,山部A的高度H为5mm~50mm,至少一个面S1中的山部A的间距X为0.5mm~5.0mm;过滤材料10的厚度D为0.10mm~0.43mm,过滤材料10的基于Gurley法的硬挺度为1000μN以上。
Description
技术领域
本发明涉及能够用作一般产业用、空调用、空气净化器用、扫地机用、车载用等的空气过滤器的过滤材料和具有其的过滤器单元。
背景技术
楼宇、工厂、汽车、一般家庭等中使用的空调和空气净化器中,使用将过滤材料装填在框体中得到的空气过滤器。这样的过滤器实施被称为褶皱加工的山谷状的加工,以在有限尺寸内能够填充更多过滤材料,从而增大滤过面积。在实施了褶皱加工的过滤材料上,通过涂布在与褶皱的山部的棱线交叉的方向上延伸且包含热熔树脂的绳状的树脂部(加强筋)等,保持形状,确保褶皱间的间隙,与框体组合而用作过滤器单元。
这样的实施了褶皱加工的过滤材料为了保持作为空气过滤器的强度,实现高捕集和压力损失的减少(低压损化),大多将不同密度的多个纤维片材层叠使用。层叠多个纤维片材的过滤材料例如是将用于赋予作为空气过滤器的强度的纤维片材(骨材层)、和用于捕集空气中的颗粒的纤维片材(集尘层)层叠而得到的过滤材料。特别是用作骨材层的纤维片材要求高强度且压力损失低。
将经褶皱加工的过滤材料装填在框体中而得到的过滤器单元的压力损失包括因过滤材料本身的通气阻抗而导致的压力损失(过滤材料压损)、和因风压而导致的褶皱过滤材料的变形所产生的结构来源的压力损失(结构压损)。特别地,结构压损是因下述原因产生的:在过滤材料中通过空气时,因对过滤材料的风压,导致过滤材料拉伸、变形,在相邻的褶皱过滤材料间夹持的空气流路的宽度变窄,过滤材料彼此接触而空气难以流动。因此,为了减少结构压损,研究了厚度薄、难以挠曲的过滤材料。
专利文献1中,作为适合于高风速滤过、通气度高且过滤材料厚度薄的能够实施迷你褶皱加工的实用性过滤材料,公开了过滤材料,其具有将单纤维间固定的以有机纤维作为主体的无纺布,该无纺布由杨氏模量和纤度不同的多种单纤维构成,同时以纤维全部质量的20%以上的比例包含至少杨氏模量为150cN/dtex以上、纤度7dtex以上的非卷曲的单纤维,且单纤维间用玻璃化转变温度为30℃以上的树脂固定,1%伸长时的比强度为1000N・cm/g以上,且通气度为100cm3/cm2・秒以上。
另一方面,专利文献2中,记载了如果在过滤器用过滤材料的骨材层中配合玻璃短纤维,则高强度且能够减少压力损失,故而是有利的,但如果对配合有玻璃纤维的过滤材料进行褶皱加工,则玻璃纤维的起毛成为问题。因此,专利文献2中,作为包含玻璃短纤维、同时起毛少的过滤器用过滤材料,公开了过滤器用过滤材料,其特征在于,其为包含2层以上的片材的过滤材料,至少第1片材包含玻璃短纤维、有机短纤维和粘接剂树脂,且有机短纤维至少包含1~20μm的纤维直径的纤维,且前述1~20μm的纤维直径的有机短纤维相对于玻璃短纤维至少为25质量%,第2片材是经驻极体加工的无纺布的片材。
现有技术文献
专利文献
专利文献1:日本特许第5434076号公报
专利文献2:日本特开2014-151299号公报。
发明内容
发明要解决的课题
如上所述,以山部与谷部交替连续的方式折叠得到的褶皱形状的过滤材料中的结构压损是因下述原因而产生的:在过滤材料中通过空气时,因对过滤材料的风压,导致过滤材料拉伸、变形,在相邻的褶皱过滤材料间夹持的空气流路的宽度变窄,过滤材料彼此接触而空气难以流动。因此,在相邻的山部之间的间距为5.0mm以下或者3.5mm以下这一非常短的情况下,空气流路窄,通气时的压力损失特别地变大。应予说明,专利文献1的实施例、比较例中,研究了使用山部的高度为8mm的经褶皱加工的过滤材料来抑制压力损失,但针对褶皱的山部的间距没有记载。专利文献2中,针对经褶皱加工的过滤材料的山部的间距短的过滤材料中压力损失变大这一课题和解决该课题的手段,没有记载或暗示。
因此,本发明的一个以上的实施方式的目的在于,减少山部与谷部交替连续、至少一个面中的山部的间距为5.0mm以下的褶皱形状的过滤材料中的通气时的压力损失。
用于解决课题的手段
用于实现前述目的的本发明的一个以上的实施方式具有下述任一项的构成。
(1)过滤材料,其包含作为骨材层的第1纤维片材和作为集尘层的第2纤维片材,其特征在于,
其为褶皱形状,其中山部与谷部交替连续,山部的高度为5mm~50mm,至少一个面中的山部的间距为0.5mm~5.0mm,
过滤材料的厚度为0.10mm~0.43mm,
过滤材料的基于Gurley法的硬挺度为1000μN以上。
(2)根据(1)所述的过滤材料,其中,在与山部的延伸方向垂直的截面上,是过滤材料的第1面侧的山部的顶部位于向过滤材料的第2面侧凸起的曲率半径为200mm以下的曲线上的形状。
(3)根据(1)或(2)所述的过滤材料,其中,第1纤维片材是1%伸长时的模量为50N以上的纤维片材。
(4)根据(1)~(3)中任一项所述的过滤材料,其中,第1纤维片材含有35质量%以上的杨氏模量为200cN/dtex以上的纤维。
(5)根据(1)~(4)中任一项所述的过滤材料,其中,第1纤维片材含有10质量%以上的纸浆。
(6)根据(1)~(5)中任一项所述的过滤材料,其进一步具有在与山部的棱线交叉的方向上延伸且包含热熔树脂的绳状的树脂部(加强筋),
前述树脂部的厚度为0.5mm~2.5mm。
(7)过滤器单元,其具有(1)~(6)中任一项所述的过滤材料和支撑前述过滤材料的框体。
本说明书包括成为本申请的优先权基础的日本专利申请号2019-048657号的公开内容。
发明的效果
本发明的一个以上的实施方式所涉及的过滤材料和使用其的过滤器单元尽管褶皱的山部的间距短至0.5mm~5.0mm,压力损失也低。
附图说明
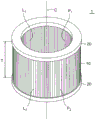
图1是具有过滤材料10和支撑其的一对框体20、20的过滤器单元1的立体图。
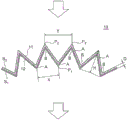
图2是图1所示的过滤器单元1中的过滤材料10的基于与轴C垂直的面的截面中的一部分的示意图。
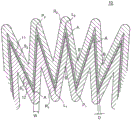
图3是为了容易保持过滤材料10的褶皱形状,在与第1面S1一侧的山部A的棱线L1正交的方向上连续地涂布包含热熔树脂的绳状的树脂部(加强筋)R1,在与第2面S2一侧的山部A的棱线L2正交的方向上连续地涂布包含热熔树脂的绳状的树脂部(加强筋)R2的过滤材料10的实施方式中,基于与山部A的棱线L1、L2垂直的面的截面中的一部分的示意图。
图4是为了容易保持过滤材料10的褶皱形状,在与第1面S1一侧的山部A的棱线L1正交的方向上间歇地涂布包含热熔树脂的绳状的树脂部(加强筋)R1,在与第2面S2一侧的山部A的棱线L2正交的方向上间歇地涂布包含热熔树脂的绳状的树脂部(加强筋)R2的过滤材料10的实施方式中,基于与山部A的棱线L1、L2垂直的面的截面中的一部分的示意图。该实施方式中,相邻的树脂部R1,R2接触而连接,因此树脂部R1,R2形成一根绳状而连续地延伸。
具体实施方式
<过滤材料>
本发明的过滤材料具有将作为骨材层的第1纤维片材和作为集尘层的第2纤维片材层叠的结构。此外,本发明的过滤材料是山部与谷部交替连续的褶皱形状。该褶皱形状中的山部的高度为5mm~50mm,至少一个面中的山部的间距为0.5mm~5.0mm。
针对过滤材料的褶皱形状的优选的实施方式,参照图1~3所示的具体例说明。
图1是具有过滤材料10、和支撑其的一对框体20、20的过滤器单元1的立体图。过滤材料10成型为以轴C作为中心轴的圆筒形状,其两端分别通过热熔粘接剂固定在环状的框体20、20上并密封。通过过滤器单元1处理的空气从过滤材料10的外侧供给,通过过滤材料10,从内侧在轴C的方向上排出。
图2是图1所示的过滤器单元1中的过滤材料10的基于与轴C垂直的面的截面的一部分的示意图。过滤材料10是以山部A与谷部B交替连续的方式折叠的褶皱形状。将过滤材料10的一个面记作第1面S1,将该第1面的背侧的面记作第2面S2。本实施方式中,第1面S1是过滤材料10的内周面,第2面S2是过滤材料10的外周面。过滤材料10的第1面S1一侧的山部A的顶部记作顶部P1,第2面S2一侧的山部A的顶部记作顶部P2。图2中,用空心箭头表示空气流。第1面S1一侧的山部A的顶部、顶部P1形成的棱线记作棱线L1,第2面S2一侧的山部A的顶部、顶部P2形成的棱线记作棱线L2。
山部A的高度H是指从第1面S1一侧的顶部P1至第2面S2一侧的顶部P2为止的沿着与包含顶部P1的面垂直的方向的距离。本实施方式中,山部A的高度H优选为5mm~50mm。
本实施方式中,过滤材料10的第1面S1中的山部A的间距X和第2面S2中的山部A的间距Y中的至少一者优选为0.5mm~5.0mm、优选为0.5mm~3.5mm、更优选为0.5mm~3.0mm。如本实施方式那样,在与山部A延伸方向(与轴C一致)垂直的截面上,过滤材料10的第1面S1一侧的山部A的顶部P1位于向第2面S2侧凸起的曲线上的情况下,第1面S1中的山部A的间距X小于第2面S2中的山部A的间距Y,因此典型而言,第1面S1中的山部A的间距X处于前述的规定的范围内。进一步,第2面S2中的山部A的间距Y可以处于前述的规定的范围。至少一个面中的山部的间距为5.0mm以下的褶皱形状的过滤材料中,空气流入侧的谷部(图2所示的实施例中的第2面S2侧的谷部B)所画出的空气流路窄,因此存在结构压损大的课题,但本实施方式中,通过后述特征,能够解决该课题。褶皱形状的过滤材料中的结构压损在至少一个面中的山部的间距为3.5mm以下或3.0mm以下的情况下特别大,但本实施方式能够减少像这样具有短的山部间距的褶皱形状的过滤材料中的结构压损。
如本实施方式那样,在与山部A延伸方向(与轴C一致)垂直的截面上,过滤材料10的第1面S1一侧的山部A的顶部P1位于向第2面S2侧凸起的曲线上的情况下,该曲线的曲率半径可以例如为200mm以下、150mm以下或120mm以下。这样的过滤材料10的第1面S1中的山部A的间距X特别小,存在结构压损变大的课题,但在本实施方式中,通过后述特征,能够解决该课题。本实施方式的过滤材料是在与山部延伸方向垂直的截面上,过滤材料的第1面侧的山部的顶部所位于的向第2面侧凸起的曲线形成绕全周闭合的圆形的圆筒形的过滤材料,但也可以为其它形状。例如,前述曲线可以为抛物线、半圆等部分开放的曲线,也可以为椭圆形、或者圆形或椭圆形扁平的形状等绕全周封闭形状的曲线。
为了容易保持过滤材料的褶皱形状,优选在过滤材料的一个或两个面上涂布形成在与山部的棱线交叉的方向上延伸且包含热熔树脂的绳状的树脂部(加强筋)。应予说明,图1、图2中,未描绘前述树脂部。
图3和4为了说明涂布有在与山部A的棱线L1、L2正交的方向上延伸且包含热熔树脂的绳状的树脂部R1、R2的过滤材料10的实施方式,以与图2不同的间距描绘过滤材料10的山部A的间距。图3和图4所示的实施方式所涉及的过滤材料10除了涂布有树脂部R1、R2之外,具有与图2所示的实施方式所涉及的过滤材料10相同的特征。
图3是为了容易保持过滤材料10的褶皱形状,在与第1面S1一侧的山部A的棱线L1正交的方向上连续地涂布包含热熔树脂的绳状的树脂部(加强筋)R1,在与第2面S2一侧的山部A的棱线L2正交的方向上连续地涂布包含热熔树脂的绳状的树脂部(加强筋)R2的过滤材料10的实施方式中,基于与山部A的棱线L1、L2垂直的面的截面的一部分的示意图。该实施方式中,绳状的树脂部R1,R2在与山部A的棱线L1、L2正交的方向上延伸。
图4是为了容易保持过滤材料10的褶皱形状,在与第1面S1一侧的山部A的棱线L1正交的方向上间歇地涂布包含热熔树脂的绳状的树脂部(加强筋)R1,在与第2面S2一侧的山部A的棱线L2正交的方向上间歇地涂布包含热熔树脂的绳状的树脂部(加强筋)R2的过滤材料10的实施方式中,基于与山部A的棱线L1、L2垂直的面的截面的一部分的示意图。该实施方式中,绳状的树脂部R1,R2存在于山部A的顶部P1、P2的附近,在谷部B底的附近不存在,但在相邻的山部A上涂布的树脂部R1,R2接触而连接,因此树脂部R1,R2形成一根绳状,在与山部A的棱线L1、L2正交的方向上延伸。
图3、4所示的实施方式中,绳状的树脂部R1、R2在与山部A的棱线L1、L2正交的方向上延伸,但不限于该实施方式,只要在与山部A的棱线L1、L2交叉的方向上延伸即可。
虽未图示,绳状的树脂部R1、R2可以在过滤材料10的纤维片材中部分或全部浸透。绳状的树脂部R1、R2可以在山部A延伸方向上的不同位置形成多个,也可以仅形成1个。绳状的树脂部R1、R2可以绕过滤材料10的轴C的周向整体形成,也可以仅部分形成。此外,过滤材料10的第1面S1上的绳状的树脂部R1与过滤材料10的第2面S2上的绳状的树脂部R2之中一者也可以不存在。
绳状的树脂部R1、R2的厚度W(过滤材料10的厚度D的方向的绳状的树脂部R1、R2的厚度)优选为0.5mm~2.5mm。绳状的树脂部R1、R2的、山部A的棱线L1、L2的方向的宽度可以例如为0.5mm~2.5mm。
应予说明,以下的说明中,有时将在过滤材料上在与过滤材料的山部的棱线交叉的方向上涂布热熔树脂而形成绳状的树脂部称为“加强筋加工”,所形成的绳状的树脂部称为“加强筋”。
接着,针对本发明的过滤材料的除了形状之外的特征进行说明。
本发明的过滤材料的厚度优选为0.10mm~0.43mm、更优选为0.10mm~0.40mm、更优选为0.10mm~0.37mm、特别优选为0.10mm~0.34mm。过滤材料的厚度在前述范围中进一步优选为0.20mm以上。过滤材料的厚度为该范围时,减少结构压损。过滤材料的厚度相当于图2、3所示的过滤材料10的厚度D。
本发明的过滤材料的单位面积质量没有特别减少,可以例如为10~100g/m2,可以优选为20~80g/m2。
本发明的过滤材料的基于Gurley法的硬挺度优选为1000μN以上、更优选为1200μN以上、更优选为1300μN以上、特别优选为1500μN以上。因褶皱形状的过滤材料的结构而引起的压力损失由过滤材料的厚度和硬挺度的平衡确定,厚度越薄则压力损失减少,故而优选,但过滤材料的基于Gurley法的硬挺度需要为至少1000μN。过滤材料的基于Gurley法的硬挺度为上述的范围时,通气时过滤材料的变形被抑制,因此减少结构压损。另一方面,过滤材料的基于Gurley法的硬挺度在不损害褶皱加工性的范围内,越高越优选,上限没有特别限定,为了实现能够形成尖锐的山形状的良好的弯折性,优选为5000μN以下,典型而言可以为4000μN以下或3500μN以下。
接着,针对构成过滤材料的纤维片材进行说明。
本发明的过滤材料具有将作为骨材层的第1纤维片材和作为集尘层的第2纤维片材层叠的结构,也可以进一步层叠其它片材。第1纤维片材和第2纤维片材分别优选由无纺布片材构成。
图示的实施方式的过滤材料10是将作为骨材层的第1纤维片材11和作为集尘层的第2纤维片材12层叠得到的层叠过滤材料。图示的实施方式的过滤材料10在属于空气流的上游的外周侧配置第1纤维片材11,在属于空气流的下游的内周侧配置第2纤维片材12。
针对第1纤维片材的优选的实施方式进行说明。
作为骨材层的第1纤维片材的目的在于,对过滤材料赋予刚性等机械强度。为了该目的,第1纤维片材的1%伸长时的模量优选为50N以上。包含1%伸长时的模量为该范围的第1纤维片材的过滤材料在通气时过滤材料的变形被抑制,因此特别减少了结构压损。
第1纤维片材优选包含纤维和粘接剂树脂,进一步优选包含纸浆。
作为第1纤维片材中包含的纤维,可以举出选自有机纤维和无机纤维中的1种以上。作为有机纤维,可以例示出聚酯纤维(PET纤维等)、维尼纶纤维、聚酰胺纤维、超高分子量聚乙烯纤维、聚丙烯纤维、聚芳酰胺纤维、碳纤维等。作为有机纤维,特别优选为选自聚酯纤维和维尼纶纤维中的1种以上。作为无机纤维,可以例示出玻璃纤维、金属纤维,特别优选为玻璃纤维。
维尼纶纤维中,有通过一直以来进行的水系湿式纺丝法制造的维尼纶纤维、和通过新开发的溶剂湿式冷却凝胶纺丝法生产的高杨氏模量的维尼纶纤维。特别地,通过溶剂湿式冷却凝胶纺丝法生产的维尼纶纤维与通过一直以来使用的水系湿式纺丝法制造的维尼纶纤维相比,杨氏模量高,且断裂伸长率高达4~15%,因此即使进行褶皱加工,也难以发生纤维切断,此外干热收缩率少至1.2%以下,因此将纤维集聚体进行纤维固定时的干燥热处理中的无纺布的尺寸变化小,进一步水分吸收率低,因此难以受到湿气的影响,故而过滤材料的尺寸变化小,是也容易得到后述的阻燃性的纤维等,因此作为构成无纺布的单纤维,是最适合的纤维。
第1纤维片材中包含的纤维优选为非卷曲单纤维。如果使用非卷曲单纤维,则无纺布中的纤维堆积形成平面,每1根单纤维的取向性为一维,形成不具有松弛性的状态。因此,在对无纺布施加外力时,伴随松弛性的拉伸少,因此容易立刻产生与单纱物性相应的拉伸阻抗力,在该方面是适合的。
第1纤维片材中,杨氏模量200cN/dtex以上的纤维的配合比率优选为35质量%以上、更优选为38质量%以上、更优选为40质量%以上、更优选为42质量%以上、更优选为45质量%以上。杨氏模量200cN/dtex以上的纤维的配合比率为该范围的第1纤维片材在高强度下难以变形,包含其的过滤材料的压力损失小,因此作为骨材层是特别优选的。第1纤维片材中的杨氏模量200cN/dtex以上的纤维的配合比率的上限没有特别限定,可以例如为70质量%以下或60质量%以下。
作为杨氏模量200cN/dtex以上的纤维,可以是有机纤维或无机纤维,可以适合使用选自维尼纶纤维和玻璃纤维中的1种以上。更优选第1纤维片材相对于第1纤维片材的总量含有5质量%以上的杨氏模量200cN/dtex以上的有机纤维。
作为第1纤维片材中包含的有机纤维、特别是杨氏模量200cN/dtex以上的有机纤维,粗纤度的纤维对于提高强度、抗弯刚性而言是适合的。为了该目的,有机纤维适合为纤度7dtex(纤维直径26μm)以上的纤维。另一方面,如果过粗,则刺激皮肤,因此优选的纤度为7~40dtex(纤维直径26~63μm)范围。另一方面,细纤度的纤维发挥接合高强度的粗纤度的纤维的作用。因此,作为第1纤维片材中包含的有机纤维,优选为粗纤度的纤维与细纤度的纤维的混纤。应予说明,本说明书中,在纤度的旁边标记的纤维直径是以纤维原材料的比重为1.30g/cm3的情况的纤维直径。
另一方面,形成骨架那样的粗的有机纤维捕集效率低,因此可以还配合纤度1~6dtex(纤维直径10~24μm)的细有机纤维,确保微细颗粒至粗大颗粒的捕集性能,和进行灰尘保持量的控制。作为这样的有机纤维,可以举出聚酯纤维。
第1纤维片材中包含的有机纤维的纤维长度没有特别限定,从充分的拉伸强度的赋予、包含玻璃纤维的情况下的飞散和起毛的防止的观点出发,长度平均纤维长度优选为5mm以上。有机纤维的纤维长度的上限没有特别限定,如果纤维长度过长,则观察到水中的分散性恶化的倾向,因此优选为30mm以下、更优选为20mm以下。
第1纤维片材中包含的玻璃纤维的纤维直径没有特别限定,与有机纤维同样地,如果纤维直径小,则作为骨材层难以赋予意图的强度,因此玻璃纤维的纤维直径优选为5μm以上、更优选为10μm以上、更优选为13μm以上,如果纤维直径过粗,则褶皱加工时过滤材料难以弯折,存在过滤材料表面的起毛多的问题,因此玻璃纤维的纤维直径优选为25μm以下、更优选为20μm以下、更优选为15μm以下。此外,玻璃纤维的纤维长度也没有特别限定,如果纤维长度短,则对1根玻璃纤维而言与有机纤维的交缠点变少,玻璃纤维容易从片材飞散,因此长度平均纤维长度优选为5mm以上、更优选为10mm以上,如果纤维长度过长,则观察到水中的分散性恶化的倾向,因此优选为30mm以下、更优选为20mm以下。此外,玻璃纤维相对于第1纤维片材的总量,优选为50质量%以下、更优选为45质量%以下、更优选为40质量%以下。如果玻璃纤维的配合量为该范围,则褶皱形成时的起毛少。此外,第1纤维片材可以完全不含玻璃纤维,如果玻璃纤维相对于第1纤维片材的总量,优选为10质量%以上、更优选为20质量%以上、更优选为30质量%以上,则容易提高作为包含第1纤维片材的过滤材料的硬挺度,同时减少第1纤维片材的厚度,容易减少作为过滤材料的压力损失。
第1纤维片材优选进一步含有纸浆。纸浆具有减少第1纤维片材的厚度、减少过滤材料的压力损失的作用,和在包含玻璃纤维的情况下,抑制玻璃纤维的飞出或起毛的作用。为了该目的,纸浆相对于第1纤维片材的总量的含量优选为10质量%以上、更优选为15质量%以上。纸浆相对于第1纤维片材的总量的含量的上限没有特别限定,优选为30质量%以下、更优选为25质量%以下。
第1纤维片材包含粘接剂树脂。粘接剂树脂具有将纤维间粘接,使第1纤维片材具有强度的功能。针对粘接剂树脂,没有特别限定,可以使用聚乙烯醇树脂、乙酸乙烯酯树脂、丙烯酸树脂、聚氨酯树脂、丙烯酸-苯乙烯树脂等。特别地,作为粘接剂树脂,如果使用聚乙烯醇树脂、丙烯酸树脂,则异味少,故而优选。此外,粘接剂树脂在第1纤维片材中优选为10~40质量%。如果少,则存在第1纤维片材的强度降低的倾向,如果多,则存在过滤材料的压力损失增加的倾向。
第1纤维片材中,除了纤维、粘接剂树脂、纸浆之外,还可以添加颜料、染料、着色剂、防水剂、吸水剂、难燃剂、稳定剂、抗氧化剂、紫外线吸收剂、金属颗粒等无机化合物颗粒、结晶成核剂、润滑剂、增塑剂、香料、脱臭剂、抗菌剂、防霉剂、抗病毒剂、抗过敏原剂、驱虫剂、气体吸附剂、气体吸附多孔质体等其它成分。
此外,第1纤维片材为了保持强度、具有低压力损失,单位面积质量可以例如为10g/m2~60g/m2,可以优选为20g/m2~50g/m2。此外,根据同样的理由,厚度可以例如为0.05mm~0.33mm,可以优选为0.10mm~0.30mm。
第1纤维片材的制造方法没有特别限定,可以从公知的方法中任意选择,从容易粗细混纤的观点出发,优选为抄纸法。
第2纤维片材只要是具有捕集灰尘等的颗粒(集尘)的功能的纤维片材,则没有特别限定,优选为通过能够极细化的制造方法(例如熔喷法)制造的无纺布。无纺布为了实现进一步高的捕集效率,优选使用聚烯烃系纤维,特别优选使用聚丙烯纤维。第2纤维片材此外还优选为经驻极体加工的无纺布。
作为驻极体加工的方法,没有特别限定,可以举出对无纺布片材实施从电晕放电法、流体接触法、摩擦带电法等中任意选择的带电方法。
此外,本发明中的驻极体无纺布中使用的纤维可以包含用于提高利用驻极体加工而得到的带电效果的添加剂。作为这样的添加剂,可以使用各种物质,其中受阻胺系、三嗪系添加剂容易维持静电,故而更优选。
第2纤维片材为了同时具有高集尘性能和低压力损失,单位面积质量可以例如为10g/m2~50g/m2,可以优选为10g/m2~40g/m2。此外,根据同样的理由,厚度可以例如为0.05mm~0.20mm,可以优选为0.05mm~0.15mm。
将第1纤维片材和第2纤维片材层叠而制作过滤材料的方法没有特别限定。可以将第1纤维片材和第2纤维片材简单重叠,可以经由热熔接树脂、湿气固化型树脂等粘接剂而将第1纤维片材和第2纤维片材粘接。特别地,通过粘接剂将第1纤维片材和第2纤维片材粘接的方法在褶皱加工时纤维片材间难以剥离,故而优选。在使用热熔接树脂的情况下,可以对第1纤维片材和第2纤维片材之中一个纤维片材散布粉末状的粘接剂,在炉内加热后,与另一个纤维片材层叠。此外,也可以对第1纤维片材和第2纤维片材之中一个纤维片材散布粉末状的粘接剂,将另一个纤维片材重叠的同时用加热辊夹持而层叠。也可以对第1纤维片材和第2纤维片材之中一个纤维片材通过热熔喷雾而涂布热熔树脂,将另一个纤维片材重叠而层叠。在使用湿气固化型树脂的情况下,可以在一个纤维片材上涂布粘接剂,层叠另一个纤维片材而粘接。
作为将过滤材料褶皱加工的方法,有往复方式、旋转方式等方法,可以使用任一者,此外,为了保持褶皱形状,优选进行使用用于保持山彼此的间隙的梳、绳状的树脂部(加强筋)等的隔离物的加工,从生产效率的观点出发,优选进行使用加强筋的加工(加强筋加工)。
<过滤器单元>
本发明的过滤器单元是将本发明的过滤材料和支撑过滤材料的框体组合并固定得到的。本发明的过滤器单元中,在过滤材料的上游、下游,可以将添加或夹持有防霉剂、抗过敏原剂、气体吸附多孔质体等功能性颗粒的片材与过滤材料一起固定在框体中。框体可以使用金属框、无纺布框、纸框等,可以为任一形式。此外,框体与过滤材料的粘接可以使用粘接胶带、聚氨酯粘接剂、热熔粘接剂等,从作业性和粘接性的观点出发,优选为热熔粘接剂。图1所示的过滤器单元1中,作为框体,使用一对环状的框体20,20,但不限于该例子。
实施例
以下,使用实施例具体说明本发明。应予说明,本实施例中的评价方法如下所述。
<厚度>
使用表盘式厚度计(TECLOCK公司SM-114测定子形状10 、刻度0.01mm、测定力2.5N),测定厚度。测定对1个样本的任意5个部位进行取样,使用其平均值。
、刻度0.01mm、测定力2.5N),测定厚度。测定对1个样本的任意5个部位进行取样,使用其平均值。
<硬挺度>
硬挺度的测定基于JIS L 1913(2010年)的6.7.4 Gurley法,用株式会社东洋精机制作所制Gurley・柔软度试验机实施。利用Gurley试验机的硬挺度通过以下的方法求出。试验片以无纺布长度方向(制造步骤中的无纺布的流动方向:MD方向)作为试验片的长度方向,采集5个点。使用下式,正反各1次求出试验片5点的总计10次的平均值,以达到有效数字一位的方式四舍五入,算出试样的硬挺度(μN)。应予说明,针对无纺布的正反,将任意单面设定为表面,其相反面设定为背面。本说明书中,有时将基于Gurley法的硬挺度称为“Gurley硬挺度”或“硬挺度”。
S=R×(D1W1+D2W2+D3W3)×(L-12.7)2/b×3.375×10-8
在此,S:Gurley硬挺度(μN)
R:刻度板的读数
D1、D2、D3:从振子支点至砝码安装位置的距离[25.4mm(1in.)、50.8mm(2in.)和101.6mm(4in.)]
W1、W2、W3:在D1、D2和D3的各孔中安装的砝码的质量(g)
L:试验片的长度(mm)
b:试验片的宽度(mm)。
<纤维的杨氏模量>
按照JIS L 1013(1999年)评价。根据初始拉伸阻抗度,求出表观杨氏模量,将该数值记作杨氏模量。此外,纤维长度短达几mm至几十mm,因此1分钟的拉伸速度记作纤维长度的100%。此外,评价N数设为至少10根以上,将算术平均记作本发明中的杨氏模量。
<纤维片材的模量>
按照JIS L 1913(2010年)的6.3所述的方法,从实施例・比较例中使用的第1纤维片材中,采集5cm×20cm的试样,相对于纵向(制造步骤中的无纺布的流动方向:MD方向),以夹持间隔10cm、速度10cm/min拉伸,测量1%伸长时的模量。
<压力损失>
以夹持于测定装置的上下风洞的方式安装过滤器,以空气不从过滤器单元与风洞之间泄漏的方式封闭,通过压力计(株式会社山本电机制作所制 Manostar Gage WO81)测定利用抽吸以处理风量8.0m3/min通过空气时的过滤器单元上下游的压差。
压力损失低于75Pa时评价为“++”,75Pa以上且低于85Pa时评价为“+”,85Pa以上时评价为“-”。
<捕集效率>
以夹持于测定装置的上下风洞的方式安装过滤器,以空气不从过滤器单元与风洞之间泄漏的方式封闭,利用抽吸以处理风量8.0m3/min通过空气,通过颗粒计数器测定过滤器上游和下游的粒径0.3μm的大气尘埃粉尘数,由下式算出捕集效率。
捕集效率(%)=1-(下游颗粒数/上游颗粒数)×100
<起毛>
用显微镜观察褶皱加工后的山的顶部(长度20mm),没有纤维长度2mm以上的凸起的记作“++”,2mm以上的凸起为1根以下的记作“+”,2mm以上的凸起为2根以上的记作“-”。
<实施例1>
(第1纤维片材)
通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量35g/m2的第1纤维片材。第1纤维片材以第1聚对苯二甲酸乙二醇酯(PET)纤维(纤度3.3dtex、纤维长度10mm、非卷曲、杨氏模量45cN/dtex)4质量%、第2 PET纤维(纤度6.6dtex、纤维长度10mm、非卷曲、杨氏模量55cN/dtex)16质量%、第1维尼纶纤维(纤度17dtex、纤维长度12mm、非卷曲、杨氏模量300cN/dtex)7质量%、第1玻璃纤维(纤维直径10μm、纤维长度13mm、杨氏模量200cN/dtex以上)15.5质量%、第2玻璃纤维(纤维直径13μm、纤维长度25mm、杨氏模量200cN/dtex以上)15.5质量%、纸浆10质量%、粘接剂树脂(苯乙烯丙烯酸聚合物、玻璃化转变温度Tg30℃、造膜温度45℃)32质量%的方式构成。
所得实施例1的第1纤维片材的1%伸长时模量为59N,厚度为0.28mm。
(第2纤维片材)
由添加作为三嗪系化合物的“Chimassorb”(注册商标)944(Ciba-Geigy JapanLtd.制)1质量%的聚丙烯,通过熔喷法,制作单位面积质量25g/m2的无纺布。进一步,对所得无纺布通过流体接触法进行驻极体加工,制作驻极体无纺布。将该驻极体无纺布作为第2纤维片材。
所得实施例1的第2纤维片材的厚度为0.10mm。
(层叠过滤材料)
对前述第1和第2纤维片材,散布湿气固化型聚氨酯树脂5g/m2,将片材彼此粘接,得到过滤材料。
所得实施例1的过滤材料(层叠片材)的单位面积质量为60g/m2,厚度为0.38mm,硬挺度为3500μN。
(褶皱、加强筋、加框加工)
将前述过滤材料进行褶皱・加强筋加工,安装在框体中,制作过滤器单元。参照图1、2,说明该过滤器单元。将过滤材料10以宽度(图1中的T)200mm、山部的高度(图2中的H)20mm、山部的间距达到后述间距的方式,进行褶皱・加强筋加工,切出。如图1所示,将切出的过滤材料10以褶皱的山部A和谷部B延伸方向与轴C一致、过滤材料10的第1面S1一侧的山部A的顶部P1位于直径200mm的圆筒面上的方式加工为圆筒形。将所得圆筒形的过滤材料10的两端分别通过热熔粘接剂固定在环状的框体20、20上并密封,制作图1所示的过滤器单元1。
图1所示的过滤器单元1中的过滤材料10的基于与轴C垂直的表面的截面的一部分的示意图示于图2。过滤材料10是第1纤维片材11与第2纤维片材12层叠的结构,第1纤维片材11位于外侧,第2纤维片材12位于内侧。所处理的空气从过滤材料10的外侧供给,将过滤材料10按照第1纤维片材11、第2纤维片材12的顺序通过,从内侧在轴C的方向上排出。过滤材料10的第1面S1一侧的顶部P1被配置在直径200mm的圆弧上,因此位于曲率半径100mm的圆弧上。过滤材料10的第1面S1一侧的顶部P1的间距X(弯曲内侧山间距)为1mm,过滤材料10的第2面S2一侧的顶部P2的间距Y(弯曲外侧山间距)为3mm。过滤材料10的山部A的高度H(顶部P1至顶部P2的径向的距离)如上述那样,为20mm。
(过滤器单元的评价)
使用实施例1的过滤材料10的过滤器单元1的捕集效率为99.95%、压力损失为“+”(80Pa)、起毛为“+”。捕集效率高、压力损失小、起毛小,因此实施例1的过滤材料10的综合评价为良好(+)。
以下的实施例和比较例中使用的第1 PET纤维、第2 PET纤维、第1维尼纶纤维、第1玻璃纤维、第2玻璃纤维、纸浆、粘接剂树脂分别与实施例1中的这些材料相同。实施例7、实施例8、比较例1中使用的第2维尼纶纤维(纤度7dtex、纤维长度10mm、非卷曲、杨氏模量250cN/dtex)与第1维尼纶纤维相比,纤度更低。
<实施例2>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。实施例2的第1纤维片材以第1 PET纤维4质量%、第1维尼纶纤维7质量%、第1玻璃纤维24质量%、第2玻璃纤维24质量%、纸浆10质量%、粘接剂树脂31质量%的方式构成。
所得实施例1的第1纤维片材的1%伸长时模量为54N,厚度为0.24mm。
实施例2的第1纤维片材与实施例1的第1纤维片材相比,玻璃纤维的比率高,单位面积质量小,因此厚度小。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得实施例2的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.34mm、硬挺度为1800μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用实施例2的过滤材料的过滤器单元的捕集效率为99.95%、压力损失为“++”(74Pa)、起毛为“+”。捕集效率高、压力损失显著小、起毛小,因此实施例2的过滤材料的综合评价为良好(+)。
实施例2的过滤材料与实施例1相比,厚度小,因此硬挺度降低,但提高了包含玻璃纤维和维尼纶纤维的杨氏模量为200cN/dtex以上的纤维的配合比率,因此能够维持实用的硬挺度(1000μN以上)。此外,实施例2的过滤材料与实施例1相比,通过减少厚度,能够进一步减小压力损失。
<实施例3>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。实施例3的第1纤维片材以第1 PET纤维4质量%、第1维尼纶纤维7质量%、第1玻璃纤维16质量%、第2玻璃纤维24质量%、纸浆18质量%、粘接剂树脂31质量%的方式构成。
所得实施例3的第1纤维片材的1%伸长时模量为53N,厚度为0.22mm。
实施例3的第1纤维片材与实施例2的第1纤维片材相比,减少了玻璃纤维的比率,提高纸浆的比率,由此进一步减少了厚度。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得实施例3的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.32mm、硬挺度为1670μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用实施例3的过滤材料的过滤器单元的捕集效率为99.95%、压力损失为“++”(70Pa)、起毛为“+”。捕集效率高、压力损失显著小、起毛小,因此实施例3的过滤材料的综合评价为良好(+)。
实施例3的过滤材料与实施例2相比,厚度进一步小,因此能够进一步减少压力损失。
<实施例4>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。实施例4的第1纤维片材以第1 PET纤维4质量%、第1维尼纶纤维7质量%、第1玻璃纤维24质量%、第2玻璃纤维16质量%、纸浆18质量%、粘接剂树脂31质量%的方式构成。
所得实施例4的第1纤维片材的1%伸长时模量为56N,厚度为0.22mm。
实施例4的第1纤维片材与实施例3的第1纤维片材相比,玻璃纤维的总计比率相同,但提高了纤维长度短的第1玻璃纤维的比率,提高了纤维的重合的致密度,意图抑制起毛。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得实施例4的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.32mm、硬挺度为1520μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用实施例4的过滤材料的过滤器单元的捕集效率为99.95%、压力损失为“++”(70Pa)、起毛为“++”。捕集效率高,压力损失显著小,起毛被显著抑制,因此实施例4的过滤材料的综合评价为最良好(++)。
实施例4的过滤材料是在维持实施例3的过滤材料的特征的同时,进一步抑制了起毛的过滤材料。实施例4中,与实施例3相比,提高了纤维长度短的第1玻璃纤维的比率,认为由此纤维的重合的致密提高,起毛被显著抑制。
<实施例5>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。实施例5的第1纤维片材以第1 PET纤维4质量%、第1维尼纶纤维7质量%、第1玻璃纤维40质量%、纸浆18质量%、粘接剂树脂31质量%的方式构成。
所得实施例5的第1纤维片材的1%伸长时模量为61N,厚度为0.22mm。
实施例5的第1纤维片材与实施例4的第1纤维片材相比,玻璃纤维的总计比率相同,但仅使用纤维长度短的第1玻璃纤维,不使用纤维长度长的第2玻璃纤维,由此进一步提高了纤维的重合的致密性,意图进一步抑制起毛。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得实施例5的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.32mm、硬挺度为1730μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用实施例5的过滤材料的过滤器单元的捕集效率为99.95%、压力损失为“++”(70Pa)、起毛为“++”。捕集效率高,压力损失显著小,起毛被显著抑制,因此实施例5的过滤材料的综合评价为最良好(++)。
实施例5的过滤材料是在维持实施例4的过滤材料的特征的同时,进一步抑制了起毛的过滤材料。实施例5中,与实施例4相比,进一步提高了纤维长度短的第1玻璃纤维的比率,认为由此纤维的重合的致密性进一步提高,起毛被显著抑制。
<实施例6>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。实施例6的第1纤维片材以第1 PET纤维4质量%、第1维尼纶纤维7质量%、第1玻璃纤维35质量%、纸浆23质量%、粘接剂树脂31质量%的方式构成。
所得实施例6的第1纤维片材的1%伸长时模量为55N,厚度为0.20mm。
实施例6的第1纤维片材在仅使用纤维长度短的第1玻璃纤维、不使用纤维长度长的第2玻璃纤维的方面,与实施例5相同,但与实施例5的第1纤维片材相比,减少第1玻璃纤维的比率,提高纸浆的比率,由此意图减少层叠片材的厚度。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得实施例5的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.30mm、硬挺度为1300μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用实施例6的过滤材料的过滤器单元的捕集效率为99.95%、压力损失为“++”(72Pa)、起毛为“++”。捕集效率高,压力损失显著小,起毛被显著抑制,因此实施例6的过滤材料的综合评价为最良好(++)。
实施例6的过滤材料与实施例5的过滤材料相比,提高了纸浆的比率,因此起毛被显著抑制。另一方面,实施例6的过滤材料与实施例5的过滤材料相比,减少了包含玻璃纤维和维尼纶纤维的杨氏模量为200cN/dtex以上的纤维的比率,因此硬挺度减少,在通气时容易发生过滤材料的变形,其结果是,压力损失略微上升。
<实施例7>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。实施例7的第1纤维片材以第1 PET纤维4质量%、第1维尼纶纤维7质量%、第2维尼纶纤维(纤度7dtex、纤维长度10mm、非卷曲、杨氏模量250cN/dtex)48质量%、纸浆10质量%、粘接剂树脂31质量%的方式构成。
所得实施例7的第1纤维片材的1%伸长时模量为54N,厚度为0.30mm。
实施例7的第1纤维片材与实施例2的第1纤维片材相比,不含玻璃纤维,替代地,包含第2维尼纶纤维。实施例7的第1纤维片材的杨氏模量为200cN/dtex以上的纤维的比率与实施例2的第1纤维片材相同,为55质量%。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得实施例7的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.40mm、硬挺度为1800μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用实施例7的过滤材料的过滤器单元的捕集效率为99.94%、压力损失为“+”(82Pa)、起毛为“++”。捕集效率高、压力损失小、起毛显著小,因此实施例7的过滤材料的综合评价为良好(+)。
实施例7的过滤材料不含玻璃纤维,因此起毛显著小。实施例7的过滤材料不含玻璃纤维,但配合第2维尼纶纤维,由此保持与实施例2的过滤材料相同程度的硬挺度。然而,实施例7的过滤材料与实施例2的过滤材料相比,厚度大,因此压力损失略微上升。
<实施例8>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。实施例8的第1纤维片材以第1 PET纤维4质量%、第1维尼纶纤维7质量%、第2维尼纶纤维(纤度7dtex、纤维长度10mm、非卷曲、杨氏模量250cN/dtex)40质量%、纸浆18质量%、粘接剂树脂31质量%的方式构成。
所得实施例8的第1纤维片材的1%伸长时模量为52N,厚度为0.27mm。
实施例8的第1纤维片材与实施例2的第1纤维片材相比,在不含玻璃纤维、包含第2维尼纶纤维的方面不同,是实施例7的第1纤维片材中减少了第2维尼纶纤维的量、提高了纸浆的比率的第1纤维片材。实施例8的第1纤维片材的杨氏模量为200cN/dtex以上的纤维的比率为47质量%。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得实施例8的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.37mm、硬挺度为1600μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用实施例8的过滤材料的过滤器单元的捕集效率为99.94%、压力损失为“+”(80Pa)、起毛为“++”。捕集效率高、压力损失小、起毛显著小,因此实施例8的过滤材料的综合评价为良好(+)。
实施例8的过滤材料不含玻璃纤维,因此起毛显著小。实施例8的过滤材料与实施例7的过滤材料相比,减少了第2维尼纶纤维的比率,因此硬挺度减少,但过滤材料的厚度减少,因此压力损失与实施例7的过滤材料相比提高。
<比较例1>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。比较例1的第1纤维片材以第1 PET纤维14质量%、第1维尼纶纤维7质量%、第2维尼纶纤维25质量%、纸浆23质量%、粘接剂树脂31质量%的方式构成。
所得比较例1的第1纤维片材的1%伸长时模量为48N、厚度为0.24mm。
比较例1的第1纤维片材是实施例8的第1纤维片材中减少了第2维尼纶纤维的比率、提高了纸浆的比率的第1纤维片材。比较例1的第1纤维片材的杨氏模量为200cN/dtex以上的纤维的比率为32质量%。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得比较例1的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.34mm、硬挺度为900μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用比较例1的过滤材料的过滤器单元的捕集效率为99.94%、压力损失为“-”(90Pa)、起毛为“++”。捕集效率高、起毛显著小,但压力损失大,不适合于实用,因此比较例1的过滤材料的综合评价为不良(-)。
比较例1的过滤材料的第1纤维片材中的杨氏模量为200cN/dtex以上的纤维的比率低至32质量%,因此硬挺度低于1000μN,通气时容易变形,压力损失大。
<比较例2>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。比较例2的第1纤维片材以第1 PET纤维4质量%、第1维尼纶纤维7质量%、第1玻璃纤维25质量%、纸浆33质量%、粘接剂树脂31质量%的方式构成。
所得比较例2的第1纤维片材的1%伸长时模量为49N、厚度为0.18mm。
比较例2的第1纤维片材是实施例6的第1纤维片材中减少了第1玻璃纤维的比率、提高了纸浆的比率的第1纤维片材。比较例2的第1纤维片材的杨氏模量为200cN/dtex以上的纤维的比率为32质量%。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得比较例2的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.28mm、硬挺度为900μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用比较例2的过滤材料的过滤器单元的捕集效率为99.94%、压力损失为“-”(85Pa)、起毛为“+”。捕集效率高、起毛小,但压力损失与实施例6的过滤材料相比恶化,因此比较例2的过滤材料的综合评价为不良(-)。
比较例2的过滤材料的第1纤维片材中的杨氏模量为200cN/dtex以上的纤维的比率低至32质量%,因此硬挺度低于1000μN,通气时容易变形,压力损失大。
<比较例3>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。比较例3的第1纤维片材以第1 PET纤维19质量%、第2 PET纤维40质量%、纸浆10质量%、粘接剂树脂31质量%的方式构成。
所得比较例3的第1纤维片材的1%伸长时模量为49N、厚度为0.25mm。
比较例3的第1纤维片材是实施例2的第1纤维片材中不配合杨氏模量高的维尼纶纤维和玻璃纤维、提高了杨氏模量低的PET纤维的比率的第1纤维片材。比较例3的第1纤维片材的杨氏模量为200cN/dtex以上的纤维的比率为0质量%。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得比较例3的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.35mm、硬挺度为700μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用比较例3的过滤材料的过滤器单元的捕集效率为99.93%、压力损失为“-”(95Pa)、起毛为“++”。捕集效率高、起毛显著小,但压力损失大,因此比较例3的过滤材料的综合评价为不良(-)。
比较例3的过滤材料不含第1纤维片材中的杨氏模量为200cN/dtex以上的纤维,因此硬挺度低于1000μN,通气时容易变形,压力损失大。
<比较例4>
(第1纤维片材)
与实施例1同样地,通过斜网方式的湿式抄纸方法制作纤维集聚体后,使该纤维集聚体浸渗粘接剂树脂,进行干燥热处理,制作单位面积质量30g/m2的第1纤维片材。比较例4的第1纤维片材以第1 PET纤维7质量%、第2 PET纤维20质量%、第1维尼纶纤维25质量%、第2维尼纶纤维7质量%、纸浆10质量%、粘接剂树脂31质量%的方式构成。
所得比较例4的第1纤维片材的1%伸长时模量为49N、厚度为0.35mm。
比较例4的第1纤维片材是实施例2的第1纤维片材中不配合玻璃纤维、适当配合第1和第2 PET树脂、使用纤维直径大的第1维尼纶纤维25质量%、纤维直径小的第2维尼纶纤维7质量%的第1纤维片材。此外,比较例4的第1纤维片材是实施例7的第1纤维片材中适当配合第1和第2 PET树脂、提高第1维尼纶纤维的比率、降低第2维尼纶纤维的比率的第1纤维片材。比较例4的第1纤维片材的杨氏模量为200cN/dtex以上的纤维的比率为32质量%。
(第2纤维片材)
使用与实施例1同样的第2纤维片材。
(层叠过滤材料)
通过与实施例1相同的方法,将第1纤维片材和第2纤维片材层叠,得到过滤材料。
所得比较例4的过滤材料(层叠片材)的单位面积质量为55g/m2、厚度为0.45mm、硬挺度为2000μN。
(褶皱、加强筋、加框加工)
与实施例1同样,实施前述过滤材料的褶皱、加强筋、加框加工,制作与实施例1相同的尺寸、形状的过滤器单元。
(过滤器单元的评价)
使用比较例4的过滤材料的过滤器单元的捕集效率为99.95%、压力损失为“-”(95Pa)、起毛为“++”。捕集效率高、起毛显著小,但压力损失大,因此比较例4的过滤材料的综合评价为不良(-)。
比较例4的过滤材料的厚度大,为0.45mm,因此压力损失大。

工业实用性
本发明的过滤材料能够用于家庭用空气净化器用途、楼宇、工厂、车载用等的空调设备中使用的空气过滤器。
本说明书中引用的所有出版物、专利和专利申请直接通过引用而并入本说明书中。
Claims (7)
1.过滤材料,其包含作为骨材层的第1纤维片材和作为集尘层的第2纤维片材,其特征在于,
其为褶皱形状,其中山部与谷部交替连续,山部的高度为5mm~50mm,至少一个面中的山部的间距为0.5mm~5.0mm,
过滤材料的厚度为0.10mm~0.43mm,
过滤材料的基于Gurley法的硬挺度为1000μN以上。
2.根据权利要求1所述的过滤材料,其中,在与山部的延伸方向垂直的截面上,是过滤材料的第1面侧的山部的顶部位于向过滤材料的第2面侧凸起的曲率半径为200mm以下的曲线上的形状。
3.根据权利要求1或2所述的过滤材料,其中,第1纤维片材是1%伸长时的模量为50N以上的纤维片材。
4.根据权利要求1~3中任一项所述的过滤材料,其中,第1纤维片材含有35质量%以上的杨氏模量为200cN/dtex以上的纤维。
5.根据权利要求1~4中任一项所述的过滤材料,其中,第1纤维片材含有10质量%以上的纸浆。
6.根据权利要求1~5中任一项所述的过滤材料,其还具有在与山部的棱线交叉的方向上延伸且包含热熔树脂的绳状的树脂部,
前述树脂部的厚度为0.5mm~2.5mm。
7.过滤器单元,其具有权利要求1~6中任一项所述的过滤材料和支撑前述过滤材料的框体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019048657 | 2019-03-15 | ||
| JP2019-048657 | 2019-03-15 | ||
| PCT/JP2020/010999 WO2020189537A1 (ja) | 2019-03-15 | 2020-03-13 | 濾材及びフィルターユニット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113613753A true CN113613753A (zh) | 2021-11-05 |
Family
ID=72519316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202080021209.XA Pending CN113613753A (zh) | 2019-03-15 | 2020-03-13 | 过滤材料和过滤器单元 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7415919B2 (zh) |
| KR (1) | KR20210136991A (zh) |
| CN (1) | CN113613753A (zh) |
| WO (1) | WO2020189537A1 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102560018B1 (ko) * | 2021-11-26 | 2023-07-27 | (주)수시스템 | 원통형 필터카트리지 제조용 지그 및 이에 의해 제조된 원통형 필터카트리지 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101652167A (zh) * | 2007-03-29 | 2010-02-17 | 东丽株式会社 | 滤材和过滤单元 |
| JP2015187325A (ja) * | 2014-03-14 | 2015-10-29 | 東レ株式会社 | 難燃性支持体 |
| CN107106955A (zh) * | 2014-12-26 | 2017-08-29 | 大金工业株式会社 | 空气过滤器用滤材、过滤器组件、空气过滤器单元以及空气过滤器用滤材的制造方法 |
| JP2017176920A (ja) * | 2016-03-28 | 2017-10-05 | 東レ株式会社 | フィルタ濾材 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6216284A (ja) * | 1985-07-16 | 1987-01-24 | Teijin Memorex Kk | フロツピ−デイスク |
| JP3761697B2 (ja) * | 1997-11-07 | 2006-03-29 | 東洋ゴム工業株式会社 | 陸屋根の防水施工方法 |
| JP4240865B2 (ja) | 2001-09-26 | 2009-03-18 | 三菱重工業株式会社 | 難燃性フィルタ及びその製造方法 |
| JP2009208014A (ja) | 2008-03-05 | 2009-09-17 | Toray Ind Inc | 成形濾材およびフィルターユニット |
| JP2014151299A (ja) | 2013-02-13 | 2014-08-25 | Toray Ind Inc | フィルター用濾材およびエアフィルター |
| JP2015140495A (ja) * | 2014-01-28 | 2015-08-03 | 帝人株式会社 | 湿式不織布およびエアフィルター用濾材 |
| JP6658113B2 (ja) | 2016-03-04 | 2020-03-04 | 東レ株式会社 | エアクリーナー用不織布 |
-
2020
- 2020-03-13 JP JP2020522884A patent/JP7415919B2/ja active Active
- 2020-03-13 WO PCT/JP2020/010999 patent/WO2020189537A1/ja active Application Filing
- 2020-03-13 CN CN202080021209.XA patent/CN113613753A/zh active Pending
- 2020-03-13 KR KR1020217025566A patent/KR20210136991A/ko unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101652167A (zh) * | 2007-03-29 | 2010-02-17 | 东丽株式会社 | 滤材和过滤单元 |
| JP2015187325A (ja) * | 2014-03-14 | 2015-10-29 | 東レ株式会社 | 難燃性支持体 |
| CN107106955A (zh) * | 2014-12-26 | 2017-08-29 | 大金工业株式会社 | 空气过滤器用滤材、过滤器组件、空气过滤器单元以及空气过滤器用滤材的制造方法 |
| JP2017176920A (ja) * | 2016-03-28 | 2017-10-05 | 東レ株式会社 | フィルタ濾材 |
Non-Patent Citations (1)
| Title |
|---|
| 李兴虎: "《柴油车排气后处理技术》", 31 July 2016, pages: 202 - 204 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7415919B2 (ja) | 2024-01-17 |
| KR20210136991A (ko) | 2021-11-17 |
| JPWO2020189537A1 (zh) | 2020-09-24 |
| WO2020189537A1 (ja) | 2020-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100553734C (zh) | 折叠排列网过滤器 | |
| JP4944540B2 (ja) | フィルタエレメント、その製造方法、並びに使用方法 | |
| RU2412742C2 (ru) | Однокомпонентное однослойное выдутое из расплава полотно и устройство для выдувания из расплава | |
| KR20100015854A (ko) | 여과재 및 필터 유닛 | |
| WO2011088185A2 (en) | Air filter with sorbent particles | |
| KR20110104967A (ko) | 소형 다중가스 필터 | |
| JP2015183327A (ja) | メルトブロー不織布および複合濾材 | |
| RU2404306C2 (ru) | Способ изготовления формованных фильтрующих изделий | |
| JP5080041B2 (ja) | エアフィルタ用濾材、それを用いた吹流し形フィルタ、並びにエアフィルタ用濾材の製造方法 | |
| EP3351671A1 (en) | Nonwoven fabric and air filter including same | |
| JP5080753B2 (ja) | フィルタエレメント、その製造方法及び使用方法 | |
| JP3783819B2 (ja) | 空気浄化用フィルター | |
| JP2017113670A (ja) | エアフィルター用濾材およびエアフィルター | |
| CN204799068U (zh) | 包括具有三层的褶式空气过滤介质的框架式褶式空气过滤器 | |
| US20070128434A1 (en) | Filler-affixed fiber, fiber structure, and fiber molded body, and method for producing the same | |
| JP2012125714A (ja) | エアフィルター用濾過材及びエアフィルター | |
| CN110462124A (zh) | 纺粘型无纺布材料、包括纺粘型无纺布材料的物件、过滤介质、过滤元件及其应用 | |
| JP6076077B2 (ja) | エアフィルター | |
| CN113613753A (zh) | 过滤材料和过滤器单元 | |
| JP2013154269A (ja) | フィルターろ材 | |
| JP2004082109A (ja) | エアフィルタ濾材 | |
| JP2014176798A (ja) | フィルタエレメントの使用方法、フィルタ枠及びフィルタ装置 | |
| JP2000153122A (ja) | フィルタユニット | |
| JP2002001020A (ja) | 濾 材 | |
| JP2019166513A (ja) | 集塵脱臭濾材及び集塵脱臭フィルター |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20211105 |
|
| RJ01 | Rejection of invention patent application after publication |