JP7415919B2 - 濾材及びフィルターユニット - Google Patents
濾材及びフィルターユニット Download PDFInfo
- Publication number
- JP7415919B2 JP7415919B2 JP2020522884A JP2020522884A JP7415919B2 JP 7415919 B2 JP7415919 B2 JP 7415919B2 JP 2020522884 A JP2020522884 A JP 2020522884A JP 2020522884 A JP2020522884 A JP 2020522884A JP 7415919 B2 JP7415919 B2 JP 7415919B2
- Authority
- JP
- Japan
- Prior art keywords
- filter medium
- fiber sheet
- fiber
- fibers
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835 fiber Substances 0.000 claims description 421
- 239000011347 resin Substances 0.000 claims description 91
- 229920005989 resin Polymers 0.000 claims description 91
- 238000000034 method Methods 0.000 claims description 42
- 238000005452 bending Methods 0.000 claims description 34
- 239000012943 hotmelt Substances 0.000 claims description 12
- 239000000428 dust Substances 0.000 claims description 10
- 239000003365 glass fiber Substances 0.000 description 56
- 230000000052 comparative effect Effects 0.000 description 41
- 229920002978 Vinylon Polymers 0.000 description 38
- 239000011230 binding agent Substances 0.000 description 33
- 238000011156 evaluation Methods 0.000 description 27
- 239000011324 bead Substances 0.000 description 26
- 229920000139 polyethylene terephthalate Polymers 0.000 description 22
- 239000005020 polyethylene terephthalate Substances 0.000 description 22
- 239000004745 nonwoven fabric Substances 0.000 description 21
- 238000012545 processing Methods 0.000 description 21
- 238000010438 heat treatment Methods 0.000 description 13
- 238000009432 framing Methods 0.000 description 11
- 238000002156 mixing Methods 0.000 description 9
- 239000002245 particle Substances 0.000 description 9
- 238000009423 ventilation Methods 0.000 description 9
- 238000010586 diagram Methods 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- -1 polypropylene Polymers 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 239000004831 Hot glue Substances 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000012784 inorganic fiber Substances 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000001891 gel spinning Methods 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000005871 repellent Substances 0.000 description 2
- 230000002940 repellent Effects 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 238000002166 wet spinning Methods 0.000 description 2
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- OWYWGLHRNBIFJP-UHFFFAOYSA-N Ipazine Chemical compound CCN(CC)C1=NC(Cl)=NC(NC(C)C)=N1 OWYWGLHRNBIFJP-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- 238000004378 air conditioning Methods 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 239000003429 antifungal agent Substances 0.000 description 1
- 229940121375 antifungal agent Drugs 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000003443 antiviral agent Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000003484 crystal nucleating agent Substances 0.000 description 1
- 230000001877 deodorizing effect Effects 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 239000000417 fungicide Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000013008 moisture curing Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 229920001909 styrene-acrylic polymer Polymers 0.000 description 1
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/18—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being cellulose or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/52—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/52—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material
- B01D46/521—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material using folded, pleated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A50/00—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE in human health protection, e.g. against extreme weather
- Y02A50/20—Air quality improvement or preservation, e.g. vehicle emission control or emission reduction by using catalytic converters
- Y02A50/2351—Atmospheric particulate matter [PM], e.g. carbon smoke microparticles, smog, aerosol particles, dust
Description
山部と谷部が交互に連続し、山部の高さが5mm~50mmであり、少なくとも一方の面における山部のピッチが0.5mm~5.0mmであるプリーツ形状であり、
濾材の厚みが0.10mm~0.43mmであり、
濾材のガーレ法による剛軟度が1000μN以上であることを特徴とする濾材。
(2)山部の延在する方向と垂直な断面上において、濾材の第1の面の側の山部の頂部が、濾材の第2の面の側に凸の、曲率半径が200mm以下の曲線上に位置する形状である、(1)に記載の濾材。
(3)第1の繊維シートが、1%伸長時のモジュラスが50N以上の繊維シートである、(1)又は(2)に記載の濾材。
(4)第1の繊維シートが、35質量%以上の、ヤング率200cN/dtex以上の繊維を含有する、(1)~(3)のいずれかに記載の濾材。
(5)第1の繊維シートが、10質量%以上のパルプを含有する、(1)~(4)のいずれかに記載の濾材。
(6)山部の稜線に交差する方向に延在する、ホットメルト樹脂を含む紐状の樹脂部(ビード)を更に備え、
前記樹脂部の厚みが0.5mm~2.5mmである、(1)~(5)のいずれかに記載の濾材。
(7)(1)~(6)のいずれかに記載の濾材と、前記濾材を支持する枠体とを備える、フィルターユニット。
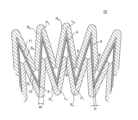
本発明の濾材は、骨材層である第1の繊維シート及び集塵層である第2の繊維シートが積層された構造を有している。また、本発明の濾材は、山部と谷部が交互に連続したプリーツ形状である。このプリーツ形状における、山部の高さは5mm~50mmであり、少なくとも一方の面における山部のピッチは0.5mm~5.0mmである。
濾材のプリーツ形状の好ましい実施形態、について図1~3に示す具体例を参照して説明する。
なお、以下の説明では、濾材上にホットメルト樹脂を、濾材の山部の稜線に交差する方向に塗布して紐状の樹脂部を形成することを「ビード加工」と称し、形成された紐状の樹脂部を「ビード」と称する場合がある。
本発明の濾材の目付は特に減されず、例えば10~100g/m2であることができ、好ましくは20~80g/m2であることができる。
本発明の濾材は骨材層である第1の繊維シート及び集塵層である第2の繊維シートが積層された構造を有し、他のシートが更に積層されていてもよい。第1の繊維シート及び第2の繊維シートは、それぞれ、好ましくは不織布シートから構成される。
図示する実施形態の濾材10は、骨材層である第1の繊維シート11及び集塵層である第2の繊維シート12が積層された積層濾材である。図示する実施形態の濾材10は、空気流の上流に該当する外周側に第1の繊維シート11が配置され、空気流の下流に該当する内周側に第2の繊維シート12が配置されている。
本発明のフィルターユニットは、本発明の濾材と、濾材を支持する枠体とを組み合わせ固定したものである。本発明のフィルターユニットにおいて、濾材の上流や下流には防かび剤や抗アレルゲン剤、ガス吸着多孔質体などの機能性粒子を添着もしくは挟み込んだシートを濾材と一緒に枠体に固定してもよい。枠体は金属枠、不織布枠、紙枠などが使用でき、いずれの形でもよい。また、枠体と濾材との接着は接着テープ、ウレタン接着剤、ホットメルト接着剤などが使用できるが、作業性および接着性の観点からホットメルト接着剤が好ましい。図1に示すフィルターユニット1では、枠体として一対の環状の枠体20,20を用いるが、この例には限定されない。
ダイヤルシックネスゲージ(TECLOCK社 SM-114 測定子形状10mmφ、目量0.01mm、測定力2.5N)を用いて厚みを測定した。測定は1検体から任意に5か所をサンプリングして行い、その平均値を用いた。
剛軟度の測定はJIS L 1913(2010年)の6.7.4ガーレ法に基づき、株式会社東洋精機製作所製ガーレ・柔軟度試験機にて実施した。ガーレ試験機での剛軟度は以下の方法により求めた。試験片は、不織布長さ方向(製造工程における不織布の流れる方向:MD方向)を試験片の長さ方向として5点採取した。下記式を用いて、表裏各1回、試験片5点の合計10回の平均値を求め、有効数字一桁となるよう四捨五入して試料の剛軟度(μN)を算出した。なお、不織布の表裏については、任意に片面を表面、その反対面を裏面と設定した。本明細書ではガーレ法による剛軟度を「ガーレ剛軟度」又は「剛軟度」と称する場合がある。
S=R×(D1W1+D2W2+D3W3)×(L-12.7)2/b
×3.375×10-8
ここでS:ガーレ剛軟度(μN)
R:目盛板の読み
D1、D2、D3:振子支点からおもり取付位置までの距離[25.4mm(1in.)、50.8mm(2in.)及び101.6mm(4in.)]
W1、W2、W3:D1、D2及びD3の各孔に取り付けた重りの質量(g)
L:試験片の長さ(mm)
b:試験片の幅(mm)。
JIS L 1013(1999年)に準じて評価した。初期引張抵抗度から見かけヤング率を求め、この数値をヤング率とした。また繊維長が数mmから数十mmと短いため、1分間の引っ張り速度は繊維長の100%とした。また評価N数は少なくとも10本以上とし、算術平均を本発明におけるヤング率とした。
JIS L 1913(2010年)の6.3に記載の方法に準じ、実施例・比較例で用いた第1の繊維シートから5cm×20cmの試料を採取し、タテ方向(製造工程における不織布の流れる方向:MD方向)に対してつかむ間隔10cm、速度10cm/minで引っ張り、1%伸長時のモジュラスを計測した。
測定装置の上下風洞に挟み込む形でフィルターをセットし、フィルターユニットと風洞の間から空気が漏れないように閉め、吸引による処理風量8.0m3/minにて空気を通過させた時のフィルターユニット上下流の差圧をマノメーター(株式会社山本電機製作所製 マノスターゲージWO81)にて測定した。
測定装置の上下風洞に挟み込む形でフィルターをセットし、フィルターユニットと風洞の間から空気が漏れないように閉め、吸引による処理風量8.0m3/minにて空気を通過させ、フィルター上流および下流の粒径0.3μmの大気塵粉塵数をパーティクルカウンターで測定し、次式より捕集効率を算出した。
捕集効率(%)=1-(下流粒子数/上流粒子数)×100
プリーツ加工した後の山の頂部(長さ20mm)を顕微鏡で観察し、繊維の長さ2mm以上の飛び出しがないものを「++」、2mm以上の飛び出しが1本以下であるものを「+」、2mm以上の飛び出しが2本以上であるものを「-」とした。
(第1の繊維シート)
傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付35g/m2の第1の繊維シートを作製した。第1の繊維シートは、第1のポリエチレンテレフタレート(PET)繊維(繊度3.3dtex、繊維長10mm、非捲縮、ヤング率45cN/dtex)4質量%、第2のPET繊維(繊度6.6dtex、繊維長10mm、非捲縮、ヤング率55cN/dtex)16質量%、第1のビニロン繊維(繊度17dtex、繊維長12mm、非捲縮、ヤング率300cN/dtex)7質量%、第1のガラス繊維(繊維径10μm、繊維長13mm、ヤング率200cN/dtex以上)15.5質量%、第2のガラス繊維(繊維径13μm、繊維長25mm、ヤング率200cN/dtex以上)15.5質量%、パルプ10質量%、バインダー樹脂(スチレンアクリル重合体、ガラス転移点温度Tg30℃、造膜温度45℃)32質量%となるように構成した。
得られた実施例1の第1の繊維シートの1%伸長時モジュラスは59N、厚みは0.28mmであった。
トリアジン系化合物である“キマソーブ”(登録商標)944(チバガイギージャパン製)を1質量%添加したポリプロピレンからメルトブロー法により目付25g/m2の不織布を作成した。さらに得られた不織布を流体接触法にてエレクトレット加工し、エレクトレット不織布を作製した。このエレクトレット不織布を第2の繊維シートとした。
得られた実施例1の第2の繊維シートの厚みは0.10mmであった。
前記第1及び第2の繊維シートに湿気硬化型ウレタン樹脂を5g/m2散布してシート同士を接着し濾材を得た。
得られた実施例1の濾材(積層シート)の目付は60g/m2、厚みは0.38mm、剛軟度は3500μNであった。
前記濾材をプリーツ・ビード加工し枠体に取り付けてフィルターユニットを作製した。このフィルターユニットを、図1、2を参照して説明する。濾材10を幅(図1でのT)200mm、山部の高さ(図2でのH)20mm、山部のピッチは後述するピッチとなるようにプリーツ・ビード加工して切り出した。図1に示すように、切り出した濾材10を、プリーツの山部A及び谷部Bが延在する方向が軸Cと一致し、濾材10の第1の面S1の側の山部Aの頂部P1が、直径200mmの円筒面上に位置するように円筒形に加工した。得られた円筒形の濾材10の両端をそれぞれ環状の枠体20、20にホットメルト接着剤により固定してシールし、図1に示すフィルターユニット1を作製した。
実施例1の濾材10を用いたフィルターユニット1は、捕集効率99.95%、圧力損失は「+」(80Pa)、毛羽立ちは「+」であった。捕集効率は高く、圧力損失は小さく、毛羽立ちは小さいことから、実施例1の濾材10の総合評価を良好(+)とした。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。実施例2の第1の繊維シートは、第1のPET繊維4質量%、第1のビニロン繊維7質量%、第1のガラス繊維24質量%、第2のガラス繊維24質量%、パルプ10質量%、バインダー樹脂31質量%となるように構成した。
得られた実施例1の第1の繊維シートの1%伸長時モジュラスは54N、厚みは0.24mmであった。
実施例2の第1の繊維シートは、実施例1の第1の繊維シートと比較して、ガラス繊維の比率が高く、目付が小さいため、厚みが小さい。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた実施例2の濾材(積層シート)の目付は55g/m2、厚みは0.34mm、剛軟度は1800μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
実施例2の濾材を用いたフィルターユニットは、捕集効率99.95%、圧力損失は「++」(74Pa)、毛羽立ちは「+」であった。捕集効率は高く、圧力損失は顕著に小さく、毛羽立ちは小さいことから、実施例2の濾材の総合評価を良好(+)とした。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。実施例3の第1の繊維シートは、第1のPET繊維4質量%、第1のビニロン繊維7質量%、第1のガラス繊維16質量%、第2のガラス繊維24質量%、パルプ18質量%、バインダー樹脂31質量%となるように構成した。
得られた実施例3の第1の繊維シートの1%伸長時モジュラスは53N、厚みは0.22mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた実施例3の濾材(積層シート)の目付は55g/m2、厚みは0.32mm、剛軟度は1670μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
実施例3の濾材を用いたフィルターユニットは、捕集効率99.95%、圧力損失は「++」(70Pa)、毛羽立ちは「+」であった。捕集効率は高く、圧力損失が顕著に小さく、毛羽立ちは小さいことから、実施例3の濾材の総合評価を良好(+)とした。
実施例3の濾材は、実施例2と比較して厚みが更に小さいため、圧力損失を更に低減することができた。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。実施例4の第1の繊維シートは、第1のPET繊維4質量%、第1のビニロン繊維7質量%、第1のガラス繊維24質量%、第2のガラス繊維16質量%、パルプ18質量%、バインダー樹脂31質量%となるように構成した。
得られた実施例4の第1の繊維シートの1%伸長時モジュラスは56N、厚みは0.22mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた実施例4の濾材(積層シート)の目付は55g/m2、厚みは0.32mm、剛軟度は1520μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
実施例4の濾材を用いたフィルターユニットは、捕集効率99.95%、圧力損失は「++」(70Pa)、毛羽立ちは「++」であった。捕集効率は高く、圧力損失が顕著に小さく、毛羽立ちは顕著に抑制されていることから、実施例4の濾材の総合評価を最良(++)とした。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。実施例5の第1の繊維シートは、第1のPET繊維4質量%、第1のビニロン繊維7質量%、第1のガラス繊維40質量%、パルプ18質量%、バインダー樹脂31質量%となるように構成した。
得られた実施例5の第1の繊維シートの1%伸長時モジュラスは61N、厚みは0.22mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた実施例5の濾材(積層シート)の目付は55g/m2、厚みは0.32mm、剛軟度は1730μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
実施例5の濾材を用いたフィルターユニットは、捕集効率99.95%、圧力損失は「++」(70Pa)、毛羽立ちは「++」であった。捕集効率は高く、圧力損失が顕著に小さく、毛羽立ちは顕著に抑制されていることから、実施例5の濾材の総合評価を最良(++)とした。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。実施例6の第1の繊維シートは、第1のPET繊維4質量%、第1のビニロン繊維7質量%、第1のガラス繊維35質量%、パルプ23質量%、バインダー樹脂31質量%となるように構成した。
得られた実施例6の第1の繊維シートの1%伸長時モジュラスは55N、厚みは0.20mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた実施例5の濾材(積層シート)の目付は55g/m2、厚みは0.30mm、剛軟度は1300μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
実施例6の濾材を用いたフィルターユニットは、捕集効率99.95%、圧力損失は「++」(72Pa)、毛羽立ちは「++」であった。捕集効率は高く、圧力損失が顕著に小さく、毛羽立ちは顕著に抑制されていることから、実施例6の濾材の総合評価を最良(++)とした。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。実施例7の第1の繊維シートは、第1のPET繊維4質量%、第1のビニロン繊維7質量%、第2のビニロン繊維(繊度7dtex、繊維長10mm、非捲縮、ヤング率250cN/dtex)48質量%、パルプ10質量%、バインダー樹脂31質量%となるように構成した。
得られた実施例7の第1の繊維シートの1%伸長時モジュラスは54N、厚みは0.30mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた実施例7の濾材(積層シート)の目付は55g/m2、厚みは0.40mm、剛軟度は1800μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
実施例7の濾材を用いたフィルターユニットは、捕集効率99.94%、圧力損失は「+」(82Pa)、毛羽立ちは「++」であった。捕集効率は高く、圧力損失が小さく、毛羽立ちは顕著に小さいことから、実施例7の濾材の総合評価を良好(+)とした。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。実施例8の第1の繊維シートは、第1のPET繊維4質量%、第1のビニロン繊維7質量%、第2のビニロン繊維(繊度7dtex、繊維長10mm、非捲縮、ヤング率250cN/dtex)40質量%、パルプ18質量%、バインダー樹脂31質量%となるように構成した。
得られた実施例8の第1の繊維シートの1%伸長時モジュラスは52N、厚みは0.27mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた実施例8の濾材(積層シート)の目付は55g/m2、厚みは0.37mm、剛軟度は1600μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
実施例8の濾材を用いたフィルターユニットは、捕集効率99.94%、圧力損失は「+」(80Pa)、毛羽立ちは「++」であった。捕集効率は高く、圧力損失が小さく、毛羽立ちは顕著に小さいことから、実施例8の濾材の総合評価を良好(+)とした。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。比較例1の第1の繊維シートは、第1のPET繊維14質量%、第1のビニロン繊維7質量%、第2のビニロン繊維25質量%、パルプ23質量%、バインダー樹脂31質量%となるように構成した。
得られた比較例1の第1の繊維シートの1%伸長時モジュラスは48N、厚みは0.24mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた比較例1の濾材(積層シート)の目付は55g/m2、厚みは0.34mm、剛軟度は900μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
比較例1の濾材を用いたフィルターユニットは、捕集効率99.94%、圧力損失は「-」(90Pa)、毛羽立ちは「++」であった。捕集効率は高く、毛羽立ちは顕著に小さいが、圧力損失が大きく実用に適さないことから、比較例1の濾材の総合評価を不良(-)とした。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。比較例2の第1の繊維シートは、第1のPET繊維4質量%、第1のビニロン繊維7質量%、第1のガラス繊維25質量%、パルプ33質量%、バインダー樹脂31質量%となるように構成した。
得られた比較例2の第1の繊維シートの1%伸長時モジュラスは49N、厚みは0.18mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた比較例2の濾材(積層シート)の目付は55g/m2、厚みは0.28mm、剛軟度は900μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。比較例3の第1の繊維シートは、第1のPET繊維19質量%、第2のPET繊維40質量%、パルプ10質量%、バインダー樹脂31質量%となるように構成した。
得られた比較例3の第1の繊維シートの1%伸長時モジュラスは49N、厚みは0.25mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた比較例3の濾材(積層シート)の目付は55g/m2、厚みは0.35mm、剛軟度は700μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
比較例3の濾材を用いたフィルターユニットは、捕集効率99.93%、圧力損失は「-」(95Pa)、毛羽立ちは「++」であった。捕集効率は高く、毛羽立ちは顕著に小さいが、圧力損失は大きいことから、比較例3の濾材の総合評価を不良(-)とした。
(第1の繊維シート)
実施例1と同様に、傾斜ワイヤー方式の湿式抄紙方法により繊維集積体を作製した後、該繊維集積体をバインダー樹脂に含浸させ、乾燥熱処理して目付30g/m2の第1の繊維シートを作製した。比較例4の第1の繊維シートは、第1のPET繊維7質量%、第2のPET繊維20質量%、第1のビニロン繊維25質量%、第2のビニロン繊維7質量%、パルプ10質量%、バインダー樹脂31質量%となるように構成した。
得られた比較例4の第1の繊維シートの1%伸長時モジュラスは49N、厚みは0.35mmであった。
実施例1と同じ第2の繊維シートを使用した。
実施例1と同様の方法で第1の繊維シートと第2の繊維シートとを積層して濾材を得た。
得られた比較例4の濾材(積層シート)の目付は55g/m2、厚みは0.45mm、剛軟度は2000μNであった。
実施例1と同様に、前記濾材のプリーツ、ビード、枠付け加工を実施し、実施例1と同様の寸法、形状のフィルターユニットを作製した。
比較例4の濾材を用いたフィルターユニットは、捕集効率99.95%、圧力損失は「-」(95Pa)、毛羽立ちは「++」であった。捕集効率は高く、毛羽立ちは顕著に小さいが、圧力損失は大きいことから、比較例4の濾材の総合評価を不良(-)とした。
比較例4の濾材は厚みが0.45mmと大きいため圧力損失が大きい。

Claims (4)
- 骨材層である第1の繊維シート及び集塵層である第2の繊維シートを含む濾材であって、
山部と谷部が交互に連続し、山部の高さが5mm~50mmであり、少なくとも一方の面における山部のピッチが0.5mm~5.0mmであるプリーツ形状であり、
山部の延在する方向と垂直な断面上において、濾材の第1の面の側の山部の頂部が、濾材の第2の面の側に凸の、曲率半径が200mm以下の曲線上に位置する形状であり、
濾材の厚みが0.10mm~0.43mmであり、
濾材のガーレ法による剛軟度が1000μN以上であり、
第1の繊維シートが、1%伸長時のモジュラスが50N以上の繊維シートであり、
第1の繊維シートが、15質量%以上18質量%以下のパルプを含有することを特徴とする濾材。 - 第1の繊維シートが、35質量%以上の、ヤング率200cN/dtex以上の繊維を含有する、請求項1に記載の濾材。
- 山部の稜線に交差する方向に延在する、ホットメルト樹脂を含む紐状の樹脂部を更に備え、
前記樹脂部の厚みが0.5mm~2.5mmである、請求項1または2に記載の濾材。 - 請求項1~3のいずれか1項に記載の濾材と、前記濾材を支持する枠体とを備える、フィルターユニット。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019048657 | 2019-03-15 | ||
| JP2019048657 | 2019-03-15 | ||
| PCT/JP2020/010999 WO2020189537A1 (ja) | 2019-03-15 | 2020-03-13 | 濾材及びフィルターユニット |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2020189537A1 JPWO2020189537A1 (ja) | 2020-09-24 |
| JPWO2020189537A5 JPWO2020189537A5 (ja) | 2022-09-05 |
| JP7415919B2 true JP7415919B2 (ja) | 2024-01-17 |
Family
ID=72519316
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020522884A Active JP7415919B2 (ja) | 2019-03-15 | 2020-03-13 | 濾材及びフィルターユニット |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7415919B2 (ja) |
| KR (1) | KR20210136991A (ja) |
| CN (1) | CN113613753A (ja) |
| WO (1) | WO2020189537A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102560018B1 (ko) * | 2021-11-26 | 2023-07-27 | (주)수시스템 | 원통형 필터카트리지 제조용 지그 및 이에 의해 제조된 원통형 필터카트리지 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003093821A (ja) | 2001-09-26 | 2003-04-02 | Mitsubishi Heavy Ind Ltd | 難燃性フィルタ及びその製造方法 |
| WO2008120572A1 (ja) | 2007-03-29 | 2008-10-09 | Toray Industries, Inc. | 濾材およびフィルターユニット |
| JP2009208014A (ja) | 2008-03-05 | 2009-09-17 | Toray Ind Inc | 成形濾材およびフィルターユニット |
| JP2015187325A (ja) | 2014-03-14 | 2015-10-29 | 東レ株式会社 | 難燃性支持体 |
| JP2017155385A (ja) | 2016-03-04 | 2017-09-07 | 東レ株式会社 | エアクリーナー用不織布 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6216284A (ja) * | 1985-07-16 | 1987-01-24 | Teijin Memorex Kk | フロツピ−デイスク |
| JP3761697B2 (ja) * | 1997-11-07 | 2006-03-29 | 東洋ゴム工業株式会社 | 陸屋根の防水施工方法 |
| JP2014151299A (ja) | 2013-02-13 | 2014-08-25 | Toray Ind Inc | フィルター用濾材およびエアフィルター |
| JP2015140495A (ja) * | 2014-01-28 | 2015-08-03 | 帝人株式会社 | 湿式不織布およびエアフィルター用濾材 |
| JP6115596B2 (ja) * | 2014-12-26 | 2017-04-19 | ダイキン工業株式会社 | エアフィルタ用濾材、フィルタパック、エアフィルタユニット、およびエアフィルタ用濾材の製造方法 |
| JP2017176920A (ja) * | 2016-03-28 | 2017-10-05 | 東レ株式会社 | フィルタ濾材 |
-
2020
- 2020-03-13 CN CN202080021209.XA patent/CN113613753A/zh active Pending
- 2020-03-13 WO PCT/JP2020/010999 patent/WO2020189537A1/ja active Application Filing
- 2020-03-13 KR KR1020217025566A patent/KR20210136991A/ko unknown
- 2020-03-13 JP JP2020522884A patent/JP7415919B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003093821A (ja) | 2001-09-26 | 2003-04-02 | Mitsubishi Heavy Ind Ltd | 難燃性フィルタ及びその製造方法 |
| WO2008120572A1 (ja) | 2007-03-29 | 2008-10-09 | Toray Industries, Inc. | 濾材およびフィルターユニット |
| JP2009208014A (ja) | 2008-03-05 | 2009-09-17 | Toray Ind Inc | 成形濾材およびフィルターユニット |
| JP2015187325A (ja) | 2014-03-14 | 2015-10-29 | 東レ株式会社 | 難燃性支持体 |
| JP2017155385A (ja) | 2016-03-04 | 2017-09-07 | 東レ株式会社 | エアクリーナー用不織布 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020189537A1 (ja) | 2020-09-24 |
| KR20210136991A (ko) | 2021-11-17 |
| CN113613753A (zh) | 2021-11-05 |
| JPWO2020189537A1 (ja) | 2020-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1961109B (zh) | 排列纤维网 | |
| JP6264438B2 (ja) | エアフィルタ濾材、フィルタパック、およびエアフィルタユニット | |
| KR101463638B1 (ko) | 여과재 및 필터 유닛 | |
| US20120272829A1 (en) | Air filter with sorbent particles | |
| US11123668B2 (en) | Filter media including a filtration layer comprising synthetic fibers | |
| JPH04180808A (ja) | 成形フィルター | |
| US20120210684A1 (en) | Vacuum Cleaner Filter Bag | |
| JP2015183327A (ja) | メルトブロー不織布および複合濾材 | |
| JPH08120552A (ja) | 複合繊維不織布 | |
| JP7415919B2 (ja) | 濾材及びフィルターユニット | |
| JP2014151299A (ja) | フィルター用濾材およびエアフィルター | |
| JP2017113670A (ja) | エアフィルター用濾材およびエアフィルター | |
| KR20010086582A (ko) | 기체 필터용 다층 부직포 | |
| CN204799068U (zh) | 包括具有三层的褶式空气过滤介质的框架式褶式空气过滤器 | |
| JP2002018216A (ja) | フィルタ | |
| JP3646861B2 (ja) | 粒子含有不織布およびその製造方法 | |
| JP6578673B2 (ja) | 難燃性支持体 | |
| JP2002001020A (ja) | 濾 材 | |
| JP2004082109A (ja) | エアフィルタ濾材 | |
| JP2000153122A (ja) | フィルタユニット | |
| JP2019166513A (ja) | 集塵脱臭濾材及び集塵脱臭フィルター | |
| JPWO2020203480A1 (ja) | エアフィルター用濾材 | |
| JP7395949B2 (ja) | 積層濾材 | |
| JP2021146251A (ja) | エアフィルター用濾材 | |
| JP2017070900A (ja) | 補強エアフィルターユニット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220826 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230725 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231218 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7415919 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |