CN113471793A - 六类网络模块组装生产线 - Google Patents
六类网络模块组装生产线 Download PDFInfo
- Publication number
- CN113471793A CN113471793A CN202110745825.6A CN202110745825A CN113471793A CN 113471793 A CN113471793 A CN 113471793A CN 202110745825 A CN202110745825 A CN 202110745825A CN 113471793 A CN113471793 A CN 113471793A
- Authority
- CN
- China
- Prior art keywords
- conveying
- cylinder
- clamping
- seat
- automatic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Automatic Assembly (AREA)
Abstract
本申请涉及一种六类网络模块组装生产线,其包括机架、第一输送通道、第二输送通道、卡线座自动传送装置、卡线端子板自动传送装置、插针座自动传送装置、金属插针板自动传送装置、线路板自动传送装置以及模块头自动传送装置;在机架上设置有卡线座上料机构、卡线端子上料机构、卡线座抬升机构、第一翻转机构、插针座夹料机构、金属插针夹料机构、线路板上料机构、第二翻转机构;在机架上转动设置有转盘,在转盘上周状布置有多个夹料工装;在机架上分别依次设置有第一装配夹料机构、第二装配夹料机构、模块头夹料机构、卸料夹料机构。本申请具有生产效率高、有效降低人工成本,且产品运行稳定的效果。
Description
技术领域
本申请涉及网络模块生产技术领域,尤其是涉及一种六类网络模块组装生产线。
背景技术
当今社会信息已成为生产力的重要因素和社会发展的战略资源,信息技术也是当今世界最先进的生产力。众所周知,信息技术的核心就是计算机,使用计算机上网都需要网络,因此用于网络连接的信息模块也是十分重要的。
目前传输系统中线路连接器所用的讯号传输六类网络模块,如图1所示,包括卡线座a、卡线端子b、线路板c、插针座d、金属插针e以及模块头f;其中,卡线端子b的一端与线路板c连接,另一端插接于卡线座a上;金属插针e安装于插针座d上,且末端与线路板c连接;模块头f与卡线座a以卡扣的方式固定连接,将卡线端子b、线路板c、插针座d、金属插针e装配于其中。
现有的六类网络模块组装多是依靠人工完成,人工组装不仅工作效率低、人力成本高,而且受到操作人员熟练程度等因素的影响,组装出来的六类网络模块一致性差,不良率较多,不利于产品优率的提高。
发明内容
本申请提供一种六类网络模块组装生产线,具有生产效率高、有效降低人工成本,且产品运行稳定的效果。
本申请提供的一种六类网络模块组装生产线采用如下的技术方案:
一种六类网络模块组装生产线,包括机架、设置于机架上的第一输送通道、第二输送通道以及分别设置于机架上的用于自动传送卡线座的卡线座自动传送装置、用于自动传送卡线端子板的卡线端子板自动传送装置、用于自动传送插针座的插针座自动传送装置、用于自动传送金属插针板的金属插针板自动传送装置、用于自动传送线路板的线路板自动传送装置以及用于自动传送模块头的模块头自动传送装置;在所述机架上设置有卡线座上料机构、用以将卡线座自动传送装置出料端处的卡线座传送于第一输送通道上;在所述机架上设置有卡线端子上料机构、用以将卡线端子板自动传送装置出料端处的卡线端子装配于第一输送通道上的卡线座内,且在所述第一输送通道上设置有卡线座抬升机构、用以将第一输送通道上的卡线座进行抬升;在所述第一输送通道上设置有第一翻转机构、用以将第一输送通道上卡线座翻转90°;在所述机架上设置有插针座夹料机构、用以将插针座自动传送装置出料端处的插针座放置于第二输送通道上进行传送;在所述机架上设置有金属插针夹料机构、用以将金属插针板自动传送装置出料端处的金属插针装配于第二输送通道上的插针座内;在所述机架上设置有线路板上料机构、用以将线路板自动传送装置出料端处的线路板装配于第二输送通道上的插针座上;在所述第二输送通道上设置有第二翻转机构、用以将第二输送通道上插针座翻转90°;在机架上转动设置有转盘,在所述转盘上周状布置有多个夹料工装;在所述机架上分别依次设置有第一装配夹料机构、用以将第一输送通道内装配后的卡线座转移至夹料工装上,设置有第二装配夹料机构、用以将第二输送通道内装配后的插针座装配至夹料工装上的卡线座上,设置有模块头夹料机构、用以将模块头自动传送装置出料端处的模块头装配至夹料工装上的卡线座上,设置有卸料夹料机构、用以将夹料工装上装配后的产品夹出。
优选的,在所述第一输送通道、第二输送通道下方均设置有多个输送机构、用以对第一输送通道、第二输送通道内装配件进行定向定距输送;所述输送机构包括安装于机架上的水平气缸、安装于水平气缸活塞杆上的垂直气缸、连接于垂直气缸上的输送杆以及多个等距安装于输送杆上的拨料板;所述垂直气缸朝第一输送通道或第二输送通道方向往复运动,所述水平气缸驱动所述拨料板朝第一输送通道或第二输送通道的长度方向往复运动。
优选的,所述卡线座上料机构包括设置于机架上的第一气缸、连接于第一气缸活塞杆上的上料座,在所述上料座上开设有上料槽,所述第一气缸驱动所述上料座处于第一输送通道与卡线座自动传送装置出料口之间往复运动、用以将卡线座自动传送装置出料端处的卡线座传送于第一输送通道上。
优选的,所述卡线端子上料机构沿第一输送通道输送方向设置有多个,且均包括有架设于机架上的用于卷绕卡线端子板的盘架、与盘架连接的输送槽、设置于输送槽上用于裁切卡线端子板的切刀组件、设置于机架上的第二气缸以及连接于第二气缸活塞杆上的卡线端子推杆;所述第二气缸驱动所述卡线端子推杆朝第一输送通道方向往复运动、用以将接线端子装配于第一输送通道上的卡线座内。
优选的,所述卡线座抬升机构包括设置于机架上的抬升气缸、安装于抬升气缸活塞杆上的第三气缸以及设置于第三气缸活塞杆上的卡料座,在所述卡料座上开设有用于卡接卡线座的卡料槽,所述抬升气缸垂直面垂直于所述第一输送通道方向往复运动,所述第三气缸水平面垂直于所述第一输送通道方向往复运动。
优选的,所述第一翻转机构包括一端铰接于第一输送通道一侧边的翻转架、一端铰接于机架上的翻转气缸、设置于机架上的第四气缸、安装于第四气缸上的第五气缸以及安装于第五气缸活塞杆上的转料拨杆;所述翻转气缸的活塞杆铰接于翻转架的另一端,在所述翻转架上开设有转料槽,所述转料槽与第一输送通道相通布置;所述第五气缸驱动方向水平面垂直于所述第一输送通道,所述第四气缸驱动方向与所述第一输送通道输送方向同向、且驱动所述第五气缸朝第一输送通道输送方向往复运动。
优选的,所述插针座夹料机构、金属插针夹料机构、第一装配夹料机构、第二装配夹料机构、模块头夹料机构、卸料夹料机构均包括设置于机架上的第六气缸、安装于第六气缸活塞杆上的夹料气缸以及安装于夹料气缸活塞杆上的机械爪;所述第六气缸位于输送面的水平面上往复运动,所述夹料气缸位于输送面的垂直面上往复运动。
优选的,所述线路板上料机构包括设置于机架上的第七气缸、安装于第七气缸活塞杆上的滑动块、安装于滑动块上的第八气缸以及连接于第八气缸活塞杆上的线路板压板;在所述第二输送通道上开设有缺口,在所述滑动块上开设有线路板滑槽,所述第七气缸驱动所述滑动块朝第二输送通道方向往复运动、使其线路板滑槽与所述线路板自动传送装置出料端或缺口对齐,所述第八气缸驱动所述线路板压板往复滑动于所述滑动块内、对线路板滑槽内的线路板进行按压或松懈。
优选的,在所述模块头夹料机构与卸料机构之间设置有按压机构、用以对模块头压紧装配至卡线座上;所述按压机构包括设置于机架上的按压气缸以及连接于按压气缸活塞杆上的按压块,所述按压气缸驱动所述按压刚朝转盘方向往复运动。
优选的,所述卡线座自动传送装置、插针座自动传送装置、线路板自动传送装置及模块头自动传送装置均为振动盘式结构自动传送上料。
综上所述,本申请包括以下至少一种有益技术效果:
1.通过将卡线座、卡线端子、插针座、金属插针、线路板以及模块头分别放置于卡线座自动传送装置、卡线端子板自动传送装置、插针座自动传送装置、金属插针板自动传送装置、线路板自动传送装置以及模块头自动传送装置内,实现六类网络模块各部件的自动输送目的;而通过第一输送通道、第二输送通道下方的多个输送机构,实现六类网络模块各部件处于第一输送通道或第二输送通道内间接性等距定向传送的目的;再通过卡线座上料机构、卡线端子上料机构、卡线座抬升机构、第一翻转机构、插针座夹料机构、金属插针夹料机构、线路板上料机构、第二翻转机构、第一装配夹料机构、第二装配夹料机构、模块头夹料机构、按压机构及卸料夹料机构,实现六类网络模块各部件的自动装配,具有生产效率高、有效降低人工成本,且产品运行稳定的效果。
2.通过卡线座上料机构中的第一气缸驱动上料座处于第一输送通道与卡线座自动传送装置出料口之间往复运动,再通过卡线座上料气缸驱动卡线座拨杆朝第一输送通道输送方向运动,实现将上料座内的卡线座传送于第一输送通道上的目的;再通过设置多组卡线端子上料机构以及卡线座抬升机构中抬升气缸的多级抬升,实现卡线端子上料机构将卡线端子不同高度装配于卡线座内,完成卡线座上卡线端子多组多排自动装配的效果,实现六类网络模块第一部分自动装配的效果;
3.通过插针座夹料机构将插针座自动传送装置出料端处的插针座放置于第二输送通道上进行传送,金属插针夹料机构将金属插针板自动传送装置出料端处的金属插针装配于第二输送通道上的插针座内,线路板上料机构将线路板自动传送装置出料端处的线路板装配于第二输送通道上的插针座上,实现六类网络模块第二部分自动装配的效果;
4.通过设置第一翻转机构,将第一输送通道上卡线座翻转90°,在第二输送通道上设置有第二翻转机构,将第二输送通道上插针座翻转90°,实现六类网络模块各部件不同面的自动装配效果;
5.通过在转盘周状布置依次设置有第一装配夹料机构、第二装配夹料机构、模块头夹料机构、按压机构以及卸料夹料机构,分别实现将第一输送通道内装配后的六类网络模块第一部分转移至夹料工装上,再将第二输送通道内装配后的六类网络模块第二部分装配至夹料工装上的第一部分进行合并装配,最后再将模块头自动传送装置出料端处的模块头装配至夹料工装上的卡线座上后,在对其进行按压装配,完成设置六类网络模块三部分安装,再通过卸料夹料机构将夹料工装上装配后的产品夹出,完成全自动装配后在卸料的目的。
附图说明
图1是六类网络模块的结构示意图;
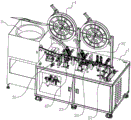
图2是六类网络模块组装生产线的结构示意图;
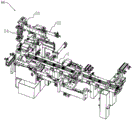
图3是六类网络模块组装生产线的俯视图;
图4是六类网络模块第一部分组装线的结构示意图;
图5是卡线座上料机构的结构示意图;
图6是输送机构的结构示意图;
图7是卡线端子板自动传送装置与卡线端子上料机构的结构示意图;
图8是卡线端子上料机构的结构示意图;
图9是卡线座抬升机构的结构示意图;
图10是第一翻转机构的结构示意图;
图11是六类网络模块第二部分组装线的结构示意图;
图12是插针座夹料机构的结构示意图;
图13是金属插针夹料机构的结构示意图;
图14是线路板上料机构的结构示意图;
图15是第二翻转机构的结构示意图;
图16是六类网络模块第二部分组装线的结构示意图;
图17是六类网络模块第二部分组装线的俯视图;
图18是模块头夹料机构的结构示意图;
图19是按压机构的结构示意图;
图20是卸料夹料机构的结构示意图。
附图标记说明:a、卡线座卡;b、线端子;c、线路板;d、插针座;e、金属插针;f、模块头;1、机架;21、第一输送通道;22、第二输送通道;23、输送机构;231、垂直气缸;232、水平气缸;233、输送杆;234、拨料板;24、第一翻转机构;25、第二翻转机构;241、翻转架;242、翻转气缸;243、第四气缸;244、第五气缸;245、转料拨杆;3、卡线座自动传送装置;31、卡线座上料机构;32、第一气缸;33、上料座;34、卡线座上料气缸;35、卡线座拨板;4、卡线端子板自动传送装置;41、卡线端子上料机构;42、盘架;43、输送槽;44、切刀组件;45、第二气缸;46、卡线端子推杆;47、卡线座抬升机构;471、抬升气缸;472、第三气缸;473、卡料座;474、卡料槽;5、插针座自动传送装置;51、插针座夹料机构;52、第六气缸;53、夹料气缸;54、机械爪;6、金属插针板自动传送装置;61、金属插针夹料机构;7、线路板自动传送装置;71、线路板上料机构;72、第七气缸;73、滑动块;731、线路板滑槽;74、第八气缸;75、线路板压板;8、转盘;81、第一装配夹料机构;82、第二装配夹料机构;83、模块头自动传送装置;84、模块头夹料机构;85、按压机构;851、按压气缸;852、按压块;86、卸料夹料机构;87、夹料工装;88、检测机构。
具体实施方式
以下结合附图对本申请作进一步详细说明。
本申请实施例公开一种六类网络模块组装生产线。
参照图2、图3,六类网络模块组装生产线包括机架1、设置于机架1上的第一输送通道21、第二输送通道22以及分别设置于机架1上的用于自动传送卡线座的卡线座自动传送装置3、用于自动传送卡线端子板的卡线端子板自动传送装置4、用于自动传送插针座的插针座自动传送装置5、用于自动传送金属插针板的金属插针板自动传送装置6、用于自动传送线路板的线路板自动传送装置7以及用于自动传送模块头的模块头自动传送装置83。
其中,卡线座自动传送装置3、插针座自动传送装置5、线路板自动传送装置7及模块头自动传送装置83均为振动盘式结构自动传送上料。
参照图4、图5,在机架1上设置有卡线座上料机构31、用以将卡线座自动传送装置3出料端处的卡线座传送于第一输送通道21上;卡线座上料机构31包括设置于机架1上的第一气缸32、连接于第一气缸32活塞杆上的上料座33,在上料座33上开设有上料槽,第一气缸32驱动上料座33处于第一输送通道21与卡线座自动传送装置3出料口之间往复运动,在机架1上设置有卡线座上料气缸34,在卡线座上料气缸34的活塞杆上连接有卡线座拨板35;通过卡线座上料气缸34驱动卡线座拨杆朝第一输送通道21输送方向运动,实现将上料座33内的卡线座传送于第一输送通道21上的目的。
参照图3、图6,在第一输送通道21、第二输送通道22下方均设置有多个输送机构23、用以对第一输送通道21、第二输送通道22内装配件进行定向定距输送;输送机构23包括安装于机架1上的水平气缸232、安装于水平气缸232活塞杆上的垂直气缸231、连接于垂直气缸231上的输送杆233以及多个等距安装于输送杆233上的拨料板234;垂直气缸231朝第一输送通道21或第二输送通道22方向往复运动,水平气缸232驱动所述拨料板234朝第一输送通道21或第二输送通道22的长度方向往复运动,通过垂直气缸231与水平气缸232的相互作用,实现拨料板234对第一输送通道21、第二输送通道22内的部件进行间接性定向等距传送。
参照图3、图7、图8,在机架1上设置有卡线端子上料机构41、用以将卡线端子板自动传送装置4出料端处的卡线端子装配于第一输送通道21上的卡线座内;卡线端子上料机构41沿第一输送通道21输送方向设置有多个,本方案优选2个,且均包括有架设于机架1上的用于卷绕卡线端子板的盘架42、与盘架42连接的输送槽43、设置于输送槽43上用于裁切卡线端子板的切刀组件44、设置于机架1上的第二气缸45以及连接于第二气缸45活塞杆上的卡线端子推杆46;第二气缸45驱动卡线端子推杆46朝第一输送通道21方向往复运动、用以将接线端子装配于第一输送通道21上的卡线座内。
参照图3、图7、图8,同时,在第一输送通道21上设置有卡线座抬升机构47、用以将第一输送通道21上的卡线座进行抬升;结合图9,卡线座抬升机构47包括设置于机架1上的抬升气缸471、安装于抬升气缸471活塞杆上的第三气缸472以及设置于第三气缸472活塞杆上的卡料座473;在卡料座473上开设有用于卡接卡线座的卡料槽474,抬升气缸471垂直面垂直于第一输送通道21方向往复运动,且设置有多段等距抬升高度,本申请中设置有三级抬升高度,第三气缸472水平面垂直于第一输送通道21方向往复运动;通过设置上述抬升机构,实现卡线端子上料机构41将卡线端子多组多排接线端子装配于卡线座内的目的。
参照图3、图10,在第一输送通道21上设置有第一翻转机构24、用以将第一输送通道21上卡线座翻转90°;第一翻转机构24包括一端铰接于第一输送通道21一侧边的翻转架241、一端铰接于机架1上的翻转气缸242、设置于机架1上的第四气缸243、安装于第四气缸243上的第五气缸244以及安装于第五气缸244活塞杆上的转料拨杆245;翻转气缸242的活塞杆铰接于翻转架241的另一端,在翻转架241上开设有转料槽,转料槽与第一输送通道21相通布置;第五气缸244驱动方向水平面垂直于第一输送通道21,第四气缸243驱动方向与第一输送通道21输送方向同向、且驱动第五气缸244朝第一输送通道21输送方向往复运动;通过翻转气缸242驱动翻转架241处于机架1上翻转,再通过第四气缸243、第五气缸244相互作用,使转料拨杆245将转料架上经翻转的接线端子拨送至第一输送通道21内进行传送。
参照图10、图11,在机架1上设置有插针座夹料机构51、用以将插针座自动传送装置5出料端处的插针座放置于第二输送通道22上进行传送;在机架1上设置有金属插针夹料机构61、用以将金属插针板自动传送装置6出料端处的金属插针装配于第二输送通道22上的插针座内。金属插针板自动传送装置6与卡线端子板自动传送装置4采用相通结构原理设计;
参照图11至图13,插针座夹料机构51、金属插针夹料机构61采用相通结构原理设置,不同之处在于夹料机构中夹持口径不同;即均包括设置于机架1上的第六气缸52、安装于第六气缸52活塞杆上的夹料气缸53以及安装于夹料气缸53活塞杆上的机械爪54;第六气缸52位于输送面的水平面上往复运动,夹料气缸53位于输送面的垂直面上往复运动,通过第六气缸52及夹料气缸53的相互作用,实现将插针座自动传送装置5、金属插针板自动传送装置6出料端处的插针座、金属插针板进行夹取装配。
参照图10、图14,在机架1上设置有线路板上料机构71、用以将线路板自动传送装置7出料端处的线路板装配于第二输送通道22上的插针座上;线路板上料机构71包括设置于机架1上的第七气缸72、安装于第七气缸72活塞杆上的滑动块73、安装于滑动块73上的第八气缸74以及连接于第八气缸74活塞杆上的线路板压板75;在第二输送通道22上开设有缺口,在滑动块73上开设有线路板滑槽731,第七气缸72驱动滑动块73朝第二输送通道22方向往复运动、使其线路板滑槽731与线路板自动传送装置7出料端或缺口对齐;第八气缸74驱动线路板压板75往复滑动于滑动块73内、对线路板滑槽731内的线路板进行按压或松懈。
参照图10、图15,在第二输送通道22上设置有第二翻转机构25、用以将第二输送通道22上插针座翻转90°;第二翻转机构25与第一翻转机构24结构采用相通原理设计,即包括一端铰接于第二输送通道22一侧边的翻转架241、一端铰接于机架1上的翻转气缸242、设置于机架1上的第四气缸243、安装于第四气缸243上的第五气缸244以及安装于第五气缸244活塞杆上的转料拨杆245;翻转气缸242的活塞杆铰接于翻转架241的另一端,在翻转架241上开设有转料槽,转料槽与第一输送通道21相通布置;第五气缸244驱动方向水平面垂直于第二输送通道22,第四气缸243驱动方向与第二输送通道22输送方向同向、且驱动第五气缸244朝第二输送通道22输送方向往复运动。
参照图16、图17,在机架1上转动设置有转盘8,在转盘8上周状布置有多个夹料工装87;在机架1上分别依次设置有第一装配夹料机构81、用以将第一输送通道21内装配后的卡线座转移至夹料工装87上,设置有第二装配夹料机构82、用以将第二输送通道22内装配后的插针座装配至夹料工装87上的卡线座上,设置有模块头夹料机构84、用以将模块头自动传送装置83出料端处的模块头装配至夹料工装87上的卡线座上,设置有卸料夹料机构86、用以将夹料工装87上装配后的产品夹出。
参照图17、图18、图20,第一装配夹料机构81、第二装配夹料机构82、模块头夹料机构84、卸料夹料机构86均与上述插针座夹料机构51、金属插针夹料机构61的结构原理相同设计,不同之处为其夹取机构中的夹取口径大小不同;即包括设置于机架1上的第六气缸52、安装于第六气缸52活塞杆上的夹料气缸53以及安装于夹料气缸53活塞杆上的机械爪54;第六气缸52位于输送面的水平面上往复运动,夹料气缸53位于输送面的垂直面上往复运动;在第一装配夹料机构81、第二装配夹料机构82、模块头夹料机构84、卸料夹料机构86之间可设置有对应的的检测机构88。
参照图16、图19,模块头夹料机构84与卸料机构之间设置有按压机构85、用以对模块头压紧装配至卡线座上;按压机构85包括设置于机架1上的按压气缸851以及连接于按压气缸851活塞杆上的按压块852,按压气缸851驱动所述按压刚朝转盘8方向往复运动。
实施原理为:首先,将卡线座、卡线端子、插针座、金属插针、线路板以及模块头分别放置于卡线座自动传送装置3、卡线端子板自动传送装置4、插针座自动传送装置5、金属插针板自动传送装置6、线路板自动传送装置7以及模块头自动传送装置83内,实现六类网络模块各部件的自动输送目的。
其次,通过卡线座上料机构31中的第一气缸32驱动上料座33处于第一输送通道21与卡线座自动传送装置3出料口之间往复运动,再通过卡线座上料气缸34驱动卡线座拨杆朝第一输送通道21输送方向运动,实现将上料座33内的卡线座传送于第一输送通道21上的目的;而通过第一输送通道21、第二输送通道22下方的多个输送机构23,实现六类网络模块各部件处于第一输送通道21或第二输送通道22内间接性等距定向传送的目的。通过卡线端子上料机构41中的第二气缸45驱动卡线端子推杆46朝第一输送通道21方向往复运动,实现将接线端子装配于第一输送通道21上的卡线座内;再通过卡线座抬升机构47中抬升气缸471的多级抬升,实现卡线端子上料机构41将卡线端子不同高度装配于卡线座内;而通过前后设置两组卡线端子上料机构41,实现卡线座上卡线端子多排装配的效果。通过第一翻转机构24中的翻转气缸242驱动翻转架241处于机架1上翻转,再通过第四气缸243、第五气缸244相互作用,使转料拨杆245将转料架上经翻转90°的接线端子拨送至第一输送通道21内进行传送,完成六类网络模块第一部分自动装配;
同时,通过插针座夹料机构51中的第六气缸52及夹料气缸53的相互作用,将插针座自动传送装置5出料端处的插针座放置于第二输送通道22上进行传送;通过金属插针夹料机构61将金属插针板自动传送装置6出料端处的金属插针装配于第二输送通道22上的插针座内;再通过线路板上料机构71中第八气缸74驱动线路板压板75滑动于滑动块73内,对线路板滑槽731内的线路板进行按压,而第七气缸72驱动滑动块73朝第二输送通道22方向运动,使其线路板滑槽731从线路板自动传送装置7出料端滑动至缺口处与其对齐,实现将线路板自动传送装置7出料端处的线路板装配于第二输送通道22上的插针座上,完成六类网络模块第二部分自动装配。再通过第二翻转机构25将第二输送通道22上插针座翻转90°,以备最后装配。
最后,通过第一装配夹料机构81将第一输送通道21内装配的六类网络模块第一部分转移至转盘8的夹料工装87上;通过第二装配夹料机构82将第二输送通道22内装配好的六类网络模块第二部分装配至夹料工装87上的第一部分进行合并,再通过模块头夹料机构84将模块头自动传送装置83出料端处的模块头装配至夹料工装87上的卡线座上,再通过按压机构85对模块头压紧装配至卡线座上,实现六类网络模块第三部分自动装配于前两部分上;再通过卸料夹料机构86实现装配后的卸料,具有生产效率高、有效降低人工成本,且产品运行稳定的效果。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
Claims (10)
1.一种六类网络模块组装生产线,其特征在于:包括机架(1)、设置于机架(1)上的第一输送通道(21)、第二输送通道(22)以及分别设置于机架(1)上的用于自动传送卡线座的卡线座自动传送装置(3)、用于自动传送卡线端子板的卡线端子板自动传送装置(4)、用于自动传送插针座的插针座自动传送装置(5)、用于自动传送金属插针板的金属插针板自动传送装置(6)、用于自动传送线路板的线路板自动传送装置(7)以及用于自动传送模块头的模块头自动传送装置(83);在所述机架(1)上设置有卡线座上料机构(31)、用以将卡线座自动传送装置(3)出料端处的卡线座传送于第一输送通道(21)上;在所述机架(1)上设置有卡线端子上料机构(41)、用以将卡线端子板自动传送装置(4)出料端处的卡线端子装配于第一输送通道(21)上的卡线座内,且在所述第一输送通道(21)上设置有卡线座抬升机构(47)、用以将第一输送通道(21)上的卡线座进行抬升;在所述第一输送通道(21)上设置有第一翻转机构(24)、用以将第一输送通道(21)上卡线座翻转90°;在所述机架(1)上设置有插针座夹料机构(51)、用以将插针座自动传送装置(5)出料端处的插针座放置于第二输送通道(22)上进行传送;在所述机架(1)上设置有金属插针夹料机构(61)、用以将金属插针板自动传送装置(6)出料端处的金属插针装配于第二输送通道(22)上的插针座内;在所述机架(1)上设置有线路板上料机构(71)、用以将线路板自动传送装置(7)出料端处的线路板装配于第二输送通道(22)上的插针座上;在所述第二输送通道(22)上设置有第二翻转机构(25)、用以将第二输送通道(22)上插针座翻转90°;在机架(1)上转动设置有转盘(8),在所述转盘(8)上周状布置有多个夹料工装(87);在所述机架(1)上分别依次设置有第一装配夹料机构(81)、用以将第一输送通道(21)内装配后的卡线座转移至夹料工装(87)上,设置有第二装配夹料机构(82)、用以将第二输送通道(22)内装配后的插针座装配至夹料工装(87)上的卡线座上,设置有模块头夹料机构(84)、用以将模块头自动传送装置(83)出料端处的模块头装配至夹料工装(87)上的卡线座上,设置有卸料夹料机构(86)、用以将夹料工装(87)上装配后的产品夹出。
2.根据权利要求1所述的六类网络模块组装生产线,其特征在于:在所述第一输送通道(21)、第二输送通道(22)下方均设置有多个输送机构(23)、用以对第一输送通道(21)、第二输送通道(22)内装配件进行定向定距输送;所述输送机构(23)包括安装于机架(1)上的水平气缸(232)、安装于水平气缸(232)活塞杆上的垂直气缸(231)、连接于垂直气缸(231)上的输送杆(233)以及多个等距安装于输送杆(233)上的拨料板(234);所述垂直气缸(231)朝第一输送通道(21)或第二输送通道(22)方向往复运动,所述水平气缸(232)驱动所述拨料板(234)朝第一输送通道(21)或第二输送通道(22)的长度方向往复运动。
3.根据权利要求1所述的六类网络模块组装生产线,其特征在于:所述卡线座上料机构(31)包括设置于机架(1)上的第一气缸(32)、连接于第一气缸(32)活塞杆上的上料座(33),在所述上料座(33)上开设有上料槽,所述第一气缸(32)驱动所述上料座(33)处于第一输送通道(21)与卡线座自动传送装置(3)出料口之间往复运动、用以将卡线座自动传送装置(3)出料端处的卡线座传送于第一输送通道(21)上。
4.根据权利要求1所述的六类网络模块组装生产线,其特征在于:所述卡线端子上料机构(41)沿第一输送通道(21)输送方向设置有多个,且均包括有架设于机架(1)上的用于卷绕卡线端子板的盘架(42)、与盘架(42)连接的输送槽(43)、设置于输送槽(43)上用于裁切卡线端子板的切刀组件(44)、设置于机架(1)上的第二气缸(45)以及连接于第二气缸(45)活塞杆上的卡线端子推杆(46);所述第二气缸(45)驱动所述卡线端子推杆(46)朝第一输送通道(21)方向往复运动、用以将接线端子装配于第一输送通道(21)上的卡线座内。
5.根据权利要求1所述的六类网络模块组装生产线,其特征在于:所述卡线座抬升机构(47)包括设置于机架(1)上的抬升气缸(471)、安装于抬升气缸(471)活塞杆上的第三气缸(472)以及设置于第三气缸(472)活塞杆上的卡料座(473),在所述卡料座(473)上开设有用于卡接卡线座的卡料槽(474),所述抬升气缸(471)垂直面垂直于所述第一输送通道(21)方向往复运动,所述第三气缸(472)水平面垂直于所述第一输送通道(21)方向往复运动。
6.根据权利要求1所述的六类网络模块组装生产线,其特征在于:所述第一翻转机构(24)包括一端铰接于第一输送通道(21)一侧边的翻转架(241)、一端铰接于机架(1)上的翻转气缸(242)、设置于机架(1)上的第四气缸(243)、安装于第四气缸(243)上的第五气缸(244)以及安装于第五气缸(244)活塞杆上的转料拨杆(245);所述翻转气缸(242)的活塞杆铰接于翻转架(241)的另一端,在所述翻转架(241)上开设有转料槽,所述转料槽与第一输送通道(21)相通布置;所述第五气缸(244)驱动方向水平面垂直于所述第一输送通道(21),所述第四气缸(243)驱动方向与所述第一输送通道(21)输送方向同向、且驱动所述第五气缸(244)朝第一输送通道(21)输送方向往复运动。
7.根据权利要求1所述的六类网络模块组装生产线,其特征在于:所述插针座夹料机构(51)、金属插针夹料机构(61)、第一装配夹料机构(81)、第二装配夹料机构(82)、模块头夹料机构(84)、卸料夹料机构(86)均包括设置于机架(1)上的第六气缸(52)、安装于第六气缸(52)活塞杆上的夹料气缸(53)以及安装于夹料气缸(53)活塞杆上的机械爪(54);所述第六气缸(52)位于输送面的水平面上往复运动,所述夹料气缸(53)位于输送面的垂直面上往复运动。
8.根据权利要求1所述的六类网络模块组装生产线,其特征在于:所述线路板上料机构(71)包括设置于机架(1)上的第七气缸(72)、安装于第七气缸(72)活塞杆上的滑动块(73)、安装于滑动块(73)上的第八气缸(74)以及连接于第八气缸(74)活塞杆上的线路板压板(75);在所述第二输送通道(22)上开设有缺口,在所述滑动块(73)上开设有线路板滑槽(731),所述第七气缸(72)驱动所述滑动块(73)朝第二输送通道(22)方向往复运动、使其线路板滑槽(731)与所述线路板自动传送装置(7)出料端或缺口对齐,所述第八气缸(74)驱动所述线路板压板(75)往复滑动于所述滑动块(73)内、对线路板滑槽(731)内的线路板进行按压或松懈。
9.根据权利要求1所述的六类网络模块组装生产线,其特征在于:在所述模块头夹料机构(84)与卸料机构之间设置有按压机构(85)、用以对模块头压紧装配至卡线座上;所述按压机构(85)包括设置于机架(1)上的按压气缸(851)以及连接于按压气缸(851)活塞杆上的按压块(852),所述按压气缸(851)驱动所述按压刚朝转盘(8)方向往复运动。
10.根据权利要求1所述的六类网络模块组装生产线,其特征在于:所述卡线座自动传送装置(3)、插针座自动传送装置(5)、线路板自动传送装置(7)及模块头自动传送装置(83)均为振动盘式结构自动传送上料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110745825.6A CN113471793B (zh) | 2021-07-01 | 2021-07-01 | 六类网络模块组装生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110745825.6A CN113471793B (zh) | 2021-07-01 | 2021-07-01 | 六类网络模块组装生产线 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113471793A true CN113471793A (zh) | 2021-10-01 |
| CN113471793B CN113471793B (zh) | 2023-03-24 |
Family
ID=77877422
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110745825.6A Active CN113471793B (zh) | 2021-07-01 | 2021-07-01 | 六类网络模块组装生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113471793B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114030837A (zh) * | 2021-11-17 | 2022-02-11 | 深圳市鼎泰威科技有限公司 | 一种全自动装配生产线传送装置 |
| CN114361907A (zh) * | 2022-01-07 | 2022-04-15 | 鼎捷自动化科技有限公司 | 一种连接器自动插针机 |
| CN114374133A (zh) * | 2022-01-07 | 2022-04-19 | 鼎捷自动化科技有限公司 | 六类水晶头自动穿压机 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106602386A (zh) * | 2017-01-25 | 2017-04-26 | 东莞磁威电子科技有限公司 | 一种网络连接器组装设备 |
| CN107959216A (zh) * | 2017-12-25 | 2018-04-24 | 广东勇前智能精密科技有限公司 | 一种rj45连接器自动组装设备 |
| CN208272335U (zh) * | 2018-05-11 | 2018-12-21 | 温州鼎捷自动化科技有限公司 | 一种网络连接头安装装置 |
-
2021
- 2021-07-01 CN CN202110745825.6A patent/CN113471793B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106602386A (zh) * | 2017-01-25 | 2017-04-26 | 东莞磁威电子科技有限公司 | 一种网络连接器组装设备 |
| CN107959216A (zh) * | 2017-12-25 | 2018-04-24 | 广东勇前智能精密科技有限公司 | 一种rj45连接器自动组装设备 |
| CN208272335U (zh) * | 2018-05-11 | 2018-12-21 | 温州鼎捷自动化科技有限公司 | 一种网络连接头安装装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114030837A (zh) * | 2021-11-17 | 2022-02-11 | 深圳市鼎泰威科技有限公司 | 一种全自动装配生产线传送装置 |
| CN114030837B (zh) * | 2021-11-17 | 2023-08-01 | 深圳市鼎泰威科技有限公司 | 一种全自动装配生产线传送装置 |
| CN114361907A (zh) * | 2022-01-07 | 2022-04-15 | 鼎捷自动化科技有限公司 | 一种连接器自动插针机 |
| CN114374133A (zh) * | 2022-01-07 | 2022-04-19 | 鼎捷自动化科技有限公司 | 六类水晶头自动穿压机 |
| CN114361907B (zh) * | 2022-01-07 | 2023-07-07 | 鼎捷自动化科技有限公司 | 一种连接器自动插针机 |
| CN114374133B (zh) * | 2022-01-07 | 2023-09-22 | 鼎捷自动化科技有限公司 | 六类水晶头自动穿压机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113471793B (zh) | 2023-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113471793B (zh) | 六类网络模块组装生产线 | |
| CN110829138B (zh) | 一种便于线缆定位的全自动化端子压接装置 | |
| CN110890684B (zh) | 矩形重载电连接器的内置接触簧片数控全自动装配机 | |
| CN102371481A (zh) | Led模组底壳自动组装机 | |
| CN109604993B (zh) | 一种端子插头上料与流转载具的装配装置 | |
| CN112533470A (zh) | 一种变压器插件机 | |
| CN109648346B (zh) | 一种数据插头夹具与自动循环装配线 | |
| CN107309625B (zh) | 一种用于dc插头生产线的高效上料机构和上料方法 | |
| CN105470779A (zh) | 接线端子加工设备及其加工方法 | |
| CN113716330A (zh) | 一种多产品夹取机构及压紧机构 | |
| CN211072547U (zh) | 一种密封圈组装机 | |
| CN212625150U (zh) | 滤波器全自动生产线 | |
| CN109638606B (zh) | 一种数据插头的全自动组装线 | |
| CN210907009U (zh) | 移栽测试机 | |
| CN109390837B (zh) | 一种端子插头上料与流转的自动装配设备 | |
| CN110993302A (zh) | 入基座分线设备 | |
| CN109759833A (zh) | 一种折叠天线旋转件上料装置 | |
| CN109759835A (zh) | 一种天线接头成型装置 | |
| CN212892593U (zh) | 一种led支架上料装置 | |
| CN211045960U (zh) | 矩形重载电连接器的内置接触簧片数控全自动装配机 | |
| CN112157417A (zh) | 一种气缸自动化生产方法和自动化生产系统 | |
| CN206898244U (zh) | 一种小型抬起步伐自动输送机构 | |
| CN216271997U (zh) | 一种吸塑盒分料机构 | |
| CN216137982U (zh) | 一种自动铆垫片装置 | |
| CN210984518U (zh) | 入基座分线设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |