CN113443456A - 一种码包设备和物料包堆垛方法 - Google Patents
一种码包设备和物料包堆垛方法 Download PDFInfo
- Publication number
- CN113443456A CN113443456A CN202110843853.1A CN202110843853A CN113443456A CN 113443456 A CN113443456 A CN 113443456A CN 202110843853 A CN202110843853 A CN 202110843853A CN 113443456 A CN113443456 A CN 113443456A
- Authority
- CN
- China
- Prior art keywords
- assembly
- receiving
- discharging
- package
- stacking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 447
- 238000000034 method Methods 0.000 title claims abstract description 27
- 230000007246 mechanism Effects 0.000 claims abstract description 522
- 238000007599 discharging Methods 0.000 claims abstract description 140
- 239000013072 incoming material Substances 0.000 claims description 43
- 230000005540 biological transmission Effects 0.000 claims description 31
- 230000007306 turnover Effects 0.000 claims description 31
- 238000012546 transfer Methods 0.000 claims description 27
- 230000003028 elevating effect Effects 0.000 claims description 10
- 238000011144 upstream manufacturing Methods 0.000 claims description 9
- 238000004806 packaging method and process Methods 0.000 description 13
- 230000008569 process Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 238000012856 packing Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 235000013339 cereals Nutrition 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000003889 chemical engineering Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003337 fertilizer Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G67/00—Loading or unloading vehicles
- B65G67/02—Loading or unloading land vehicles
- B65G67/04—Loading land vehicles
Abstract
本发明公开了一种码包设备和物料包堆垛方法,来料输送机构总成将物料包通过行走升降送料机构总成沿竖直方向输送至装车码包机构总成,装车码包机构总成的排包机构将接收到的多个物料包按预设排列方式摆放形成物料包组,然后将物料包组释放至码包机构,最后码包机构将排列好的多个物料包堆垛至目标位置,由于码包机构一次可将多个物料包堆垛至车厢内目标位置,因此,相对于现有技术,本申请能够提升对物料包的堆垛效率。且由于物料包是竖直输送的,因此,本申请相较于现有的斜面输送方式,距离更短,节省占地,本申请能够快速的将物料包输送至装车码包机构总成,最终提升了对物料包的堆垛效率。
Description
技术领域
本发明涉及物料运输领域,具体为一种码包设备和物料包堆垛方法。
背景技术
在工程建设、化工、粮食等行业,例如水泥、肥料、大米等产品领域等,通常在生产加工完成后需要采用袋装来进行包装,最后再装车运输。大多数的企业目前已经可以采用流水线生产,通过输送带和其它半自动化或自动化机械进行码垛和装车。现有的装车设备一般都有装车机头和移动平台组成,移动平台可带动连接在其下方的装车机头在装载车道内前后移动和升降运动,从而将装车机头移动到待装车车厢上方预定位置。
但是,目前的装车机头只能实现简单传递功能,并不能按照需求将物料包堆垛,最后还需人力进行堆垛,而人力堆垛会因人堆垛方式不同,会造成物料包堆垛不到位,物料包损坏问题出现,并且现有的装车机头对物料传输时是采用较长的皮带输送,需要工作空间较大,只适合对较大尺寸的车辆进行堆垛,因此,急需一种能够按照需求将物料整齐摆放的于各种尺寸车辆的码包设备。
发明内容
有鉴于此,本发明实施例提供了一种码包设备和物料包堆垛方法,以解决现有装车设备无法将物料包按需求进行整齐摆放于各种尺寸车辆问题。
为实现上述目的,本发明实施例提供如下技术方案:
本发明第一方面公开了一种码包设备,包括:来料输送机构总成、行走升降送料机构总成和装车码包机构总成;
所述来料输送机构总成的出料口设置于所述行走升降送料机构总成的进料口上游;
所述行走升降送料机构总成可移动设置于装载车道;
所述行走升降送料机构总成的出料口设置于所述装车码包机构总成的进料口上游;
所述装车码包机构总成包括:排包机构和码包机构;
所述排包机构的出料口设置于所述码包机构上游;
所述来料输送机构总成向所述行走升降送料机构总成输送物料包,所述行走升降送料机构总成将物料包沿竖直方向输送至排包机构,所述排包机构能够将接收到的多个物料包按预设排列方式摆放形成物料包组,当所述排包机构中多个物料包摆放完成后,所述排包机构将物料包组释放给码包机构,所述码包机构将物料包码投放至车厢内目标位置。
优选的,所述行走升降送料机构总成包括:第一接放料机构、第二接放料机构和第三接放料机构;
所述第一接放料机构可移动设置于所述第二接放料机构与所述来料输送机构总成之间,用于将来料输送机构总成输送的物料包转运至所述第二接放料机构;所述第三接放料机构可向下伸缩设置于所述来料输送机构总成底部,所述第二接放料机构用于将物料包转运至所述第三接放料机构,所述第三接放料机构用于将物料包转运至装车码包机构总成。
优选的,所述第一接放料机构包括:第一料斗、传动组件和驱动组件;
所述传动组件配置有用于接料的第一接料位置和用于卸料至所述第二接放料机构的第一卸料位置,所述驱动组件可驱动所述传动组件带动所述运第一料斗在第一接料位置与第一卸料位置之间切换。
优选的,所述第一接放料机构还包括:第一驱动件;
所述第一料斗的底部为第一翻板组件;
所述第一驱动件与所述第一翻板组件传动相连,并驱动所述第一翻板组件闭合或打开。
优选的,所述第二接放料机构包括:第二料斗和第二驱动件;
所述第二料斗的底部为第二翻板组件;
所述第二驱动件与所述第二翻板组件传动相连,并驱动所述第二料斗的第二翻板组件闭合或打开。
优选的,所述行走升降送料机构总成还包括:第一升降机构;
所述第一升降机构用于带动所述第三接放料机构向下伸缩;
所述第三接放料机构,包括:升降架、第三料斗和第三驱动件;
所述第三料斗设置于所述升降架;
所述第三料斗的底部设有第三翻板组件;
所述第三驱动件与所述第三翻板组件传动相连,用于驱动所述第三翻板组件闭合或打开。
优选的,所述行走升降送料机构总成还包括:第二升降机构;
所述第二接放料机构可移动设置于所述升降架,所述升降架设有用于所述第二接放料机构接料的第二接料位置和所述第二接放料机构将物料包卸料至所述第三料斗的第二卸料位置,所述第二升降机构能够带动所述第二接放料机构在所述第二接料位置与所述第二卸料位置之间切换。
优选的,所述第二料斗的底部为第二翻板组件,所述第二翻板组件与所述第三翻板组件均为双翻板结构,所述第二翻板组件打开方向与所述第三翻板组件打开向下垂直。
优选的,所述行走升降送料机构总成还包括:行走机构;
所述行走机构包括:轮组、驱动器和支架;
所述第二接放料机构可向下伸缩设置于所述支架下方,所述轮组设置于所述支架;
所述驱动器驱动所述轮组滚动。
优选的,所述行走升降送料机构总成包括:用于物料包采用沿竖直方向逐层下降方式的多个伸缩接放料机构,所述多个伸缩接放料机构可沿竖直方向伸缩。
优选的,所述来料输送机构总成,包括:来料输送机构和连包分离输送机构;
所述来料输送机构的出料口与所述连包分离输送机构的进料口相连;
所述连包分离输送机构用于调整相邻两物料包的间距。
优选的,所述连包分离输送机构包括:第一传送带和第二传送带;
所述第一传送带的进料口与所述来料输送机构的出料口相连,出料口与所述第二传送带的进料口相连;
所述第二传送带的线速大于所述第一传送带线速。
优选的,所述连包分离输送机构还包括:设置于所述来料输送机构和/或所述第一传送带的传感器;
所述传感器用于检测相邻两物料包距离。
优选的,所述排包机构包括:分料机构和接料斗;
所述分料机构能够将所述行走升降送料机构总成输送的物料包分拣至所述接料斗。
优选的,所述分拣机构包括:第一分料斗和第二分料斗;
所述第一分料斗与所述第二分料斗并排设置,所述第一分料斗和所述第二分料斗能够交替运动至行走升降送料机构总成的出料口接料,所述第一分料斗根据第一预设轨迹将物料包转运至所述接料斗,所述第二分料斗根据第二预设轨迹将物料包转运至所述接料斗。
优选的,所述码包机构包括:箱体、第一驱动机构和第一旋转机构;
所述箱体用于接收物料包,所述箱体顶部为第五翻板组件;
所述第一驱动机构与所述第五翻板组件传动相连,用于驱动第五翻板组件打开或闭合;
所述第一旋转机构设置于箱体外部,用于驱动所述箱体翻转。
优选的,所述箱体包括:内接料槽和外接料槽;
所述内接料槽和所述外接料槽能够围成接料腔体;
所述内接料槽与所述外接料槽可相对滑动设置,用于调节所述接料腔体的长度。
优选的,所述码包机构还包括:第二驱动机构、第一轨道和第二轨道;
所述内接料槽设置于第一轨道,所述外接料槽设置于第二轨道;
所述第二驱动机构用于驱动所述内接料槽和/或所述外接料槽相对滑动。
优选的,所述装车码包机构总成还包括:设置于所述排包机构的第三升降机构,所述第三升降机构用于带动所述码包机构升降。
本发明第二方面公开了一种物料包堆垛方法,应用于本发明第一方面公开的码包设备,包括:
来料输送机构总成将接收到的物料包输送至行走升降送料机构总成;
行走升降送料机构总成将所述物料包沿竖直方向向下输送至装车码包机构总成;
装车码包机构总成的运料机构接收物料包,并对多个物料包按预设排列方式摆放形成物料包组;
运料机构将物料包组释放至码包机构;
所述码包机构将物料包组投放至车厢内目标位置。
优选的,所述来料输送机构总成将接收到的物料包输送至行走升降送料机构总成,包括:
来料输送机构总成接收物料包;
来料输送机构总成采集相邻两物料包之间的间距,并判断相邻两物料包之间的间距是否等于预设间距;
若相邻两物料包之间的间距不等于所述预设间距,来料输送机构总成调整所述相邻两物料包之间的间距。
优选的,所述行走升降送料机构总成将所述物料包沿竖直方向向下输送至装车码包机构总成,至少包括:
第一接放料机构将物料包转运至第二接放料机构;
所述第二接放料机构将物料包转运至第三接放料机构;
所述第三接放料机构将物料包转运至第四接放料机构;
所述第四接放料机构将物料包转运至装车码包机构总成。
由上述内容可知,本发明公开了一种码包设备和物料包堆垛方法,通过设置来料输送机构总成、行走升降送料机构总成和装车码包机构总成,来料输送机构总成将物料包输送至行走升降送料机构总成,行走升降送料机构总成将物料包沿竖直方向输送至装车码包机构总成,装车码包机构总成的排包机构将接收到的多个物料包按预设排列方式摆放形成物料包组,当排包机构中多个物料包摆放完成后,排包机构将物料包组释放给码包机构,码包机构将物料包组投放至车厢内目标位置,即完成物料包的堆垛,由于码包机构一次可将排放好的多个物料包投放至车厢内目标位置,因此,通过排包机构将摆放好的多个物料包释放至码包机构,然后码包机构将排放好的多个物料包堆垛至车厢内目标位置,能够提升对物料包的堆垛效率。
行走升降送料机构总成是一种能够将物料包从高处沿竖直方向输送至低处的机构,通过行走升降送料机构总成将物料包从高处输送至低处,即输送至装车码包机构总成,因此,本申请相较于现有技术采用的斜面皮带输送,距离更短,故而本申请能够快速的将物料包输送至装车码包机构总成,最终提升了对物料包的堆垛效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
图1为本发明实施例提供的一种码包设备的结构示意图;
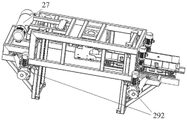
图2为本发明实施例提供的一种码包设备的侧视图;
图3为本发明实施例提供的一种码包设备的主视图;
图4为本发明实施例提供的来料输送机构总成的俯视图;
图5为本发明实施例提供的码包机构的结构示意图;
图6为本发明实施例提供的码包机构的翻板组件打开状态下的结构示意图;
图7为本发明实施例提供的第一接放料机构的结构示意图;
图8为本发明实施例提供的第二接放料机构的结构示意图;
图9为本发明实施例提供的第三接放料机构的结构示意图;
图10为本发明实施例提供的码包设备的上部的俯视图;
图11为本发明实施例提供的一种物料包堆垛方法的流程示意图;
图12为本发明实施例提供的调整连包分离间距的流程示意图;
图13为本发明实施例提供的物料包在行走升降送料机构总成内如何竖直转运至装车码包机构总成的流程示意图。
其中,来料输送机构总成1、来料输送机构11、连包分离输送机构12、第一传送带121、第二传送带122、传感器123;
行走升降送料机构总成2、第一接放料机构21、第一料斗211、第一翻板组件2111、传动组件212、驱动组件213、第一驱动件214;
第二接放料机构22、第二料斗221、第二翻板组件2211、第二驱动件222;
第三接放料机构23、升降架231、第三料斗232、第三翻板组件2321、第三驱动件233;
第一升降机构25、第二升降机构26、行走机构27、轮组271、驱动器272和支架273;
装车码包机构总成3、排包机构31、第一分料斗311和第二分料斗312;
码包机构32、箱体321、第五翻板组件2411、内接料槽3212、外接料槽3213、第一驱动机构322;
第一旋转机构323、第二驱动机构324、第一轨道325、第二轨道326、第三升降机构33。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本申请中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
本发明实施例提供一种码包设备,参见图1至图10,图1为码包设备的结构示意图,码包设备包括:来料输送机构总成1、行走升降送料机构总成2和装车码包机构总成3;
来料输送机构总成1的出料口设置于行走升降送料机构总成2的进料口上游;
行走升降送料机构总成2可移动设置于装载车道;
行走升降送料机构总成2的出料口设置于装车码包机构总成3的进料口上游;
装车码包机构总成3包括:排包机构31和码包机构32;
排包机构31的出料口设置于码包机构32机构上游;
来料输送机构总成1向行走升降送料机构总成2输送物料包,行走升降送料机构总成2将物料包沿竖直方向输送至排包机构31,排包机构31能够将接收到的多个物料包按预设排列方式摆放形成物料包组,当排包机构31中多个物料包摆放完成后,排包机构31将物料包组释放给码包机构,码包机构将物料包组放至车厢内目标位置。
需要说明的是,通过设置来料输送机构总成1、行走升降送料机构总成2和装车码包机构总成3,通过来料输送机构总成1将物料包输送至行走升降送料机构总成2,行走升降送料机构总成2将物料包沿竖直方向输送至装车码包机构总成3,装车码包机构总成3的排包机构31将接收到的多个物料包按预设排列方式摆放形成物料包组,当排包机构31中多个物料包摆放完成后,排包机构31将物料包组释放给码包机构,然后码包机构将物料包码放至车厢内目标位置,由于码包机构32一次可将排放好的多个物料包投放至车厢内目标位置,因此,通过排包机构31将多个物料包排放在码包机构32,然后码包机构32将排放好的多个物料包堆垛至目标位置,能够提升对物料包的堆垛效率。
行走升降送料机构总成2是一种能够将物料包从高处沿竖直方向输送至低处的机构,通过行走升降送料机构总成2将物料包从高处输送至低处,即输送至装车码包机构总成3,因此,本申请相较于现有技术采用的斜面皮带输送,距离更短,故而本申请能够快速的将物料包输送至装车码包机构总成3,最终提升了对物料包的堆垛效率。
进一步,行走升降送料机构总成2包括:第一接放料机构21、第二接放料机构22和第三接放料机构23;
第一接放料机构21可移动设置于第二接放料机构22与来料输送机构总成1之间,用于将来料输送机构总成1输送的物料包转运至第二接放料机构22;第三接放料机构23可向下伸缩设置于来料输送机构总成1底部,第二接放料机构22用于将物料包转运至第三接放料机构23,第三接放料机构23用于将物料包转运至装车码包机构总成3。
需要说明的是,通过设置第一接放料机构21、第二接放料机构22、第三接放料机构23和第四接放料机构24,并将第一接放料机构21可移动设置于第二接放料机构22与来料输送机构总成1之间,第一接放料机构21可将来料输送机构总成1输送的物料包转运至第二接放料机构22,并将第三接放料机构23可向下伸缩设置于来料输送机构总成1底部,通过第二接放料机构22将物料包转运至第三接放料机构23,然后通过第三接放料机构23将物料包转运至装车码包机构总成3,进而完成物料包从高处运输至低处的装车码包机构总成3。
还需要说明的是,通过第三接放料机构23的伸缩,可调节装车码包机构总成3与车厢内目标位置之间物料包的投放高度,使得投放高度需要小于预设投放高度。
具体的,第一接放料机构21包括:第一料斗211、传动组件212和驱动组件213;
传动组件212配置有用于接料的第一接料位置和用于卸料至第二接放料机构22的第一卸料位置,驱动组件213可驱动传动组件212带动运第一料斗211在第一接料位置与第一卸料位置之间切换。
需要说明的是,驱动组件213通过传动组件212与第一料斗211传动相连,并在传动组件212配置第一接料位置和第一卸料位置,使得驱动组件213能够通过驱动传动组件212可以带动第一料斗211在第一接料位置与第一卸料位置之间切换。因此,当第一料斗211在第一接料位置接料完成后,即接收到物料包后,驱动组件213通过驱动传动组件212使第一料斗211运动至第一卸料位置进行卸料,并在第一料斗211卸料完成后,驱动第一料斗211运动至第一接料位置进行接料,如此往复,第一料斗211将来料输送机构总成1的物料包转运至第二接放料机构22。
优选的,传动组件212为齿轮和齿条,但传动组件212并不仅限于齿轮和齿条。
进一步,第一接放料机构21还包括:第一驱动件214;
第一料斗211的底部为第一翻板组件2111;
第一驱动件214与第一翻板组件2111传动相连,并驱动第一翻板组件2111闭合或打开。
需要说明的是,通过将第一料斗211的底部设置为第一翻板组件2111,并通过设置第一驱动件214,使第一驱动件214与第一翻板组件2111传动相连,使得第一驱动件214能够驱动第一翻板组件2111闭合和打开,当第一料斗211需要承接物料包时,第一驱动件214带动第一翻板组件2111闭合,而当第一料斗211需要将承接的物料包卸下时,只需要第一驱动件214带动第一翻板组件2111打开即可,此时物料包会在自身重力作用下向下掉落,即掉落至第二接放料机构22。
具体的,第二接放料机构22包括:第二料斗221和第二驱动件222;
第二料斗221的底部为第二翻板组件2211;
第二驱动件222与第二翻板组件2211传动相连,并驱动第二料斗221的第二翻板组件2211闭合或打开。
需要说明的是,通过第二驱动件222与第二翻板组件2211传动相连,第二驱动件222可以驱动第二翻板组件2211闭合和打开,当第二料斗221需要承接物料包时,第二驱动件222带动第二翻板组件2211闭合,而当第二料斗221需要将承接的物料包卸下时,只需要第二驱动件222带动第二翻板组件2211打开即可,此时物料包会在自身重力作用下向下掉落,即掉落至第三接放料机构23。
进一步,行走升降送料机构总成2还包括:第一升降机构25;
第一升降机构25用于带动第三接放料机构23向下伸缩;
第三接放料机构23,包括:升降架231、第三料斗232和第三驱动件233;
第三料斗232设置于升降架231;
第三料斗232的底部设有第三翻板组件2321;
第三驱动件233与第三翻板组件2321传动相连,用于驱动第三翻板组件2321闭合或打开。
需要说明的是,通过设置第一升降机构25,使得第一升降机构25能够带着第三接放料机构23向下伸出或者向下缩回,进而控制设置于第三接放料机构23下方的装车码包机构总成3与需要堆垛的目标位置距离,避免装车码包机构总成3与需要堆垛的目标位置距离过大,导致装车码包机构总成3无法准确堆垛。
而通过将第三料斗232设置于升降架231,第三驱动件233与第三翻板组件2321传动相连,第三驱动件233可以驱动第三翻板组件2321闭合和打开,当第三料斗232需要承接物料包时,第三驱动件233带动第三翻板组件2321闭合,而当第三料斗232需要将承接的物料包卸下时,只需要第三驱动件233带动第三翻板组件2321打开即可,此时物料包会在自身重力作用下向下掉落,即掉落至装车码包机构总成3。
进一步,行走升降送料机构总成2还包括:第二升降机构26;
第二接放料机构22可移动设置于升降架231,升降架231设有用于第二接放料机构22接料的第二接料位置和第二接放料机构22将物料包卸料至第三料斗232的第二卸料位置,第二升降机构26能够带动第二接放料机构22在第二接料位置与第二卸料位置之间切换。
需要说明的是,通过设置第二升降机构26,并在升降架231设置第二接放料机构22接料的第二接料位置和第二接放料机构22将物料包卸料至第三料斗232的第二卸料位置,使得第二升降机构26能够带动第二接放料机构22在第二接料位置与第二卸料位置之间切换,进而控制第二接放料机构22与第一接放料机构21之间的物料包转运高度,以及控制第二接放料机构22与第三接放料机构23之间的物料包转运高度,避免物料包转运高度过高导致物料包转运时损坏。
具体的,第二料斗的底部为第二翻板组件,第二翻板组件2321与第三翻板组件2411均为双翻板结构,第二翻板组件2321打开方向与第三翻板组件2411打开向下垂直。
需要说明的是,由于第二翻板组件2321与第三翻板组件2411均为双翻板结构,而双翻板结构是由两块支撑板铰接于料斗底部,将第二翻板组件2321打开方向与第三翻板组件2411打开方向垂直,可以使物料包从第二接放料机构23转运至装车码包机构总成3过程中进行前后左右四侧整形,使物料包成为同一规格的物料包,最终装车码包机构总成3将被整形成同一规格的物料包进行堆垛,由于物料包为同一规格,因此,装车码包机构总成3能够将物料包进行紧密堆垛,进而使得单位空间内堆垛的物料包数量最大化。
进一步,行走升降送料机构总成2还包括:行走机构27;
行走机构27包括:轮组271、驱动器272和支架273;
第二接放料机构22可向下伸缩设置于支架273下方,轮组271设置于支架273;
驱动器272驱动轮组271滚动。
需要说明的是,通过设置轮组271、驱动器272和支架273,并将第二接放料机构22可向下伸缩设置于支架273下方,轮组271设置于支架273,驱动器272通过驱动轮组271滚动,进而使行走升降送料机构总成2能够在装载车道内移动。
还需要说明的是,行走机构27可以由轮组271、驱动器272、支架273和导轨,也可以由其他具有能够带动行走升降送料机构总成2移动的零部件组成,因此,行走机构27并不仅限于轮组271、驱动器272和支架273。
进一步,行走升降送料机构总成2包括:用于物料包采用沿竖直方向逐层下降方式的多个伸缩接放料机构,多个伸缩接放料机构可沿竖直方向伸缩。
需要说明的是,通过设置多个伸缩接放料机构,并设置多个伸缩接放料机构沿竖直方向伸缩,在物料包输送至第一级伸缩接放料机构后,第一级伸缩接放料机构会将物料包转运至第二级伸缩接放料机构,然后第二级伸缩接放料机构又将物料包转运至第三级伸缩接放料机构,直至最后一级伸缩接放料机构将物料包转运至装车码包机构总成3。
具体的,来料输送机构总成1,包括:来料输送机构11和连包分离输送机构12;
来料输送机构11的出料口与连包分离输送机构12的进料口相连;
连包分离输送机构12用于调整相邻两物料包的间距。
需要说明的是,将来料输送机构11的出料口与连包分离输送机构12的进料口相连,来料输送机构11可将物料包通过出料口输送至连包分离输送机构12,并通过连包分离输送机构12调整相邻两物料包的间距,进而达到对连包的物料包分离作用。
进一步,连包分离输送机构12包括:第一传送带121和第二传送带122;
第一传送带121的进料口与来料输送机构11的出料口相连,出料口与第二传送带122的进料口相连;
第二传送带122的线速大于第一传送带121线速。
需要说明的是,通过设置第一传送带121的进料口与来料输送机构11的出料口相连,以及设置第一传送带121的出料口与第二传送带122的进料口相连,并设置第二传送带122的线速大于第一传送带121线速,使得连包的第一个物料包接触到第二传送带122时,第一个物料包在第二传送带122的带动下拉开与第二个物料包的距离,进而达到将相连的两个物料包进行分离的目的。
进一步,连包分离输送机构12还包括:设置于来料输送机构11和/或第一传送带121的传感器123;
传感器123用于检测相邻两物料包距离。
需要说明的是,通过在来料输送机构11设置用于检测相邻两物料包间距的传感器123,可在检测到相邻两物料包间距小于预设间距时,通过调节第一传送带121与第二传送带122的线速度,即降低第一传送带121的线速和/或增加第二传送带122的线速,使相连的第一个物料包接触到第二传送带122时,第一个物料包在第二传送带122的带动下拉开与第二物料包的距离,进而达到将相连的两个物料包分离的目的。
进一步,所述排包机构31包括:分料机构和接料斗;
所述分料机构能够将所述行走升降送料机构总成输送的物料包分拣至所述接料斗。
需要说明的是,通过分拣机构将行走升降送料机构总成输送的物料包分拣后,可使多个物料包整齐摆放于接料斗内。
具体的,分料机构包括:第一分料斗311和第二分料斗312;
第一分料斗311与第二分料斗312并排设置,第一分料斗311和第二分料斗312能够交替运动至行走升降送料机构总成2的出料口接料,第一分料斗311根据第一预设轨迹将物料包转运至接料斗,第二分料斗312根据第二预设轨迹将物料包转运至接料斗。
需要说明的是,将第一分料斗311与第二分料斗312并排设置,并使第一分料斗311和第二分料斗312能够交替运动至行走升降送料机构总成2的出料口接料,最后第一分料斗311根据第一预设轨迹将物料包转运至接料斗,以及第二分料斗312根据第二预设轨迹将物料包转运至接料斗,最后通过接料斗将多个物料包摆放形成的物料包组释放至码包机构32。
值得注意的是,第一分料斗311与第二分料斗312可同时将物料包转运至接料斗,也可以按先后顺序将物料包转运至接料斗,本领域技术人员可根据需求进行设定,在本申请中,优选第一分料斗311与第二分料斗312同时将物料包转运至接料斗。
进一步,码包机构32包括:箱体321、第一驱动机构322和第一旋转机构323;
箱体321用于接收物料包,箱体321顶部为第五翻板组件2411;
第一驱动机构322与第五翻板组件2411传动相连,用于驱动第五翻板组件2411打开或闭合;
第一旋转机构323设置于箱体321外部,用于驱动箱体321翻转。
需要说明的是,通过设置接收物料包的箱体321,并将箱体321顶部设置为第五翻板组件2411,通过第一驱动机构322与第五翻板组件2411传动相连,使得第一驱动机构322能够驱动第五翻板组件2411打开或闭合,而通过在箱体321外部设置第一旋转机构323,使得第一旋转机构323能够驱动箱体321翻转,在箱体321接料过程中,通过第一驱动机构322驱动第五翻板组件2411打开,在箱体321接料完毕后,第一驱动机构322驱动第五翻板组件2411关闭,第一旋转机构323驱动箱体321旋转,并使箱体321底部朝上,顶部朝下,此时通过第一驱动机构322驱动第五翻板组件2411打开,物料包在自身重力作用下向下落,物料包掉落至堆垛点后,即完成对物料包堆垛。
具体的,箱体321包括:内接料槽3212和外接料槽3213;
内接料槽3212和外接料槽3213能够围成接料腔体;
内接料槽3212与外接料槽3213可相对滑动设置,用于调节接料腔体的长度。
需要说明的是,通过设置内接料槽3212和外接料槽3213,并将内接料槽3212与外接料槽3213设置为可相对滑动,通过内接料槽3212与外接料槽3213相对滑动调整接料腔体的长度,使其长度与车辆的宽度一致,通过排包机构31将多个物料包排列于箱体321内,然后通过第一旋转机构323驱动箱体321翻转,使排列好的多个物料包堆垛至车辆,进而完成一列物料包堆垛,相较于一次只对一个物料包进行堆垛的方式,本申请能有效提高物料包堆垛效率。
进一步,码包机构32还包括:第二驱动机构324、第一轨道325和第二轨道326;
内接料槽3212设置于第一轨道325,外接料槽3213设置于第二轨道326;
第二驱动机构324用于驱动内接料槽3212和/或外接料槽3213相对滑动。
需要说明的是,通过设置第二驱动机构324、第一轨道325和第二轨道326,并将内接料槽3212设置于第一轨道325,外接料槽3213设置于第二轨道326;并使第二驱动机构324驱动内接料槽3212和/或外接料槽3213相对滑动,进而改变接料腔体的长度。
具体的,第二驱动机构324包括:电机3241、齿轮3242和齿条3243;
电机3241能够通过齿轮3242与齿条3243配合带动内接料槽3212和/或外接料槽3213相对滑动。
需要说明的是,第二驱动机构324可以设置为电机3241、齿轮3242和齿条3243,也设置为其他能够驱动内接料槽3212与外接料槽3213可相对滑动动力装置,因此,第二驱动机构324并不仅限于电机3241、齿轮3242和齿条3243的组合方式。
进一步,装车码包机构总成3还包括:设置于排包机构31的第三升降机构33,第三升降机构33用于带动码包机构32升降。
需要说明的是,由于码包机构32对物料包堆垛时是一层一层向上堆垛,因此,堆垛完一层后,需要码包机构32向上移动,以腾出堆垛物料包的空间,而通过设置第三升降机构33,并使得第三升降机构33带动码包机构32升降,可以在堆垛完成后,通过第三升降机构33向上升起一定距离,即腾出堆垛物料包的空间,以保证码包机构32能够正常将物料进行堆垛。
与上述实施例提供的码包设备相对应,本申请实施例还公开了一种物料包堆垛方法,物料包堆垛方法应用于码包设备,参考图11,物料包堆垛方法至少包括以下步骤:
S1、来料输送机构总成将接收到的物料包输送至行走升降送料机构总成;
S2、行走升降送料机构总成将物料包沿竖直方向向下输送至装车码包机构总成;
S3、装车码包机构总成的运料机构接收物料包,并对多个物料包按预设排列方式摆放形成物料包组;
S4、运料机构将物料包组释放至码包机构;
S4、所述码包机构将物料包组投放至车厢内目标位置。
进一步,参考图12,在执行步骤S1过程中,步骤S1具体执行过程包括以下步骤:
S11、来料输送机构总成接收物料包;
S12、来料输送机构总成采集相邻两物料包之间的间距,并判断相邻两物料包之间的间距是否等于预设间距;
S13、若相邻两物料包之间的间距不等于预设间距,来料输送机构总成调整相邻两物料包之间的间距。
进一步,参考图13,在执行步骤S2过程中,S2的具体执行过程至少包括以下步骤:
S21、第一接放料机构将物料包转运至第二接放料机构;
S22、第二接放料机构将物料包转运至第三接放料机构;
S23、第三接放料机构将物料包转运至第四接放料机构;
S24、第四接放料机构将物料包转运至装车码包机构总成。
需要说明的是,本申请通过来料输送机构总成将接收到的物料包输送至行走升降送料机构总成;行走升降送料机构总成将物料包沿竖直方向向下输送至装车码包机构总成;装车码包机构总成的运料机构接收物料包,并将多个物料包排放于码包机构;所述码包机构将排列好的多个物料包堆垛至目标位置。通过来料输送机构总成将物料包输送至行走升降送料机构总成,行走升降送料机构总成将物料包沿竖直方向输送至装车码包机构总成,装车码包机构总成的排包机构将多个物料包排放在装车码包机构总成的码包机构,最后码包机构将排列好的多个物料包堆垛至目标位置,由于码包机构一次可将排放好的多个物料包投放至车厢内目标位置,因此,通过排包机构将多个物料包排放在码包机构,然后码包机构将排放好的多个物料包堆垛至目标位置,能够提升对物料包的堆垛效率。通过行走升降送料机构总成将物料包从高处输送至低处,即输送至装车码包机构总成,因此,本申请相较于现有技术采用的斜面皮带输送,距离更短,故而本申请能够快速的将物料包输送至装车码包机构总成,最终提升了对物料包的堆垛效率。
本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于系统或系统实施例而言,由于其基本相似于方法实施例,所以描述得比较简单,相关之处参见方法实施例的部分说明即可。以上所描述的系统及系统实施例仅仅是示意性的,其中作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。本领域普通技术人员在不付出创造性劳动的情况下,即可以理解并实施。
专业人员还可以进一步意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,能够以电子硬件、计算机软件或者二者的结合来实现,为了清楚地说明硬件和软件的可互换性,在上述说明中已经按照功能一般性地描述了各示例的组成及步骤。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本发明的范围。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
Claims (22)
1.一种码包设备,其特征在于,包括:来料输送机构总成、行走升降送料机构总成和装车码包机构总成;
所述来料输送机构总成的出料口设置于所述行走升降送料机构总成的进料口上游;
所述行走升降送料机构总成可移动设置于装载车道;
所述行走升降送料机构总成的出料口设置于所述装车码包机构总成的进料口上游;
所述装车码包机构总成包括:排包机构和码包机构;
所述排包机构的出料口设置于所述码包机构上游;
所述来料输送机构总成向所述行走升降送料机构总成输送物料包,所述行走升降送料机构总成将物料包沿竖直方向输送至排包机构,所述排包机构能够将接收到的多个物料包按预设排列方式摆放形成物料包组,当所述排包机构中多个物料包摆放完成后,所述排包机构将物料包组释放给码包机构,所述码包机构将物料包码投放至车厢内目标位置。
2.根据权利要求1所述的码包设备,其特征在于,所述行走升降送料机构总成包括:第一接放料机构、第二接放料机构和第三接放料机构;
所述第一接放料机构可移动设置于所述第二接放料机构与所述来料输送机构总成之间,用于将来料输送机构总成输送的物料包转运至所述第二接放料机构;所述第三接放料机构可向下伸缩设置于所述来料输送机构总成底部,所述第二接放料机构用于将物料包转运至所述第三接放料机构,所述第三接放料机构用于将物料包转运至装车码包机构总成。
3.根据权利要求2所述的码包设备,其特征在于,所述第一接放料机构包括:第一料斗、传动组件和驱动组件;
所述传动组件配置有用于接料的第一接料位置和用于卸料至所述第二接放料机构的第一卸料位置,所述驱动组件可驱动所述传动组件带动所述运第一料斗在第一接料位置与第一卸料位置之间切换。
4.根据权利要求3所述的码包设备,其特征在于,所述第一接放料机构还包括:第一驱动件;
所述第一料斗的底部为第一翻板组件;
所述第一驱动件与所述第一翻板组件传动相连,并驱动所述第一翻板组件闭合或打开。
5.根据权利要求2所述的码包设备,其特征在于,所述第二接放料机构包括:第二料斗和第二驱动件;
所述第二料斗的底部为第二翻板组件;
所述第二驱动件与所述第二翻板组件传动相连,并驱动所述第二料斗的第二翻板组件闭合或打开。
6.根据权利要求2所述的码包设备,其特征在于,所述行走升降送料机构总成还包括:第一升降机构;
所述第一升降机构用于带动所述第三接放料机构向下伸缩;
所述第三接放料机构,包括:升降架、第三料斗和第三驱动件;
所述第三料斗设置于所述升降架;
所述第三料斗的底部设有第三翻板组件;
所述第三驱动件与所述第三翻板组件传动相连,用于驱动所述第三翻板组件闭合或打开。
7.根据权利要求6所述的码包设备,其特征在于,所述行走升降送料机构总成还包括:第二升降机构;
所述第二接放料机构可移动设置于所述升降架,所述升降架设有用于所述第二接放料机构接料的第二接料位置和所述第二接放料机构将物料包卸料至所述第三料斗的第二卸料位置,所述第二升降机构能够带动所述第二接放料机构在所述第二接料位置与所述第二卸料位置之间切换。
8.根据权利要求6所述的码包设备,其特征在于,所述第二料斗的底部为第二翻板组件,所述第二翻板组件与所述第三翻板组件均为双翻板结构,所述第二翻板组件打开方向与所述第三翻板组件打开向下垂直。
9.根据权利要求2所述的码包设备,其特征在于,所述行走升降送料机构总成还包括:行走机构;
所述行走机构包括:轮组、驱动器和支架;
所述第二接放料机构可向下伸缩设置于所述支架下方,所述轮组设置于所述支架;
所述驱动器驱动所述轮组滚动。
10.根据权利要求1所述的码包设备,其特征在于,所述行走升降送料机构总成包括:用于物料包采用沿竖直方向逐层下降方式的多个伸缩接放料机构,所述多个伸缩接放料机构可沿竖直方向伸缩。
11.根据权利要求1所述的码包设备,其特征在于,所述来料输送机构总成,包括:来料输送机构和连包分离输送机构;
所述来料输送机构的出料口与所述连包分离输送机构的进料口相连;
所述连包分离输送机构用于调整相邻两物料包的间距。
12.根据权利要求11所述的码包设备,其特征在于,所述连包分离输送机构包括:第一传送带和第二传送带;
所述第一传送带的进料口与所述来料输送机构的出料口相连,出料口与所述第二传送带的进料口相连;
所述第二传送带的线速大于所述第一传送带线速。
13.根据权利要求12所述的码包设备,其特征在于,所述连包分离输送机构还包括:设置于所述来料输送机构和/或所述第一传送带的传感器;
所述传感器用于检测相邻两物料包距离。
14.根据权利要求1所述的码包设备,其特征在于,所述排包机构包括:分料机构和接料斗;
所述分料机构能够将所述行走升降送料机构总成输送的物料包分拣至所述接料斗。
15.根据权利要求14所述的码包设备,其特征在于,所述分拣机构包括:第一分料斗和第二分料斗;
所述第一分料斗与所述第二分料斗并排设置,所述第一分料斗和所述第二分料斗能够交替运动至行走升降送料机构总成的出料口接料,所述第一分料斗根据第一预设轨迹将物料包转运至所述接料斗,所述第二分料斗根据第二预设轨迹将物料包转运至所述接料斗。
16.根据权利要求1所述的码包设备,其特征在于,所述码包机构包括:箱体、第一驱动机构和第一旋转机构;
所述箱体用于接收物料包,所述箱体顶部为第五翻板组件;
所述第一驱动机构与所述第五翻板组件传动相连,用于驱动第五翻板组件打开或闭合;
所述第一旋转机构设置于箱体外部,用于驱动所述箱体翻转。
17.根据权利要求16所述的码包设备,其特征在于,所述箱体包括:内接料槽和外接料槽;
所述内接料槽和所述外接料槽能够围成接料腔体;
所述内接料槽与所述外接料槽可相对滑动设置,用于调节所述接料腔体的长度。
18.根据权利要求17所述的码包设备,其特征在于,所述码包机构还包括:第二驱动机构、第一轨道和第二轨道;
所述内接料槽设置于第一轨道,所述外接料槽设置于第二轨道;
所述第二驱动机构用于驱动所述内接料槽和/或所述外接料槽相对滑动。
19.根据权利要求1所述的码包设备,其特征在于,所述装车码包机构总成还包括:设置于所述排包机构的第三升降机构,所述第三升降机构用于带动所述码包机构升降。
20.一种物料包堆垛方法,应用于上述权利要求1至18中任一所述码包设备,其特征在于,包括:
来料输送机构总成将接收到的物料包输送至行走升降送料机构总成;
行走升降送料机构总成将所述物料包沿竖直方向向下输送至装车码包机构总成;
装车码包机构总成的运料机构接收物料包,并对多个物料包按预设排列方式摆放形成物料包组;
运料机构将物料包组释放至码包机构;
所述码包机构将物料包组投放至车厢内目标位置。
21.根据权利要求20所述的物料包堆垛方法,其特征在于,所述来料输送机构总成将接收到的物料包输送至行走升降送料机构总成,包括:
来料输送机构总成接收物料包;
来料输送机构总成采集相邻两物料包之间的间距,并判断相邻两物料包之间的间距是否等于预设间距;
若相邻两物料包之间的间距不等于所述预设间距,来料输送机构总成调整所述相邻两物料包之间的间距。
22.根据权利要求20所述的物料包堆垛方法,其特征在于,所述行走升降送料机构总成将所述物料包沿竖直方向向下输送至装车码包机构总成,至少包括:
第一接放料机构将物料包转运至第二接放料机构;
所述第二接放料机构将物料包转运至第三接放料机构;
所述第三接放料机构将物料包转运至第四接放料机构;
所述第四接放料机构将物料包转运至装车码包机构总成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110843853.1A CN113443456A (zh) | 2021-07-26 | 2021-07-26 | 一种码包设备和物料包堆垛方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110843853.1A CN113443456A (zh) | 2021-07-26 | 2021-07-26 | 一种码包设备和物料包堆垛方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113443456A true CN113443456A (zh) | 2021-09-28 |
Family
ID=77817196
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110843853.1A Pending CN113443456A (zh) | 2021-07-26 | 2021-07-26 | 一种码包设备和物料包堆垛方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113443456A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114590611A (zh) * | 2022-05-07 | 2022-06-07 | 绵阳蓝奥重型机械制造有限公司 | 一种升降码包自动装车机 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3033682A1 (de) * | 1980-09-08 | 1982-04-22 | Feige GmbH, 2000 Hamburg | Vorrichtung zum be- und/oder entladen aus uebereinandergestapelter wandordnung in lineare transportanordnung |
| US20140341695A1 (en) * | 2013-05-17 | 2014-11-20 | Intelligrated Headquarters Llc | Robotic carton unloader |
| CN104192584A (zh) * | 2014-08-26 | 2014-12-10 | 武汉蓝海燕智能装车设备有限公司 | 全自动袋装水泥装车机 |
| CN105197623A (zh) * | 2015-08-27 | 2015-12-30 | 河南科技大学 | 一种料袋装车的接包码垛装置及旋转接包装置 |
| CN107494296A (zh) * | 2017-08-29 | 2017-12-22 | 许昌市夏昌种畜禽有限公司 | 一种可调节容积的畜禽用喂料槽 |
| CN111017582A (zh) * | 2020-02-13 | 2020-04-17 | 青岛新松机器人自动化有限公司 | 一种装车码垛系统 |
| CN111807082A (zh) * | 2020-08-14 | 2020-10-23 | 绵阳蓝奥重型机械制造有限公司 | 一种装载码料机头 |
| CN111807081A (zh) * | 2020-08-14 | 2020-10-23 | 绵阳蓝奥重型机械制造有限公司 | 一种送料装车机 |
| CN212711573U (zh) * | 2020-08-14 | 2021-03-16 | 绵阳蓝奥重型机械制造有限公司 | 一种放料装置 |
-
2021
- 2021-07-26 CN CN202110843853.1A patent/CN113443456A/zh active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3033682A1 (de) * | 1980-09-08 | 1982-04-22 | Feige GmbH, 2000 Hamburg | Vorrichtung zum be- und/oder entladen aus uebereinandergestapelter wandordnung in lineare transportanordnung |
| US20140341695A1 (en) * | 2013-05-17 | 2014-11-20 | Intelligrated Headquarters Llc | Robotic carton unloader |
| CN104192584A (zh) * | 2014-08-26 | 2014-12-10 | 武汉蓝海燕智能装车设备有限公司 | 全自动袋装水泥装车机 |
| CN105197623A (zh) * | 2015-08-27 | 2015-12-30 | 河南科技大学 | 一种料袋装车的接包码垛装置及旋转接包装置 |
| CN107494296A (zh) * | 2017-08-29 | 2017-12-22 | 许昌市夏昌种畜禽有限公司 | 一种可调节容积的畜禽用喂料槽 |
| CN111017582A (zh) * | 2020-02-13 | 2020-04-17 | 青岛新松机器人自动化有限公司 | 一种装车码垛系统 |
| CN111807082A (zh) * | 2020-08-14 | 2020-10-23 | 绵阳蓝奥重型机械制造有限公司 | 一种装载码料机头 |
| CN111807081A (zh) * | 2020-08-14 | 2020-10-23 | 绵阳蓝奥重型机械制造有限公司 | 一种送料装车机 |
| CN212711573U (zh) * | 2020-08-14 | 2021-03-16 | 绵阳蓝奥重型机械制造有限公司 | 一种放料装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114590611A (zh) * | 2022-05-07 | 2022-06-07 | 绵阳蓝奥重型机械制造有限公司 | 一种升降码包自动装车机 |
| CN114590611B (zh) * | 2022-05-07 | 2022-07-26 | 绵阳蓝奥重型机械制造有限公司 | 一种升降码包自动装车机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109879078B (zh) | 一种袋装物自动装车设备 | |
| US3587876A (en) | Pallet-loading apparatus | |
| CN215974035U (zh) | 一种码包装车设备 | |
| US2655271A (en) | Bag pallet loader | |
| US3448867A (en) | Material handling system | |
| CN113443455A (zh) | 一种码包设备和物料包堆垛方法 | |
| KR101019401B1 (ko) | 과일 바구니 이송 및 덤핑장치 | |
| WO2010131945A1 (en) | Packing apparatus | |
| US3523617A (en) | Material handling system | |
| CN113443456A (zh) | 一种码包设备和物料包堆垛方法 | |
| CN110386439B (zh) | 用于卸载并分拣在容器内提供的包裹的分拣卸载机和方法 | |
| CN117302644B (zh) | 果冻条自动装箱线 | |
| JP2019514813A (ja) | 積荷スペースに対する積込み装置 | |
| JP3792403B2 (ja) | 物品の方向転換装置 | |
| JPH0286516A (ja) | 運搬車用袋荷積込み装置における袋荷積込み方法 | |
| JPH08175662A (ja) | 搬送−仕分け−および貯蔵装置 | |
| JP2889806B2 (ja) | 物品の積付け方法及び装置 | |
| CN114013980A (zh) | 堆垛系统 | |
| CN209815219U (zh) | 卸货输送系统 | |
| CN215325770U (zh) | 一种装载码料装车机头和物料装车设备 | |
| JPS62157137A (ja) | 荷物の整列装置 | |
| JP2001151338A (ja) | 青果物整列搬送装置 | |
| CN220411126U (zh) | 一种低温环境下定量包装双向输送码垛装置 | |
| CN214934251U (zh) | 一种储存装车装置 | |
| CN215325773U (zh) | 一种码放装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20210928 |