CN1134323C - 一种用于磨削和刨削基片的组合机床 - Google Patents
一种用于磨削和刨削基片的组合机床 Download PDFInfo
- Publication number
- CN1134323C CN1134323C CNB998046353A CN99804635A CN1134323C CN 1134323 C CN1134323 C CN 1134323C CN B998046353 A CNB998046353 A CN B998046353A CN 99804635 A CN99804635 A CN 99804635A CN 1134323 C CN1134323 C CN 1134323C
- Authority
- CN
- China
- Prior art keywords
- grinding
- arm
- elementary cell
- carrying
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000758 substrate Substances 0.000 title claims description 41
- 230000007246 mechanism Effects 0.000 claims abstract description 22
- 230000001105 regulatory effect Effects 0.000 claims description 13
- 238000000034 method Methods 0.000 claims description 11
- 230000008569 process Effects 0.000 claims description 11
- 238000012546 transfer Methods 0.000 claims description 11
- 230000033001 locomotion Effects 0.000 claims description 9
- 230000009471 action Effects 0.000 claims description 8
- 230000000630 rising effect Effects 0.000 claims description 7
- 230000009467 reduction Effects 0.000 claims description 6
- 230000005540 biological transmission Effects 0.000 claims description 5
- 238000013459 approach Methods 0.000 claims description 4
- 238000004140 cleaning Methods 0.000 claims description 4
- 230000001276 controlling effect Effects 0.000 claims description 4
- 239000007921 spray Substances 0.000 claims description 4
- 239000007787 solid Substances 0.000 claims description 3
- 230000008093 supporting effect Effects 0.000 claims description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 3
- 238000012163 sequencing technique Methods 0.000 claims 2
- 238000005299 abrasion Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000000284 resting effect Effects 0.000 description 4
- 230000004224 protection Effects 0.000 description 3
- 239000004065 semiconductor Substances 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 230000003321 amplification Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000000739 chaotic effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/27—Work carriers
- B24B37/30—Work carriers for single side lapping of plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/34—Accessories
- B24B37/345—Feeding, loading or unloading work specially adapted to lapping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/017—Devices or means for dressing, cleaning or otherwise conditioning lapping tools
Abstract
本发明涉及一种磨削机床,其包括至少一个呈平行六面体箱体(12)形式的基本单元(10),带有第一载运和卸载表面(14);第二对置的平行表面(16)用于进入位于中间部分(24)的工作区;以及第三和第四表面(18、20)。载运台(48)和卸物台(56)分别由载运臂(50)和卸载臂(58)支承,它们相互独立操作,且接近第一表面(14)侧。机构(28、30)位于箱体(12)的中间部分(24)的下部分,而自动机安排在上部分,机构和自动机安置在第二表面(16)侧。
Description
发明背景
本发明涉及一种用来磨削和刨削基片的机床,所述机床包括:
至少一个可转动的磨削盘,所述基片置于磨削盘上被磨削;
一个可移动的磨削头,所述磨削头在一个升高的位置和一个降低的位置之间移动,并且其上布置有一个用来支撑基片的支撑元件;
一个可转动的磨削臂,所述磨削臂可移动磨削头而从载运台上拣取将被磨削的基片,并且将磨削后的基片送到卸物台上;
至少一个用来驱动磨削盘及驱动转动的磨削头的支撑元件的机构,所述机构用来改变磨削臂及载运台和卸物台的运动;
一个在磨削过程中用来控制上述机构的控制器。
现有技术描述
文献EP-A774,323描述了一种上面提到的磨床,该磨床利用一种旋转机构将基片移动到具有预定数量的工作台的磨削台上。所述旋转机构位于工作区且在磨削台之上。这样,在磨削过程中就产生了污染基片的危险。在一给定的工作台上进行保养或更换器具时,整个生产过程不得不停止运行。这种旋转机构是不可伸缩的。
文献JP63,207,559描述了一种用来磨削基片的组合机床,所述基片放置在盒子中并通过一个载运单元从中取出,所述载运单元通过一个传送单元将所述基片输送到两个磨削单元上。在磨削之后,将基片固定到一个清洗单元的台面上,在基片清洁之后,它就被储存到卸物单元的盒子中。
文献US-A-4,6380,893描述了一种用来磨削半导体基片的机床,这种机床具有一种通用的非组合式结构且配置有转动磨削臂,所述转动磨削臂在载运台、清洁台、第一磨削台、第二磨削台和卸载台之间进行角运动。
发明内容
本发明的第一个目的为提供一种组合式磨床,所述的磨床可较容易地安全进入工作区。
本发明的第二个目的为提供一种结构可变化的多工作台磨床,所述磨床尽可能利用最大数量的标准元件。
根据本发明的磨床的特征在于,该磨床包括:
至少一个呈平行六面体箱体形式的基本单元,所述平行六面体箱体具有:一个第一载运和卸载表面,一个用来进入位于中间隔室中的工作区相对平行的第二表面,第三和第四表面,所述第三和第四表面包括与所述的第一和第二表面相垂直延伸的固体横壁;
分别由一根载运臂和卸载臂支撑的载运台和卸物台,载运臂和卸载臂的运行是相互独立的,载运台和卸物台均接近于第一表面所在的一侧;
一个位于箱体的中部隔室下面的底部隔室中的机构,而基本单元的控制器位于上面的隔室中,所述机构接近于第二表面所在的一侧。
根据本发明的一个特征,所述磨削臂和卸载臂可转动地装配在第一垂直轴的周围。基本单元包括一个可转动的调节头,所述调节头由一根调节臂支撑,调节臂可转动地装配有载运臂上,载运臂围绕与所述的第一轴平行的第二垂直轴。
根据本发明的一个优选实施例,在两根垂直轴之间及在磨削盘和箱体的第一表面之间布置有一个清洁台,从而在进行基片的处理时就确定了磨削头的一个清洁位置、载运台和卸物台及磨削头的同心位置。所述机构包括一个位于底部隔室中的齿轮马达,所述齿轮马达耦合到一根在第一轴方向上延伸的转动轴上,所述转动轴驱动一个滑轮和一个位于磨削臂中的皮带驱动传动装置而使磨削头进行转动。所述转动轴在一根管状柱中伸展,管状柱牢固地结合到磨削臂上并结合到一根操作杆上,所述操作杆由一个第一动力油缸控制而使磨削臂在清洁台和磨削盘之间进行转动。卸载臂牢固地结合到一个轴套上,所述轴套同轴地安装在具有管状壳的柱子周围,所述管状壳插在两个轴套和管状柱之间,所述的两个轴承布置在轴套和管状壳之间,而使卸载臂相对于磨削臂进行转动。由第二动力油缸控制的一根操作杆牢固地结合到轴套上而使卸载臂进行角运动。
本发明利用了一种相似的机构来驱动调节臂和载运臂。
根据使用者的要求而定型的整个机床可具有不同的结构:
利用手工加载的单个磨削组件;
配备有一个载运组件和一个卸载组件的单个磨削组件,所述的单个磨削组件可在一个完整的平板盒中以自动的模式进行工作;
两个或多个并置的磨削组件,在每个组件之间布置有平板盒移动装置,所述磨削组件在构成设备组件的不同的工作台上执行一系列的磨削工艺。所述设备组件可装配将基片从盒子中取出及将基片卸载入盒子中的载运组件和卸载组件,这样就构成了一个自动系统;
两个或多个并置的具有载运系统的磨削组件,通过自动装置将磨削组件连接到一个集于中心的载运/卸载/传送组件上。这种结构可使部件在不同的磨削组件之间采取任何类型的路线。每个磨削组件根据给定的基本工艺过程而定型,机床控制系统根据由使用者确定的连续的磨削(和测量,如果需要的话)步骤来组织由平板盒体所采取的路线。对于几种不同的磨削组件可采用相同的基本磨削步骤来优化机床的总体生产率。
所构造的磨削组件在磨削区内无任何的机械部件,从而减小了污染的危险。
附图简要描述
通过下面对本发明实施例的描述,本发明的其他优点和特点将会变得更加明确,所给出的本发明的实施例为非限制性的例子,用下面的附图来显示。
图1所示为根据本发明的磨床的基本单元的平面示意图;
图2所示为根据图1中的箭头所做的视图;
图3所示为图1中的具有单个的载运及卸载组件的基本单元的示意图;
图4所示为图3中所示的结构的另一个选择实施例;
图5所示为沿着图1中的5-5线所做的放大剖视图;
图6和图7显示了具有两个基本单元和一个传送组件的设备组件,其中的传送组件分别进行滑动和转动;
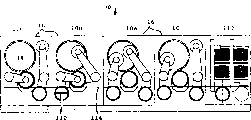
图8所示为一个具有由自动装置控制的四个线性排列单元的多工作台设备组件;
图9所示为图8中所示的设备组件的另一个可选择的实施例;
图10所示为沿图8中的箭头10所做的视图。
优选实施例描述
在图1和图2中,用来磨削和刨削基片的机床的基本单元10包括:一个平行六面体箱体12,所述平行六面体箱体12具有第一载运和卸载表面14;一个与所述第一表面相对且平行的第二表面16,所述第二表面用来进入工作区和控制区;由与所述第一和第二表面14、16垂直且不可达到的固体壁形成的第三和第四表面18、20。
箱体12的内部分成三个叠加的隔室22、24、26,箱体12包括有一个底部隔室22、一个中间工作隔室24和一个顶部隔室26,底部隔室22中装有驱动机构28、30,顶部隔室26中包含有一个用来控制和监视基本单元10的运行循环的控制器34。
从第二表面16通过一个门36是很容易进入工作隔室24的。工作室24中包括一个可转动的磨削盘38,所述磨削盘38的上表面上布置有一层薄的织物用来接收磨蚀液体。织物是聚氨脂基的,但是任何的其他材料均可用来吸收磨蚀液体。上面提到的磨削盘38为圆形的,结构中布置了一个具有支撑元件42的磨削头40,所述支撑元件42用来将一个基片放置到磨削盘38上。磨削头40由磨削臂44支撑,磨削臂44以预定的角度偏移量转动装配在第一垂直轴46上。基片支撑元件42通过一个皮带驱动传动装置43的作用而进行转动,所述皮带驱动传动装置43整体地布置在臂44中,在下面的内容中,参考图5将对其进行进一步的详细描述。
可驱动磨削头40在一个升高的位置和一个降低的位置之间的箭头F1所示的方向上进行垂直的移动。在升高的位置处,所述基片不与所述的磨削盘38相接触(图2所示的情况)。
磨削头40向降低的位置的运动是通过气压或液压控制(图中未显示)的方式来达到的,所述的气压或液压装置是由底部隔室22中的能量储存装置32来操纵的。在所述的降低的位置,基片抵压在磨削盘38上,根据控制器34中记录的参数进行磨削。基片通过载运台48输送到磨削头40上,载运台48支撑在一个可移动的载运臂50上,载运臂50可转动地安装在第二垂直轴52上,第二垂直轴52与第一轴46相平行且通过一个清洁台54而与之相分离。载运臂50可占用载运台48的载运位置A和清洁台54的传送位置B。
磨削臂44也可转动到清洁台54的位置B,拣取由载运臂50输送的基片并在磨削过程结束时将被磨削的基片放回。被磨削的基片就移动到由卸载臂58支撑的卸物台56上,卸载臂58铰接在第一垂直轴46上,第一垂直轴46位于卸物台56的卸载位置C和清洁台54的传送位置B之间。
在一次或多次的磨削循环之后,通过一个转动调节头60对磨削盘38上的薄织物进行更新,转动调节头60由一根可移动的调节臂62支承,所述调节臂62可转动地装配在位于静止位置D和工作位置E之间的第二垂直轴52上。静止位置D在图1中显示出,调节头60位于磨削表面的辅助外侧。通过调节臂62的逆时针转动而转动到工作位置E,然后将调节头降低到磨削盘38上。通过调节头60的转动就可将磨削微粒除去而将其移到一个空箱(图中未显示)中去。
在磨削盘38上通过附加在磨削头40或箱体边缘的导管喷射磨蚀液体,导管连接到底部隔室22中的一个接收器上。由控制器34控制的电磁阀和泵控制着喷射到磨削盘38上的磨蚀液体的流动的开始或停止。
所述基片是由如圆柱形半导体板、特别是由硅基的圆柱形半导体板形成的。很明显,本发明可应用到其他任何的机械一化工磨削领域。
磨削基本单元10的运行如下:
操纵者打开第一表面1 4所在的一侧上的门而将一个样品放置到载运台48上。关闭所述的门将载运台48上的样品锁定,然后转动磨削臂44而将磨削头40转动到清洁台54上的位置B。载运臂50围绕轴52转动到清洁台54而将载运台48定位在磨削头40之下。在样品从载运台48上解锁之后,磨削头40被自动驱动到降低位置以抓取样品。磨削头40重新回到升高的位置,磨削臂44随后回复到磨削盘38上的工作位置。在喷射磨蚀液体之后就开始对样品进行磨削。载运臂50将载运台48重新定位在位置A以载运下一个样品。
在第一个样品的磨削循环的后期,当磨削盘38上的冲洗完成时,磨削头40移动到升高的位置,磨削臂44随后移动到清洁台54上的位置B。在磨削头被驱动而移动到降低的位置后,由磨削头40和被磨削的样品形成的组件就被喷水进行清洗。然后,磨削头40回复到升高的位置,卸载臂58将卸物台56移动到磨削头40下面的位置B。样品就被放置并锁定在卸物台56上,卸载臂58将卸物台56重新定位在位置C。
磨削头40再次向下移动至降低的位置而在清洁台54处进行清洁,然后回复到升高的位置,在载运臂50转动到位置B之后,磨削头40准备抓取放置在载运台48上的第二个样品。该过程的静止位置与前面的描述相同。在磨削过程中或在磨削头40处于清洁台54时,通过调节头60的转动可对磨削盘38上的薄织物进行清洁。调节臂62只必须移动到位置E才除去磨削盘38上的磨削微粒。
辅助组件可添加到参考图1和图2所描述的手工加载的基本单元10上,使基片或样品的工作循环以自动的模式进行。可与基本单元10相关联的不同组件如下:
单独的自动控制的载运组件;
单独的自动控制的卸载组件;
一个内工作台传送组件;
一个具有集中基片流控制器的整体形成的载运/卸载系统。
在图3中,单独的载运组件64与面向载运台48的基本单元10的第一表面14并列布置。
组件64包括一个载运盒体66,所述载运盒体66包括多个布置在单个凹槽中的将被磨削的样品。处理系统68装配在固定支撑架69上,将样品从盒体66中取出,并将它们单独地输送到载运台48上。在磨削台发出的需要样品的信号后,控制器34启动载运组件64开始动作。样品垂直布置而与基本单元10的表面14平行。
载运组件64的运行过程包括以下连续的步骤:
处理系统68向着将被磨削的样品移动,所述将被磨削的样品位于载运盒体66中的预定的凹槽中;
取出样品并将其定位,从而使将被磨削的表面朝下;
通过与表面14相垂直的运动而将样品传送到载运台48;
将样品布置在载运台48上;
撤回处理系统68并安置下一个将被磨削的样品。
一个单独的卸物组件70布置在载运组件64的一侧,所述卸物组件70面向卸物台56。卸物组件70与载运组件64相同,它也包括一个用来接收磨削后的样品的接收盒体72和一个可使盒体浸没的盒体支撑件74。处理系统76与载运组件64中的处理系统68相同,也是用来从卸物台56上将样品取下、且将它们垂直地放置到接收盒体72中的预定的凹槽中,所述凹槽与表面14平行。
卸物组件70的运行过程包括下面连续的步骤:
处理系统76向着卸物台56移动;
将放置在卸物台56上的已磨削的样品取下;
将样品传送到接收盒体72中,并将样品放置到所述盒体中的凹槽中;
处理系统76向辅助位置运动;
在图4所示的另一个实施例中,样品不是垂直布置而是水平地布置在载运组件64和卸物组件70的相应的盒体66和72中。图4中描述的实施例的运行过程与图3中所示的结构的运行过程相同。
在图5中,驱动机构28包括一个布置在底部隔室22中的齿轮马达,所述齿轮马达机械地耦合到一根沿垂直轴46延伸的转动轴78上,所述垂直轴46布置在一根牢固地结合到磨削臂44上的管状柱80中。轴承82、84装配在轴78和管状柱80之间,转动轴78的带有沟槽的顶端85安装到一个滑轮86上,所述滑轮86与磨削头40的传动皮带43相关联。皮带43在磨削臂44的内部与垂直轴46相垂直延伸。在由于操纵杆88受第一动力油缸(图中未显示)的控制而产生运动的情况下而使磨削臂44转动时,管状柱80就围绕轴78进行转动。卸载臂58牢固地结合到轴套90上,轴套90同轴地装配在管状柱80周围,管状壳92插在二者之间。轴套90和管状壳92之间的轴承94、96可允许卸载臂58相对于磨削臂44进行转动。卸载臂58的角运动是通过牢固地附加到轴套90上的操作杆98来执行的,卸载臂58可通过第二动力油缸(图中未显示)的作用而作角运动。磨削臂44的高度调整是通过具有系杆102的调节装置100来进行的。
具有调节臂62和载运臂50的垂直轴52的驱动机构30与图5中所描述的类型相同。
参考图6,内工作台传送组件104与两个基本单元10和10A相结合运行,所述的两个基本单元10和10A以其各自的表面18和20而相邻接。载运组件64与基本单元10相关联,卸物组件70与相邻的基本单元10A相关联。传送组件104插入到两个组件64和70之间,机器的两个基本单元可同时工作,分别进行例如初步磨削和精细磨削工序阶段,这样该机器可通过一次操作对要加工的工件作两个工序阶段的磨削。传送组件104包括一个滑动件105,通过所述滑动件105的移动而从基本单元10的卸物台56上取下样品,并将其放置到基本单元10A的载运台48上。
图7显示了传送组件106的另一种样式,在该例子中利用了一个在两个极限位置之间转动臂108,所述的两个极限位置垂直地位于基本单元10和10A的相应的卸物台56和载运台48之上。
图8显示了一种多工作台的组件,所述的设备组件由四个基本单元10、10A、10B、10C组成,四个基本单元成线性布置且与一个自动装置110结合运行,自动装置110沿着不同的单元10、10A、10B、10C的线性布置的表面14进行移动。自动装置110在所述的基本单元和放置在基本单元10前面的集中载运/卸载组件112之间进行衔接。载运/卸载组件112可与两个载运盒和两个卸载盒一起工作。这样,通过接触保护(access protections)就可卸载及载运已磨削过的一套盒子的基片,同时磨削下一套盒子中的基片。这样就避免必须等待直至机床完全空时才进行下一阶段生产的情况,从而提高了生产率。
样品在喷水的湿的通道14中输送以保护样品。由于每个基本单元10、10A、10B、10C的载运元件和卸载元件是整体形成的,所以每个基本单元均是独立的。各个基本单元相对于传送单元110的独立性,意味着各个基本单元用来磨削的次数的最大化,从而提高了生产率。
由监视系统(图中未显示)设置的控制装置可实现机床灵活的结构。在每个工作台上布置的全部的自由度均赋予了设定的磨削运行,这样也对在每个样品上的运行过程进行了限定。在生产过程中,在一个磨削工作台不能应用的情况下,该结构可自动地重新构造。在这种情况下,机床的管理部件就组织样品流进入新的位置而接着进行下一步的生产。
在为进行维护的目的而使顺序混乱的情况下,通过每个工作台的机械构造均可容易地进入基本单元的内部而不会对操作人造成危险。特别地,可改变磨削盘38或磨削头40或调节头60,而生产仍在机床的静止位置上连续。这样就提高了安装的总体生产率。
图9显示了多工作台设备组件的一个可选择的实施例,在该实施例中两个基本单元10B、10C与另外两个基本单元10、10A面对布置,而传送自动装置110布置在中间。
可清楚认识到根据样品数目的不同及要求的磨削过程的不同可采用不同数目的基本单元。
图10显示了图8中的多工作台设备组件的后视图。在进行磨削的中间隔室中,基本单元10、10A、10B、10C不存在任何机构,这样就防止了污染的任何危险。所有这些机械和整个气动系统均整体地布置在基本单元的底部隔室22中。所有的处理表面16可使更换器具和更换磨削盘38的易损耗的薄织物变得容易。
Claims (15)
1、一种用于磨削和刨削基片的机床,包括至少一个呈平行六面体箱体(12)形式的基本单元(10,10A,10B,10C),平行六面体箱体(12)具有一个第一载运和卸载表面(14)及第三和第四表面(18,20),第三和第四表面(18,20)包括与第一表面(14)相垂直延伸的固体横壁,所述基本单元包括;
至少一个转动磨削盘(38),基片在磨削盘上被磨削;
一个可移动的磨削头(40),磨削头(40)在一个升高的位置和一个降低的位置之间移动,并且其上布置有一个用来支撑基片的支撑元件(42);
一个可转动的磨削臂(44),磨削臂(44)可移动磨削头(40)而从载运台(48)上拣取将要磨削的基片,并且在基片被磨削后将其送到卸物台(56)上;
至少一个用来驱动磨削盘(38)及磨削头(40)的支撑元件(42)的机构(28,30),机构用于磨削臂(44)及载运台(48)和卸物台(56)的交替运动,载运台(48)和卸物台(56)分别由载运臂(50)和卸载臂(58)支撑,且二者的运行相互独立;
一个在磨削过程中用来控制上述机构(28,30)的控制器(34):
其特征在于:
基本单元(10,10A,10B,10C)的第二对置表面(16)与第一表面(14)相对布置,通过第二表面(16)可进入位于中间隔室(24)的工作区;
机构(28,30)位于箱体(12)的中间隔室(24)下面的底部隔室(22)中,而基本单元(10)的控制器(34)位于上面的隔室(26)中,所述机构(28,30)接近于第二表面(16)所在的一侧,载运台(48)和卸物台(56)接近于第一表面(14)所在的一侧;
清洁台(54)布置在磨削盘(38)和箱体(12)的第一表面(14)之间,从而确定了磨削头(40)的一个清洁位置,并且确定了在处理基片时载运台(48)和卸物台(56)及磨削头(40)的同心位置。
2、根据权利要求1所述的磨削和刨削机床,其特征在于磨削臂(44)和卸载臂(58)可转动地装配在第一垂直轴(46)周围。
3、根据权利要求2所述的磨削和刨削机床,其特征在于基本单元(10,10A,10B,10C)包括一个可转动的调节头(60),调节头(60)由调节臂(62)支撑,调节臂(62)与载运臂(50)一起可转动地装配在与第一轴(46)平行的第二垂直轴(52)周围。
4、根据权利要求2所述的磨削和刨削机床,其特征在于所述机构(28)包括一个位于底部隔室(22)中的齿轮马达,齿轮马达耦合到一根在第一垂直轴(46)方向上延伸的转动轴(78)上,所述转动轴(78)驱动一个滑轮(86)和一个位于磨削臂(44)中的皮带驱动传动装置(43),使磨削头(40)进行转动。
5、根据权利要求4所述的磨削和刨削机床,其特征在于所述转动轴(78)在一根管状柱(80)中伸展,管状柱(80)牢固地结合到磨削臂(44)上并结合到一根操作杆(88)上,操作杆(88)由一个第一动力油缸控制而使磨削臂(44)在清洁台(54)和磨削盘(38)之间进行转动。
6、根据权利要求5所述的磨削和刨削机床,其特征在于卸载臂(58)牢固地结合到一个轴套(90)上,轴套(90)同轴地安装在具有管状壳(92)的管状柱(80)周围,管状壳(92)插在轴套(90)和管状柱(80)之间,两个轴承(94,96)布置在轴套(90)和管状壳(92)之间,可使卸载臂(58)相对于磨削臂(44)进行转动。
7、根据权利要求6所述的磨削和刨削机床,其特征在于由第二动力油缸控制的一根操作杆(98)牢固地结合到轴套(90)上,使卸载臂(58)进行角运动。
8、根据权利要求1至7中之一所述的磨削和刨削机床,其特征在于单独的载运组件(64)与面向载运台(48)的基本单元(10)的第一表面(14)并列布置,所述载运组件(64)具有一个载运盒体(66),载运盒体(66)包含有多个水平或垂直布置的样品。
9、根据权利要求1至8中之一所述的磨削和刨削机床,其特征在于单独的卸物组件(70)与面向卸物台(56)的基本单元(10,10A)的第一表面(14)并列布置,所述卸物组件(70)具有一个用来接收磨削后的基片的接收盒体(72),磨削后的基片可在盒体(72)中水平或垂直地放置。
10、根据权利要求1至9中之一所述的磨削和刨削机床,其特征在于,两个基本单元(10,10A)以其各自的横向表面(18,20)而相邻,内工作台传送组件(104,106)设置成将要被磨削的基片从基本单元(10)之一的卸物台(56)传送到另一个基本单元(10A)的载运台(48)上。
11、根据权利要求10所述的磨削和刨削机床,其特征在于内工作台传送组件(104)包括一个在两个基本单元(10,10A)之间可移动传送的滑动件(105)。
12、根据权利要求10所述的磨削和刨削机床,其特征在于内工作台传送组件(106)包括一个可在基本单元(10)的卸物台(56)和另一个基本单元(10A)的载运台(48)之间转动的臂(108)。
13、根据权利要求1所述的磨削和刨削机床,其特征在于几个基本单元(10,10A,10B,10C)均与一个载运/卸载组件(112)相关联,且各个基本单元均与一个程序化的自动装置(110)协作运行,程序化的自动装置(110)沿着不同基本单元的成直线的表面(14)移动,且处于一个喷水的湿的通道(114)中。
14、根据权利要求13所述的磨削和刨削机床,其特征在于基本单元(10,10A,10B,10C)成线性布置。
15、根据权利要求13所述的磨削和刨削机床,其特征在于基本单元(10,10A)与另外两个基本单元(10B,10C)串联布置,从而在其间确定了一个自动装置(110)可穿过的中间通道。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR98/04202 | 1998-03-31 | ||
| FR9804202A FR2776552B1 (fr) | 1998-03-31 | 1998-03-31 | Machine modulaire de polissage et de planarisation de substrats |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1296434A CN1296434A (zh) | 2001-05-23 |
| CN1134323C true CN1134323C (zh) | 2004-01-14 |
Family
ID=9524860
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB998046353A Expired - Fee Related CN1134323C (zh) | 1998-03-31 | 1999-03-30 | 一种用于磨削和刨削基片的组合机床 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6343979B1 (zh) |
| EP (1) | EP1137514B1 (zh) |
| JP (1) | JP2002509812A (zh) |
| KR (1) | KR100531987B1 (zh) |
| CN (1) | CN1134323C (zh) |
| AT (1) | ATE229867T1 (zh) |
| DE (1) | DE69904647D1 (zh) |
| FR (1) | FR2776552B1 (zh) |
| WO (1) | WO1999050023A1 (zh) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6575818B2 (en) * | 2001-06-27 | 2003-06-10 | Oriol Inc. | Apparatus and method for polishing multiple semiconductor wafers in parallel |
| US7273408B2 (en) * | 2005-12-16 | 2007-09-25 | Applied Materials, Inc. | Paired pivot arm |
| KR100899973B1 (ko) * | 2006-06-14 | 2009-05-28 | 이노플라 아엔씨 | 반도체 웨이퍼 연마 장치 |
| US9570311B2 (en) * | 2012-02-10 | 2017-02-14 | Taiwan Semiconductor Manufacturing Company, Ltd. | Modular grinding apparatuses and methods for wafer thinning |
| FR3054158B1 (fr) * | 2016-07-21 | 2019-06-28 | Comau France | Machine-outil d’usinage |
| WO2019186704A1 (ja) * | 2018-03-27 | 2019-10-03 | 平田機工株式会社 | 作業装置及び作業システム |
| US20210323117A1 (en) * | 2020-04-16 | 2021-10-21 | Applied Materials, Inc. | High throughput polishing modules and modular polishing systems |
| US11705354B2 (en) | 2020-07-10 | 2023-07-18 | Applied Materials, Inc. | Substrate handling systems |
| WO2023125916A1 (zh) * | 2021-12-31 | 2023-07-06 | 杭州众硅电子科技有限公司 | 一种晶圆抛光系统及晶圆传输方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4680893A (en) * | 1985-09-23 | 1987-07-21 | Motorola, Inc. | Apparatus for polishing semiconductor wafers |
| JPS63207559A (ja) * | 1987-02-19 | 1988-08-26 | Disco Abrasive Syst Ltd | ウエ−ハ自動研削装置 |
| US5827110A (en) * | 1994-12-28 | 1998-10-27 | Kabushiki Kaisha Toshiba | Polishing facility |
| KR100390293B1 (ko) * | 1993-09-21 | 2003-09-02 | 가부시끼가이샤 도시바 | 폴리싱장치 |
| US5562524A (en) * | 1994-05-04 | 1996-10-08 | Gill, Jr.; Gerald L. | Polishing apparatus |
| US5655954A (en) * | 1994-11-29 | 1997-08-12 | Toshiba Kikai Kabushiki Kaisha | Polishing apparatus |
| US5738574A (en) | 1995-10-27 | 1998-04-14 | Applied Materials, Inc. | Continuous processing system for chemical mechanical polishing |
| JP3679871B2 (ja) * | 1996-09-04 | 2005-08-03 | 株式会社荏原製作所 | ポリッシング装置及び搬送ロボット |
| US5893795A (en) * | 1997-07-11 | 1999-04-13 | Applied Materials, Inc. | Apparatus for moving a cassette |
| US6110011A (en) * | 1997-11-10 | 2000-08-29 | Applied Materials, Inc. | Integrated electrodeposition and chemical-mechanical polishing tool |
-
1998
- 1998-03-31 FR FR9804202A patent/FR2776552B1/fr not_active Expired - Fee Related
-
1999
- 1999-03-30 DE DE69904647T patent/DE69904647D1/de not_active Expired - Lifetime
- 1999-03-30 US US09/646,956 patent/US6343979B1/en not_active Expired - Fee Related
- 1999-03-30 AT AT99937813T patent/ATE229867T1/de not_active IP Right Cessation
- 1999-03-30 WO PCT/FR1999/000739 patent/WO1999050023A1/fr active IP Right Grant
- 1999-03-30 KR KR10-2000-7010773A patent/KR100531987B1/ko not_active IP Right Cessation
- 1999-03-30 JP JP2000540971A patent/JP2002509812A/ja active Pending
- 1999-03-30 CN CNB998046353A patent/CN1134323C/zh not_active Expired - Fee Related
- 1999-03-30 EP EP99937813A patent/EP1137514B1/fr not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ATE229867T1 (de) | 2003-01-15 |
| DE69904647D1 (de) | 2003-01-30 |
| CN1296434A (zh) | 2001-05-23 |
| EP1137514A1 (fr) | 2001-10-04 |
| KR20010078700A (ko) | 2001-08-21 |
| FR2776552B1 (fr) | 2000-06-16 |
| EP1137514B1 (fr) | 2002-12-18 |
| WO1999050023A1 (fr) | 1999-10-07 |
| JP2002509812A (ja) | 2002-04-02 |
| FR2776552A1 (fr) | 1999-10-01 |
| US6343979B1 (en) | 2002-02-05 |
| KR100531987B1 (ko) | 2005-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1134323C (zh) | 一种用于磨削和刨削基片的组合机床 | |
| US6036582A (en) | Polishing apparatus | |
| EP0189617B1 (en) | Improved floor sanding and polishing machine | |
| CN1270831C (zh) | 将工件输送通过工件表面加工处理区的输送设备 | |
| CN1228264C (zh) | 玻璃板加工机械 | |
| CN1275738C (zh) | 带有用于加工工件的回转输送的多工位机床 | |
| CN1646401A (zh) | 晶片加工操作台的本地储存器 | |
| CN1701896A (zh) | 激光加工机中的喷嘴交换盒 | |
| CN101390197A (zh) | 基板处理装置、基板搬运装置、基板把持装置以及药液处理装置 | |
| CN1698178A (zh) | 传送和存储半导体晶片的容器的系统和传送机构 | |
| CN102528537A (zh) | 机床以及装料和卸料方法 | |
| CN1233540C (zh) | 货物搬运设备 | |
| CN213004545U (zh) | 扫光装置及扫光机 | |
| CN113427395B (zh) | 一种具有循环过滤研磨液功能的磨球机 | |
| CN208716313U (zh) | 全自动旋转式中央仓储装置 | |
| CN106670940A (zh) | 一种工件及抛光设备双重定位的抛光加工生产线 | |
| CN111745446A (zh) | 一种集料仓和上下料机械手一体的柔性供料设备 | |
| CN110027889A (zh) | 物料运输装置及物料运输设备 | |
| CN112517953A (zh) | 一种齿条自动钻孔设备 | |
| CN218856543U (zh) | 抛光装置及抛光设备 | |
| CN217497621U (zh) | 一种高性能磁瓦码垛专用设备 | |
| JP2003340662A (ja) | 工作機械、及び、工作機械内の振動絶縁方法 | |
| CN215202065U (zh) | 一种打磨机器人用地轨行走装置 | |
| CN211804448U (zh) | 一种用于激光切割的直线电机驱动装置 | |
| CN218595516U (zh) | 扫光机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20020905 Address after: German Puliezi Schoenberg Applicant after: Martesenwetter Products S. A. Address before: German Alain Meg Ni Applicant before: Stig electronic systems, Limited by Share Ltd |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040114 |