CN113406294A - 一种金属铸造件表面检测装备 - Google Patents
一种金属铸造件表面检测装备 Download PDFInfo
- Publication number
- CN113406294A CN113406294A CN202110739154.2A CN202110739154A CN113406294A CN 113406294 A CN113406294 A CN 113406294A CN 202110739154 A CN202110739154 A CN 202110739154A CN 113406294 A CN113406294 A CN 113406294A
- Authority
- CN
- China
- Prior art keywords
- casting
- seat
- rod
- clamping
- detection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001514 detection method Methods 0.000 title claims abstract description 100
- 238000005058 metal casting Methods 0.000 title claims abstract description 13
- 238000005266 casting Methods 0.000 claims abstract description 60
- 239000007788 liquid Substances 0.000 claims abstract description 37
- 230000017105 transposition Effects 0.000 claims abstract description 9
- 230000005540 biological transmission Effects 0.000 claims description 40
- 238000003825 pressing Methods 0.000 claims description 11
- 230000007547 defect Effects 0.000 claims description 4
- 238000007689 inspection Methods 0.000 claims description 3
- 230000003139 buffering effect Effects 0.000 claims description 2
- 238000000034 method Methods 0.000 claims description 2
- 239000012530 fluid Substances 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
Images












Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N33/00—Investigating or analysing materials by specific methods not covered by groups G01N1/00 - G01N31/00
- G01N33/20—Metals
- G01N33/204—Structure thereof, e.g. crystal structure
- G01N33/2045—Defects
-
- G01N33/0078—
Landscapes
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Investigating Or Analyzing Materials By The Use Of Magnetic Means (AREA)
Abstract
本发明公开了一种金属铸造件表面检测装备,主要涉及金属铸造件技术领域,包括检测架、固定夹紧部件、检测部件、铸件;检测架为装备的固定架,在检测架上设置有固定夹紧部件,固定夹紧部件包括夹紧座、推座、换位部件,通过夹紧座和推座的配合,能够对铸件快速固定定位,通过换位部件能够改变铸件表面被检测的位置;检测部件包括检测头部一、检测头部二、液压缸,通过夹紧座带动液压缸将液体充进检测头部一,利用检测头部一对铸件表面进行检测,利用检测头部二进行反馈检测结果。
Description
技术领域
本发明主要涉及金属铸造件技术领域,具体涉及一种金属铸造件表面检测装备。
背景技术
铸造件表面在生产时,由于是利用融溶状态的铁汁浇筑的,所以表面会有损伤或者气泡,一旦发生大幅度的表面缺陷,则会影响零件销售和产品质量。现阶段对铸件的检测为人工检测,但是当铸件量大,人工很容易疏忽造成漏检测,导致产品质量检测不过关,而现有的物理接触检测法和光学检测法限制性比较大,物理接触检测法适合检测规则零件,但是无法检测不规则零件,光学检测需要收集大量数据,且成本高,且特殊形态和大孔内部无法检测。
现有技术中,申请号为CN202010357905.X的专利公开了一种铸造件表面多方位检测装置,包括检测单元包括固定轴、安装套、转板、检测头、用于带动检测头运动的进给组件和用于固定铸造件的装夹组件,进给组件包括螺纹杆、用于带动螺纹杆转动的进给电机、安装块和电动推杆,装夹组件包括安装板、转动安装于安装板上的装夹台、用于带动装夹台转动的第一驱动机构和安装于装夹台上的装夹机构,装夹机构包括装夹电机、驱动盘和夹爪,通过装夹电机带动驱动盘转动,驱动盘带动多个夹爪同步运动,将铸造件夹紧固定,便于检测;通过第二驱动机构带动安装套以及转板转动,能够调整检测头的检测角度,多角度检测;通过进给组件带动检测头移动,调整检测位置,通过第一驱动机构带动装夹台及其上的铸造件转动,能够调整铸造件待检测位置,方便检测。该装置虽然可以灵活检测轴类零件,但是该装置有一个缺点:该装置不能检测球形零件,在面对球形零件时该装置无法实现快速定位操作,也无法检测球形零件表面是否有凹陷,不能鉴别球形零件是否合格。
发明内容
针对上述技术问题本发明提供了一种金属铸造件表面检测装备,包括检测架、固定夹紧部件、检测部件、铸件,所述的固定夹紧部件包括夹紧座和推座,所述的夹紧座通过动力源组驱动能相向运动,将铸件进行固定定位;所述的推座能够加快将铸件进行定位的过程;所述的检测部件包括检测头部一、检测头部二、液压缸;所述的检测头部一与所述的检测头部二之间通过软管道连接,所述的检测头部一与所述的液压缸之间也通过软管道连接;在所述的夹紧座对铸件进行固定时,能带动液压缸对检测头部一进行充液操作,当所述的夹紧座在对铸件进行固定的同时,能够带动充液后的检测头部一向铸件表面挤压;当铸件表面有凹陷时,凹陷处会挤压所述的检测头部一,将检测头部一中的液体挤压到所述的检测头部二中,实现对铸件缺陷的检测。
进一步地,所述的检测部件还包括换位部件,所述的换位部件设置在夹紧座的下方,用于在铸件检测一个面之后改变铸件被检测的面;所述的夹紧座左右两边对称滑动安装在底板座上,在其中一个夹紧座上滑动安装有推座;在所述的推座上固定安装有检测头部二,所述的检测头部二能穿过铸件的中心孔摆放铸件;通过所述的夹紧座从两侧向中间滑动的同时带动推座前进,利用检测头部二快速穿过铸件的中心孔,实现对铸件进行固定定位;所述的液压缸通过弯杆与推座连接;在夹紧座滑动时,利用推座带动所述的弯杆在液压缸内压缩,将液体传送到所述的检测头部一中,所述的检测头部一在检测架上滑动,下降到被固定定位的铸件表面进行检测。利用一个动力源驱动,形成固定、检测一体成型操作。
进一步地,所述的夹紧座包括夹紧滑台,所述的夹紧滑台上固定安装有右螺母座,所述的右螺母座与右螺杆滑动安装,在所述的右螺杆上安装有动力源组;所述的右螺母杆上还安装有传动齿轮三,传动齿轮三与传动齿轮四配合带动传递杆转动,所述的传递杆上安装有另一组传动齿轮三、传动齿轮四,通过所述的另一组传动齿轮三、传动齿轮四的配合将动力传输给左螺母杆;所述的左螺母杆上安装有夹紧滑台;通过左螺母杆和由螺母杆同时转动,带动夹紧滑台在所述的检测架上滑动;所述的夹紧滑台上固定安装有侧固定座,所述的侧固定座中滑动安装有推座的滑动套。通过两个夹紧滑台,快速对零件固定定位。
进一步地,所述的推座还包括带槽连杆,所述的带槽连杆一端转动安装在底板座上,另一端与下转杆滑动连接,所述的下转杆固定安装在夹紧滑台上,所述的下转杆与所述的弯杆连接,所述的带槽连杆上还滑动安装有上转杆,所述的上转杆上设置有连接座,所述的连接座滑动安装在导杆上;通过所述的夹紧台滑动,带动所述的带槽连杆转动,所述的带槽连杆驱动所述的连接座移动,所述的连接座推动所述的滑动套前进,所述的滑动套上固定安装有检测头部二。
进一步地,所述的检测头部一包括充液囊、水平齿条,所述的充液囊通过软管道与液压缸连接,所述的充液囊通过定位块设置在压定板上,所述的压定板滑动安装在固定杆上,所述的压定板上通过斜板滑动安装在导向柱上;所述的导向柱一端滑动安装在水平杆上,另一端固定安装在立齿条上;所述的水平齿条固定安装在夹紧滑台上,在底板座上还安装有转动齿轮,通过所述的夹紧滑台带着所述的水平齿条移动,所述的水平齿条与所述的转动齿轮配合,所述的转动齿轮与所述的立齿条配合,实现带着所述的压定板上下滑动;所述的充液囊与所述的检测头部二相连接,通过挤压所述的充液囊,将液体顺着软管道到达所述的检测头部二中。
进一步地,所述的检测头部二包括水平液囊,所述的水平液囊二固定安装在滑动套上,所述的水平液囊通过软管道与充液囊连接。
进一步地,所述的换位部件包括底托,所述的底托上安装有连接轴,所述的连接轴上设置有传动皮带,所述的传动皮带与动力源连接;连接轴的两端分别安装有万向节,所述的万向节与内固定轴连接,在内固定轴上固定安装有侧胶轮,通过侧胶轮的转动,将所述的圆形铸件转动角度,以改变被检测面。
进一步地,所述的底板座上还设置有弹簧,所述的弹簧设置在固定柱上,用于在检测铸件时用缓冲力保护铸件表面。
本发明与现有技术相比的有益效果是:1、本发明通过夹紧座和推座的配合,能够快速对球形铸件进行固定定位操作;2、本发明设置了检测部件,检测部件包括两个检测头部,用检测头部一去挤压铸件表面,能够快速对球形铸剑的表面凹陷进行检测,当出现不合格的产品时,会通过检测头部二体现出来,使检测更加的准确快捷;3、通过换位部件能够对转动球形零件,改变球形零件被检测的表面,提高检测效率的同时更加全面的对铸件进行检测。
附图说明
图1为本发明整体示意图。
图2为本发明检测架结构示意图。
图3、图4为本发明固定夹紧部件正面结构示意图。
图5、图6为本发明固定夹紧部件细节图。
图7、图8为本发明换位部件结构示意图。
图9、图10为本发明检测部件反面结构示意图。
图11、图12为本发明检测部件正面结构示意图。
图13为本发明检测部件细节示意图。
具体实施方式
下面结合具体实施例对本发明作进一步描述,在此通过发明的示意性实施例以及说明解释本发明,但并不作为对本发明的限定。
实施例:如图1-图13所示的一种金属铸造件表面检测装备,包括检测架1、固定夹紧部件2、检测部件3、铸件4。本发明主要是对球形零件,也就是球形的铸件进行检测。
如图2所示,竖支架102固定安装在底板座101上,水平杆103固定安装在竖支架102上,固定杆104固定安装在竖支架102上,弹簧105设置在固定杆104上。弹簧105的作用是当检测部件进行检测时,能够起到一个缓冲的作用,保护零件表面不受损害。
如图3-图8所示,夹紧滑台201通过右螺母座219滑动安装在滑动底座215上,滑动底座215设置在底板座101上,侧轴承202设置在底板座101上,带槽连杆203的一端转动安装在侧轴承202上,另一端与下转杆204滑动连接,下转杆204固定安装在夹紧滑台201上,上转杆205滑动安装在带槽连杆203上,上转杆205同时转动安装在连接座206上,连接座206滑动安装在导杆207上,导杆207固定安装在侧固定座208上,侧固定座208固定安装在夹紧滑台201上,夹紧电机209固定安装在底板座101上,传动齿轮二211固定安装在夹紧电机209的轴上,传动齿轮一210与传动齿轮二211齿轮配合,传动齿轮一210固定安装在右螺杆218上,右螺杆218转动安装在小轴承217上,小轴承217设置在矩形板216上,矩形板216固定安装在底板座101上,夹紧轴承212设置在侧固定座208上,滑动套213滑动安装在侧固定座208上,撑轴214设置在夹紧轴承212上,右螺母座219滑动安装在右螺杆218上,右螺杆218与右螺母座219螺纹配合,传动齿轮三220固定安装在右螺杆218上,小支座223上设置有轴承座,传动齿轮四221通过轴承座固定安装在传递杆222上,传递杆222转动安装在小支座223上,小支座223固定安装在底板座101上,左螺杆224上也是固定安装有另外一个相同的传动齿轮三220,通过另一个相同的传动齿轮四221驱动左螺杆224转动,左螺杆224与右螺杆218设置的螺纹方向相反。底托225固定安装在支撑柱226上,支撑柱226固定安装在底板座101上,滚动电机227固定安装在底板座101上,传动皮带228设置在电机带轮229、连接轴230上,电机带轮229固定安装在滚动电机227的轴上,连接轴230转动安装在底托225上,万向节231一端固定安装在连接轴230上,另一端固定安装在内固定轴232上,内固定轴232转动安装在底托225上,侧胶轮233固定安装在内固定轴232上。此处夹紧电机209用到的品牌为NEWGEAR/纽格尔,型号为PRF60-L2,此处滚动电机227用到的品牌为ALISEK,型号为ALF60。
固定夹紧部件2处的工作原理如下,启动夹紧电机209,通过传动齿轮二211、传动齿轮一210带动右螺杆218转动,右螺杆218上安装有传动齿轮三220,传动齿轮三220与传动齿轮四221配合,带动传递杆222转动,传递杆222转动后,通过另外一组相同的传动齿轮三220、传动齿轮四221带动左螺杆224转动,从而实现两边的右螺杆218与左螺杆224同时转动,转动后通过两边同样设置的右螺母座219,带着两边同样安装的夹紧滑台201相向滑动,对铸件4进行定位;同时在夹紧滑台201滑动时,通过下转杆204带着带槽连杆203转动,带槽连杆203带和连接座206向前推动滑动套213,由于滑动套213上固定安装有水平液囊312,所以能实现快速将水平液囊312推向铸件4的中心孔内,实现固定定位操作。底托225主要对铸件4的底部实现承托的作用,如果对一个表面检测完成之后,通过启动滚动电机227,在电机带轮229、传动皮带228、连接轴230的配合下,带着检测架10侧轴承202002转动,万向节231带着内固定轴232转动,内固定轴232上固定安装在侧胶轮233,通过侧胶轮233的转动对铸件4进行转动,调整被检测的表面。这里的万向节231、内固定轴232、侧胶轮233,两边结构相同,此处只标出一个作为解释。
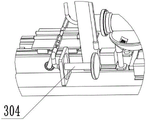
如图9-13所示,液压缸301一端固定安装在下转杆204上,另一端固定安装在压缩头304上,压缩头304滑动安装在弯杆302上,弯杆302固定安装在底板座101上,弯杆连软管道303一端连接在弯杆302上,另一端连接在充液囊307上,压定板305滑动安装在固定杆104上,定位块306固定安装在压定板305上,充液囊307固定安装在定位块306上,导向柱308滑动安装在水平杆103上,斜板309一端固定安装在压定板305上,另一端固定安装在导向柱308上,立齿条310固定安装在导向柱308上,立导向板311固定安装在底板座101上,立齿条310在立导向板311内滑动,水平液囊312固定安装在滑动套213上,转动齿轮314转动安装在转动连接座315上,转动连接座315固定安装在底板座101上,水平齿条313固定安装在夹紧滑台201上。
检测部件3处的工作原理如下,水平液囊312用来放置铸件4,通过固定夹紧部件2对铸件4进行固定定位,当夹紧滑台201滑动时,首先通过下转杆204带着液压缸301转动,液压缸301带着压缩头304在弯杆302内伸缩,将液体通过弯杆连软管道303压入充液囊307内,然后在水平齿条313与转动齿轮314的配合下,带着立齿条310滑动,立齿条310带着导向柱308滑动,导向柱308通过斜板309带着压定板305滑动,将压定板305带着下降,也就是将充液囊307挤压向铸件4的表面,此时,如果铸件4没有缺陷,则充液囊307无变化,如果铸件4的表面有缺陷,比如凹陷之类的,则凹陷处会挤压充液囊307,将充液囊307内的液体通过弯杆连软管道303挤压到水平液囊312内。也就是当水平液囊312内有液体,则说明该铸件4是有缺陷的。以此来完成对铸件4的表面检测。
Claims (8)
1.一种金属铸造件表面检测装备,包括检测架、固定夹紧部件、检测部件、铸件,其特征在于,所述的固定夹紧部件包括夹紧座和推座,所述的夹紧座通过动力源组驱动能相向运动,将铸件进行固定定位;所述的推座能够加快将铸件进行定位的过程;所述的检测部件包括检测头部一、检测头部二、液压缸;所述的检测头部一与所述的检测头部二之间通过软管道连接,所述的检测头部一与所述的液压缸之间也通过软管道连接;在所述的夹紧座对铸件进行固定时,能带动液压缸对检测头部一进行充液操作,当所述的夹紧座在对铸件进行固定的同时,能够带动充液后的检测头部一向铸件表面挤压;当铸件表面有凹陷时,凹陷处会挤压所述的检测头部一,将检测头部一中的液体挤压到所述的检测头部二中,实现对铸件缺陷的检测。
2.根据权利要求1所述的一种金属铸造件表面检测装备,其特征在于,所述的检测部件还包括换位部件,所述的换位部件设置在夹紧座的下方,用于在铸件检测一个面之后改变铸件被检测的面;所述的夹紧座左右两边对称滑动安装在底板座上,在其中一个夹紧座上滑动安装有推座;在所述的推座上固定安装有检测头部二,所述的检测头部二能穿过铸件的中心孔摆放铸件;通过所述的夹紧座从两侧向中间滑动的同时带动推座前进,利用检测头部二快速穿过铸件的中心孔,实现对铸件进行固定定位;所述的液压缸通过弯杆与推座连接;在夹紧座滑动时,利用推座带动所述的弯杆在液压缸内压缩,将液体传送到所述的检测头部一中,所述的检测头部一在检测架上滑动,下降到被固定定位的铸件表面进行检测。
3.根据权利要求2所述的一种金属铸造件表面检测装备,其特征在于,所述的夹紧座包括夹紧滑台,所述的夹紧滑台上固定安装有右螺母座,所述的右螺母座与右螺杆滑动安装,在所述的右螺杆上安装有动力源组;所述的右螺母杆上还安装有传动齿轮三,传动齿轮三与传动齿轮四配合带动传递杆转动,所述的传递杆上安装有另一组传动齿轮三、传动齿轮四,通过所述的另一组传动齿轮三、传动齿轮四的配合将动力传输给左螺母杆;所述的左螺母杆上安装有夹紧滑台;通过左螺母杆和由螺母杆同时转动,带动夹紧滑台在所述的检测架上滑动;所述的夹紧滑台上固定安装有侧固定座,所述的侧固定座中滑动安装有推座的滑动套。
4.根据权利要求3所述的一种金属铸造件表面检测装备,其特征在于,所述的推座还包括带槽连杆,所述的带槽连杆一端转动安装在底板座上,另一端与下转杆滑动连接,所述的下转杆固定安装在夹紧滑台上,所述的下转杆与所述的弯杆连接,所述的带槽连杆上还滑动安装有上转杆,所述的上转杆上设置有连接座,所述的连接座滑动安装在导杆上;通过所述的夹紧台滑动,带动所述的带槽连杆转动,所述的带槽连杆驱动所述的连接座移动,所述的连接座推动所述的滑动套前进,所述的滑动套上固定安装有检测头部二。
5.根据权利要求2所述的一种金属铸造件表面检测装备,其特征在于,所述的检测头部一包括充液囊、水平齿条,所述的充液囊通过软管道与液压缸连接,所述的充液囊通过定位块设置在压定板上,所述的压定板滑动安装在固定杆上,所述的压定板上通过斜板滑动安装在导向柱上;所述的导向柱一端滑动安装在水平杆上,另一端固定安装在立齿条上;所述的水平齿条固定安装在夹紧滑台上,在底板座上还安装有转动齿轮,通过所述的夹紧滑台带着所述的水平齿条移动,所述的水平齿条与所述的转动齿轮配合,所述的转动齿轮与所述的立齿条配合,实现带着所述的压定板上下滑动;所述的充液囊与所述的检测头部二相连接,通过挤压所述的充液囊,将液体顺着软管道到达所述的检测头部二中。
6.根据权利要求5所述的一种金属铸造件表面检测装备,其特征在于,所述的检测头部二包括水平液囊,所述的水平液囊二固定安装在滑动套上,所述的水平液囊通过软管道与充液囊连接。
7.根据权利要求2所述的一种金属铸造件表面检测装备,其特征在于,所述的换位部件包括底托,所述的底托上安装有连接轴,所述的连接轴上设置有传动皮带,所述的传动皮带与动力源连接;连接轴的两端分别安装有万向节,所述的万向节与内固定轴连接,在内固定轴上固定安装有侧胶轮,通过侧胶轮的转动,将所述的圆形铸件转动角度,以改变被检测面。
8.根据权利要求1-7任意一项权利要求所述的一种金属铸造件表面检测装备,其特征在于,所述的底板座上还设置有弹簧,所述的弹簧设置在固定柱上,用于在检测铸件时用缓冲力保护铸件表面。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110739154.2A CN113406294B (zh) | 2021-06-30 | 2021-06-30 | 一种金属铸造件表面检测装备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110739154.2A CN113406294B (zh) | 2021-06-30 | 2021-06-30 | 一种金属铸造件表面检测装备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113406294A true CN113406294A (zh) | 2021-09-17 |
| CN113406294B CN113406294B (zh) | 2022-02-18 |
Family
ID=77680600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110739154.2A Active CN113406294B (zh) | 2021-06-30 | 2021-06-30 | 一种金属铸造件表面检测装备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113406294B (zh) |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1172725A (en) * | 1966-03-25 | 1969-12-03 | United States Steel Corp | Apparatus and Method for Detecting Bulges in Continuous Casting. |
| US20150316508A1 (en) * | 2012-12-27 | 2015-11-05 | Posco | Apparatus and method for detecting inner defects of steel plate |
| BR112015025556A2 (pt) * | 2013-04-17 | 2017-07-18 | Nippon Steel & Sumitomo Metal Corp | método de inspeção de defeito de metal |
| CN206583827U (zh) * | 2017-03-09 | 2017-10-24 | 伟杰科技(苏州)有限公司 | 一种铸件缺陷的ct检测装置 |
| CN207380028U (zh) * | 2017-10-31 | 2018-05-18 | 厦门欣迈科技有限公司 | 金属柱探伤装置 |
| CN108189354A (zh) * | 2017-12-29 | 2018-06-22 | 重庆雷钜电子科技有限公司 | 注塑件平整度检测机构 |
| CN209117674U (zh) * | 2018-11-28 | 2019-07-16 | 青州通达检测工程有限公司 | 一种用于金属管道的无损检测工作台 |
| CN209525275U (zh) * | 2018-11-08 | 2019-10-22 | 重庆三友机器制造有限责任公司 | 一种铸造用检测装置 |
| CN210570453U (zh) * | 2019-10-19 | 2020-05-19 | 温州宏泰无损检测有限公司 | 一种管件加工用平整度检测装置 |
| CN111323556A (zh) * | 2020-03-10 | 2020-06-23 | 双峰县建设机械有限责任公司 | 一种铸件夹具及具有该夹具的表面缺陷检测装置 |
| CN111638314A (zh) * | 2020-04-29 | 2020-09-08 | 高翠荣 | 一种铸造件表面多方位检测装置 |
| CN212179842U (zh) * | 2020-08-03 | 2020-12-18 | 北京航天控制仪器研究所 | 一种智能化检测半球类半球零件的检测装置 |
| CN112504182A (zh) * | 2021-01-08 | 2021-03-16 | 汪春香 | 一种利用水位变化的合金铸件检测装置 |
-
2021
- 2021-06-30 CN CN202110739154.2A patent/CN113406294B/zh active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1172725A (en) * | 1966-03-25 | 1969-12-03 | United States Steel Corp | Apparatus and Method for Detecting Bulges in Continuous Casting. |
| US20150316508A1 (en) * | 2012-12-27 | 2015-11-05 | Posco | Apparatus and method for detecting inner defects of steel plate |
| BR112015025556A2 (pt) * | 2013-04-17 | 2017-07-18 | Nippon Steel & Sumitomo Metal Corp | método de inspeção de defeito de metal |
| CN206583827U (zh) * | 2017-03-09 | 2017-10-24 | 伟杰科技(苏州)有限公司 | 一种铸件缺陷的ct检测装置 |
| CN207380028U (zh) * | 2017-10-31 | 2018-05-18 | 厦门欣迈科技有限公司 | 金属柱探伤装置 |
| CN108189354A (zh) * | 2017-12-29 | 2018-06-22 | 重庆雷钜电子科技有限公司 | 注塑件平整度检测机构 |
| CN209525275U (zh) * | 2018-11-08 | 2019-10-22 | 重庆三友机器制造有限责任公司 | 一种铸造用检测装置 |
| CN209117674U (zh) * | 2018-11-28 | 2019-07-16 | 青州通达检测工程有限公司 | 一种用于金属管道的无损检测工作台 |
| CN210570453U (zh) * | 2019-10-19 | 2020-05-19 | 温州宏泰无损检测有限公司 | 一种管件加工用平整度检测装置 |
| CN111323556A (zh) * | 2020-03-10 | 2020-06-23 | 双峰县建设机械有限责任公司 | 一种铸件夹具及具有该夹具的表面缺陷检测装置 |
| CN111638314A (zh) * | 2020-04-29 | 2020-09-08 | 高翠荣 | 一种铸造件表面多方位检测装置 |
| CN212179842U (zh) * | 2020-08-03 | 2020-12-18 | 北京航天控制仪器研究所 | 一种智能化检测半球类半球零件的检测装置 |
| CN112504182A (zh) * | 2021-01-08 | 2021-03-16 | 汪春香 | 一种利用水位变化的合金铸件检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113406294B (zh) | 2022-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111948517B (zh) | 一种新能源汽车电子控制电路板测试系统及测试方法 | |
| CN203414286U (zh) | 新型的多功能变角度加载试验机 | |
| CN214309875U (zh) | 管材环刚度试验装置 | |
| CN111766143B (zh) | 一种万能试验机 | |
| CN111992849A (zh) | 一种阀体铸件生产后自动捕捉补焊装置及其工作方法 | |
| CN107627049B (zh) | 一种用于热焊检测设备的专用热焊装置 | |
| CN113406294B (zh) | 一种金属铸造件表面检测装备 | |
| CN114295395A (zh) | 一种基于互联网的汽车配件生产检测装置 | |
| CN110757089A (zh) | 一种适应于不同管径管件的夹持装置 | |
| CN212109942U (zh) | 一种传动轴长度测量台 | |
| CN113866034A (zh) | 一种铝镁合金板材出场用硬度质量检测设备 | |
| CN113399970A (zh) | 一种高压熔断器全自动组装设备 | |
| CN111331272B (zh) | 轮毂焊接生产线 | |
| CN105067460A (zh) | 自适应硬度测量机 | |
| CN111420891A (zh) | 轮毂圆度自动检测分料装置 | |
| CN115112031A (zh) | 一种管材外径和直线度测量方法及测量设备 | |
| CN111366350B (zh) | 一种用于配合件的检测设备及其使用方法 | |
| CN114130861A (zh) | 一种校直设备 | |
| CN112254993A (zh) | 一种液压夹钳闸调器自动化试验台 | |
| CN210893044U (zh) | 轴齿产品精车工序自动检测设备 | |
| CN107321634B (zh) | 一种传动轴检测装置 | |
| CN110773983A (zh) | 自动压装设备 | |
| CN212963660U (zh) | 一种用于驱动轴的称重拉拔检测装置 | |
| CN110954415A (zh) | 一种汽车玻璃的防暴力测试设备 | |
| CN219956491U (zh) | 汽车靠背弯管总成角度检测台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |