CN113117422A - 一种气力输灰控制方法 - Google Patents
一种气力输灰控制方法 Download PDFInfo
- Publication number
- CN113117422A CN113117422A CN202110432259.3A CN202110432259A CN113117422A CN 113117422 A CN113117422 A CN 113117422A CN 202110432259 A CN202110432259 A CN 202110432259A CN 113117422 A CN113117422 A CN 113117422A
- Authority
- CN
- China
- Prior art keywords
- bag
- type dust
- ash conveying
- pneumatic
- ash
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/66—Regeneration of the filtering material or filter elements inside the filter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/02—Particle separators, e.g. dust precipitators, having hollow filters made of flexible material
- B01D46/023—Pockets filters, i.e. multiple bag filters mounted on a common frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/42—Auxiliary equipment or operation thereof
- B01D46/44—Auxiliary equipment or operation thereof controlling filtration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/56—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours with multiple filtering elements, characterised by their mutual disposition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Incineration Of Waste (AREA)
Abstract
本发明涉及输灰控制技术领域,公开了一种气力输灰控制方法,包括以下步骤:多个布袋除尘器灰仓定时自动启停进行布袋除尘和气力输灰;每条气力输灰管道对应的多个布袋除尘器灰仓按定时模式依次进行气力输灰,多条气力输灰管道依次间歇进行气力输灰,第一条气力输灰管道的最后一个布袋除尘器灰仓停止布袋除尘的信号作为第二条气力输灰管道的第一个布袋除尘器灰仓开始布袋除尘的延时触发信号;最后一条气力输灰管道的最后一个布袋除尘器灰仓停止布袋除尘的信号作为第一条气力输灰管道的第一个布袋除尘器灰仓开始布袋除尘的延时触发信号,这种气力输灰控制方法,降低输灰管道、阀门的磨损,延长输灰管道、阀门的使用寿命。
Description
技术领域
本发明涉及输灰控制技术领域,特别涉及一种气力输灰控制方法。
背景技术
锅炉装置属于长周期持续运行装置,布袋除尘和气力输灰作为锅炉配套设施也是长周期运行,如图1所示,但是由于布袋除尘器喷吹落灰是定期间歇性发生,这就导致长周期运行的气力输灰控制系统输灰量不均匀。落灰量较小时,大量空气带有少量灰粉,在管道加压输送过程中,输送介质质量大幅度降低,流速成倍增加,高速流动空气夹杂着灰粉加剧了对输灰管道、阀门的冲刷和磨损,同时提高了阀门的密封等级要求。
锅炉装置共有四套气力输灰系统,四套气力输灰共有气动出料阀8台、落料阀24台、加压阀8台,其中出料阀、落料阀、加压阀为高频动作阀门,锅炉运行期间由PLC程控控制阀门开关动作完成输灰工作,下料时间一般根据布袋除尘器灰量大小设置为50-100秒,也就是说按100秒下灰时间来算,气力输灰正常运行期间出料阀、落料阀、加压阀每小时开关36次,动作72次,按照目前锅炉四台全开来算每台锅炉每年连续运行12个月左右,每年出料阀、落料阀动作622080次。如此高频动作和介质为高温煤灰导致气力输灰输灰管道阀门磨损严重,穿孔情况时常发生。
运行过程中尝试通过加长落灰时间来降低输灰频次,但效果有限,且存在工灰量大堵输灰管道等风险。
如何避免输灰管道堵塞同时降低输灰管道、阀门的磨损,延长输灰管道、阀门的使用寿命是锅炉装置亟待解决的问题。
发明内容
本发明提供一种气力输灰控制方法,能够降低输灰管道和阀门的磨损,延长输灰管道和阀门的使用寿命;实现节能降耗,节约成本,保证长周期、满负荷运行。
一种气力输灰控制方法,包括以下步骤:
S1、控制系统控制多个布袋除尘器灰仓定时自动启停进行布袋除尘和气力输灰;
S2、控制系统控制每条气力输灰管道对应的多个布袋除尘器灰仓按定时模式依次进行气力输灰;
S3、控制系统控制多条气力输灰管道依次间歇进行气力输灰。
所述步骤S3中多条气力输灰管道中第一条气力输灰管道连接的最后一个布袋除尘器灰仓停止进烟气即停止布袋除尘的信号作为第二条气力输灰管道连接的第一个布袋除尘器灰仓开始进烟气即开始布袋除尘的延时触发信号;最后一条气力输灰管道连接的最后一个布袋除尘器灰仓停止进烟气即停止布袋除尘的信号作为第一条气力输灰管道连接的第一个布袋除尘器灰仓开始进烟气即开始布袋除尘的延时触发信号。
所述步骤S3中,多条气力输灰管道中第一条气力输灰管道上第一个布袋除尘器灰仓停止进烟气即停止布袋除尘的信号作为第一条气力输灰管道开始气力输灰的触发信号,第一条气力输灰管道上最后一个布袋除尘器灰仓停止进烟气即停止布袋除尘的信号作为第一条气力输灰管道停止气力输灰的延时触发信号;最后一条气力输灰管道上最后一个布袋除尘器灰仓停止进烟气即停止布袋除尘的信号作为最后一条气力输灰管道停止气力输灰的延时触发信号。
与现有技术相比,本发明的有益效果在于:
本发明通过在锅炉装置布袋除尘和气力输灰新增联动顺控,解决了锅炉装置长周期高负荷运行下的气力输灰控制系统中输灰管道、阀门磨损冲刷严重的问题,延长了气力输灰控制系统中输灰管道、阀门的使用寿命,保证系统高负荷、长周期运行,节约了运行成本。
本发明降低气力输灰的输灰频率,提高了输灰的效率,降低了输灰管道、阀门的磨损,延长可输灰管道、阀门的使用寿命;实现节能降耗,节约成本,保证长周期、满负荷运行。
附图说明
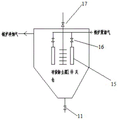
图1为本发明背景技术提供的一种气力输灰控制方法的示意图。
图2为本发明实施例提供的一种气力输灰控控制方法的示意图。
图3为本发明提供的一种气力输灰控制系统的连接结构示意图。
图4为本发明提供的一种气力输灰控制系统中布袋除尘器灰仓内的结构示意图。
图5为本发明提供的一种气力输灰控制方法的流程框图。
附图标记说明:
1-工厂空气气罐,2-布袋除尘器喷吹气罐,3-气力输灰输送气罐,4-第二控制阀,5-第一控制阀,6-布袋除尘器灰仓,7-仓泵,8-加压阀,9-出料阀,10-灰库,11-落料阀,12-喷吹手动总阀,13-第三控制阀,14-第四控制阀,15-布袋,16-提升阀,17-自动脉冲阀门。
具体实施方式
下面结合附图2-5,对本发明的一个具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
如图3和图4所示,本发明提供的一种气力输灰控制系统,包括:多条气力输灰管道,用于气力输灰,每条气力输灰管道上均设有加压阀8和出料阀9;
多条喷吹管道,与多条气力输灰管道一一对应,用于对多个布袋除尘器灰仓6进行脉冲气体喷吹,每条喷吹管道上均设有喷吹手动总阀12;
提升阀16,设置布袋除尘器灰仓6上,用于控制烟气经过布袋除尘器灰仓6,所述每个布袋除尘器灰仓6内的布袋15为多个,多个布袋15分别通过提升阀16连接锅炉原烟气管道,多个布袋除尘器灰仓6分别连接锅炉净化烟气管道;
多个落料阀11,一一对应设置在多个布袋除尘器灰仓6底部,用于控制布袋除尘器灰仓6落灰;
多个仓泵7,一一对应设置在多个布袋除尘器灰仓6下,用于接收布袋除尘器灰仓6的落灰,同时用于控制输灰;
每条气力输灰管道和对应的喷吹管道之间连接多个布袋除尘器灰仓6;
PLC控制系统,通过提升阀16控制烟气通过布袋除尘器灰仓6,当布袋除尘器灰仓6停止烟气进入时,PLC控制系统先控制落料阀11开启,然后控制喷吹手动总阀12和布袋除尘器灰仓6上对应的自动脉冲阀门17开启,给对应的布袋除尘器灰仓6内的布袋15进行脉冲气体喷吹,使得布袋15上聚集的灰尘落入对应的仓泵7内,喷吹完成后,PLC控制系统控制落料阀11关闭,然后控制加压阀8开启,对仓泵7及对应的气力输灰管道进行气体加压,加压完成后,PLC控制系统控制出料阀9开启,开始进行气力输灰,PLC控制系统按定时顺控模式依次对每条气力输灰管道和对应的喷吹管道之间的布袋除尘器灰仓6进行气力输灰,PLC控制系统间歇控制多条气力输灰管道进行气力输灰,将灰尘输送入灰库10中。
每个布袋除尘器灰仓6通过自动脉冲阀门17连接喷吹管道。
所述气力输灰管道通过第一管道和第一控制阀5与气力输灰输送气罐3连接,所述气力输灰输送气罐3通过第二管道和第二控制阀4与工厂空气气罐1连接;
所述第一控制阀5和第二控制阀4分别与PLC控制系统信号连接。
所述喷吹管道通过第三管道和第三控制阀13与布袋除尘器喷吹气罐2连接,所述布袋除尘器喷吹气罐2通过第四管道和第四控制阀14与工厂空气气罐1连接;
所述第三控制阀13和第四控制阀14分别与PLC控制系统信号连接。
所述多条气力输灰管道中第一条气力输灰管道连接的最后一个布袋除尘器灰仓6的提升阀16打开的信号即停止进烟气的信号作为第二条气力输灰管道连接的第一个布袋除尘器灰仓6的提升阀16关闭即开始进烟气的延时触发信号;最后一条气力输灰管道连接的最后一个布袋除尘器灰仓6的提升阀16打开的信号即停止进烟气的信号作为第一条气力输灰管道连接的第一个布袋除尘器灰仓6的提升阀16关闭即开始进烟气的延时触发信号。
如图5所示,一种气力输灰控制方法,使用上述的气力输灰控制系统,包括以下步骤:
S1、控制系统控制多个布袋除尘器灰仓6定时自动启停进行布袋除尘和气力输灰;
S2、控制系统控制每条气力输灰管道对应的多个布袋除尘器灰仓6按定时模式依次进行气力输灰;
S3、控制系统控制多条气力输灰管道依次间歇进行气力输灰。
所述步骤S3中多条气力输灰管道中第一条气力输灰管道连接的最后一个布袋除尘器灰仓6停止进烟气即停止布袋除尘的信号作为第二条气力输灰管道连接的第一个布袋除尘器灰仓6开始进烟气即开始布袋除尘的延时触发信号;最后一条气力输灰管道连接的最后一个布袋除尘器灰仓6停止进烟气即停止布袋除尘的信号作为第一条气力输灰管道连接的第一个布袋除尘器灰仓6开始进烟气即开始布袋除尘的延时触发信号。
所述步骤S3中,多条气力输灰管道中第一条气力输灰管道上第一个布袋除尘器灰仓6停止进烟气即停止布袋除尘的信号作为第一条气力输灰管道开始气力输灰的触发信号,第一条气力输灰管道上最后一个布袋除尘器灰仓6停止进烟气即停止布袋除尘的信号作为第一条气力输灰管道停止气力输灰的延时触发信号;最后一条气力输灰管道上最后一个布袋除尘器灰仓6停止进烟气即停止布袋除尘的信号作为最后一条气力输灰管道停止气力输灰的延时触发信号。
如图2所示,本发明通过布袋除尘和气力输灰联动顺控,将气力输灰与布袋除尘改为同步运行,且1-6号灰仓落灰单独对应A侧气力输灰,7-12号灰仓单独对应B侧气力输灰。通过顺控(按顺序依次控制)方式实现了将气力输灰A/B两侧同时24小时无间歇运行转变为的单侧间歇性运行,气力输灰运行频率可根据布袋除尘的喷吹频率以及锅炉负荷相关联,降低气力输灰运行频率,同时能起到延长输灰管道、阀门使用寿命的作用。
气力输灰运行控制增加旁路顺控模式,投用时,布袋除尘器按定时模式运行,当布袋除尘未运行时,气力输灰A/B均不运行。布袋除尘不运行时,不喷吹,烟气灰尘附着在除尘器布袋上,基本没有灰尘落下,所以气力输灰不运行不影响。
布袋除尘器按定时模式运行,定时开始时1#灰仓开始喷吹落灰即开始布袋除尘时,1#-6#灰仓下对应的A侧气力输灰管道开始进行气力输灰,B侧气力输灰处于停止状态,其中1#灰仓内最后一个布袋15对应的提升阀16关闭,提升阀关闭1#灰仓开始喷吹落灰即开始布袋除尘的信号作为A侧气力输灰管道开始进行气力输灰启动触发信号。当6#灰仓喷吹完成后,其中6#灰仓的提升阀打开,提升阀打开6#灰仓喷吹完成即停止布袋除尘的信号作为A侧气力输灰停止运行延时的触发信号,延时一定时间,该时间工艺可根据负荷调整,A侧气力输灰停止输灰。
当7#灰仓开始喷吹落灰即开始布袋除尘时,7#-12#灰仓下对应的B侧气力输灰管道开始进行气力输,灰A侧气力输灰管道处于停止状态,其中7#灰仓的提升阀16关闭,提升阀16关闭7#灰仓开始喷吹落灰即开始布袋除尘的信号作为B侧气力输灰管道开始进行气力输灰的启动触发信号。当12#灰仓喷吹完成后,其中12#灰仓的提升阀16打开,提升阀16打开12#灰仓喷吹落灰完成即停止布袋除尘的信号作为B侧气力输灰管道停止运行延时的触发信号,延时一定时间,该时间工艺可根据负荷调整,B侧气力输灰停止输灰。同时12#灰仓的提升阀16打开,提升阀16打开12#灰仓喷吹落灰完成即停止布袋除尘的信号也作为布袋除尘器定时模式复位触发信号,布袋除尘器计时器重新倒计时。
本发明通过在锅炉装置布袋除尘和气力输灰新增联动顺控,解决了锅炉装置长周期高负荷运行下的气力输灰控制系统及控制方法输灰管道、阀门磨损冲刷严重的问题,延长了气力输灰控制系统及控制方法输灰管道、阀门使用寿命,保证系统高负荷、长周期运行,节约了运行成本。
本发明能够将气力输灰输灰频率由每小时36次降低至10次,同时气力输灰管道、阀门的使用寿命由原来的5个月,提高至一年半,大幅度减少了管道、阀门磨损外漏煤灰对环境的影响。
本发明降低气力输灰控制系统及控制方法的输灰频率,提高输灰的效率,降低输灰管道、阀门的磨损,延长输灰管道、阀门的使用寿命;实现节能降耗,节约成本,保证长周期、满负荷运行。
以上公开的仅为本发明的几个具体实施例,但是,本发明实施例并非局限于此,任何本领域的技术人员能思之的变化都应落入本发明的保护范围。
Claims (3)
1.一种气力输灰控制方法,其特征在于,包括以下步骤:
S1、控制系统控制多个布袋除尘器灰仓(6)定时自动启停进行布袋除尘和气力输灰;
S2、控制系统控制每条气力输灰管道对应的多个布袋除尘器灰仓(6)按定时模式依次进行气力输灰;
S3、控制系统控制多条气力输灰管道依次间歇进行气力输灰。
2.如权利要求1所述的气力输灰控制方法,其特征在于,所述步骤S3中多条气力输灰管道中第一条气力输灰管道连接的最后一个布袋除尘器灰仓(6)停止进烟气即停止布袋除尘的信号作为第二条气力输灰管道连接的第一个布袋除尘器灰仓(6)开始进烟气即开始布袋除尘的延时触发信号;最后一条气力输灰管道连接的最后一个布袋除尘器灰仓(6)停止进烟气即停止布袋除尘的信号作为第一条气力输灰管道连接的第一个布袋除尘器灰仓(6)开始进烟气即开始布袋除尘的延时触发信号。
3.如权利要求1所述的气力输灰控制方法,其特征在于,所述步骤S3中,多条气力输灰管道中第一条气力输灰管道上第一个布袋除尘器灰仓(6)停止进烟气即停止布袋除尘的信号作为第一条气力输灰管道开始气力输灰的触发信号,第一条气力输灰管道上最后一个布袋除尘器灰仓(6)停止进烟气即停止布袋除尘的信号作为第一条气力输灰管道停止气力输灰的延时触发信号;最后一条气力输灰管道上最后一个布袋除尘器灰仓(6)停止进烟气即停止布袋除尘的信号作为最后一条气力输灰管道停止气力输灰的延时触发信号。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110432259.3A CN113117422B (zh) | 2021-04-21 | 2021-04-21 | 一种气力输灰控制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110432259.3A CN113117422B (zh) | 2021-04-21 | 2021-04-21 | 一种气力输灰控制方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113117422A true CN113117422A (zh) | 2021-07-16 |
| CN113117422B CN113117422B (zh) | 2023-06-23 |
Family
ID=76778780
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110432259.3A Active CN113117422B (zh) | 2021-04-21 | 2021-04-21 | 一种气力输灰控制方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113117422B (zh) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101736108A (zh) * | 2009-12-30 | 2010-06-16 | 中冶南方工程技术有限公司 | 用于仓泵输灰的高炉煤气布袋除尘系统的分组控制方法 |
| CN203158822U (zh) * | 2013-04-11 | 2013-08-28 | 天津海天依电力工程有限公司 | 超低能耗正压浓相气力输灰系统 |
| CN203620413U (zh) * | 2013-12-09 | 2014-06-04 | 无锡雪浪环境科技股份有限公司 | 一种烟气输灰与过滤相结合的除尘系统 |
| CN211569416U (zh) * | 2019-12-20 | 2020-09-25 | 江苏瑞立环保工程股份有限公司 | 一种新型高炉煤气布袋除尘器内压自输灰装置 |
| CN212892736U (zh) * | 2020-07-01 | 2021-04-06 | 广东粤电靖海发电有限公司 | 一种节能型燃煤电厂正压浓相气力输灰系统 |
-
2021
- 2021-04-21 CN CN202110432259.3A patent/CN113117422B/zh active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101736108A (zh) * | 2009-12-30 | 2010-06-16 | 中冶南方工程技术有限公司 | 用于仓泵输灰的高炉煤气布袋除尘系统的分组控制方法 |
| CN203158822U (zh) * | 2013-04-11 | 2013-08-28 | 天津海天依电力工程有限公司 | 超低能耗正压浓相气力输灰系统 |
| CN203620413U (zh) * | 2013-12-09 | 2014-06-04 | 无锡雪浪环境科技股份有限公司 | 一种烟气输灰与过滤相结合的除尘系统 |
| CN211569416U (zh) * | 2019-12-20 | 2020-09-25 | 江苏瑞立环保工程股份有限公司 | 一种新型高炉煤气布袋除尘器内压自输灰装置 |
| CN212892736U (zh) * | 2020-07-01 | 2021-04-06 | 广东粤电靖海发电有限公司 | 一种节能型燃煤电厂正压浓相气力输灰系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113117422B (zh) | 2023-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203158822U (zh) | 超低能耗正压浓相气力输灰系统 | |
| CN201437476U (zh) | 石子煤卸料负压气力输送系统 | |
| CN110016530B (zh) | 一种高炉煤气全干法净化系统及其工艺流程 | |
| CN202296397U (zh) | 风力输灰系统 | |
| CN103691242A (zh) | 一种中央除尘装置及除尘方法 | |
| CN202414800U (zh) | 一种燃煤电厂节能型干除灰智能输送装置 | |
| CN108910541B (zh) | 一种电厂节能输灰系统及方法 | |
| CN112189885B (zh) | 一种风力送丝系统、管路选择器、送丝方法及清理方法 | |
| CN213976087U (zh) | 一种助推式节能防堵气力输送装置 | |
| CN201997197U (zh) | 污泥干燥送烧分箱式脉冲除尘器 | |
| CN201361501Y (zh) | 防堵低阻脉冲除尘器 | |
| CN214827290U (zh) | 一种节能的气力输送除灰系统 | |
| CN107520035B (zh) | 一种砂石加工和除尘的装置及方法 | |
| CN113117422A (zh) | 一种气力输灰控制方法 | |
| CN215515797U (zh) | 一种气力输灰装置 | |
| CN205517091U (zh) | 一种电控式自动除尘装置 | |
| CN112607429A (zh) | 一种燃煤电厂气力输灰节能控制方法 | |
| CN211753231U (zh) | 一种用于垃圾焚烧袋式除尘器的飞灰疏堵装置 | |
| CN210699199U (zh) | 节能低耗电煤源发电用高碳铬铁矿热电炉用负压反吸布袋除尘器的清灰装置 | |
| CN109306951B (zh) | 一种气泵节能装置 | |
| CN201581097U (zh) | 用于仓泵输灰的高炉煤气布袋除尘系统的分组控制装置 | |
| CN207527600U (zh) | 焚烧炉自动进料机 | |
| CN220759569U (zh) | 一种电除尘灰斗输灰系统 | |
| CN110090534A (zh) | 一种脱硫剂控制检测方法 | |
| CN217024456U (zh) | 一种基于料斗料位触发输送循环的输送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB03 | Change of inventor or designer information |
Inventor after: Wang Hua Inventor after: Liu Linyu Inventor after: Wang Honggang Inventor after: Fan Kai Inventor after: Zhang Wanlu Inventor before: Wang Hua Inventor before: Liu Linyu Inventor before: Wang Honggang Inventor before: Fan Kai Inventor before: Zhang Wanlu |
|
| CB03 | Change of inventor or designer information | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |