CN113104563B - 一种装载治具以及治具回流装置 - Google Patents
一种装载治具以及治具回流装置 Download PDFInfo
- Publication number
- CN113104563B CN113104563B CN202110289504.XA CN202110289504A CN113104563B CN 113104563 B CN113104563 B CN 113104563B CN 202110289504 A CN202110289504 A CN 202110289504A CN 113104563 B CN113104563 B CN 113104563B
- Authority
- CN
- China
- Prior art keywords
- clamping
- jig
- loading
- conveying
- loading jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
本申请涉及治具及输送技术领域,特别涉及一种装载治具以及治具回流装置,装载治具包括承载台、安装架、以及固定组件,固定组件用于将产品固定在承载台上,在承载台两端设置有用于夹持顶盖和/或连接片的夹持组件,夹持组件的夹持面上形成有若干个不同朝向设置的夹持槽,通过多个夹持槽实现适应夹持不同的加工工序后连接片和顶盖的形状,避免使用和更换多种夹具造成成本高,方便连续生产,大大提高生产效率。并且通过治具回流装置实现回流输送装载治具,利用多层用于传送装载治具的输送装置实现回流输送,输送装置确保输送装载治具的位置精度,通过转移组件对将装载治具在若干层输送装置之间循环转移,大大提高输送转移装载治具的效率。
Description
技术领域
本申请涉及治具及输送技术领域,特别涉及一种装载治具以及治具回流装置。
背景技术
在锂离子电池的生产中,需要将连接片焊接到电池的顶盖上,在这个生产过程中需要进行预焊、裁切等多种工序,为此需要通过运输治具将连接片和顶盖输送到各工序的生产工位进行加工。然而,在经过不同的加工工序后,连接片和顶盖的形状和位置会发生变化,现有的传统治具难以实现对不同形状连接片和顶盖进行夹持和固定,对生产造成不便,使得生产效率难以提高,并且输送治具的输送线需要高效率高精度的特点,以满足产品在多种生产工序中的位置精度。
发明内容
本申请的发明目的在于提供一种装载治具以及治具回流装置,采用本申请提供的技术方案解决了传统治具难以实现对不同形状连接片和顶盖进行夹持和固定,对生产造成不便,使得生产效率难以提高以及输送线难以满足高效率和精度要求的问题。
为了解决上述技术问题,本申请提供一种装载治具以及治具回流装置,包括用于承载产品的承载台、用于支撑所述承载台的安装架、以及设置于所述承载台上的固定组件;所述承载台两端设置有用于夹持顶盖和/或连接片的夹持组件;所述夹持组件的夹持面上形成有若干个不同朝向设置的夹持槽。通过多条夹持槽实现适应夹持不同的加工工序后连接片和顶盖的形状,避免使用和更换多种夹具造成成本高,方便连续生产,大大提高生产效率。
优选的,所述夹持组件包括设置于所述承载台一端且用于夹持顶盖的第一夹持组件、以及设置于另一端且用于夹持连接片的第二夹持组件。
优选的,所述第一夹持组件和第二夹持组件均包括两块滑动设置在所述承载台的夹块;所述夹块之间设置有令两块所述夹块张开的滚轮。滚轮向两侧张开移动,进而滚轮带动夹块向两侧张开,实现夹块开夹动作。当驱动块离开时,通过两块夹块之间的弹性组件使得两块夹块相向移动,实现夹紧动作。
优选的,所述夹持槽包括沿所述承载台长度方向延伸的第一夹持槽、垂直于所述第一夹持槽的第二夹持槽、以及垂直所述第一夹持槽且平行于所述第二夹持槽的第三夹持槽。进而实现对不同状态的顶盖和连接片进行夹持,确保夹持稳固并且提高兼容性。
优选的,所述安装架的底部装设有滑块;所述安装架上设置有支撑所述承载台的轴承结构。实现安装架稳固支撑承载台,保证承载台上产品的稳定性。
优选的,所述固定组件包括下压于所述承载台上的压板、可升降设置于所述安装架侧面的拉板;所述压板的底面与所述拉板顶面固定连接,所述拉板的底部通过弹性组件与所述安装架连接,以令所述压板下压于所述承载台。拉板的底部通过弹性组件与安装架连接,通过弹性组件弹性力使得拉板下降,进而实现驱动压板下压固定承载台上的电池。
一种治具回流装置,用于回流输送上述的装载治具,包括若干层用于传送所述装载治具的输送装置、以及分别设置于所述输送装置输入端和输出端的转移组件;所述转移组件驱动所述装载治具于若干层所述输送装置之间循环转移。通过转移组件将装载治具在若干层输送装置之间循环转移,实现提高输送装载治具的效率,确保输送装载治具的位置精度。
优选的,所述输送装置包括架体、设置于所述架体顶部且用于供所述装载治具滑动的第一滑轨、以及若干组可与所述装载治具底部连接的驱动组件;所述驱动组件滑动设置在所述架体内侧。进而通过驱动组件在滑动时带动装载治具在第一滑轨上滑动,实现驱动装载治具移动的目的,输送稳定,同时节省设备占用空间。
优选的,所述架体内侧设置有第二滑轨;所述驱动组件包括滑动设置在所述第二滑轨上的安装板、以及固定于所述安装板上的伸缩驱动组件;所述伸缩驱动组件的伸缩端设置有可嵌入所述所述装载治具底部的卡块。伸缩驱动组件的伸缩端驱动卡块上升并嵌入装载治具底部的卡槽,进而实现安装板与装载治具连接,提高传动效率,确保输送装载治具顺畅。
优选的,在所述输送装置的两侧沿输送方向设置有若干个下拉组件,所述下拉组件包括固定于所述输送装置侧方的下拉驱动组件、以及设置于所述下拉驱动组件的下拉板;所述下拉驱动组件驱动所述下拉板下压以令所述装载治具整体下降,通过下拉驱动组件驱动下拉板下压固定装载治具,进而实现将装载治具上的电池下降并贴合加工台,便于对电池进行加工,确保产品位置准确,进一步提高电池的加工质量。
与现有技术相比,本申请的有益效果是:本申请的装载治具包括承载电池产品的承载台、支撑承载台的安装架、以及活动设置于承载台上的固定组件,固定组件用于将产品固定在承载台上,在承载台两端设置有用于夹持顶盖和连接片的夹持组件,夹持组件的夹持面上形成有若干个不同朝向设置的夹持槽,通过多个夹持槽实现适应夹持不同的加工工序后连接片和顶盖的形状,避免使用和更换多种夹具造成成本高,方便连续生产,大大提高生产效率。并且通过治具回流装置实现回流输送装载治具,利用多层用于传送装载治具的输送装置实现回流输送,输送装置确保输送装载治具的位置精度,通过转移组件对将装载治具在若干层输送装置之间循环转移,大大提高输送转移装载治具的效率。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对本申请实施例或现有技术的描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本申请的一部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本申请实施例的装载治具以及治具回流装置的结构示意图;
图2为本申请实施例的装载治具的结构示意图;
图3为本申请实施例的装载治具的立体图;
图4为本申请实施例的输送装置的结构示意图;
图5为本申请实施例的转移装置的结构示意图。
附图标记
10、装载治具;11、承载台;111、避空槽;112、下压块;113、缓冲块;
12、安装架;121、有滑块;122、轴承结构;13、固定组件;131、压板;
132、拉板;133、弹性组件;14、第一夹持组件;141、夹块;142、第一夹持槽;143、第二夹持槽;144、第三夹持槽;15、第二夹持组件;151、滚轮;16、承托块;20、输送装置;21、架体;121、滑块;22、驱动组件; 221、安装板;222、伸缩驱动组件;223、卡块;23、第一滑轨;30、转移组件;31、升降平台;32、驱动机械手;33、连接滑轨;40、下拉组件; 41、下拉板;42、下拉驱动组件;50、扫码枪。
具体实施方式
以下将以图式揭露本申请的多个实施方式,为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本申请。也就是说,在本申请的部分实施方式中,这些实务上的细节是非必要的。此外,为简化图式起见,一些习知惯用的结构与组件在图式中将以简单的示意的方式绘示之。
需要说明,本申请实施例中所有方向性指示诸如上、下、左、右、前、后……仅用于解释在某一特定姿态如附图所示下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本申请中如涉及“第一”、“第二”等的描述仅用于描述目的,并非特别指称次序或顺位的意思,亦非用以限定本申请,其仅仅是为了区别以相同技术用语描述的组件或操作而已,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本申请要求的保护范围之内。
为能进一步了解本申请的发明内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下:
为了解决上述技术问题,本实施例提供一种装载治具10,如图2所示,图2为本申请实施例的装载治具的结构示意图;包括用于承载电池产品的承载台11,用于支撑承载台11的安装架12、以及活动设置于承载台11上的固定组件13,固定组件13用于下压产品,以令产品固定在承载台11上,在承载台11两端设置有用于夹持顶盖和连接片的夹持组件,夹持组件的夹持面上形成有若干个不同朝向设置的夹持槽,通过多条夹持槽实现适应夹持不同的加工工序后连接片和顶盖的形状,避免使用和更换多种夹具造成成本高,方便连续生产,大大提高生产效率。
具体的,电池放置在承载台11上,在承载台11上形成有避空槽111,电池通过夹爪放置在承载台11上时,承载台11可通过避空槽111实现避空夹爪,方便夹爪放置电池,在安装架12的底部装设有滑块121,安装架12上设置有支撑承载台11的轴承结构122,在安装架12底部连接有呈T形的下压块 112,在安装架12的侧边固定有与下压块112配合的缓冲块113。
电池的两端极耳上需要装配、焊接上连接片和顶盖,为此,在承载台11 的两端设置有夹持组件,在承载台11的两端分别设置有承托块16,用于承托连接片和顶盖。请参见图3,图3为本申请实施例的装载治具的立体图,夹持组件包括设置于承载台11一端且用于夹持顶盖的第一夹持组件14、以及设置于另一端且用于夹持连接片的第二夹持组件15;第一夹持组件14和第二夹持组件15均包括两块滑动设置在承载台11的夹块141;两块夹块141之间可通过弹性组件进行连接,进而提供夹持力实现两块夹块141夹持顶盖和连接片,两个夹块141之间连接设置有两个可令夹块141同时相向移动的滚轮151。当在两个滚轮151之间插入驱动块时,滚轮151向两侧远离移动,进而滚轮151 带动夹块141向两侧张开,实现夹块141开夹动作。当驱动块离开时,通过两块夹块141之间的弹性组件使得两块夹块141相向移动,实现夹紧动作。
进一步的,为了适应夹持不同工位和状态的顶盖和连接片,在第一夹持组件14的两个夹块141的夹持面上开设有沿承载台11长度方向延伸的第一夹持槽142,在第一夹持槽142上方形成有垂直并连通第一夹持槽142的第二夹持槽143,其中,初始状态时顶盖焊接有连接片,连接片一端张开并夹持电池的极耳,此时由第一夹持槽142夹持连接片,顶盖由第二夹持槽143夹持,完成同时夹取顶盖和连接片,进而通过第一夹持槽142和第二夹持槽143分别夹持和固定连接片和顶盖,通过焊接机将连接片和极耳焊接完成后,需要对连接片进行折弯,其中,在第一夹持槽142的靠近承载台11的侧方设置有第三夹持槽144,第三夹持槽144垂直于第一夹持槽142,在连接片折弯后,通过第三夹持槽夹持折弯的连接片,进而实现对不同状态的顶盖和连接片进行夹持,确保夹持稳固并且提高兼容性。
为了实现对承载台11上电池进行压紧固定,固定组件13包括可下压于承载台11上的压板131、可升降设置于安装架12侧面的拉板132,压板131 的底面与拉板132顶面固定连接,通过驱动拉板132下降带动压板131下压作用于承载台11上的电池,其中,拉板132的底部通过弹性组件133与安装架12连接,通过弹性组件133弹性力使得拉板132下降,进而实现驱动压板 131下压固定承载台11上的电池。同样的,在压板131上开设凹槽,通过凹槽达到避空夹爪的目的,方便夹爪对电池上料。其中,固定组件13还可以是设置在承载台11两侧的夹板,通过驱动夹板相对移动实现对产品进行夹持固定,可根据不同的工况选择不同的夹持方式,方便夹持生产。
进一步的,拉板132通过滑轨结构滑动设置在安装架12的侧面,拉板132 的底部通过弹性组件133与安装架12连接,当需要打开压板131以将电池放置在承载台11时,可以通过上拉件驱动拉板132向上滑动,进而将压板131 上移,实现压板131与承载台11分离,将电池放置在承载台11后,上拉件撤离,进而拉板132通过弹性组件133下降,通过弹性组件133弹性力使得压板131下压固定承载台11上的电池。
为了实现将上述的装载治具10准确地输送至各加工工位以提高生产效率,本实施例提供一种治具回流装置,如图1所示,图1为本申请实施例的装载治具以及治具回流装置的结构示意图,用于回流输送上述的装载治具10,包括若干层用于传送装载治具10的输送装置20、以及分别设置于输送装置20 输入端和输出端的转移组件30,通过转移组件3将装载治具10在若干层输送装置20之间循环转移,实现提高输送装载治具10的效率,确保输送装载治具10的位置精度。
具体的,为了实现输送装载治具10在各工位移动,如图4所示,图4为本申请实施例的输送装置的结构示意图;输送装置20包括架体21、设置在架体21顶部的第一滑轨23,装载治具10的底部设置有滑块121,装载治具10 的滑块121滑动设置在第一滑轨23上,在架体21内于第一滑轨23下方滑动设置有若干组驱动组件22,驱动组件22与装载治具10底部连接,进而通过驱动组件22在滑动时带动装载治具10在第一滑轨23上滑动,实现驱动装载治具10移动的目的,且输送稳定,同时节省设备占用空间。其中,在输送装置20上位于装载治具10的上方悬置有扫码枪50,可以通过扫码枪50对输送装置20上的装载治具10进行扫码检测和记录。
进一步的,为了实现驱动组件22驱动装载治具10移动,架体21内侧位于第一滑轨23的下方设置有第二滑轨24,驱动组件22包括滑动设置在第二滑轨24上的安装板221、以及固定于安装板221上的伸缩驱动组件222,在装载治具10的底部设置有卡槽,安装板221可以往返滑动设置在第二滑轨24 上,伸缩驱动组件222的伸缩端设置有可嵌入装载治具10底部卡槽的卡块 223。伸缩驱动组件222的伸缩端驱动卡块223上升并嵌入装载治具10底部的卡槽,进而实现安装板221与装载治具10连接,提高传动效率,确保输送装载治具10顺畅。
当安装板221在第二滑轨24上滑动时,安装板221上的伸缩驱动组件 222带动装载治具10,使得装载治具10在第一滑轨23上滑动,达到驱动装载治具10移动的目的。其中,在安装板221的下方可以通过连接有直线电机,进而通过直线电机驱动安装板221在第二滑轨24上滑动。当伸缩驱动组件 222驱动卡块223下降并脱离装载治具10的卡槽时,安装板221与装载治具 10断开连接,此时安装板221滑动返回,通过多组驱动组件22往返移动实现驱动装载治具10滑动前进。
当装载治具10移动到位时,为了实现对装载治具10进行定位固定,在输送装置20的两侧沿输送方向设置有若干个下拉组件40,其中,下拉组件40 包括固定于输送装置20侧方的下拉驱动组件42、以及设置于下拉驱动组件 42的下拉板41,下拉板41可作用在装载治具10的下拉快112上,通过下拉驱动组件42驱动下拉板41下压固定装载治具10,进而实现固定装载治具10 上的电池,便于对电池进行加工,确保产品位置准确,进一步提高电池的加工质量。在输送装置20上和装载治具10侧面设置传感器组件,通过传感器组件检测装载治具10是否移动到位,进而提高输送装载治具10位置的准确性。
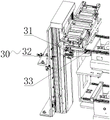
为了实现将装载治具10在若干层输送装置20之间循环切换转移,如图 5所示,图5为本申请实施例的转移装置的结构示意图,转移组件30包括升降平台31,通过驱动机械手32实现升降平台31的升降,在升降平台31上设置有可与第一滑轨23衔接的连接滑轨33,通过驱动机械手32驱动升降平台 31升降实现在多层输送装置20之间切换,进而升降平台31上的连接滑轨33 与各层输送装置20的第一滑轨23衔接,装载治具10转移至升降平台31上的连接滑轨33,再通过升降平台31升降实现装载治具10在多层输送装置20 循环转移,提高装载治具10回流输送的效率。
综上所述,在本申请一或多个实施方式中,本申请的装载治具包括承载电池产品的承载台、支撑承载台的安装架、以及活动设置于承载台上的固定组件,固定组件用于将产品固定在承载台上,在承载台两端设置有用于夹持顶盖和连接片的夹持组件,夹持组件的夹持面上形成有若干个不同朝向设置的夹持槽,通过多个夹持槽实现适应夹持不同的加工工序后连接片和顶盖的形状,避免使用和更换多种夹具造成成本高,方便连续生产,大大提高生产效率。并且通过治具回流装置实现回流输送装载治具,利用多层用于传送装载治具的输送装置实现回流输送,输送装置确保输送装载治具的位置精度,通过转移组件对将装载治具在若干层输送装置之间循环转移,大大提高输送转移装载治具的效率。
以上所述的实施方式,并不构成对该技术方案保护范围的限定。任何在上述实施方式的精神和原则之内所作的修改、等同替换和改进等,均应包含在该技术方案的保护范围之内。
Claims (10)
1.一种装载治具,其特征在于:包括用于承载产品的承载台(11)、用于支撑所述承载台(11)的安装架(12)、以及设置于所述承载台(11)上的固定组件(13);所述承载台(11)两端设置有用于夹持顶盖和/或连接片的夹持组件;所述夹持组件的夹持面上形成有若干个不同朝向设置的夹持槽;
所述夹持槽包括沿所述承载台(11)长度方向延伸的第一夹持槽(142)、垂直于所述第一夹持槽(142)的第二夹持槽(143)、以及垂直所述第一夹持槽(142)且平行于所述第二夹持槽(143)的第三夹持槽(144)。
2.根据权利要求1所述的装载治具,其特征在于:所述夹持组件包括设置于所述承载台(11)一端且用于夹持顶盖的第一夹持组件(14)、以及设置于另一端且用于夹持连接片的第二夹持组件(15)。
3.根据权利要求2所述的装载治具,其特征在于:所述第一夹持组件(14)和第二夹持组件(15)均包括两块滑动设置在所述承载台(11)的夹块(141);在所述夹块(141)之间连接设置有令两块所述夹块(141)张开的滚轮(151)。
4.根据权利要求3所述的装载治具,其特征在于:所述夹持槽形成于两个所述夹块(141)的夹持面上。
5.根据权利要求1所述的装载治具,其特征在于:所述安装架(12)的底部装设有滑块(121);所述安装架(12)上设置有支撑所述承载台(11)的轴承结构(122)。
6.根据权利要求1所述的装载治具,其特征在于:所述固定组件(13)包括下压于所述承载台(11)上的压板(131)、可升降设置于所述安装架(12)侧面的拉板(132);所述压板(131)的底面与所述拉板(132)顶面固定连接,所述拉板(132)的底部通过弹性组件(133)与所述安装架(12)连接,以令所述压板(131)下压于所述承载台(11)。
7.一种治具回流装置,其特征在于:包括权利要求1-6任一所述的装载治具、若干层用于传送所述装载治具的输送装置(20)、以及分别设置于所述输送装置(20)输入端和输出端的转移组件(30);所述转移组件(30)驱动所述装载治具于若干层所述输送装置(20)之间循环转移。
8.根据权利要求7所述的治具回流装置,其特征在于:所述输送装置(20)包括架体(21)、设置于所述架体(21)顶部且用于供所述装载治具滑动的第一滑轨(23)、以及若干组可与所述装载治具底部连接的驱动组件(22);所述驱动组件(22)滑动设置在所述架体(21)内侧。
9.根据权利要求8所述的治具回流装置,其特征在于:所述架体(21)内侧设置有第二滑轨(24);所述驱动组件(22)包括滑动设置在所述第二滑轨(24)上的安装板(221)、以及固定于所述安装板(221)上的伸缩驱动组件(222);所述伸缩驱动组件(222)的伸缩端设置有可嵌入所述装载治具底部的卡块(223)。
10.根据权利要求7所述的治具回流装置,其特征在于:在所述输送装置(20)的两侧沿输送方向设置有若干个下拉组件(40),所述下拉组件(40)包括固定于所述输送装置(20)侧方的下拉驱动组件(42)、以及设置于所述下拉驱动组件(42)的下拉板(41);所述下拉驱动组件(42)驱动所述下拉板(41)下压以令所述装载治具整体下降。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110289504.XA CN113104563B (zh) | 2021-03-10 | 2021-03-10 | 一种装载治具以及治具回流装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110289504.XA CN113104563B (zh) | 2021-03-10 | 2021-03-10 | 一种装载治具以及治具回流装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113104563A CN113104563A (zh) | 2021-07-13 |
| CN113104563B true CN113104563B (zh) | 2022-08-12 |
Family
ID=76712025
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110289504.XA Active CN113104563B (zh) | 2021-03-10 | 2021-03-10 | 一种装载治具以及治具回流装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113104563B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114193777B (zh) * | 2021-11-16 | 2023-10-20 | 南通康北新材料有限公司 | 可同时贴合多个泡棉的泡棉贴合设备 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013224758A1 (de) * | 2013-12-03 | 2015-06-03 | Krones Aktiengesellschaft | Palettiervorrichtung und Verfahren zu deren Handhabung |
| CN105501846B (zh) * | 2016-01-30 | 2017-06-06 | 东莞市奥海电源科技有限公司 | 用于充电器测试线的载具循环线 |
| CN205972714U (zh) * | 2016-08-08 | 2017-02-22 | 深圳市海目星激光科技有限公司 | 一种治具循环流水线 |
| CN209618167U (zh) * | 2018-03-30 | 2019-11-12 | 深圳市中天和自动化设备有限公司 | 一种电芯极耳焊接贴胶输送装置 |
| CN210593941U (zh) * | 2019-06-28 | 2020-05-22 | 广东利元亨智能装备股份有限公司 | 一种治具回流设备 |
-
2021
- 2021-03-10 CN CN202110289504.XA patent/CN113104563B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN113104563A (zh) | 2021-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202828912U (zh) | 送料装置 | |
| CN109795887A (zh) | 一种双工位电池上料设备 | |
| CN113104563B (zh) | 一种装载治具以及治具回流装置 | |
| CN204588123U (zh) | 自动化注液设备及其出料装置 | |
| CN108974761B (zh) | 一种自动装卸载系统 | |
| CN112110189B (zh) | 夹取物料传输机构 | |
| CN204938353U (zh) | 用于移动运载平台的工件夹具定位机构 | |
| CN217866739U (zh) | 一种pcm板收料设备 | |
| CN218840656U (zh) | 一种电子产品自动化测试设备 | |
| CN216971252U (zh) | 一种芯块制件全自动上料机构 | |
| CN218490794U (zh) | 一种四仓位自动下料机构 | |
| CN110615247A (zh) | 一种集成式物料自动取放机构 | |
| CN213010613U (zh) | 一种上料装置 | |
| CN214691743U (zh) | 输送平台 | |
| CN114212513A (zh) | 光伏接线盒传送装置和输送系统 | |
| CN211530116U (zh) | 电池模组堆叠装置 | |
| CN208856283U (zh) | 一种自动装卸载系统 | |
| CN216376417U (zh) | 平移式料盘供料器 | |
| CN210972957U (zh) | 一种极组中转装置 | |
| CN216334018U (zh) | 一种多层自限位式储存装置 | |
| CN220787252U (zh) | 等间距电容分料装置 | |
| CN214059134U (zh) | 一种装盘端子自动上下料机构 | |
| CN217599777U (zh) | 一种精密自动化上下料装置 | |
| CN214191667U (zh) | 一种玻璃进出仓装置 | |
| CN214685082U (zh) | 装配机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |