CN113035542B - 一种贴片电感生产线 - Google Patents
一种贴片电感生产线 Download PDFInfo
- Publication number
- CN113035542B CN113035542B CN202110206636.1A CN202110206636A CN113035542B CN 113035542 B CN113035542 B CN 113035542B CN 202110206636 A CN202110206636 A CN 202110206636A CN 113035542 B CN113035542 B CN 113035542B
- Authority
- CN
- China
- Prior art keywords
- positioning
- plate
- cutting
- base
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/10—Connecting leads to windings
Abstract
本发明公开了一种贴片电感生产线,包括:端子切条机,其具有切条机构;端子涂胶机,其包括第一定位机构、位于第一定位机构旁侧的点胶机构,第一定位机构内具有第一定位空间;磁盒组装机,其包括第一定位治具、第一上料机构、第二定位机构、移送组装机构,第一上料机构具有供工件排料上料的排料板,第二定位机构具有对第一定位治具上的工件定位的第二顶板,移送组装机构具有在第一定位治具与排料板之间来回移动的组装端;电感个体切割机,其包括第二定位治具与切割机构,切割机构具有作用于第二定位治具内工件的切割端,本发明利用机械加工取代人工加工,降低了劳动力成本,提高加工效率与产品质量的稳定性。
Description
技术领域
本发明涉及一种电感制造设备,尤其涉及一种贴片电感生产线。
背景技术
贴片电感在制造过程中需要经过复杂的工序,首先,工人需要在基带上利用冲压机冲压出端子的形状,然后人工对将端子涂胶,再将磁盒摆好位置并放入到基带成型的端子内,组装形成电感,最后还要将组装得出的电感从基带上切割或冲压出来,整个过程均由人工操作,由于工件的体积较小,在整个生产过程中对于工人的操作精度要求较高,而在长时间对大量的电感组装过程中,工人操作极容易出现操作失误,导致产品的不良率较高,整体经济效益较低。
发明内容
本发明目的在于提供一种贴片电感生产线,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
本发明解决其技术问题的解决方案是:
一种贴片电感生产线,包括:端子切条机,其具有切条机构;端子涂胶机,其包括第一定位机构、位于所述第一定位机构旁侧的点胶机构,所述第一定位机构内具有第一定位空间;磁盒组装机,其包括第一定位治具、第一上料机构、第二定位机构、移送组装机构,所述第一上料机构具有供工件排料上料的排料板,所述第二定位机构具有对所述第一定位治具上的工件定位的第二顶板,所述移送组装机构具有在所述第一定位治具与所述排料板之间来回移动的组装端;电感个体切割机,其包括第二定位治具与切割机构,所述切割机构具有作用于所述第二定位治具内工件的切割端。
该技术方案至少具有如下的有益效果:将外设的冲压出端子形状的基带放在端子切条机内,先由切条机构将基带分切出多段,然后将一段的切条机构放入到端子涂胶机,由第一定位机构内的第一定位空间先对基带进行定位,再利用点胶机构对基带上的端子进行点胶,点胶完成后,将基带取出并转移至磁盒组装机,由第二定位机构对基带定位,通过第一上料机构将磁盒上料至排料板,再由移送组装机构的组装端将排料板内的磁盒取出并移送至基带处,磁盒与端子组装而成电感,最后将带有电感的基带转移至电感个体切割机,由切割机构将电感从基带上分离出来,因此,本发明利用机械加工取代人工加工,降低了劳动力成本,提高加工效率,并且利用机械加工降低了由于人工操作失误而带来的影响,提高产品质量的稳定性,整个生产经济效益更高。
作为上述技术方案的进一步改进,所述切条机构包括切条座,所述切条座上设置有切条升降装置与工位板,所述切条升降装置上设置有切刀安装座,所述切条升降装置可带动所述切刀安装座上下运动,所述切刀安装座位于所述工位板的上方,所述工位板的中部设置有废料出口,所述切条座上设置有沿左右方向延伸的贯穿通道,所述切刀安装座的底侧沿左右方向间隔设置有第一上切刀与第二上切刀,所述工位板的顶侧沿左右方向间隔设置有第一下切刀与第二下切刀,所述废料出口位于所述第一下切刀与所述第二下切刀之间,所述切条升降装置带动所述切刀安装座下移时,可使得所述第一上切刀下移至所述第一下切刀的右侧、所述第二上切刀下移至所述第二下切刀的右侧。带有成型端子的基带从贯穿通道穿过切条座并移至工位板上,切条升降装置带动安装座下移,第一上切刀、第二上切刀同时下移,对基带同时进行裁切,此时第一上切刀与第一下切刀形成一个切刀组,第二上切刀与第二下切刀形成另一个切刀组,第一上切刀与第二上切刀分别移动至第一下切刀与第二下切刀的同一侧,通过两个切刀组相互错位而对基带产生的裁切力,使得基带在被裁切时不容易变形,基带位于第一上切刀与第二上切刀之间的部分在裁切完成后成为废料,又由于第一上切刀与第二上切刀分别位于第一下切刀与第二下切刀的同一侧,第一上切刀与第二上切刀中任一个位于废料出口的正上方,当第一上切刀与第二上切刀下移时,正对于废料出口上方的上切刀将废料压入到废料出口,避免下一次裁切时废料对基带的移送造成阻挡。
作为上述技术方案的进一步改进,所述第一下切刀的前部向右凸起设置有第一错位凸块,所述第一上切刀包括沿前后方向间隔连接于所述切刀安装座上的第一前切段与第一后切段,所述第二下切刀的前部向右凸起设置有第二错位凸块,所述第二上切刀包括沿前后方向间隔连接于所述切刀安装座上的第二前切段与第二后切段,所述切条升降装置带动所述切刀安装座下移时,使得所述第一前切段下移至所述第一错位凸块的右侧、所述第一后切段下移至所述第一下切刀的后部右侧、所述第二前切段下移至所述第二错位凸块的右侧、所述第二后切段下移至所述第二下切刀的后部右侧。第一下切刀的右侧具有第一错位凸块,第一前切段、第一后切段配合第一下切刀右侧的形状,从而形成一个阶梯错位的结构,在裁切时在基带上形成一个二级阶梯状的切口,同样的,第二下切刀的右侧具有第二错位凸块,第二前切段、第二后切段配合第二下切刀右侧的形状,同样的形成一个阶梯错位的结构,在裁切时在基带上同样形成一个二级阶梯状的切口。
作为上述技术方案的进一步改进,所述第一定位机构包括点胶定位基座、顶升气缸、第一顶板、前定位座、后定位座前挡板与后挡板,所述顶升气缸连接于所述点胶定位基座上,所述第一顶板连接于所述顶升气缸上,所述顶升气缸可带动所述第一顶板上下运动,所述前定位座与所述后定位座沿前后方向间隔设置于所述点胶定位基座的顶侧,所述第一顶板位于所述前定位座与所述后定位座之间,所述前定位座的后顶边设置有前定位台阶,所述后定位座的前顶边设置有后定位台阶,所述前挡板设置于所述前定位座上,所述前挡板的顶侧向后弯折并越过所述前定位台阶后形成前限位段,所述后挡板设置于所述后定位座上,所述后挡板的顶侧向前弯折并越过所述后定位台阶后形成后限位段,所述前限位段、所述后限位段与所述第一顶板之间形成所述定位空间。基带先移入至前定位座与后定位座上,由前定位台阶与后定位台阶对基带的前后位置进行限定,当基带完全进入到定位空间后,顶升气缸带动第一顶板上升,并将基带的前边侧、后边侧压紧在前限位段与后限位段上,从而对基带的位置固定,当点胶完成后,顶升气缸带动第一顶板下降复位,如此提供一个大小可变的定位空间以对基带定位,提高了基带在点胶时的稳定性,从而提高点胶效果。
作为上述技术方案的进一步改进,所述点胶机构包括点胶基座、点胶平移电动导轨、点胶平移板、点胶升降电动导轨、点胶架、点胶驱动电机、转臂、储胶槽与点胶针,所述点胶平移电动导轨连接于所述点胶基座上,所述点胶平移板连接于所述点胶平移电动导轨上,所述点胶平移电动导轨可带动所述点胶平移板前后运动,所述点胶升降电动导轨连接于所述点胶平移板上,所述点胶架连接于所述点胶升降电动导轨上,所述点胶升降电动导轨可带动所述点胶架上下运动,所述点胶驱动电机连接于所述点胶架上,所述点胶驱动电机驱动连接于所述转臂,所述点胶驱动电机可带动所述转臂转动,所述转臂的旋转轴线沿左右方向延伸,多个所述点胶针沿左右方向排列于所述转臂的底侧,所述储胶槽位于所述第一定位机构的前侧。转臂可在点胶平移电动导轨、点胶升降电动导轨的带动下分别作平移、上下运动,并且转臂还可在点胶驱动电机的驱动下转动,灵活性更高,具体的点胶操作如下,点胶针先移动至储胶槽内,沾取储胶槽内的胶水,然后再移动至定位机构处,对定位空间内的工件进行点胶,点胶针可转动调整位置,以实现精准地点胶。
作为上述技术方案的进一步改进,所述第一定位治具包括底板、滑板、托板、压板、固定座、导向轴、定位弹簧与拉板,所述托板与所述固定座沿前后方向间隔设置于所述底板上,所述托板的顶面设置有定位槽,所述定位槽的底面沿左右方向排列有多个第一避让槽孔,所述第一避让槽孔延伸至所述托板的前侧,所述滑板滑动连接于所述底板上,所述滑板位于所述托板与所述固定座之间,所述压板连接于所述滑板的前侧,所述滑板可沿前后方向滑动并使得所述压板进入或退出所述定位槽,所述导向轴的前端连接于所述滑板的后侧,所述导向轴的后端穿过所述固定座,所述定位弹簧套接于所述导向轴上,所述定位弹簧的前端与所述滑板相抵,所述定位弹簧的后端与所述固定座相抵,所述拉板连接于所述滑板的后侧,所述拉板具有向下弯折的受力段,所述底板的旁侧设置有拉伸机构,所述拉伸机构包括拉伸基座、定位伸缩气缸与拉环,所述定位伸缩气缸连接于所述拉伸基座上,所述拉环连接于所述定位伸缩气缸上,所述定位伸缩气缸可通过所述拉环带动所述受力段向后运动。当需要将基带放入到定位槽时,先通过定位伸缩气缸带动拉环向后运动,并且拉环后移时抵在受力段上,通过拉板、滑板从而带动压板退出定位槽,此时定位槽内没有压板的遮挡,基带可顺利放入到定位槽内,弹簧在滑板与固定座之间呈压缩状态,然后定位伸缩气缸带动拉环向前复位,此时受力段没有受到向后的外力,在弹簧的弹力作用下滑板向前复位,压板进入定位槽内,移动至定位槽内的工件顶侧,有效限定工件的位置,而托板上的第一避让槽孔可方便利用外设的构件由下向上地将定位槽内的工件托起,从而将工件移出定位槽。
作为上述技术方案的进一步改进,第二定位机构包括第一定位基座、第一上定位板、第一定位升降气缸、第二定位升降气缸、定位安装板、顶杆,所述第一上定位板连接于所述第一定位基座的顶侧,所述第一上定位板的顶面设置有第一洞口,所述第一定位升降气缸与所述第二定位升降气缸连接于所述第一定位基座上,所述第二顶板连接于所述第一定位升降气缸上,所述第一定位升降气缸可带动所述第二顶板上下运动,所述第二顶板位于所述第一上定位板的下方,所述第二顶板上沿左右方向排列有多个第二避让槽孔,所述第二避让槽孔延伸至所述第二顶板的后侧,所有的所述第一避让槽孔与所有的所述第二避让槽孔在竖直方向上相互错开,所述定位安装板连接于所述第二定位升降气缸上,所述第二定位升降气缸可带动所述定位安装板上下运动,所述定位安装板位于所述第二顶板的下方,所述定位安装板的顶侧沿左右方向排列有多个所述顶杆,所有的所述顶杆可由下向上穿过所述第二避让槽孔并伸出所述第一洞口。当需要利用第二定位机构对第一定位治具上的基带件定位时,第一定位升降气缸带动第二顶板上升,由于第一避让槽孔与第二避让槽孔在竖直方向上相互错开,第二顶板上升时可越过托板,两者不产生干涉,并将定位槽内的工件向上托起,压紧在第一上定位板的底面,而基带上凸起的端子则从第一洞口处露出,然后第二定位升降气缸带动顶杆上升,并将基带上凸起的端子进一步撑开,可方便装入磁盒,如此即可实现磁盒与端子的组装,组装完成后,第二定位升降气缸带动顶杆下降,然后第一定位升降气缸带动第二顶板下降,工件回至定位槽内。
作为上述技术方案的进一步改进,第一上料机构包括振动盘、导槽、第一上料升降气缸、挡杆、第一上料平移电动导轨、上料安装板,所述导槽连接于所述振动盘的输出端,所述导槽的底面设置有通孔,所述挡杆连接于所述第一上料升降气缸上,所述第一上料升降气缸可带动所述挡杆上下运动并使得所述挡杆进出于所述通孔,所述上料安装板连接于所述第一上料平移电动导轨上,所述第一上料平移电动导轨可带动所述上料安装板左右运动,所述排料板连接于所述上料安装板上,所述排料板的顶面设置有排料槽,所述排料槽延伸至所述排料板的前侧面,所述导槽的后端相抵于所述排料板的前侧面。振动盘工作,磁盒从振动盘的输出端排出后在导槽内排列出料,并进入到排料板的排料槽内,当一个磁盒进入到一个排料槽后,第一上料升降气缸带动挡杆上升,挡杆穿出通孔后阻挡磁盒继续送出,然后排料板在第一上料平移电动导轨的带动下沿直线运动,使得下一个空置的排料槽正对导槽,然后第一上料升降气缸带动挡杆下降,挡杆退出通孔后磁盒可继续送出至与其正对的排料槽内,如此可使得多个磁盒逐个排列在排料板上,方便后续的转移。
作为上述技术方案的进一步改进,所述移送组装机构包括移送基座、移送平移电动导轨、移送板、移送升降电动导轨、移送安装板、气动夹爪,所述移送平移电动导轨连接于所述移送基座上,所述移送板连接于所述移送平移电动导轨上,所述移送平移电动导轨可带动所述移送板前后运动,所述移送升降电动导轨连接于所述移送板上,所述移送安装板连接于所述移送升降电动导轨上,所述移送升降电动导轨可带动所述移送安装板上下运动,所述气动夹爪为所述组装端,所述气动夹爪在所述移送安装板上沿左右方向排列有多个。气动夹爪作为组装端,可抓取磁盒,并在移送平移电动导轨与移送升降电动导轨的带动下分别作前后、上下运动,从而将排料板上的磁盒移送至第一定位治具上进行组装。
作为上述技术方案的进一步改进,所述第二定位治具与所述第一定位治具结构相同,所述切割机构包括第二定位基座、第二上定位板、第三定位升降气缸、第四定位升降气缸、顶块安装板、切割刀头、切割顶板,所述第二上定位板连接于所述第二定位基座的顶侧,所述第二上定位板的顶面设置有第二洞口,所述第三定位升降气缸与所述第四定位升降气缸连接于所述第二定位基座上,所述切割顶板连接于所述第三定位升降气缸上,所述第三定位升降气缸可带动所述切割顶板上下运动,所述切割顶板位于所述第二上定位板的下方,所述切割顶板上沿左右方向排列有多个第三避让槽孔,所述第三避让槽孔延伸至所述切割顶板的后侧,所有的所述第一避让槽孔与所有的所述第三避让槽孔在竖直方向上相互错开,所述顶块安装板连接于所述第四定位升降气缸上,所述第四定位升降气缸可带动所述顶块安装板上下运动,所述顶块安装板位于所述切割顶板的下方,所述切割刀头为所述切割端,所述顶块安装板的顶侧沿左右方向排列有多个所述切割刀头,所有的所述切割刀头可由下向上穿过所述第三避让槽孔并伸出所述第二洞口。当需要将第二定位治具内的基带移出时,第三定位升降气缸带动切割顶板上升,由于第一避让槽孔与第三避让槽孔在竖直方向上相互错开,切割顶板上升时可越过第二定位治具内的托板,两者不产生干涉,并将定位槽内的基带向上托起,压紧在第二上定位板的底面,而基带上的电感则从第二洞口处露出,然后第四定位升降气缸带动顶块安装板上升,通过切割刀头将基带上的电感向上顶升切割分离出来,当完成对电感的切割后,第四定位升降气缸带动顶块安装板下降,远离基带,然后第三定位升降气缸带动切割顶板下降,基带回至第二定位治具的定位槽内。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本发明的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
图1是本发明的切条机构立体图;
图2是本发明切刀安装座上的第一上切刀与第二上切刀立体图;
图3是本发明工位板上的第一下切刀与第二下切刀立体图;
图4是本发明的第一定位机构立体图;
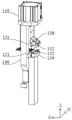
图5是本发明的点胶机构立体图;
图6是本发明的第一定位治具与拉伸机构俯视图;
图7是本发明的第二定位机构、第一定位治具与拉伸机构侧视图;
图8是本发明的第一上料机构俯视图;
图9是本发明的移送组装机构;
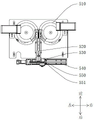
图10是本发明的切割机构立体图。
附图中:100-切条座、110-切条升降装置、120-工位板、121-第一下切刀、122-第二下切刀、123-第一前切段、124-第一后切段、125-第二前切段、126-第二后切段、127-第一错位凸块、128-第二错位凸块、130-切刀安装座、131-第一上切刀、132-第二上切刀、210-点胶定位基座、220-顶升气缸、230-第一顶板、240-前定位座、250-后定位座、260-前挡板、270-后挡板、310-点胶基座、320-点胶平移电动导轨、330-点胶平移板、340-点胶升降电动导轨、350-点胶架、360-点胶驱动电机、370-转臂、380-储胶槽、390-点胶针、410-底板、420-滑板、430-托板、440-压板、450-固定座、460-导向轴、470-定位弹簧、480-拉板、491-拉伸基座、492-定位伸缩气缸、493-拉环、510-振动盘、520-导槽、530-挡杆、540-第一上料平移电动导轨、550-排料板、551-排料槽、610-第一定位基座、620-第一上定位板、630-第二定位升降气缸、640-定位安装板、650-顶杆、660-第二顶板、710-移送基座、720-移送平移电动导轨、730-移送升降电动导轨、740-气动夹爪、810-第二定位基座、820-第二上定位板、830-第三定位升降气缸、840-第四定位升降气缸、850-顶块安装板、860-切割刀头、870-切割顶板。
具体实施方式
以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,文中所提到的所有连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少连接辅件,来组成更优的连接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
一种贴片电感生产线,包括:端子切条机,其具有切条机构;端子涂胶机,其包括第一定位机构、位于所述第一定位机构旁侧的点胶机构,所述第一定位机构内具有第一定位空间;磁盒组装机,其包括第一定位治具、第一上料机构、第二定位机构、移送组装机构,所述第一上料机构具有供工件排料上料的排料板550,所述第二定位机构具有对所述第一定位治具上的工件定位的第二顶板660,所述移送组装机构具有在所述第一定位治具与所述排料板550之间来回移动的组装端;电感个体切割机,其包括第二定位治具与切割机构,所述切割机构具有作用于所述第二定位治具内工件的切割端。
由上述可知,将外设的冲压出端子形状的基带放在端子切条机内,先由切条机构将基带分切出多段,然后将一段的切条机构放入到端子涂胶机,由第一定位机构内的第一定位空间先对基带进行定位,再利用点胶机构对基带上的端子进行点胶,点胶完成后,将基带取出并转移至磁盒组装机,由第二定位机构对基带定位,通过第一上料机构将磁盒上料至排料板550,再由移送组装机构的组装端将排料板550内的磁盒取出并移送至基带处,磁盒与端子组装而成电感,最后将带有电感的基带转移至电感个体切割机,由切割机构将电感从基带上分离出来,因此,本发明利用机械加工取代人工加工,降低了劳动力成本,提高加工效率,并且利用机械加工降低了由于人工操作失误而带来的影响,提高产品质量的稳定性,整个生产经济效益更高。
上述实施例中主要有每个工序中加工的机构,在不同加工机构之间转移时,既可以使用人工转移,亦可使用外设的机械结构进行自动转移,如直接添加机械臂结构。
参照图1,切条机构主要用于对基带分切成多段,以便于后续的移送加工,在本实施例中,所述切条机构包括切条座100,所述切条座100上设置有切条升降装置110与工位板120,所述切条升降装置110上设置有切刀安装座130,所述切条升降装置110可带动所述切刀安装座130上下运动,所述切刀安装座130位于所述工位板120的上方,所述工位板120的中部设置有废料出口,所述切条座100上设置有沿左右方向延伸的贯穿通道,所述切刀安装座130的底侧沿左右方向间隔设置有第一上切刀131与第二上切刀132,所述工位板120的顶侧沿左右方向间隔设置有第一下切刀121与第二下切刀122,所述废料出口位于所述第一下切刀121与所述第二下切刀122之间,所述切条升降装置110带动所述切刀安装座130下移时,可使得所述第一上切刀131下移至所述第一下切刀121的右侧、所述第二上切刀132下移至所述第二下切刀122的右侧。带有成型端子的基带从贯穿通道穿过切条座100并移至工位板120上,切条升降装置110带动安装座下移,第一上切刀131、第二上切刀132同时下移,对基带同时进行裁切,此时第一上切刀131与第一下切刀121形成一个切刀组,第二上切刀132与第二下切刀122形成另一个切刀组,第一上切刀131与第二上切刀132分别移动至第一下切刀121与第二下切刀122的同一侧,通过两个切刀组相互错位而对基带产生的裁切力,使得基带在被裁切时不容易变形,基带位于第一上切刀131与第二上切刀132之间的部分在裁切完成后成为废料,又由于第一上切刀131与第二上切刀132分别位于第一下切刀121与第二下切刀122的同一侧,第一上切刀131与第二上切刀132中任一个位于废料出口的正上方,当第一上切刀131与第二上切刀132下移时,正对于废料出口上方的上切刀将废料压入到废料出口,避免下一次裁切时废料对基带的移送造成阻挡。
如图2与图3所示,为了进一步使得裁切时基带左右两侧的受力更加均匀,在本实施例中,所述第一下切刀121的前部向右凸起设置有第一错位凸块127,所述第一上切刀131包括沿前后方向间隔连接于所述切刀安装座130上的第一前切段123与第一后切段124,所述第二下切刀122的前部向右凸起设置有第二错位凸块128,所述第二上切刀132包括沿前后方向间隔连接于所述切刀安装座130上的第二前切段125与第二后切段126,所述切条升降装置110带动所述切刀安装座130下移时,使得所述第一前切段123下移至所述第一错位凸块127的右侧、所述第一后切段124下移至所述第一下切刀121的后部右侧、所述第二前切段125下移至所述第二错位凸块128的右侧、所述第二后切段126下移至所述第二下切刀122的后部右侧。第一下切刀121的右侧具有第一错位凸块127,第一前切段123、第一后切段124配合第一下切刀121右侧的形状,从而形成一个阶梯错位的结构,在裁切时在基带上形成一个二级阶梯状的切口,同样的,第二下切刀122的右侧具有第二错位凸块128,第二前切段125、第二后切段126配合第二下切刀122右侧的形状,同样的形成一个阶梯错位的结构,在裁切时在基带上同样形成一个二级阶梯状的切口。
在本实施例中,端子切条机还可包括放卷机构、张紧机构、成型机构与下料机构,放卷机构包括有可转动的卷盘,张紧机构包括有张紧板、转动连接于张紧板上的过渡轮、滑动连接于张紧板上的调节块、转动连接于调节块上的张紧轮,成型机构内有成型空间,下料机构包括有下料轨道、下料托盘与移送装置,移送装置可在下料轨道与下料托盘之间移动。具体的,端子切条机的整个工作如下:卷盘转动将基带放出,基带绕过过渡段与张紧轮后进入成型空间内,由成型空间内压型出端子,经过压型后带有成型端子的基带进入到切条机构进行切条,裁切分段后的基带在下料轨道内,由移送装置将基带从下料轨道移送至下料托盘内。
对于放卷机构的进一步实施例,放卷机构包括放卷架、第一驱动电机、第二驱动电机、收卷筒、第一导向轮与第一压轮,第一驱动电机与第二驱动电机连接于放卷架上,第一驱动电机驱动连接于卷盘,第一驱动电机可带动卷盘转动,第二驱动电机连接于收卷筒,第一导向轮与第一压轮转动连接于放卷架上,卷盘的旋转轴线、收卷筒的旋转轴线、第一导向轮的旋转轴线与第一压轮的旋转轴线均沿竖直方向延伸,第一导向轮的外周壁沿其周向环绕设置有第一凸粒,至少一个第一凸粒与第一压轮的外周壁相抵。卷绕的基带每圈上均设有多个圈,每两圈之间设置有隔膜,基带在放出的同时会将隔膜亦同时放出,第一驱动电机带动卷盘转动将基带放出,放出的隔膜一端固定在收卷筒上,由第二驱动电机带动收卷筒转动,实现对隔膜的收卷,而放出的基带则经过第一导向轮与第一压轮之间,由于基带上带有孔,通过第一凸粒与孔的配合,并且第一压轮将基带压紧在第一导向轮上,避免了基带与第一导向轮打滑的问题,实现对基带稳定地放出。
对于成型机构的进一步实施例,成型机构包括下模具、第二升降气缸与上模具,上模具位于下模具的上方,上模具与下模具之间形成成型空间,上模具连接于第二升降气缸上,第二升降气缸可带动上模具上下运动。通过第二升降气缸带动上模具下压,使位于成型空间内的基带压型得出端子,亦即基带上的部分位置向上弯折形成端子形状,然后第二升降气缸带动上模具向上复位,成型空间内的基带可移送至下一个工序处。
在成型机构与切割机构之间设置有驱动座,驱动座上设置有第三驱动电机,第三驱动电机驱动连接有第三导向轮,第三导向轮的外周壁沿其周向环绕设置有第五凸粒,驱动座上转动连接有第三压轮,第三导向轮的旋转轴线与第三压轮的旋转轴线均沿前后方向延伸,至少一个第五凸粒与第三压轮的外周壁相抵。驱动座上的第三驱动电机可带动第三导向轮转动,经过压型后的基带从第三导向轮与第三压轮之间穿过,此处的第三压轮具有外轮毂,可对基带上的端子进行避让,而第三压轮的外边缘则将基带的侧边压在第三导向轮的外周壁上,利用第三导向轮上的第五凸粒与基带上的孔进行配合,避免了基带与第三导向轮之间的打滑问题,可提供动力辅助将基带推向切割机构处,更好地把控对基带推送的节奏。
下料机构包括换向轨道、第四驱动电机、升降电动丝杆与前后平移电动丝杆,换向轨道位于下料轨道与下料托盘之间,第四驱动电机驱动连接于换向轨道,换向轨道的旋转轴线沿竖直方向延伸,移送装置包括左右平移电动丝杆、平移板、第三升降气缸、移送板与定位杆,平移板连接于左右平移电动丝杆上,左右平移电动丝杆可带动平移板左右运动,第三升降气缸连接于平移板上,移送板连接于第三升降气缸上,第三升降气缸可带动移送板上下运动,定位杆竖直设置于移送板的底侧,下料轨道与换向轨道的上方均设有定位杆,前后平移电动丝杆连接于升降电动丝杆上,升降电动丝杆可带动前后平移电动丝杆上下运动,下料托盘连接于前后平移电动丝杆上,前后平移电动丝杆可带动下料托盘前后运动,下料托盘正对换向轨道的一侧面均匀排列有多个收料槽。裁切后的基带位于下料轨道内,通过左右平移电动丝杆、第三升降气缸分别带动移送板左右、上下运动,从而使移送板上的定位杆实现对基带的移送,具体的,位于下料轨道上方的定位杆将位于下料轨道内的基带移送入换向轨道内,而位于换向轨道上方的定位杆则将位于换向轨道内的基带移送入下料托盘内,移送完毕后,定位杆复位,而换向轨道则在第四驱动电机的带动下180度旋转,将位于换向轨道内的基带位置进行变换,从而对进入到下料托盘内的基带的姿态进行调整,而下料托盘亦可在前后平移电动丝杆、升降电动丝杆的带动后作前后、上下运动,从而调整与换向轨道正对的收料槽位置,使基带一对一地进入到每个收料槽内。
如图4所示,第一定位机构内主要形成大小可变的定位空间,从而对进入到其内部的工件进行定位,而针对基带固定时,不能直接对基带整个面压紧,因此在本实施例中,所述第一定位机构包括点胶定位基座210、顶升气缸220、第一顶板230、前定位座240、后定位座250前挡板260与后挡板270,所述顶升气缸220连接于所述点胶定位基座210上,所述第一顶板230连接于所述顶升气缸220上,所述顶升气缸220可带动所述第一顶板230上下运动,所述前定位座240与所述后定位座250沿前后方向间隔设置于所述点胶定位基座210的顶侧,所述第一顶板230位于所述前定位座240与所述后定位座250之间,所述前定位座240的后顶边设置有前定位台阶,所述后定位座250的前顶边设置有后定位台阶,所述前挡板260设置于所述前定位座240上,所述前挡板260的顶侧向后弯折并越过所述前定位台阶后形成前限位段,所述后挡板270设置于所述后定位座250上,所述后挡板270的顶侧向前弯折并越过所述后定位台阶后形成后限位段,所述前限位段、所述后限位段与所述第一顶板230之间形成所述定位空间。基带先移入至前定位座240与后定位座250上,由前定位台阶与后定位台阶对基带的前后位置进行限定,当基带完全进入到定位空间后,顶升气缸220带动第一顶板230上升,并将基带的前边侧、后边侧压紧在前限位段与后限位段上,从而对基带的位置固定,当点胶完成后,顶升气缸220带动第一顶板230下降复位,如此提供一个大小可变的定位空间以对基带定位,提高了基带在点胶时的稳定性,从而提高点胶效果。
如图5所示,作为本实施例中的点胶机构,所述点胶机构包括点胶基座310、点胶平移电动导轨320、点胶平移板330、点胶升降电动导轨340、点胶架350、点胶驱动电机360、转臂370、储胶槽380与点胶针390,所述点胶平移电动导轨320连接于所述点胶基座310上,所述点胶平移板330连接于所述点胶平移电动导轨320上,所述点胶平移电动导轨320可带动所述点胶平移板330前后运动,所述点胶升降电动导轨340连接于所述点胶平移板330上,所述点胶架350连接于所述点胶升降电动导轨340上,所述点胶升降电动导轨340可带动所述点胶架350上下运动,所述点胶驱动电机360连接于所述点胶架350上,所述点胶驱动电机360驱动连接于所述转臂370,所述点胶驱动电机360可带动所述转臂370转动,所述转臂370的旋转轴线沿左右方向延伸,多个所述点胶针390沿左右方向排列于所述转臂370的底侧,所述储胶槽380位于所述第一定位机构的前侧。转臂370可在点胶平移电动导轨320、点胶升降电动导轨340的带动下分别作平移、上下运动,并且转臂370还可在点胶驱动电机360的驱动下转动,灵活性更高,具体的点胶操作如下,点胶针390先移动至储胶槽380内,沾取储胶槽380内的胶水,然后再移动至定位机构处,对定位空间内的工件进行点胶,点胶针390可转动调整位置,以实现精准地点胶。
对于端子涂胶机,为了提高自动化生产,在第一定位机构的左侧设置有上料轨道,在第一定位机构的右侧设置有下料轨道,下料轨道的顶面设置有沿左右方向延伸的下料限位槽,上料轨道的左侧设置有上料机构,工作台上设置有工件移送机构,第一定位机构设置于点胶机构的旁侧,下料轨道的旁侧设置有检查机构。工件移送机构可将上料机构内的端子基带移送至上料轨道的上料限位槽内,并依次移送经过定位机构与下料轨道,当基带移送至第一定位机构内时,在定位空间内夹紧工件,并由第一定位机构旁侧的点胶机构对基带上的端子进行点胶,当基带移送至下料轨道的下料限位槽时,由下料轨道旁侧的检查机构对基带的点胶情况进行检查,如此可由机械自动进行移送上料、点胶并检查,减少人工的操作,提高了对工件的点胶效率,并可在定位空间内对工件进行定位,工件在点胶时更加稳定,提高点胶质量。
第一定位治具用于对基带进行定位,减少在组装过程中基带的位移,从而提高组装效果,如图6所示,在本实施例中,所述第一定位治具包括底板410、滑板420、托板430、压板440、固定座450、导向轴460、定位弹簧470与拉板480,所述托板430与所述固定座450沿前后方向间隔设置于所述底板410上,所述托板430的顶面设置有定位槽,所述定位槽的底面沿左右方向排列有多个第一避让槽孔,所述第一避让槽孔延伸至所述托板430的前侧,所述滑板420滑动连接于所述底板410上,所述滑板420位于所述托板430与所述固定座450之间,所述压板440连接于所述滑板420的前侧,所述滑板420可沿前后方向滑动并使得所述压板440进入或退出所述定位槽,所述导向轴460的前端连接于所述滑板420的后侧,所述导向轴460的后端穿过所述固定座450,所述定位弹簧470套接于所述导向轴460上,所述定位弹簧470的前端与所述滑板420相抵,所述定位弹簧470的后端与所述固定座450相抵,所述拉板480连接于所述滑板420的后侧,所述拉板480具有向下弯折的受力段,所述底板410的旁侧设置有拉伸机构,所述拉伸机构包括拉伸基座491、定位伸缩气缸492与拉环493,所述定位伸缩气缸492连接于所述拉伸基座491上,所述拉环493连接于所述定位伸缩气缸492上,所述定位伸缩气缸492可通过所述拉环493带动所述受力段向后运动。当需要将基带放入到定位槽时,先通过定位伸缩气缸492带动拉环493向后运动,并且拉环493后移时抵在受力段上,通过拉板480、滑板420从而带动压板440退出定位槽,此时定位槽内没有压板440的遮挡,基带可顺利放入到定位槽内,弹簧在滑板420与固定座450之间呈压缩状态,然后定位伸缩气缸492带动拉环493向前复位,此时受力段没有受到向后的外力,在弹簧的弹力作用下滑板420向前复位,压板440进入定位槽内,移动至定位槽内的工件顶侧,有效限定工件的位置,而托板430上的第一避让槽孔可方便利用外设的构件由下向上地将定位槽内的工件托起,从而将工件移出定位槽。
第二定位机构用于对第一定位治具内的基带进一步定位,而在本实施例中,第二定位机构还可将基带顶起撑开,如图7所示,具体如下,第二定位机构包括第一定位基座610、第一上定位板620、第一定位升降气缸、第二定位升降气缸630、定位安装板640、顶杆650,所述第一上定位板620连接于所述第一定位基座610的顶侧,所述第一上定位板620的顶面设置有第一洞口,所述第一定位升降气缸与所述第二定位升降气缸630连接于所述第一定位基座610上,所述第二顶板660连接于所述第一定位升降气缸上,所述第一定位升降气缸可带动所述第二顶板660上下运动,所述第二顶板660位于所述第一上定位板620的下方,所述第二顶板660上沿左右方向排列有多个第二避让槽孔,所述第二避让槽孔延伸至所述第二顶板660的后侧,所有的所述第一避让槽孔与所有的所述第二避让槽孔在竖直方向上相互错开,所述定位安装板640连接于所述第二定位升降气缸630上,所述第二定位升降气缸630可带动所述定位安装板640上下运动,所述定位安装板640位于所述第二顶板660的下方,所述定位安装板640的顶侧沿左右方向排列有多个所述顶杆650,所有的所述顶杆650可由下向上穿过所述第二避让槽孔并伸出所述第一洞口。当需要利用第二定位机构对第一定位治具上的基带件定位时,第一定位升降气缸带动第二顶板660上升,由于第一避让槽孔与第二避让槽孔在竖直方向上相互错开,第二顶板660上升时可越过托板430,两者不产生干涉,并将定位槽内的工件向上托起,压紧在第一上定位板620的底面,而基带上凸起的端子则从第一洞口处露出,然后第二定位升降气缸630带动顶杆650上升,并将基带上凸起的端子进一步撑开,可方便装入磁盒,如此即可实现磁盒与端子的组装,组装完成后,第二定位升降气缸630带动顶杆650下降,然后第一定位升降气缸带动第二顶板660下降,工件回至定位槽内。
第一上料机构用于上料待组装的磁盒,可将磁盒逐个送出,组装端在每次移送时,均只移送一个工件,而在本实施例中,如图8所示,第一上料机构包括振动盘510、导槽520、第一上料升降气缸、挡杆530、第一上料平移电动导轨540、上料安装板,所述导槽520连接于所述振动盘510的输出端,所述导槽520的底面设置有通孔,所述挡杆530连接于所述第一上料升降气缸上,所述第一上料升降气缸可带动所述挡杆530上下运动并使得所述挡杆530进出于所述通孔,所述上料安装板连接于所述第一上料平移电动导轨540上,所述第一上料平移电动导轨540可带动所述上料安装板左右运动,所述排料板550连接于所述上料安装板上,所述排料板550的顶面设置有排料槽551,所述排料槽551延伸至所述排料板550的前侧面,所述导槽520的后端相抵于所述排料板550的前侧面。振动盘510工作,磁盒从振动盘510的输出端排出后在导槽520内排列出料,并进入到排料板550的排料槽551内,当一个磁盒进入到一个排料槽551后,第一上料升降气缸带动挡杆530上升,挡杆530穿出通孔后阻挡磁盒继续送出,然后排料板550在第一上料平移电动导轨540的带动下沿直线运动,使得下一个空置的排料槽551正对导槽520,然后第一上料升降气缸带动挡杆530下降,挡杆530退出通孔后磁盒可继续送出至与其正对的排料槽551内,如此可使得多个磁盒逐个排列在排料板550上,方便后续的转移。
如图9所示,作为移送组装机的进一步实施例,所述移送组装机构包括移送基座710、移送平移电动导轨720、移送板、移送升降电动导轨730、移送安装板、气动夹爪740,所述移送平移电动导轨720连接于所述移送基座710上,所述移送板连接于所述移送平移电动导轨720上,所述移送平移电动导轨720可带动所述移送板前后运动,所述移送升降电动导轨730连接于所述移送板上,所述移送安装板连接于所述移送升降电动导轨730上,所述移送升降电动导轨730可带动所述移送安装板上下运动,所述气动夹爪740为所述组装端,所述气动夹爪740在所述移送安装板上沿左右方向排列有多个。气动夹爪740作为组装端,可抓取磁盒,并在移送平移电动导轨720与移送升降电动导轨730的带动下分别作前后、上下运动,从而将排料板550上的磁盒移送至第一定位治具上进行组装。
对于磁盒组装机,上述实施例中包括有主要的加工机构,为了提高自动化生产,还可设置平移电动导轨与下料机构,第一定位治具连接于所述平移电动导轨上,平移电动导轨可带动第一定位治具沿直线方向往复运动,下料机构具有下料托盘、在第一定位治具与所述下料托盘之间移动的移送端。整个组装过程如下,将外设的带有端子的基带上料至第一定位治具处,由第一定位治具对基带进行定位,通过平移电动导轨带动定位治具沿直线方向移动至移送组装机构的旁侧,同时,第一上料机构处上料外设的磁盒至排料板550处,由组装端将排料板550上的磁盒移送至定位治具的基带处,实现磁盒与端子一对一地装配,完成组装后,再由移送端将组装完成的产品移送至下料托盘上,如此可实现磁盒的自动装配,减少了人工的干预、操作,整个过程效率更高,组装得出的产品质量稳定性亦更高。
在本实施例中,所述第二定位治具与所述第一定位治具结构相同,切割机构用于将电感从基带上分离出来,需要将电感从定位治具中取出,然后再进行切割,如图10所示,所述切割机构包括第二定位基座810、第二上定位板820、第三定位升降气缸830、第四定位升降气缸840、顶块安装板850、切割刀头860、切割顶板870,所述第二上定位板820连接于所述第二定位基座810的顶侧,所述第二上定位板820的顶面设置有第二洞口,所述第三定位升降气缸830与所述第四定位升降气缸840连接于所述第二定位基座810上,所述切割顶板870连接于所述第三定位升降气缸830上,所述第三定位升降气缸830可带动所述切割顶板870上下运动,所述切割顶板870位于所述第二上定位板820的下方,所述切割顶板870上沿左右方向排列有多个第三避让槽孔,所述第三避让槽孔延伸至所述切割顶板870的后侧,所有的所述第一避让槽孔与所有的所述第三避让槽孔在竖直方向上相互错开,所述顶块安装板850连接于所述第四定位升降气缸840上,所述第四定位升降气缸840可带动所述顶块安装板850上下运动,所述顶块安装板850位于所述切割顶板870的下方,所述切割刀头860为所述切割端,所述顶块安装板850的顶侧沿左右方向排列有多个所述切割刀头860,所有的所述切割刀头860可由下向上穿过所述第三避让槽孔并伸出所述第二洞口。当需要将第二定位治具内的基带移出时,第三定位升降气缸830带动切割顶板870上升,由于第一避让槽孔与第三避让槽孔在竖直方向上相互错开,切割顶板870上升时可越过第二定位治具内的托板430,两者不产生干涉,并将定位槽内的基带向上托起,压紧在第二上定位板820的底面,而基带上的电感则从第二洞口处露出,然后第四定位升降气缸840带动顶块安装板850上升,通过切割刀头860将基带上的电感向上顶升切割分离出来,当完成对电感的切割后,第四定位升降气缸840带动顶块安装板850下降,远离基带,然后第三定位升降气缸830带动切割顶板870下降,基带回至第二定位治具的定位槽内。
对于电感个体切割机,上述实施例中主要有用于对电感切割分离的机构,还可设置有平移电动导轨,第二定位治具连接于平移电动导轨上,平移电动导轨可带动第一定位治具沿直线方向往复运动,沿平移电动导轨的运动方向还可依次设置有上料机构、第一检测机构与上述的切割机构,上料机构的旁侧设置有料盘输送机构,切割机构的旁侧设置有下料机构,切割机构与下料机构之间设置有第二检测机构。基带在料盘输送机构上移送,由上料机构将基带移送至第二定位治具处,第二定位治具在平移电动导轨的带动下依次经过第一检测机构与切割机构,完成第一次检测与切割工序,然后由下料机构移送下料,在移送下料过程中完成第二次检测,如此减少了人工的干预,由机械完成对产品的切割分离,提高了工作的效率,并且由于具有检测工序,更有利于对得出产品的质量把控,整体生产经济效益更高。
以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。
Claims (8)
1.一种贴片电感生产线,其特征在于:包括:
端子切条机,其具有切条机构,所述切条机构包括切条座(100),所述切条座(100)上设置有切条升降装置(110)与工位板(120),所述切条升降装置(110)上设置有切刀安装座(130),所述切条升降装置(110)可带动所述切刀安装座(130)上下运动,所述切刀安装座(130)位于所述工位板(120)的上方,所述工位板(120)的中部设置有废料出口,所述切条座(100)上设置有沿左右方向延伸的贯穿通道,所述切刀安装座(130)的底侧沿左右方向间隔设置有第一上切刀(131)与第二上切刀(132),所述工位板(120)的顶侧沿左右方向间隔设置有第一下切刀(121)与第二下切刀(122),所述废料出口位于所述第一下切刀(121)与所述第二下切刀(122)之间,所述切条升降装置(110)带动所述切刀安装座(130)下移时,可使得所述第一上切刀(131)下移至所述第一下切刀(121)的右侧、所述第二上切刀(132)下移至所述第二下切刀(122)的右侧,所述第一下切刀(121)的前部向右凸起设置有第一错位凸块(127),所述第一上切刀(131)包括沿前后方向间隔连接于所述切刀安装座(130)上的第一前切段(123)与第一后切段(124),所述第二下切刀(122)的前部向右凸起设置有第二错位凸块(128),所述第二上切刀(132)包括沿前后方向间隔连接于所述切刀安装座(130)上的第二前切段(125)与第二后切段(126),所述切条升降装置(110)带动所述切刀安装座(130)下移时,使得所述第一前切段(123)下移至所述第一错位凸块(127)的右侧、所述第一后切段(124)下移至所述第一下切刀(121)的后部右侧、所述第二前切段(125)下移至所述第二错位凸块(128)的右侧、所述第二后切段(126)下移至所述第二下切刀(122)的后部右侧;
端子涂胶机,其包括第一定位机构、位于所述第一定位机构旁侧的点胶机构,所述第一定位机构内具有第一定位空间;
磁盒组装机,其包括第一定位治具、第一上料机构、第二定位机构、移送组装机构,所述第一上料机构具有供工件排料上料的排料板(550),所述第二定位机构具有对所述第一定位治具上的工件定位的第二顶板(660),所述移送组装机构具有在所述第一定位治具与所述排料板(550)之间来回移动的组装端;
电感个体切割机,其包括第二定位治具与切割机构,所述切割机构具有作用于所述第二定位治具内工件的切割端。
2.根据权利要求1所述的一种贴片电感生产线,其特征在于:所述第一定位机构包括点胶定位基座(210)、顶升气缸(220)、第一顶板(230)、前定位座(240)、后定位座(250)前挡板(260)与后挡板(270),所述顶升气缸(220)连接于所述点胶定位基座(210)上,所述第一顶板(230)连接于所述顶升气缸(220)上,所述顶升气缸(220)可带动所述第一顶板(230)上下运动,所述前定位座(240)与所述后定位座(250)沿前后方向间隔设置于所述点胶定位基座(210)的顶侧,所述第一顶板(230)位于所述前定位座(240)与所述后定位座(250)之间,所述前定位座(240)的后顶边设置有前定位台阶,所述后定位座(250)的前顶边设置有后定位台阶,所述前挡板(260)设置于所述前定位座(240)上,所述前挡板(260)的顶侧向后弯折并越过所述前定位台阶后形成前限位段,所述后挡板(270)设置于所述后定位座(250)上,所述后挡板(270)的顶侧向前弯折并越过所述后定位台阶后形成后限位段,所述前限位段、所述后限位段与所述第一顶板(230)之间形成所述定位空间。
3.根据权利要求1所述的一种贴片电感生产线,其特征在于:所述点胶机构包括点胶基座(310)、点胶平移电动导轨(320)、点胶平移板(330)、点胶升降电动导轨(340)、点胶架(350)、点胶驱动电机(360)、转臂(370)、储胶槽(380)与点胶针(390),所述点胶平移电动导轨(320)连接于所述点胶基座(310)上,所述点胶平移板(330)连接于所述点胶平移电动导轨(320)上,所述点胶平移电动导轨(320)可带动所述点胶平移板(330)前后运动,所述点胶升降电动导轨(340)连接于所述点胶平移板(330)上,所述点胶架(350)连接于所述点胶升降电动导轨(340)上,所述点胶升降电动导轨(340)可带动所述点胶架(350)上下运动,所述点胶驱动电机(360)连接于所述点胶架(350)上,所述点胶驱动电机(360)驱动连接于所述转臂(370),所述点胶驱动电机(360)可带动所述转臂(370)转动,所述转臂(370)的旋转轴线沿左右方向延伸,多个所述点胶针(390)沿左右方向排列于所述转臂(370)的底侧,所述储胶槽(380)位于所述第一定位机构的前侧。
4.根据权利要求1所述的一种贴片电感生产线,其特征在于:所述第一定位治具包括底板(410)、滑板(420)、托板(430)、压板(440)、固定座(450)、导向轴(460)、定位弹簧(470)与拉板(480),所述托板(430)与所述固定座(450)沿前后方向间隔设置于所述底板(410)上,所述托板(430)的顶面设置有定位槽,所述定位槽的底面沿左右方向排列有多个第一避让槽孔,所述第一避让槽孔延伸至所述托板(430)的前侧,所述滑板(420)滑动连接于所述底板(410)上,所述滑板(420)位于所述托板(430)与所述固定座(450)之间,所述压板(440)连接于所述滑板(420)的前侧,所述滑板(420)可沿前后方向滑动并使得所述压板(440)进入或退出所述定位槽,所述导向轴(460)的前端连接于所述滑板(420)的后侧,所述导向轴(460)的后端穿过所述固定座(450),所述定位弹簧(470)套接于所述导向轴(460)上,所述定位弹簧(470)的前端与所述滑板(420)相抵,所述定位弹簧(470)的后端与所述固定座(450)相抵,所述拉板(480)连接于所述滑板(420)的后侧,所述拉板(480)具有向下弯折的受力段,所述底板(410)的旁侧设置有拉伸机构,所述拉伸机构包括拉伸基座(491)、定位伸缩气缸(492)与拉环(493),所述定位伸缩气缸(492)连接于所述拉伸基座(491)上,所述拉环(493)连接于所述定位伸缩气缸(492)上,所述定位伸缩气缸(492)可通过所述拉环(493)带动所述受力段向后运动。
5.根据权利要求4所述的一种贴片电感生产线,其特征在于:第二定位机构包括第一定位基座(610)、第一上定位板(620)、第一定位升降气缸、第二定位升降气缸(630)、定位安装板(640)、顶杆(650),所述第一上定位板(620)连接于所述第一定位基座(610)的顶侧,所述第一上定位板(620)的顶面设置有第一洞口,所述第一定位升降气缸与所述第二定位升降气缸(630)连接于所述第一定位基座(610)上,所述第二顶板(660)连接于所述第一定位升降气缸上,所述第一定位升降气缸可带动所述第二顶板(660)上下运动,所述第二顶板(660)位于所述第一上定位板(620)的下方,所述第二顶板(660)上沿左右方向排列有多个第二避让槽孔,所述第二避让槽孔延伸至所述第二顶板(660)的后侧,所有的所述第一避让槽孔与所有的所述第二避让槽孔在竖直方向上相互错开,所述定位安装板(640)连接于所述第二定位升降气缸(630)上,所述第二定位升降气缸(630)可带动所述定位安装板(640)上下运动,所述定位安装板(640)位于所述第二顶板(660)的下方,所述定位安装板(640)的顶侧沿左右方向排列有多个所述顶杆(650),所有的所述顶杆(650)可由下向上穿过所述第二避让槽孔并伸出所述第一洞口。
6.根据权利要求1所述的一种贴片电感生产线,其特征在于:第一上料机构包括振动盘(510)、导槽(520)、第一上料升降气缸、挡杆(530)、第一上料平移电动导轨(540)、上料安装板,所述导槽(520)连接于所述振动盘(510)的输出端,所述导槽(520)的底面设置有通孔,所述挡杆(530)连接于所述第一上料升降气缸上,所述第一上料升降气缸可带动所述挡杆(530)上下运动并使得所述挡杆(530)进出于所述通孔,所述上料安装板连接于所述第一上料平移电动导轨(540)上,所述第一上料平移电动导轨(540)可带动所述上料安装板左右运动,所述排料板(550)连接于所述上料安装板上,所述排料板(550)的顶面设置有排料槽(551),所述排料槽(551)延伸至所述排料板(550)的前侧面,所述导槽(520)的后端相抵于所述排料板(550)的前侧面。
7.根据权利要求1所述的一种贴片电感生产线,其特征在于:所述移送组装机构包括移送基座(710)、移送平移电动导轨(720)、移送板、移送升降电动导轨(730)、移送安装板、气动夹爪(740),所述移送平移电动导轨(720)连接于所述移送基座(710)上,所述移送板连接于所述移送平移电动导轨(720)上,所述移送平移电动导轨(720)可带动所述移送板前后运动,所述移送升降电动导轨(730)连接于所述移送板上,所述移送安装板连接于所述移送升降电动导轨(730)上,所述移送升降电动导轨(730)可带动所述移送安装板上下运动,所述气动夹爪(740)为所述组装端,所述气动夹爪(740)在所述移送安装板上沿左右方向排列有多个。
8.根据权利要求4所述的一种贴片电感生产线,其特征在于:所述第二定位治具与所述第一定位治具结构相同,所述切割机构包括第二定位基座(810)、第二上定位板(820)、第三定位升降气缸(830)、第四定位升降气缸(840)、顶块安装板(850)、切割刀头(860)、切割顶板(870),所述第二上定位板(820)连接于所述第二定位基座(810)的顶侧,所述第二上定位板(820)的顶面设置有第二洞口,所述第三定位升降气缸(830)与所述第四定位升降气缸(840)连接于所述第二定位基座(810)上,所述切割顶板(870)连接于所述第三定位升降气缸(830)上,所述第三定位升降气缸(830)可带动所述切割顶板(870)上下运动,所述切割顶板(870)位于所述第二上定位板(820)的下方,所述切割顶板(870)上沿左右方向排列有多个第三避让槽孔,所述第三避让槽孔延伸至所述切割顶板(870)的后侧,所有的所述第一避让槽孔与所有的所述第三避让槽孔在竖直方向上相互错开,所述顶块安装板(850)连接于所述第四定位升降气缸(840)上,所述第四定位升降气缸(840)可带动所述顶块安装板(850)上下运动,所述顶块安装板(850)位于所述切割顶板(870)的下方,所述切割刀头(860)为所述切割端,所述顶块安装板(850)的顶侧沿左右方向排列有多个所述切割刀头(860),所有的所述切割刀头(860)可由下向上穿过所述第三避让槽孔并伸出所述第二洞口。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110206636.1A CN113035542B (zh) | 2021-02-24 | 2021-02-24 | 一种贴片电感生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110206636.1A CN113035542B (zh) | 2021-02-24 | 2021-02-24 | 一种贴片电感生产线 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113035542A CN113035542A (zh) | 2021-06-25 |
| CN113035542B true CN113035542B (zh) | 2022-07-26 |
Family
ID=76461115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110206636.1A Active CN113035542B (zh) | 2021-02-24 | 2021-02-24 | 一种贴片电感生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113035542B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113782327B (zh) * | 2021-11-11 | 2022-02-22 | 广东昭信智能装备有限公司 | 一种电感组装方法及一种电感组装线 |
| CN116344187B (zh) * | 2023-05-16 | 2024-03-19 | 淮安市文盛电子有限公司 | 一种电感盖片设备及其使用方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1079317A (ja) * | 1995-09-20 | 1998-03-24 | Daihen Corp | 鉄心用非晶質磁性合金薄帯の段積み方法及び装置 |
| CN101447329A (zh) * | 2008-09-22 | 2009-06-03 | 佛山市南海平洲电子厂有限公司 | 磁盒组装机 |
| CN207663926U (zh) * | 2017-08-01 | 2018-07-27 | 东莞市大研自动化设备有限公司 | 一种磁芯自动点胶装配裁切烘烤机 |
| CN108735490A (zh) * | 2018-08-03 | 2018-11-02 | 长兴索菲特电子股份有限公司 | 一种电感全自动生产线及其工艺 |
| CN111508697A (zh) * | 2020-06-29 | 2020-08-07 | 广东昭信智能装备有限公司 | 一种端子与磁芯组装机 |
| CN111495696A (zh) * | 2020-06-29 | 2020-08-07 | 广东昭信智能装备有限公司 | 一种电感点胶机 |
-
2021
- 2021-02-24 CN CN202110206636.1A patent/CN113035542B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1079317A (ja) * | 1995-09-20 | 1998-03-24 | Daihen Corp | 鉄心用非晶質磁性合金薄帯の段積み方法及び装置 |
| CN101447329A (zh) * | 2008-09-22 | 2009-06-03 | 佛山市南海平洲电子厂有限公司 | 磁盒组装机 |
| CN207663926U (zh) * | 2017-08-01 | 2018-07-27 | 东莞市大研自动化设备有限公司 | 一种磁芯自动点胶装配裁切烘烤机 |
| CN108735490A (zh) * | 2018-08-03 | 2018-11-02 | 长兴索菲特电子股份有限公司 | 一种电感全自动生产线及其工艺 |
| CN111508697A (zh) * | 2020-06-29 | 2020-08-07 | 广东昭信智能装备有限公司 | 一种端子与磁芯组装机 |
| CN111495696A (zh) * | 2020-06-29 | 2020-08-07 | 广东昭信智能装备有限公司 | 一种电感点胶机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113035542A (zh) | 2021-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113035542B (zh) | 一种贴片电感生产线 | |
| CN108461242B (zh) | 一种调音台电位器的自动组装机 | |
| CN113458285B (zh) | 一种全自动线圈引脚冲压机及冲压工艺 | |
| CN109664368A (zh) | 全自动冲压编带一体机 | |
| CN112349505A (zh) | 一种变压器包铜箔用装载治具及变压器包铜箔设备、方法 | |
| CN113172160B (zh) | 一种弹片铆接设备 | |
| CN111170061B (zh) | 一种太阳能电池焊接机的焊带定长上料装置 | |
| CN111168188B (zh) | 一种太阳能电池焊接机 | |
| CN210985894U (zh) | 自动化生产定子常规线装置 | |
| CN211413418U (zh) | 一种金属工艺品冲压模具 | |
| CN210366281U (zh) | 一种用于电感的包胶带装置 | |
| CN216698090U (zh) | 一种多轴高效绕线机连机 | |
| CN210182225U (zh) | 一种用于电感生产的整型装置 | |
| KR102421334B1 (ko) | 디버링 장치 | |
| CN213856802U (zh) | 一种银点裁切模具及移料组件 | |
| CN212257175U (zh) | 一种绕线装置 | |
| CN212371021U (zh) | 转盘式连续折弯装置 | |
| CN210350355U (zh) | 一种usb单体式铁壳自动组装机 | |
| CN114052344A (zh) | 一种拉链组装设备 | |
| CN110380312B (zh) | 一种自动化端子加工设备 | |
| CN113695444A (zh) | 一种滑板车板车底座的生产设备及其生产工艺 | |
| CN113305265A (zh) | 一种链条铆头机及链条铆头工艺 | |
| CN111508702A (zh) | 一种电感绕线机 | |
| CN113782327B (zh) | 一种电感组装方法及一种电感组装线 | |
| CN111346981A (zh) | 转盘式连续折弯装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |