CN112678618B - 一种塑料管材用智能的自动化盘管设备 - Google Patents
一种塑料管材用智能的自动化盘管设备 Download PDFInfo
- Publication number
- CN112678618B CN112678618B CN202110027729.8A CN202110027729A CN112678618B CN 112678618 B CN112678618 B CN 112678618B CN 202110027729 A CN202110027729 A CN 202110027729A CN 112678618 B CN112678618 B CN 112678618B
- Authority
- CN
- China
- Prior art keywords
- rotating
- winding
- adjusting
- sleeve
- guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Winding Filamentary Materials (AREA)
Abstract
本发明公开了一种塑料管材用智能的自动化盘管设备,包括底座和位于底座上方一侧的驱动箱,所述驱动箱内设有驱动装置,所述驱动箱一侧设有转动式可调节自动收卷装置,所述底座一侧设有触点调节式自动导向装置;本发明通过自动收卷装置,可以使塑料管材能够自动进行收卷盘管,通过伺服电机的转动可以调节自动收卷装置的角度,使盘好的塑料管材能够顺利的排放,通过导向驱动装置,使驱动装置能够控制转动套管的旋转和自动收卷装置的收卷旋转,通过电子刹车器和调节电磁离合器的配合,保证转动套管的转动和位置的固定,通过滑动导向座与两个自复位触点开关的配合,可以使滑动导向座能够按照塑料管材的收卷而自动进行调节,提高塑料管材收卷时的紧密性。
Description
技术领域
本发明涉及管材收卷相关设备领域,特别是一种塑料管材用智能的自动化盘管设备。
背景技术
挤塑成型加工生产的塑料管在加工完成后需要对其进行收卷,从而便于操作人员对塑料管进行收集、打包及运输,现有的盘管机对挤塑成型塑料管进行收卷时,往往先将塑料管的管头手动穿过导向装置,再将管头通过铁夹固定于收卷盘上,最后通过匀速转动收卷盘来完成塑料管的收卷工序。
现有的塑料管盘管设备中,虽然能够快速有效的进行塑料管的收卷,但是塑料管收卷完毕后,需要使用外部设备将收卷成型的塑料管进行卸载,从而使装置能够持续进行塑料管的收卷,而这就导致塑料管收卷完毕后,需要浪费大量的时间进行塑料管的搬运,加大了工作人员的工作量,无法有效的节省工作人员的操作。
发明内容
本发明的目的是为了解决上述问题,设计了一种塑料管材用智能的自动化盘管设备。
为实现上述目的,本发明采用以下技术方案:
一种塑料管材用智能的自动化盘管设备,包括底座和位于底座上方一侧的驱动箱,所述驱动箱一侧安装有控制器,所述驱动箱内设有驱动装置,所述驱动箱一侧设有转动式可调节自动收卷装置,所述底座一侧设有触点调节式自动导向装置;
所述转动式可调节收卷装置包括转动套管,所述转动套管的一端插入到驱动箱内,所述转动套管与驱动箱和底座之间通过转动套管轴承连接,所述转动套管的一端安装有大转动皮带轮,所述转动套管内部设有主收卷转轴,所述主收卷转轴与转动套管之间通过主收卷轴承连接,所述主收卷转轴的一端安装有收卷皮带轮一,所述主收卷转轴的另一端安装有主收卷伞齿轮,所述转动套管两侧中心处安装有固定套管,所述固定套管内部安装有转动电磁离合器,所述两个转动电磁离合器的输入端通过副收卷转轴连接,所述副收卷转轴上安装有副收卷伞齿轮,所述副收卷伞齿轮与主收卷伞齿轮相咬合,所述固定套管上安装有旋转套筒,所述旋转套筒一侧设有调节套管,所述调节套管与旋转套筒之间通过调节套管轴承连接,所述调节套管外侧表面一端安装有旋转伞齿轮一,所述旋转套筒外侧表面一端安装有伺服电机,所述伺服电机的旋转端安装有旋转伞齿轮二,所述旋转伞齿轮二与旋转伞齿轮一相咬合,所述调节套管内部设有调节转轴,所述调节转轴与调节套管之间通过调节轴承连接,所述调节转轴的一端与转动电磁离合器的输出端固定连接,所述调节转轴的另一端安装有传动收卷伞齿轮一,所述调节套管的一端安装有支撑套管,所述支撑套管内部设有卷筒转轴,所述卷筒转轴与支撑套管之间通过卷筒轴承连接,所述卷筒转轴上安装有传动收卷伞齿轮二,所述传动收卷伞齿轮二与传动收卷伞齿轮一相咬合,所述驱动箱内设有调节传动装置,所述卷筒转轴的一端安装有自动收卷装置;
所述自动收卷装置包括所述卷筒转轴的一端安装有卷筒转盘,所述卷筒转盘侧表面外端安装有若干收卷支撑板,所述收卷支撑板均匀分布在卷筒转盘上,所述卷筒转盘外侧表面上安装有若干收卷限位板,所述收卷限位板与收卷支撑板的位置一一对应,所述收卷限位板一侧设有收卷活动板,所述收卷活动板上表面两侧安装有收卷调节座,所述收卷调节座上安装有活动轴承,所述活动轴承内安装有活动板转轴,所述活动板转轴与收卷支撑板固定连接,所述收卷活动板侧表面一端安装有活动座一,所述卷筒转盘的侧表面中心处安装有电动气缸,所述电动气缸的伸缩端安装有伸缩调节座,所述伸缩调节座上设有若干活动座二,所述活动座二均匀分布在伸缩调节座上,所述活动座二与活动座一的位置相对应,所述活动座二和活动座一之间通过调节杆连接,所述其中一个收卷支撑板外侧表面一端开有T型切割固定槽,所述其中一个收卷活动板的侧表面上开有切割凹槽,所述切割凹槽与T型切割固定槽相对应,所述切割凹槽内部安装有弹簧套筒,所述弹簧套筒内部一端安装有电磁铁一,所述电磁铁一的一侧安装有拉伸弹簧,所述拉伸弹簧的一端安装有电磁铁二,所述电磁铁二的一侧安装有伸缩柱,所述伸缩柱的一端安装有管材挤压柱,所述管材挤压柱的一端安装有切割刀。
进一步的,所述触点调节式自动导向装置包括所述底座一侧设有导向平台,所述导向平台上表面两端安装有导向固定座,所述两个导向固定座之间安装有两个限位滑杆,所述两个限位滑杆对称分布,所述两个导向固定座之间设有往复丝杠,所述往复丝杠与导向固定座之间通过往复轴承连接,所述两个导向固定座之间设有滑动导向座,所述滑动导向座与往复丝杠螺纹连接,所述滑动导向座与限位滑杆滑动连接,所述滑动导向座上方安装有条形导向板,所述条形导向板上设有若干导向轮,所述导向轮与条形导向板之前通过导向轮轴承和导向轮轴连接,所述导向轮分为两组,所述两组导向轮以条形导向板的横向中心线对称分布,所述两组导向轮交错分布,所述滑动导向座侧表面上方开有触点凹槽,所述触点凹槽内安装有自复位触点开关,所述导向平台上表面一端设有导向驱动装置。
进一步的,所述导向驱动装置包括所述导向平台上表面一端安装有导向驱动电机,所述导向驱动电机的旋转端安装有蜗杆,所述其中一个导向固定座的侧表面上安装有蜗杆齿轮轴承,所述蜗杆齿轮轴承内安装有蜗杆齿轮转轴,所述蜗杆齿轮转轴上安装有蜗杆齿轮,所述蜗杆齿轮与蜗杆相咬合,所述蜗杆齿轮转轴上安装有传动小齿轮,所述往复丝杠的一端安装有传动大齿轮,所述传动大齿轮与传动小齿轮相咬合。
进一步的,所述驱动装置包括所述驱动箱内部下表面一端安装有驱动电机,所述驱动电机的旋转端安装有驱动皮带轮一,所述驱动电机一侧安装有减速机,所述减速机的输入端安装有驱动皮带轮二,所述驱动皮带轮二与驱动皮带轮一之间套装有驱动皮带,所述减速机的输出端安装有收卷皮带轮二,所述收卷皮带轮二与收卷皮带轮一之间套装有收卷皮带。
进一步的,所述调节传动装置包括调节传动轴,所述调节传动轴的两端安装有调节传动轴承,所述调节传动轴承与驱动箱之间通过调节传动轴承座连接,所述调节传动轴的一端设有调节电磁离合器,所述调节电磁离合器与驱动箱固定连接,所述调节电磁离合器的输入端与减速机的输出轴固定连接,所述调节电磁离合器的输入端与调节传动轴固定连接,所述调节传动轴上安装有电子刹车器,所述电子刹车器与调节电磁离合器固定连接,所述调节传动轴上安装有小转动皮带轮,所述小转动皮带轮与大转动皮带轮之间通过转动皮带连接。
进一步的,所述自复位触点开关与滑动导向座活动接触。
进一步的,所述导向平台位于其中一个卷筒转盘的一侧。
进一步的,所述切割刀活动插入T型切割固定槽内,所述管材挤压柱与T型切割固定槽滑动连接。
进一步的,所述两个卷筒转轴上的传动收卷伞齿轮二的位置和方向不同。
利用本发明的技术方案制作的一种塑料管材用智能的自动化盘管设备,具有以下有益效果:
本盘管设备,通过自动收卷装置,可以使塑料管材能够自动进行收卷盘管,而通过转动套管的旋转可以使两个自动收卷装置能够交替进行收卷,通过转动电磁离合器的启闭,可以分别控制两个自动收卷装置的收卷转动,通过两个传动收卷伞齿轮二的位置和方向的不同,可以有效保证两个自动收卷装置的转动方向相同。
本盘管设备,通过旋转套筒上的伺服电机的转动,一方面可以使调节套管能够带动自动收卷装置进行旋转,使自动收卷装置上以盘好的塑料管材能够快速的进行排放,另一方面又可以使调节套管带动自动收卷装置进行复位,从而保证自动收卷装置的再次使用,有效的节省工作人员的操作,方便塑料管材的排放。
本盘管设备,通过导向驱动装置,可以使驱动装置能够同时控制转动套管的旋转和自动收卷装置的收卷旋转,并且通过电子刹车器和调节电磁离合器的配合,一方面可以保证转动套管的顺利转动,另一方面又可以保证自动收卷装置的位置保持固定,以方便塑料管材的收卷盘管工作顺利进行。
本盘管设备,通过滑动导向座与两个自复位触点开关的配合,再通过滑动导向座与往复丝杠的螺纹连接,可以使滑动导向座能够按照塑料管材的收卷而自动进行调节,提高塑料管材收卷时的紧密性,避免塑料管材收卷不紧密而导致塑料管材松散,影响塑料管材的盘管效果。
附图说明
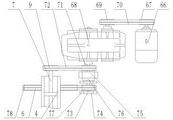
图1是本发明所述一种塑料管材用智能的自动化盘管设备的结构示意图;
图2是本发明所述转动式可调节收卷装置的局部放大图;
图3是本发明所述自动收卷装置收缩后的俯视图;
图4是本发明所述自动收卷装置展开后的侧视图;
图5是本发明所述弹簧套筒的示意图;
图6是本发明所述T型切割固定槽的示意图;
图7是本发明所述触点调节式自动导向装置的局部放大图;
图8是本发明所述导向驱动装置的俯视图;
图9是本发明所述驱动装置的俯视图;
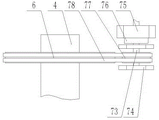
图10是本发明所述调节传动装置的俯视图;
图中,1、底座;2、驱动箱;3、控制器;4、转动套管;5、转动套管轴承;6、大转动皮带轮;7、主收卷转轴;8、主收卷轴承;9、收卷皮带轮一;10、主收卷伞齿轮;11、固定套管;12、转动电磁离合器;13、副收卷转轴;14、副收卷伞齿轮;15、旋转套筒;16、调节套管;17、调节套管轴承;18、旋转伞齿轮一;19、伺服电机;20、旋转伞齿轮二;21、调节转轴;22、调节轴承;23、传动收卷伞齿轮一;24、支撑套管;25、卷筒转轴;26、卷筒轴承;27、传动收卷伞齿轮二;28、卷筒转盘;29、收卷支撑板;30、收卷限位板;31、收卷活动板;32、收卷调节座;33、活动轴承;34、活动板转轴;35、活动座一;36、电动气缸;37、伸缩调节座;38、活动座二;39、调节杆;40、T型切割固定槽;41、切割凹槽;42、弹簧套筒;43、电磁铁一;44、拉伸弹簧;45、电磁铁二;46、伸缩柱;47、管材挤压柱;48、切割刀;49、导向平台;50、导向固定座;51、限位滑杆;52、往复丝杠;53、往复轴承;54、滑动导向座;55、条形导向板;56、导向轮;57、触点凹槽;58、自复位触点开关;59、导向驱动电机;60、蜗杆;61、蜗杆齿轮轴承;62、蜗杆齿轮转轴;63、蜗杆齿轮;64、传动小齿轮;65、传动大齿轮;66、驱动电机;67、驱动皮带轮一;68、减速机;69、驱动皮带轮二;70、驱动皮带;71、收卷皮带轮二;72、收卷皮带;73、调节传动轴;74、调节传动轴承;75、调节电磁离合器;76、电子刹车器;77、小转动皮带轮;78、转动皮带。
具体实施方式
下面结合附图对本发明进行具体描述,如图1-10所示。
在本装置中,装置通过与外部电源连接进行供电,外部电源与控制器3、转动电磁离合器12、伺服电机19、电动气缸36、电磁铁一43、电磁铁二45、导向驱动电机59、驱动电机66、调节电磁离合器75和电子刹车器76电性连接进行供电,控制器3的型号为FX3U-32MR/ES-A型号的PLC控制器,控制器3的控制信号输出端通过继电器分别与转动电磁离合器12、伺服电机19、电动气缸36、电磁铁一43、电磁铁二45、导向驱动电机59、驱动电机66、调节电磁离合器75和电子刹车器76电性连接,控制器3的信号接收端与自复位触点开关58电性连接,从而控制整个装置的运行。
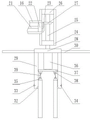
本方案的创造点在于转动式可调节收卷装置的结构设计,结合附图1、附图2,转动式可调节收卷装置包括转动套管4,转动套管4的一端插入到驱动箱2内,转动套管4与驱动箱2和底座1之间通过转动套管轴承5连接,转动套管4的一端安装有大转动皮带轮6,转动套管4内部设有主收卷转轴7,主收卷转轴7与转动套管4之间通过主收卷轴承8连接,主收卷转轴7的一端安装有收卷皮带轮一9,主收卷转轴7的另一端安装有主收卷伞齿轮10,转动套管4两侧中心处安装有固定套管11,固定套管11内部安装有转动电磁离合器12,两个转动电磁离合器12的输入端通过副收卷转轴13连接,副收卷转轴13上安装有副收卷伞齿轮14,副收卷伞齿轮14与主收卷伞齿轮10相咬合,固定套管11上安装有旋转套筒15,旋转套筒15一侧设有调节套管16,调节套管16与旋转套筒15之间通过调节套管轴承17连接,调节套管16外侧表面一端安装有旋转伞齿轮一18,旋转套筒15外侧表面一端安装有伺服电机19,伺服电机19的旋转端安装有旋转伞齿轮二20,旋转伞齿轮二20与旋转伞齿轮一18相咬合,调节套管16内部设有调节转轴21,调节转轴21与调节套管16之间通过调节轴承22连接,调节转轴21的一端与转动电磁离合器12的输出端固定连接,调节转轴21的另一端安装有传动收卷伞齿轮一23,调节套管16的一端安装有支撑套管24,支撑套管24内部设有卷筒转轴25,卷筒转轴25与支撑套管24之间通过卷筒轴承26连接,卷筒转轴25上安装有传动收卷伞齿轮二27,传动收卷伞齿轮二27与传动收卷伞齿轮一23相咬合,驱动箱2内设有调节传动装置,卷筒转轴25的一端安装有自动收卷装置;通过主收卷转轴7、副收卷转轴13、调节转轴21和卷筒转轴25之间的伞齿轮连接,可以使主收卷转轴7的动力能够顺利的传递到卷筒转轴25上,而通过转动电磁离合器12的启闭,则可以分别控制相应的卷筒转轴25的转动的启闭,从而使两个卷筒转轴25能够独立工作,而通过传动收卷伞齿轮二27的位置不同,则可以使两个卷筒转轴25的转动方向相同,以保证装置能够顺利的进行管材收卷盘管工作,通过伺服电机19的工作,病通过旋转伞齿轮二20与旋转伞齿轮一18的咬合,使调节套管16可以带动支撑套管24进行转动,从而使卷筒转轴25由横向摆放转为竖直摆放,以方便盘好的塑料管材的顺利排放,节省工作人员的操作。
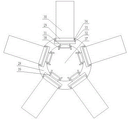
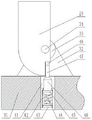
本方案的创造点在于自动收卷装置的结构设计,结合附图1、附图2、附图3、附图4、附图5和附图6,自动收卷装置包括卷筒转轴25的一端安装有卷筒转盘28,卷筒转盘28侧表面外端安装有若干收卷支撑板29,收卷支撑板29均匀分布在卷筒转盘28上,卷筒转盘28外侧表面上安装有若干收卷限位板30,收卷限位板30与收卷支撑板29的位置一一对应,收卷限位板30一侧设有收卷活动板31,收卷活动板31上表面两侧安装有收卷调节座32,收卷调节座32上安装有活动轴承33,活动轴承33内安装有活动板转轴34,活动板转轴34与收卷支撑板29固定连接,收卷活动板31侧表面一端安装有活动座一35,卷筒转盘28的侧表面中心处安装有电动气缸36,电动气缸36的伸缩端安装有伸缩调节座37,伸缩调节座37上设有若干活动座二38,活动座二38均匀分布在伸缩调节座37上,活动座二38与活动座一35的位置相对应,活动座二38和活动座一35之间通过调节杆39连接,其中一个收卷支撑板29外侧表面一端开有T型切割固定槽40,其中一个收卷活动板31的侧表面上开有切割凹槽41,切割凹槽41与T型切割固定槽40相对应,切割凹槽41内部安装有弹簧套筒42,弹簧套筒42内部一端安装有电磁铁一43,电磁铁一43的一侧安装有拉伸弹簧44,拉伸弹簧44的一端安装有电磁铁二45,电磁铁二45的一侧安装有伸缩柱46,伸缩柱46的一端安装有管材挤压柱47,管材挤压柱47的一端安装有切割刀48;通过电动气缸36的伸缩带动收卷活动板31的转动,一方面可以使塑料管材能够顺利的进行收卷盘管工作,另一方面方便盘好的塑料管材的排放,而通过电磁铁一43和电磁铁二45之间的排斥力与拉伸弹簧44的拉伸力的配合,控制管材挤压柱47和切割刀48的伸缩,再与T型切割固定槽40的配合,对塑料管材进行切断和固定工作,方便塑料管材的自动固定和剪切,减少工作人员的操作,使装置能够自动进行塑料管材的盘管收卷工作。
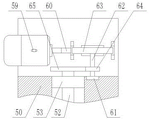
本方案的创造点在于触点调节式自动导向装置的结构设计,结合附图1、附图7和附图8,触点调节式自动导向装置包括底座1一侧设有导向平台49,导向平台49上表面两端安装有导向固定座50,两个导向固定座50之间安装有两个限位滑杆51,两个限位滑杆51对称分布,两个导向固定座50之间设有往复丝杠52,往复丝杠52与导向固定座50之间通过往复轴承53连接,两个导向固定座50之间设有滑动导向座54,滑动导向座54与往复丝杠52螺纹连接,滑动导向座54与限位滑杆51滑动连接,滑动导向座54上方安装有条形导向板55,条形导向板55上设有若干导向轮56,导向轮56与条形导向板55之前通过导向轮轴承和导向轮轴连接,导向轮56分为两组,两组导向轮56以条形导向板55的横向中心线对称分布,两组导向轮56交错分布,滑动导向座54侧表面上方开有触点凹槽57,触点凹槽57内安装有自复位触点开关58,导向平台49上表面一端设有导向驱动装置,导向驱动装置包括导向平台49上表面一端安装有导向驱动电机59,导向驱动电机59的旋转端安装有蜗杆60,其中一个导向固定座50的侧表面上安装有蜗杆齿轮轴承61,蜗杆齿轮轴承61内安装有蜗杆齿轮转轴62,蜗杆齿轮转轴62上安装有蜗杆齿轮63,蜗杆齿轮63与蜗杆60相咬合,蜗杆齿轮转轴62上安装有传动小齿轮64,往复丝杠52的一端安装有传动大齿轮65,传动大齿轮65与传动小齿轮64相咬合,通过条形导向板55和导向轮56的作用,可以使塑料管材能够顺利的传动,减少传动阻力,通过滑动导向座54与往复丝杠52的螺纹连接,可以使滑动导向座54进行往复移动,从而使滑动导向座54能够随着塑料管材的位置变化而进行相对应的移动,而通过滑动导向座54与自复位触点开关58的接触配合,则可以使滑动导向座54能够在往复丝杠52的两端进行停靠,以便于塑料管材在收卷支撑板29两端进行换层工作,使塑料管材能够更加紧密的收卷盘管,避免塑料管材收卷松散的问题发生。
本方案的创造点在于调节传动装置的结构设计,结合附图1、附图9和附图10,调节传动装置包括调节传动轴73,调节传动轴73的两端安装有调节传动轴承74,调节传动轴承74与驱动箱2之间通过调节传动轴承座72连接,调节传动轴73的一端设有调节电磁离合器75,调节电磁离合器75与驱动箱2固定连接,调节电磁离合器75的输入端与减速机68的输出轴固定连接,调节电磁离合器75的输入端与调节传动轴73固定连接,调节传动轴73上安装有电子刹车器76,电子刹车器76与调节电磁离合器75固定连接,调节传动轴73上安装有小转动皮带轮77,小转动皮带轮77与大转动皮带轮6之间通过转动皮带78连接,通过调节电磁离合器75与电子刹车器76的交替工作,一方面可以保证转动套管的顺利转动,另一方面又可以保证自动收卷装置的位置保持固定,以方便塑料管材的收卷盘管工作顺利进行。
在本装置中,驱动电机66通过驱动皮带轮一67、驱动皮带轮二69和驱动皮带70的连接,从而带动减速机68转动,而通过收卷皮带轮二71、收卷皮带轮一9和收卷皮带72的配合,从而使主收卷转轴7旋转,从而使自动收卷装置开始进行收卷盘管工作。
工作原理:
当需要使用本装置时,首先将装置与外部电源连接,而后工作人员通过手动将塑料管材的一端穿过条形导向板55内,并使塑料管材位于两组导向轮56之间,此时导向轮56与塑料管材滑动接触,当塑料管材盘卷时,导向轮56会随着塑料管材的移动而进行转动,保护塑料管材,当塑料管材穿过条形导向板55后,此时工作人员将塑料管材的一端放置到靠近导向平台49处的收卷支撑板29上,而由于开有T型切割固定槽40的收卷支撑板29位于卷筒转盘28的最上端,工作人员将塑料管材的一端放入到T型切割固定槽40内;
此时工作人员通过控制器3控制电动气缸36开始工作,随着电动气缸36的工作,电动气缸36带动伸缩调节座37开始伸出,随着伸缩调节座37的伸出,活动座二38通过调节杆39的联动,推动活动座一35开始移动,从而使收卷活动板31开始绕活动板转轴34进行转动,进行调节收卷活动板31的位置,当收卷活动板31的位置调节到与收卷支撑板29垂直位置处时,此时控制电动气缸36停止工作;
而此时控制器3自动控制电磁铁一43和电磁铁二45开始工作,随着电磁铁一43和电磁铁二45通电后产生排斥力,从而使拉伸弹簧44被拉伸,伸缩柱46从弹簧套筒42内伸出,而随着伸缩柱46的伸出,伸缩柱46带动管材挤压柱47开始移动,并使管材挤压柱47移动到T型切割固定槽40内,而随着管材挤压柱47持续移动到T型切割固定槽40内,管材挤压柱47上的切割刀48则开始与塑料管材接触,并通过管材挤压柱47的移动,切割刀48开始插入到T型切割固定槽40内,随着切割刀48与T型切割固定槽40内壁的配合,从而将管材切断,同时此时管材挤压柱47的移动将塑料管材固定在T型切割固定槽40内;
此时初步工作已经完成,控制器3控制装置开始进行自动收卷盘管工作,此时控制器3控制驱动电机66开始工作,随着驱动电机66的旋转,并通过驱动皮带轮一67、驱动皮带轮二69和驱动皮带70的作用,使减速机68开始转动,从而使减速机68带动收卷皮带轮二71开始工作,并通过收卷皮带72的作用,使收卷皮带轮一9开始旋转,从而带动主收卷转轴7开始旋转,而主收卷转轴7通过主收卷伞齿轮10和副收卷伞齿轮的咬合,从而带动副收卷转轴13开始旋转,而此时控制器3则控制进行收卷塑料管材位置处的转动电磁离合器12闭合,从而使副收卷转轴13带动调节转轴21开始转动,而另一侧的转动电磁离合器12则处于断开状态,使两个调节转轴21能够单独进行旋转,此时随着调节转轴21的旋转,并通过传动收卷伞齿轮一23和传动收卷伞齿轮二27的咬合,使调节转轴21带动卷筒转轴25开始旋转,随着卷筒转轴25的旋转,卷筒转盘28开始进行转动,从而开始对塑料管材进行盘管收卷工作;
而同时控制器3控制导向驱动电机59开始工作,导向驱动电机59的旋转带动蜗杆60开始转动,并通过蜗杆60与蜗杆齿轮63的配合,使蜗杆齿轮63开始旋转,从而带动蜗杆齿轮转轴62开始转动,使蜗杆齿轮转轴62带动传动小齿轮64旋转,并通过传动小齿轮64与传动大齿轮65的咬合,使往复丝杠52开始旋转,而通过往复丝杠52与滑动导向座54的螺纹连接,并通过限位滑杆51与滑动导向座54的滑动连接,使滑动导向座54进行往复移动,而当滑动导向座54移动到往复丝杠52的一端时,此时滑动导向座54与一侧的导向固定座50接触,同时滑动导向座54与自复位触点开关58接触,并将自复位触点开关58按下,使自复位触点开关58闭合,产生电信号,而控制器3接收到电信号后,控制导向驱动电机59停止工作一定时间,此时卷筒转盘28上的塑料管材正处于换层阶段,随着换层阶段的结束,控制器3控制导向驱动电机59继续工作,随着滑动导向座54的往复移动,导向驱动电机59进行间断式的工作,从而对塑料管材进行导向,使塑料管材在收卷盘管时能够紧密的进行收卷;
当驱动电机66工作一定时间后,此时塑料管材收卷已经接近完成,此时控制导向驱动电机59停止工作,导向驱动电机59停止工作后,此时滑动导向座54处于与T型切割固定槽40相对应的位置处,再控制调节电磁离合器75闭合,同时控制电子刹车器76停止工作,使减速机68的输出轴带动调节传动轴73开始旋转,调节传动轴73带动小转动皮带轮77开始转动,并通过转动皮带78带动大转动皮带轮6开始旋转,从而使转动套管4开始旋转,随着转动套管4的旋转,使转动套管4带动两个卷筒转盘28进行转动,使两个卷筒转盘28的位置进行调节,当转动套管4旋转180°后,此时控制电磁刹车器76开始工作,同时控制调节电磁离合器75处于断开状态,同时控制驱动电机66停止工作,此时两个卷筒转盘28的位置进行了对调,此时塑料管材横跨在转动套管4和另一个卷筒转盘28上,同时塑料管材位于另一个卷筒转盘28的收卷支撑板29上的T型切割固定槽40内,此时按照上述操作控制另一个卷筒转盘28处的电动气缸36工作,使收卷活动板31调节到与收卷支撑板29垂直位置处,控制电动气缸36停止工作,再控制电磁铁一43和电磁铁二45工作,对塑料管材进行切断和固定,同时控制另一个转动电磁离合器12开始工作,使另一个转动电磁离合器12处于闭合状态;
此时控制驱动电机66和导向驱动电机59开始工作,随着驱动电机66和导向驱动电机59的工作,另一个卷筒转盘28开始对塑料管材进行自动收卷工作;
而已接近完成的卷筒转盘28则通过工作人员控制相应位置处的转动电磁离合器12闭合和断开,进行控制卷筒转盘28的转动,并配合工作人员的手动操作将塑料管材进行初步的固定,并使塑料管材完全进行收卷,当塑料管材初步固定完毕后,此时塑料管材收卷盘管工作已经完成,此时控制相应位置处的转动电磁离合器12断开状态;
此时控制当前已完成收卷工作处的伺服电机19开始工作,随着伺服电机19的工作,伺服电机19带动旋转伞齿轮二20开始转动,并通过旋转伞齿轮二20与旋转伞齿轮一18的咬合,使调节套管16开始进行转动,随着调节套管16的转动,调节套管16带动支撑套管24进行调节,从而使卷筒转盘28带动已完成初步固定的塑料管材进行转动,随着伺服电机19的工作,调节套管16旋转90°,此时控制伺服电机19停止工作,同时控制电磁铁一43和电磁铁二45停止工作,此时通过拉伸弹簧44的拉伸力,带动伸缩柱46开始收缩,使管材挤压柱47和切割刀48收缩回切割凹槽41内,此时控制电动气缸36开始收缩,随着电动气缸36的收缩,使收卷活动板31开始绕活动板转轴34进行转回,从而使收卷活动板31调节到与收卷支撑板29平行位置处,而随着收卷活动板31的逐渐收缩,已完成初步固定的塑料管材则通过自身的重力开始缓慢的下落,当收卷活动板31调节完毕后,塑料管材也通过自身的重力而从收卷支撑板29上脱落,完成塑料管材的排放,等待再次进行塑料管材的盘管收卷工作;
当另一个卷筒转盘28处的塑料管材已经接近完成时,此时重复上述操作,便可以使装置进行持续性自动盘管工作。
上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
Claims (5)
1.一种塑料管材用智能的自动化盘管设备,包括底座(1)和位于底座(1)上方一侧的驱动箱(2),所述驱动箱(2)一侧安装有控制器(3),所述驱动箱(2)内设有驱动装置,其特征在于,所述驱动箱(2)一侧设有转动式可调节自动收卷装置,所述底座(1)一侧设有触点调节式自动导向装置;
所述转动式可调节自动收卷装置包括转动套管(4),所述转动套管(4)的一端插入到驱动箱(2)内,所述转动套管(4)与驱动箱(2)和底座(1)之间通过转动套管轴承(5)连接,所述转动套管(4)的一端安装有大转动皮带轮(6),所述转动套管(4)内部设有主收卷转轴(7),所述主收卷转轴(7)与转动套管(4)之间通过主收卷轴承(8)连接,所述主收卷转轴(7)的一端安装有收卷皮带轮一(9),所述主收卷转轴(7)的另一端安装有主收卷伞齿轮(10),所述转动套管(4)两侧中心处安装有固定套管(11),所述固定套管(11)内部安装有转动电磁离合器(12),所述两个转动电磁离合器(12)的输入端通过副收卷转轴(13)连接,所述副收卷转轴(13)上安装有副收卷伞齿轮(14),所述副收卷伞齿轮(14)与主收卷伞齿轮(10)相咬合,所述固定套管(11)上安装有旋转套筒(15),所述旋转套筒(15)一侧设有调节套管(16),所述调节套管(16)与旋转套筒(15)之间通过调节套管轴承(17)连接,所述调节套管(16)外侧表面一端安装有旋转伞齿轮一(18),所述旋转套筒(15)外侧表面一端安装有伺服电机(19),所述伺服电机(19)的旋转端安装有旋转伞齿轮二(20),所述旋转伞齿轮二(20)与旋转伞齿轮一(18)相咬合,所述调节套管(16)内部设有调节转轴(21),所述调节转轴(21)与调节套管(16)之间通过调节轴承(22)连接,所述调节转轴(21)的一端与转动电磁离合器(12)的输出端固定连接,所述调节转轴(21)的另一端安装有传动收卷伞齿轮一(23),所述调节套管(16)的一端安装有支撑套管(24),所述支撑套管(24)内部设有卷筒转轴(25),所述卷筒转轴(25)与支撑套管(24)之间通过卷筒轴承(26)连接,所述卷筒转轴(25)上安装有传动收卷伞齿轮二(27),所述传动收卷伞齿轮二(27)与传动收卷伞齿轮一(23)相咬合,所述驱动箱(2)内设有调节传动装置,所述卷筒转轴(25)的一端安装有自动收卷装置;
所述自动收卷装置包括所述卷筒转轴(25)的一端安装有卷筒转盘(28),所述卷筒转盘(28)侧表面外端安装有若干收卷支撑板(29),所述收卷支撑板(29)均匀分布在卷筒转盘(28)上,所述卷筒转盘(28)外侧表面上安装有若干收卷限位板(30),所述收卷限位板(30)与收卷支撑板(29)的位置一一对应,所述收卷限位板(30)一侧设有收卷活动板(31),所述收卷活动板(31)上表面两侧安装有收卷调节座(32),所述收卷调节座(32)上安装有活动轴承(33),所述活动轴承(33)内安装有活动板转轴(34),所述活动板转轴(34)与收卷支撑板(29)固定连接,所述收卷活动板(31)侧表面一端安装有活动座一(35),所述卷筒转盘(28)的侧表面中心处安装有电动气缸(36),所述电动气缸(36)的伸缩端安装有伸缩调节座(37),所述伸缩调节座(37)上设有若干活动座二(38),所述活动座二(38)均匀分布在伸缩调节座(37)上,所述活动座二(38)与活动座一(35)的位置相对应,所述活动座二(38)和活动座一(35)之间通过调节杆(39)连接,所述其中一个收卷支撑板(29)外侧表面一端开有T型切割固定槽(40),所述其中一个收卷活动板(31)的侧表面上开有切割凹槽(41),所述切割凹槽(41)与T型切割固定槽(40)相对应,所述切割凹槽(41)内部安装有弹簧套筒(42),所述弹簧套筒(42)内部一端安装有电磁铁一(43),所述电磁铁一(43)的一侧安装有拉伸弹簧(44),所述拉伸弹簧(44)的一端安装有电磁铁二(45),所述电磁铁二(45)的一侧安装有伸缩柱(46),所述伸缩柱(46)的一端安装有管材挤压柱(47),所述管材挤压柱(47)的一端安装有切割刀(48),
所述触点调节式自动导向装置包括所述底座(1)一侧设有导向平台(49),所述导向平台(49)上表面两端安装有导向固定座(50),所述两个导向固定座(50)之间安装有两个限位滑杆(51),所述两个限位滑杆(51)对称分布,所述两个导向固定座(50)之间设有往复丝杠(52),所述往复丝杠(52)与导向固定座(50)之间通过往复轴承(53)连接,所述两个导向固定座(50)之间设有滑动导向座(54),所述滑动导向座(54)与往复丝杠(52)螺纹连接,所述滑动导向座(54)与限位滑杆(51)滑动连接,所述滑动导向座(54)上方安装有条形导向板(55),所述条形导向板(55)上设有若干导向轮(56),所述导向轮(56)与条形导向板(55)之前通过导向轮轴承和导向轮轴连接,所述导向轮(56)分为两组,所述两组导向轮(56)以条形导向板(55)的横向中心线对称分布,所述两组导向轮(56)交错分布,所述滑动导向座(54)侧表面上方开有触点凹槽(57),所述触点凹槽(57)内安装有自复位触点开关(58),所述导向平台(49)上表面一端设有导向驱动装置;
所述导向驱动装置包括所述导向平台(49)上表面一端安装有导向驱动电机(59),所述导向驱动电机(59)的旋转端安装有蜗杆(60),所述其中一个导向固定座(50)的侧表面上安装有蜗杆齿轮轴承(61),所述蜗杆齿轮轴承(61)内安装有蜗杆齿轮转轴(62),所述蜗杆齿轮转轴(62)上安装有蜗杆齿轮(63),所述蜗杆齿轮(63)与蜗杆(60)相咬合,所述蜗杆齿轮转轴(62)上安装有传动小齿轮(64),所述往复丝杠(52)的一端安装有传动大齿轮(65),所述传动大齿轮(65)与传动小齿轮(64)相咬合;
所述驱动装置包括所述驱动箱(2)内部下表面一端安装有驱动电机(66),所述驱动电机(66)的旋转端安装有驱动皮带轮一(67),所述驱动电机(66)一侧安装有减速机(68),所述减速机(68)的输入端安装有驱动皮带轮二(69),所述驱动皮带轮二(69)与驱动皮带轮一(67)之间套装有驱动皮带(70),所述减速机(68)的输出端安装有收卷皮带轮二(71),所述收卷皮带轮二(71)与收卷皮带轮一(9)之间套装有收卷皮带(72);
所述调节传动装置包括调节传动轴(73),所述调节传动轴(73)的两端安装有调节传动轴承(74),所述调节传动轴承(74)与驱动箱(2)之间通过调节传动轴承座连接,所述调节传动轴(73)的一端设有调节电磁离合器(75),所述调节电磁离合器(75)与驱动箱(2)固定连接,所述调节电磁离合器(75)的输入端与减速机(68)的输出轴固定连接,所述调节电磁离合器(75)的输入端与调节传动轴(73)固定连接,所述调节传动轴(73)上安装有电子刹车器(76),所述电子刹车器(76)与调节电磁离合器(75)固定连接,所述调节传动轴(73)上安装有小转动皮带轮(77),所述小转动皮带轮(77)与大转动皮带轮(6)之间通过转动皮带(78)连接。
2.根据权利要求1所述的一种塑料管材用智能的自动化盘管设备,其特征在于,所述自复位触点开关(58)与滑动导向座(54)活动接触。
3.根据权利要求1所述的一种塑料管材用智能的自动化盘管设备,其特征在于,所述导向平台(49)位于其中一个卷筒转盘(28)的一侧。
4.根据权利要求1所述的一种塑料管材用智能的自动化盘管设备,其特征在于,所述切割刀(48)活动插入T型切割固定槽(40)内,所述管材挤压柱(47)与T型切割固定槽(40)滑动连接。
5.根据权利要求1所述的一种塑料管材用智能的自动化盘管设备,其特征在于,所述两个卷筒转轴(25)上的传动收卷伞齿轮二(27)的位置和方向不同。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110027729.8A CN112678618B (zh) | 2021-01-11 | 2021-01-11 | 一种塑料管材用智能的自动化盘管设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110027729.8A CN112678618B (zh) | 2021-01-11 | 2021-01-11 | 一种塑料管材用智能的自动化盘管设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112678618A CN112678618A (zh) | 2021-04-20 |
| CN112678618B true CN112678618B (zh) | 2022-06-28 |
Family
ID=75456939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110027729.8A Active CN112678618B (zh) | 2021-01-11 | 2021-01-11 | 一种塑料管材用智能的自动化盘管设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112678618B (zh) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0943573A2 (en) * | 1998-03-20 | 1999-09-22 | Murata Kikai Kabushiki Kaisha | Filament yarn take-up winder |
| CN101301971A (zh) * | 2008-07-04 | 2008-11-12 | 武志生 | 一种用于塑料管材收卷的全自动收卷机 |
| CN105110054A (zh) * | 2015-06-29 | 2015-12-02 | 潍坊凯德塑料机械有限公司 | 塑料管材自动收卷切割及换卷装置 |
| CN210286276U (zh) * | 2019-08-01 | 2020-04-10 | 重庆市齐垚机电设备有限公司 | 一种管材收卷机构 |
| CN210914556U (zh) * | 2019-06-26 | 2020-07-03 | 江苏维凯科技股份有限公司 | 一种生产ptfe基材膜的数控定型收卷设备 |
| CN112158662A (zh) * | 2020-11-13 | 2021-01-01 | 苏蒲燕 | 一种水利工程用抽水管带收卷设备 |
-
2021
- 2021-01-11 CN CN202110027729.8A patent/CN112678618B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0943573A2 (en) * | 1998-03-20 | 1999-09-22 | Murata Kikai Kabushiki Kaisha | Filament yarn take-up winder |
| CN101301971A (zh) * | 2008-07-04 | 2008-11-12 | 武志生 | 一种用于塑料管材收卷的全自动收卷机 |
| CN105110054A (zh) * | 2015-06-29 | 2015-12-02 | 潍坊凯德塑料机械有限公司 | 塑料管材自动收卷切割及换卷装置 |
| CN210914556U (zh) * | 2019-06-26 | 2020-07-03 | 江苏维凯科技股份有限公司 | 一种生产ptfe基材膜的数控定型收卷设备 |
| CN210286276U (zh) * | 2019-08-01 | 2020-04-10 | 重庆市齐垚机电设备有限公司 | 一种管材收卷机构 |
| CN112158662A (zh) * | 2020-11-13 | 2021-01-01 | 苏蒲燕 | 一种水利工程用抽水管带收卷设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112678618A (zh) | 2021-04-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103021576B (zh) | 一种电线电缆自动收排线装置 | |
| CN109466052A (zh) | 玻纤带自动续带装置 | |
| CN111508703B (zh) | 一种电力变压器高压线包自动绕线机 | |
| CN202951727U (zh) | 一种高速全自动绕丝机 | |
| CN201997642U (zh) | 电热片绕线机 | |
| CN209440778U (zh) | 玻纤带自动续带装置 | |
| CN202996423U (zh) | 电线电缆自动收排线装置 | |
| CN112678618B (zh) | 一种塑料管材用智能的自动化盘管设备 | |
| CN215966038U (zh) | 一种双盘收线装置 | |
| CN219469179U (zh) | 一种用于集装袋生产的收卷设备 | |
| CN105080994A (zh) | 一种高精度铝型材双牵引机 | |
| CN219688979U (zh) | 一种绕线机用绕线驱动机构 | |
| CN208120435U (zh) | 磁条卷筒自动收卷机 | |
| CN208077818U (zh) | 电解纸多层螺旋式卷绕机 | |
| CN112743817A (zh) | 一种具有宽度控制机构的高精度吹膜机 | |
| CN110921414A (zh) | 一种棉纶线卷绕设备及其使用方法 | |
| CN201827328U (zh) | 一种储带齿轮以及封闭线圈绝缘带自动缠绕装置 | |
| CN213415693U (zh) | 一种张力可调性收卷装置 | |
| CN219859626U (zh) | 一种放带系统 | |
| CN221216613U (zh) | 一种出管效率高的波纹管成型机 | |
| CN220766100U (zh) | 一种不锈钢精线自动收卷装置 | |
| CN220412474U (zh) | 一种导向式滑差式连续收线机 | |
| CN118087134B (zh) | 一种自动进布的纺织机 | |
| CN220195970U (zh) | 一种开卷机铝加工定位装置 | |
| CN219408691U (zh) | 一种电线电缆高速复绕收线架 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20220602 Address after: 266000 Dazhuang village, Beiguan office, Jiaozhou City, Qingdao City, Shandong Province Applicant after: QINGDAO RUIJIE PLASTIC MACHINERY Co.,Ltd. Address before: 538000 200 meters east of the intersection of Jiangshan Avenue and Chashan Road, Gangkou District, Fangchenggang City, Guangxi Zhuang Autonomous Region Applicant before: Meng Yanyi |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |