CN112420579B - 一种晶圆自动下片生产线 - Google Patents
一种晶圆自动下片生产线 Download PDFInfo
- Publication number
- CN112420579B CN112420579B CN202110085101.3A CN202110085101A CN112420579B CN 112420579 B CN112420579 B CN 112420579B CN 202110085101 A CN202110085101 A CN 202110085101A CN 112420579 B CN112420579 B CN 112420579B
- Authority
- CN
- China
- Prior art keywords
- wafer
- carrier
- discharging
- plate
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67739—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67739—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber
- H01L21/67742—Mechanical parts of transfer devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67739—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber
- H01L21/6776—Continuous loading and unloading into and out of a processing chamber, e.g. transporting belts within processing chambers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67763—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H01L21/67766—Mechanical parts of transfer devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67763—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H01L21/67769—Storage means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67763—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H01L21/67775—Docking arrangements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67763—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading
- H01L21/67778—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations the wafers being stored in a carrier, involving loading and unloading involving loading and unloading of wafers
Abstract
本发明属于晶圆下片技术领域,提供了一种晶圆自动下片生产线,包括进料料仓、下片装置和出料料仓;进料料仓和出料料仓均包括料仓架体,料仓架体上滑动安装有第一驱动装置驱动的载具料筐,进料料仓一侧还设有第一载具拨送机构;下片装置包括下片机架,下片机架上设有倍速链输送线、第一载具定位机构、自动下螺丝机构、第二载具定位机构、取放机械臂、盖板放置台、晶圆放置台和载具举升机构,取放机械臂工作轴端部设有取放料机构,倍速链输送线出料端还设有第二载具拨送机构。本发明能够实现载具上料、晶圆下片、载具下料的自动化加工,不但下片效率大大提高,且有效避免了在下片过程中意外划伤晶圆现象的发生,确保晶圆的质量及合格率不受影响。
Description
技术领域
本发明涉及晶圆下片技术领域,尤其涉及一种晶圆自动下片生产线。
背景技术
晶圆是指制作硅半导体积体电路所用的硅晶片,由于其形状为圆形,故称为晶圆。晶圆在生产加工过程中,依据加工工艺的需求,需要将晶圆排列放置于晶圆料盘内,然后将承载有晶圆的整个料盘放入等离子刻蚀机中进行ICP刻蚀加工,ICP刻蚀工艺后,再将晶圆从晶圆料盘内依次取出,以便进行后续的AFM测试等,将晶圆从晶圆料盘内取出的这一过程称为晶圆的下片。
目前,晶圆于料盘内的下片操作,通常由人工完成,操作工人需要将ICP刻蚀工艺后的料盘搬运至下片工序进行人工下片操作;由于盖板是通过若干螺钉固定安装于载片板上的,下片时,需要先将螺钉拆卸下,将盖板从载片板上取下,然后将晶圆从载片板的容纳槽内一片一片的取出,晶圆从载片板上取出后,再重新将盖板盖合到载片板上,完成晶圆的下片,取完晶圆的料盘,再由人工搬运至上片工序,进行上片的重复使用。人工搬运料盘、卸螺钉及取放晶圆的方式,不但劳动强度大,费时费力,下片效率低,且在晶圆取放过程中,因下片操作人员操作不细心等各种主观原因,易划伤晶圆,对晶圆造成损伤,会导致晶圆直接报废或降级处理,直接影响晶圆的生产质量及产品合格率,但目前仍没有专门用于晶圆下片的料盘转运、自动卸螺钉、取放晶圆的设备。因此,开发一种晶圆自动下片生产线,不但具有迫切的研究价值,也具有良好的经济效益和工业应用潜力,这正是本发明得以完成的动力所在和基础。
发明内容
为了克服上述所指出的现有技术的缺陷,本发明人对此进行了深入研究,在付出了大量创造性劳动后,从而完成了本发明。
具体而言,本发明所要解决的技术问题是:提供一种晶圆自动下片生产线,以解决目前的人工下片方式,料盘转运、卸螺钉及取放晶圆费时费力,下片效率低,且易划伤晶圆、影响晶圆质量的技术问题。
为解决上述技术问题,本发明的技术方案是:
一种晶圆自动下片生产线,包括用以实现晶圆载具上料的进料料仓、用以实现晶圆下片的下片装置和用以实现晶圆载具下料的出料料仓,所述进料料仓、所述出料料仓均通过快速连接机构与所述下片装置相连接,且处于连接状态时,所述进料料仓的出料口与所述下片装置的上料口相对应,所述出料料仓的进料口与所述下片装置的下料口相对应;
所述进料料仓和所述出料料仓均包括料仓架体,所述料仓架体上沿竖直方向滑动安装有第一驱动装置驱动的载具料筐,所述载具料筐具有若干载具放置位,且所述进料料仓的一侧还设有第一载具拨送机构;
所述下片装置包括下片机架,所述下片机架上设有倍速链输送线、第一载具定位机构、自动下螺丝机构、第二载具定位机构、取放机械臂、盖板放置台、晶圆放置台和载具举升机构,所述第一载具定位机构、所述第二载具定位机构和所述载具举升机构沿所述倍速链输送线的输送方向依次设置,所述倍速链输送线上设有若干阻挡气缸,若干所述阻挡气缸分别于所述第一载具定位机构、所述第二载具定位机构的前后端设置,所述自动下螺丝机构位于所述第一载具定位机构的上方,且与所述第一载具定位机构相对应,所述取放机械臂和所述盖板放置台均位于所述倍速链输送线的一侧,且与所述第二载具定位机构相对应,所述取放机械臂的工作轴端部设有用以实现盖板和晶圆取放的取放料机构,所述晶圆放置台位于所述倍速链输送线的出料端,且所述倍速链输送线的出料端还设有与所述载具举升机构对应设置的第二载具拨送机构。
作为一种改进的技术方案,所述载具料筐的两内侧设有若干载具托板,若干所述载具托板两两对应设置,且对应设置的两所述载具托板间形成与晶圆载具宽度相适配的所述载具放置位;
所述第一载具拨送机构包括第二驱动装置驱动的拨爪,对晶圆载具拨送时,所述拨爪延伸至所述载具料筐内,且与所述进料料仓的出料口对应设置,在所述第二驱动装置驱动下,所述拨爪沿朝向或远离所述进料料仓的出料口方向位移。
作为一种改进的技术方案,所述倍速链输送线包括固定安装于所述下片机架上的输送架体,所述输送架体的一端转动安装有第三驱动装置驱动的传动轴,所述传动轴的两端分别键连接有主动齿轮,所述输送架体的另一端转动安装有分别与所述主动齿轮对应设置的从动齿轮,对应设置的所述主动齿轮和所述从动齿轮之间架绕有倍速链,且所述主动齿轮和所述从动齿轮通过所述倍速链传动相连;
所述输送架体的端部还均固定安装有倍速链回程导轨,所述倍速链回程导轨具有圆弧形导向面,所述输送架体的顶部内侧均固定安装有耐磨条,沿所述输送架体长度方向对应设置的所述耐磨条间形成与晶圆载具宽度相适配的导向滑道。
作为一种改进的技术方案,所述第一载具定位机构、所述第二载具定位机构均包括夹持气缸驱动的升降托板和固定安装于所述下片机架上的限位块、限位板,所述升降托板的顶面设有用以实现晶圆载具定位的定位销,所述限位块和所述限位板均于所述倍速链输送线的两侧,且对应设置,处于定位状态时,晶圆载具的托盘定位夹持于所述升降托板和所述限位块之间,且所述第一载具定位机构的所述限位板延伸至晶圆载具的盖板设置,所述第二载具定位机构的所述限位板延伸至晶圆载具的载片板设置。
作为一种改进的技术方案,所述自动下螺丝机构设有两套,且分别沿所述倍速链输送线的输送方向排列设置;
所述自动下螺丝机构包括由第四驱动装置驱动、且沿X轴方向滑动的第一安装板,所述第一安装板上沿Y轴方向滑动安装有第五驱动装置驱动的第二安装板,所述第二安装板上沿Z轴方向滑动安装有第六驱动装置驱动的第三安装板,所述第三安装板上通过缓冲机构安装有电批。
作为一种改进的技术方案,所述缓冲机构包括沿竖直方向滑动安装于所述第三安装板上的连接板,所述连接板顶端与所述第三安装板的顶部间设有第一压缩弹簧,所述第一压缩弹簧的两端分别与所述连接板、所述第三安装板连接,所述电批固定安装于所述连接板上。
作为一种改进的技术方案,所述下片机架上还固定安装有若干螺钉导料管,对晶圆载具定位状态时,所述螺钉导料管顶端进口分别与晶圆载具上的螺钉落料孔对应设置;
所述下片机架底部固定安装有与所述螺钉导料管出口对应设置的螺钉滑道,所述螺钉滑道的出口位于所述下片机架一侧。
作为一种改进的技术方案,所述取放料机构包括固定安装于所述取放机械臂工作轴上的安装框架,所述安装框架上安装有取片气缸驱动的伯努利吸盘,所述安装框架的底部还固定安装有吸嘴安装板,所述吸嘴安装板的底部安装有若干盖板吸嘴。
作为一种改进的技术方案,所述取片气缸固定安装于所述安装框架上,所述取片气缸的活塞轴端部通过浮动接头连接有吸盘安装板,所述吸盘安装板与所述安装框架间设有第二压缩弹簧,所述第二压缩弹簧的两端分别与所述吸盘安装板、所述安装框架连接,且所述第二压缩弹簧处于压缩状态,所述伯努利吸盘固定安装于所述吸盘安装板的底面;
所述吸嘴安装板上固定安装有若干衬套,所述衬套内沿竖直方向滑动插装有吸嘴安装杆,所述吸嘴安装杆上套装有第三压缩弹簧,所述第三压缩弹簧位于所述吸嘴安装杆的底部与所述衬套之间,所述吸嘴安装杆的顶端固定安装有挡环,所述盖板吸嘴分别固定安装于所述吸嘴安装杆的底端。
作为一种改进的技术方案,所述吸嘴安装板上还螺纹配合安装有若干止动螺栓,若干所述止动螺栓的底端于同一水平面设置。
作为一种改进的技术方案,所述盖板放置台包括固定安装于所述下片机架上的盖板放置盘,所述盖板放置盘上具有与盖板外径相适配的盖板定位沿;
所述晶圆放置台包括固定安装于所述下片机架上的安装架,所述安装架上均匀设有若干晶圆放置工装,所述晶圆放置工装包括固定安装于所述安装架上、且对应设置的定位块,所述定位块上具有与晶圆外径相适配的晶圆定位沿,所述安装架上还固定安装有分别与所述晶圆放置工装对应设置的第一光电开关。
作为一种改进的技术方案,所述载具举升机构包括固定安装于所述下片机架上的举升气缸,所述举升气缸的活塞轴端部固定安装有举升板,所述举升板上设有用以实现晶圆载具输送的第一滚轮条,所述输送架体的端部一侧还设有用以实现晶圆载具输送的第二滚轮条,所述第一滚轮条、所述第二滚轮条的输送方向与所述倍速链输送线的输送方向相垂直。
作为一种改进的技术方案,所述第二载具拨送机构包括第七驱动装置驱动的拨板,所述拨板位于所述载具举升机构上方,且延伸至所述载具举升机构设置,在所述第七驱动装置驱动下,所述拨板位移方向与所述倍速链输送线的输送方向相垂直。
采用了上述技术方案后,本发明的有益效果是:
该晶圆自动下片生产线,由进料料仓实现晶圆载具的上料,下片装置实现对晶圆载具的自动卸螺钉、取放晶圆,出料料仓实现取出晶圆后晶圆载具的下料,从而实现载具上料、晶圆下片、载具下料的一体自动化加工,相较传统的人工下片方式,不但实现了人工劳动力的有效替代,下片效率大大提高,为晶圆载具的转运提供了便利,且有效避免了在下片过程中意外划伤晶圆现象的发生,确保晶圆下片过程中晶圆的质量及合格率不受影响。
附图说明
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
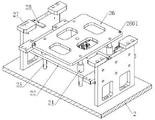
图1为本发明的结构示意图;
图2为本发明的另一立体结构示意图;
图3为本发明进料料仓的结构示意图;
图4为本发明进料料仓的另一立体结构示意图;
图5为本发明下片装置的内部结构示意图;
图6为本发明下片机架工作台上各机构配合安装的结构示意图;
图7为本发明倍速链输送线的结构示意图;
图8为本发明对晶圆载具定位夹持状态的结构示意图;
图9为本发明载具定位机构的结构示意图;
图10为本发明自动下螺丝机构的结构示意图;
图11为本发明电批的安装结构示意图;
图12为本发明取放料机构的结构示意图;
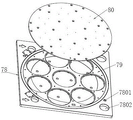
图13为本发明晶圆放置台的结构示意图;
图14为本发明载具举升机构和载具拨送机构的配合安装结构示意图;
图15为本发明晶圆载具的结构示意图;
附图标记:1-料仓架体;101-第一观察窗;102-第一福马轮;2-下片机架;201-第一观察窗;202-第二福马轮;3-快速夹钳;4-第一导轨;5-第一滑块;6-料筐安装架;7-第一驱动电机;8-升降轴;9-载具料筐;10-载具托板;11-载具上料电缸;12-拨送气缸;13-拨爪;14-输送架体;15-第二驱动电机;16-传动轴;17-主动齿轮;18-从动齿轮;19-倍速链;20-倍速链回程导轨;21-耐磨条;22-气缸安装板;23-夹持气缸;24-直线轴承;25-导向轴;26-升降托板;2601-定位销;27-限位块;28-限位板;29-阻挡气缸;30-第一电缸;31-第二导轨;32-第二滑块;33-第一安装板;34-第二电缸;35-第二安装板;36-第三电缸;37-第三安装板;38-拖链安装板;39-第三导轨;40-第三滑块;41-连接板;42-第一压缩弹簧;43-电批;44-防护罩;45-螺钉导料管;46-螺钉滑道;47-扫码器安装板;48-扫码器;49-取放机械臂;50-安装框架;51-取片气缸;52-浮动接头;53-吸盘安装板;54-第二压缩弹簧;55-伯努利吸盘;56-吸嘴安装板;57-衬套;58-吸嘴安装杆;59-第三压缩弹簧;60-挡环;61-盖板吸嘴;62-止动螺栓;63-立柱;64-盖板放置盘;65-安装架;66-定位块;67-第一光电开关;68-举升气缸;69-举升板;70-第一滚轮条;71-第二滚轮条;72-支撑板;73-载具下料电缸;74-拨板;75-第二光电开关;76-到位检测片;77-显示屏;78-托盘;7801-定位孔;7802-螺钉落料孔;79-载片板;80-盖板;81-晶圆。
具体实施方式
下面结合具体的实施例对本发明进一步说明。但这些例举性实施方式的用途和目的仅用来例举本发明,并非对本发明的实际保护范围构成任何形式的任何限定,更非将本发明的保护范围局限于此。
如图1至图6所示,本实施例提供了一种晶圆自动下片生产线,包括用以实现晶圆载具上料的进料料仓、用以实现晶圆下片的下片装置和用以实现晶圆载具下料的出料料仓,进料料仓、出料料仓均通过快速连接机构与下片装置相连接,且处于连接状态时,进料料仓的出料口与下片装置的上料口相对应,出料料仓的进料口与下片装置的下料口相对应。
进料料仓和出料料仓均包括料仓架体1,料仓架体1上沿竖直方向滑动安装有第一驱动装置驱动的载具料筐9,载具料筐9具有若干载具放置位,且进料料仓的一侧还设有第一载具拨送机构。
下片装置包括下片机架2,下片机架2上设有倍速链输送线、第一载具定位机构、自动下螺丝机构、第二载具定位机构、取放机械臂49、盖板放置台、晶圆放置台和载具举升机构,第一载具定位机构、第二载具定位机构和载具举升机构沿倍速链输送线的输送方向依次设置,倍速链输送线上设有若干阻挡气缸29,若干阻挡气缸29分别于第一载具定位机构、第二载具定位机构的前后端设置,自动下螺丝机构位于第一载具定位机构的上方,且与第一载具定位机构相对应,取放机械臂49和盖板放置台均位于倍速链输送线的一侧,且与第二载具定位机构相对应,取放机械臂49的工作轴端部设有用以实现盖板80和晶圆81取放的取放料机构,晶圆放置台位于倍速链输送线的出料端,且倍速链输送线的出料端还设有与载具举升机构对应设置的第二载具拨送机构。
如图1和图2共同所示,本实施例中,进料料仓位于下片装置的一端,出料料仓位于下片装置的另一端一侧;如图3和图5共同所示,快速连接机构包括快速夹钳3,通过快速夹钳3实现料仓架体1与下片机架2间的连接,连接与脱离操作简单方便。
如图3和图4共同所示,料仓架体1的底部均安装有第一福马轮102,第一福马轮102为进料料仓和出料料仓的移动提供了便利,将快速夹钳3松开,实现料仓与下片机架2间的脱离,便于利用料仓实现晶圆载具于ICP刻蚀工序与下片装置之间,以及下片装置与上片工序之间的转运,使得晶圆载具的转运方便省力。
为实现载具料筐9于料仓架体1上的滑动安装,料仓架体1上沿竖直方向固定安装有若干第一导轨4,第一导轨4上分别滑动安装有第一滑块5,第一滑块5间固定安装有料筐安装架6,载具料筐9固定安装于料筐安装架6上。
第一驱动装置包括固定安装于料仓架体1上的第一驱动电机7,料仓架体1上还转动安装有升降轴8,升降轴8与固定安装于料筐安装架6上的丝杠螺母螺纹配合连接,第一驱动电机7通过电机减速器与升降轴8的一端传动相连;第一驱动电机7工作,通过电机减速器带动升降轴8转动,升降轴8与料筐安装架6上的丝杠螺母螺纹配合连接,进而实现载具料筐9的升降。
载具料筐9的两内侧设有若干载具托板10,若干载具托板10两两对应设置,且对应设置的两个载具托板10间形成与晶圆载具宽度相适配的载具放置位,晶圆载具分别于载具放置位放置。本实施例中,载具托板10的横截面为L形,在实现对晶圆载具承托的同时,起到拨送时的限位作用。
本实施例中,进料料仓和出料料仓的结构相同,不同之处仅在于,进料料仓的一侧还设有用以实现晶圆载具上料的第一载具拨送机构,第一载具拨送机构包括第二驱动装置驱动的拨爪13,对晶圆载具拨送时,拨爪13延伸至载具料筐9内,且与进料料仓的出料口对应设置,在第二驱动装置驱动下,拨爪13沿朝向或远离进料料仓的出料口方向位移。
第二驱动装置包括固定安装于料仓架体1上的载具上料电缸11,载具上料电缸11的滑板上固定安装有拨送气缸12,拨爪13固定安装于拨送气缸12的活塞杆端部,拨送气缸12动作,驱动拨爪13伸至进料料仓的载具料筐9内,载具上料电缸11工作,通过拨爪13将晶圆载具从出料口拨出,拨送至下片装置的上料口,实现晶圆载具的上料;通过与第一驱动电机7相配合,实现各晶圆载具依次有序的拨送,进而实现晶圆载具的有序自动上料。
该进料料仓和出料料仓,在实现晶圆载具的自动上料、取晶圆后自动下料的同时,为晶圆载具的转运提供了便利。
如图5至图7共同所示,倍速链输送线包括固定安装于下片机架2上的输送架体14,输送架体14的一端转动安装有第三驱动装置驱动的传动轴16,传动轴16的两端分别键连接有主动齿轮17,输送架体14的另一端转动安装有分别与主动齿轮17对应设置的从动齿轮18,对应设置的主动齿轮17和从动齿轮18之间架绕有倍速链19,且主动齿轮17和从动齿轮18通过倍速链19传动相连;本实施例中,第三驱动装置包括通过电机减速器安装于输送架体14一端的第二驱动电机15,第二驱动电机15通过电机减速器与传动轴16的一端传动相连,第二驱动电机15工作,通过传动轴16和齿轮带动倍速链19回转实现对晶圆载具的输送。
输送架体14的端部还均固定安装有倍速链回程导轨20,倍速链回程导轨20具有圆弧形导向面,本实施例中,倍速链回程导轨20为特氟龙材质,光滑耐磨,起到对倍速链19的导向作用,确保倍速链19顺利进入防护型材内实现回转输送。
输送架体14的顶部内侧均固定安装有耐磨条21,沿输送架体14长度方向对应设置的耐磨条21间形成与晶圆载具宽度相适配的导向滑道;通过导向滑道实现对晶圆载具的导向输送,使得对晶圆载具的输送更加平稳。
如图6至图9共同所示,第一载具定位机构、第二载具定位机构均包括夹持气缸23驱动的升降托板26和固定安装于下片机架2上的限位块27、限位板28,升降托板26的顶面设有用以实现晶圆载具定位的定位销2601,限位块27和限位板28均于倍速链输送线的两侧,且对应设置,处于定位状态时,晶圆载具的托盘78定位夹持于升降托板26和限位块27之间,且第一载具定位机构的限位板28延伸至晶圆载具的盖板80设置,第二载具定位机构的限位板28延伸至晶圆载具的载片板79设置。
本实施例中,定位销2601包括圆柱形定位销和菱形定位销,圆柱形定位销和菱形定位销分别于升降托板26的两端设置;设有的定位销2601,起到对晶圆载具的精定位作用,确保实现对晶圆载具的精准夹持固定,且圆柱形定位销和菱形定位销相配合的结构设计,能够有效避免过定位现象的发生。
本实施例中,下片机架2上固定安装有气缸安装板22,夹持气缸23固定安装于气缸安装板22上,且夹持气缸23的活塞轴顶部与升降托板26的底面中间位置固定连接;气缸安装板22上还固定安装有若干直线轴承24,直线轴承24内沿竖直方向滑动插装有导向轴25,导向轴25的顶端均与升降托板26固定连接;通过直线轴承24和导向轴25实现升降托板26于竖直方向上的活动安装,使得升降托板26的升降平稳,确保实现对晶圆载具的精准夹持固定。
该载具定位机构,夹持气缸23工作,驱动升降托板26实现于竖直方向上的升降,通过升降托板26和限位块27实现对晶圆载具的定位夹持固定,且定位状态时,第一载具定位机构的限位板28延伸至晶圆载具的盖板80,实现对盖板80的压持,避免在卸螺丝时将盖板80带起,第二载具定位机构的限位板28延伸至晶圆载具的载片板79,实现对载片板79的压持,避免在取放盖板80和晶圆81时将载片板79带起。
本实施例中,阻挡气缸29设有四个,其中两个阻挡气缸29分别位于第一载具定位机构和第二载具定位机构的前端,用以实现对晶圆载具的阻挡,避免在对晶圆载具下片过程中,下一个晶圆载具进入载具定位机构工作位,另外两个阻挡气缸29分别位于第一载具定位机构和第二载具定位机构的后端,用以实现晶圆载具的预定位,晶圆载具输送至一端抵靠位于载具定位机构后端的阻挡气缸29时,升降托板26上的定位销2601与晶圆载具上开设有的定位孔7801相对应,便于载具定位机构实现对晶圆载具的精准定位夹持。
如图5、图6和图10共同所示,自动下螺丝机构设有两套,且分别沿倍速链输送线的输送方向排列设置,通过两套自动下螺丝机构对晶圆载具进行螺钉拆卸,拆卸效率大大提高。
自动下螺丝机构包括由第四驱动装置驱动、且沿X轴方向滑动的第一安装板33,第一安装板33上沿Y轴方向滑动安装有第五驱动装置驱动的第二安装板35,第二安装板35上沿Z轴方向滑动安装有第六驱动装置驱动的第三安装板37,第三安装板37上通过缓冲机构安装有电批43。
本实施例中,X轴方向为倍速链输送线的输送方向,Y轴方向为倍速链输送线输送方向的垂直方向,Z轴方向为竖直方向,从而通过相应驱动装置的驱动,满足电批43在空间位置上的位移需求,实现对晶圆载具上各位置螺钉的拆卸工作。
第四驱动装置包括固定安装于下片机架2上的第一电缸30,下片机架2上还固定安装有与第一电缸30平行设置的第二导轨31,第二导轨31上滑动安装有第二滑块32,第一安装板33的两端分别通过安装座与第二滑块32、第一电缸30的滑板固定连接。
第五驱动装置包括固定安装于第一安装板33上的第二电缸34,第二安装板35固定安装于第二电缸34的滑板上。
第六驱动装置包括固定安装于第二安装板35上的第三电缸36,第三安装板37固定安装于第三电缸36的滑板上。
本实施例中,用以安装第一安装板33的安装座以及第二安装板35上均固定安装有拖链安装板38,通过拖链安装板38实现拖链的连接安装。
如图10和图11共同所示,缓冲机构包括沿竖直方向滑动安装于第三安装板37上的连接板41,连接板41顶端与第三安装板37的顶部间设有第一压缩弹簧42,第一压缩弹簧42的两端分别与连接板41、第三安装板37连接,电批43固定安装于连接板41上。
为实现连接板41于第三安装板37上的滑动安装,本实施例中,第三安装板37沿竖直方向固定安装有第三导轨39,第三导轨39上滑动安装有第三滑块40,连接板41固定安装于第三滑块40上。
本实施例中,电批43可选用市售产品,在此不作赘述,通过缓冲机构实现电批43于连接板41上的安装,在卸螺丝时,缓冲机构实现对电批43及料盘的保护,避免在接触撞击时对电批43及料盘造成的损伤。
本实施例中,连接板41上还固定安装有防护罩44,防护罩44包覆电批43设置,实现对电批43的有效防护。
如图1、图8和图15共同所示,下片机架2上还固定安装有若干螺钉导料管45,对晶圆载具定位状态时,螺钉导料管45顶端进口分别与晶圆载具上的螺钉落料孔7802对应设置;下片机架2底部固定安装有与螺钉导料管45出口对应设置的螺钉滑道46,螺钉滑道46的出口位于下片机架2一侧。安装有的螺钉导料管45和螺钉滑道46,电批43拆卸下的螺钉通过晶圆载具上的螺钉落料孔7802放入到螺钉导料管45内,通过螺钉导料管45和螺钉滑道46实现螺钉的导料与收集,方便实用。
本实施例中,下片机架2上固定安装有安装块,安装块上螺纹配合安装有定位螺栓,螺钉导料管45活动插装于安装块内,且利用定位螺栓定位固定,松开定位螺栓,可实现螺钉导料管45的高度调节,调节完毕后,重新旋紧定位螺栓即可实现当前调节位置的定位固定,调节操作简单方便。
如图5至图7共同所示,本实施例中,倍速链输送线的进料端还设有扫码器48,扫码器48可选用市售的得利捷智能扫码器,能够对晶圆载具上的条码进行扫码识别,实现对各料盘的有效定位,便于后续下片过程中对晶圆81的精确查找。
为实现扫码器48于倍速链输送线进料端的安装,输送架体14上固定安装有扫码器安装板47,扫码器48通过U形连接件固定安装于扫码器安装板47上,且通过扫码器安装板47上均匀排列开设的若干安装孔和U形连接件上开设的条形孔,能够实现对扫码器48安装位置的微调。
如图5、图6和图12共同所示,本实施例中,取放机械臂49可选用市售的四轴机械臂,通过取放机械臂49实现取放料机构的位移、转动,在此不作赘述。
取放料机构包括固定安装于取放机械臂49工作轴上的安装框架50,安装框架50上安装有取片气缸51驱动的伯努利吸盘55,通过伯努利吸盘55能够实现对晶圆81的取放,安装框架50的底部还固定安装有吸嘴安装板56,吸嘴安装板56的底部安装有若干盖板吸嘴61,通过盖板吸嘴61能够实现对盖板80的取放。
为实现伯努利吸盘55的安装,取片气缸51固定安装于安装框架50上,取片气缸51的活塞轴端部通过浮动接头52连接有吸盘安装板53,吸盘安装板53与安装框架50间设有第二压缩弹簧54,第二压缩弹簧54的两端分别与吸盘安装板53、安装框架50连接,且第二压缩弹簧54处于压缩状态,伯努利吸盘55固定安装于吸盘安装板53的底面;
通过浮动接头52和第二压缩弹簧54安装有的吸盘安装板53实现伯努利吸盘55的安装,具有缓冲作用,有效避免在取放晶圆时对晶圆81的损伤,伯努利吸盘55耗气量低且吸附力大,与晶圆81存在微小间隙时也能够将晶圆81吸起,能够最大限度的减少与晶圆81的接触,且对晶圆81抓取柔和。
为实现盖板吸嘴61的安装,吸嘴安装板56上固定安装有若干衬套57,衬套57内沿竖直方向滑动插装有吸嘴安装杆58,吸嘴安装杆58上套装有第三压缩弹簧59,第三压缩弹簧59位于吸嘴安装杆58的底部与衬套57之间,吸嘴安装杆58的顶端固定安装有挡环60,盖板吸嘴61分别固定安装于吸嘴安装杆58的底端;通过吸嘴安装杆58和第三压缩弹簧59安装有的盖板吸嘴61,具有缓冲作用,在实现对盖板80有效吸取的同时,避免对盖板80造成损伤,实现对盖板80及取放料机构的保护。
本实施例中,吸嘴安装板56上还螺纹配合安装有若干止动螺栓62,若干止动螺栓62的底端于同一水平面设置。安装有的止动螺栓62,底端于同一水平面设置,使得吸取盖板80后盖板80保持水平,便于盖板80于盖板放置台和载片板79上的精准放置。
如图2、图5和图6共同所示,盖板放置台包括通过立柱63固定安装于下片机架2上的盖板放置盘64,盖板放置盘64上具有与盖板80外径相适配的盖板定位沿,便于实现盖板80的定位放置。
如图2、图5、图6和图13共同所示,晶圆放置台包括固定安装于下片机架2上的安装架65,安装架65上均匀设有若干晶圆放置工装,晶圆放置工装包括固定安装于安装架65上、且对应设置的定位块66,定位块66上具有与晶圆81外径相适配的晶圆定位沿,安装架65上还固定安装有分别与晶圆放置工装对应设置的第一光电开关67,用以检测晶圆放置工装上有无放置晶圆81。
如图5至图7、图14共同所示,载具举升机构包括固定安装于下片机架2上的举升气缸68,举升气缸68的活塞轴端部固定安装有举升板69,举升板69上设有用以实现晶圆载具输送的第一滚轮条70,输送架体14的端部一侧还设有用以实现晶圆载具输送的第二滚轮条71,第一滚轮条70、第二滚轮条71的输送方向与倍速链输送线的输送方向相垂直。
本实施例中,第一滚轮条70分别于举升板69的两端设置,第二滚轮条71通过支撑板72实现于输送架体14端部一侧的安装,且滚轮条由均匀转动安装于滚轮安装板间的若干滚轮组成,与晶圆载具底面为滚动接触,使得对晶圆载具的推送更加容易,不会对晶圆载具造成磨损。
第二载具拨送机构包括第七驱动装置驱动的拨板74,拨板74位于载具举升机构上方,且延伸至载具举升机构设置,在第七驱动装置驱动下,拨板74位移方向与倍速链输送线的输送方向相垂直。
第七驱动装置包括固定安装于输送架体14出料端的载具下料电缸73,拨板74固定安装于载具下料电缸73的滑板上。
设有的载具举升机构和及与载具举升机构相配合的第二载具拨送机构,载具举升机构实现取片后晶圆载具的举升,第二载具拨送机构将举升起的晶圆载具通过出料料仓的进料口拨送至载具料筐9,完成晶圆载具的下料,结构简单,方便实用。
如图10和图11共同所示,本实施例中,各电缸的一侧两端部均固定安装有第二光电开关75,电缸的滑板上分别固定安装有便于第二光电开关75检测的到位检测片76。
本实施例中,拨爪13、电批43和拨板74均通过电缸驱动的方式实现其位移,精度高,且更环保、干净,在保证刚性的同时,有效减少了气缸润滑油脂对无尘环境的污染,此外,对应安装有的第二光电开关75及到位检测片76,第二光电开关75通过对到位检测片76的检测实现对电缸滑板的检测,确保滑动到位的准确性,避免电缸的滑板滑动超出行程。
如图1、图2和图5共同所示,本实施例中,下片机架2的底部安装有第二福马轮202,第二福马轮202为下片装置的移动搬运及放置固定提供了便利。
该下片装置,倍速链输送线实现对晶圆载具的输送,输送晶圆载具至一端抵靠位于载具定位机构后端的阻挡气缸29时,实现对晶圆载具的预定位,并通过升降托板26上的定位销2601实现对晶圆载具的精定位,且通过第一载具定位机构和第二载具定位机构分别实现晶圆载具于下螺丝工位及取放晶圆工位的定位夹持。
本实施例中,通过分别与第一驱动电机7、载具上料电缸11、第二驱动电机15、阻挡气缸29、夹持气缸23、第一电缸30、第二电缸34、第三电缸36、扫码器48、取放机械臂49、取片气缸51、光电开关、举升气缸68和载具下料电缸73相连的控制器实现各机构的协调控制,控制器可选用市售的PLC控制器,在此不作赘述。
如图1所示,本实施例中,下片机架2的顶部一侧设有与控制器相连的显示屏77,用以显示下片信息。
本实施例中,料仓架体1上设有第一观察窗,下片机架2的架体上设有第二观察窗,第一观察窗和第二观察窗均为透明玻璃窗,通过第一观察窗能够观察进料料仓内的晶圆载具的上料状态、出料料仓内晶圆载具的下料状态;第二观察窗铰接安装于下片机架2的外防护架体上,形成与外界隔离的工作空间的同时,便于操作人员通过第二观察窗观察下片装置的工作过程及工作状态,打开相应的第二观察窗可实现对相应部分机构的人工操作,便于对设备的检查维护。
如图8、图9和图15共同所示,本实施例中,晶圆载具包括托盘78、卡装于托盘78内的载片板79和适配盖合于载片板79上的盖板80,载片板79上开设有用以实现晶圆放置的晶圆容纳槽,其结构与专利号为202010740774.3,发明名称为一种自动上片机的发明专利中的上片载具结构相同,不同之处在于,本实施例中,托盘78上定位孔7801位置的开设与升降托板26上具有的定位销2601相对应,且托盘78上开设有螺钉落料孔7802结构,故晶圆载具的详细结构在此不作赘述。
基于上述结构的该晶圆自动下片生产线,工作时,拨送气缸12驱动拨爪13伸至进料料仓的载具料筐9内,然后载具上料电缸11驱动拨爪13将载具料筐9内正对进料料仓出料口的待下片晶圆载具拨送至下片装置上料口,之后拨送气缸12、载具上料电缸11依次驱动拨爪13复位,进料料仓的第一驱动电机7驱动载具料筐9升降一个高度至下一个待下片晶圆载具正对进料料仓出料口,如此,通过第一驱动电机7和载具上料电缸11、拨送气缸12配合工作,将载具料筐9内的待下片晶圆载具由进料料仓出料口拨送至下片装置的上料口,实现待下片晶圆载具的依次有序上料;
待下片晶圆载具拨送至下片装置的上料口后,位于倍速链输送线的进料端,由倍速链输送线输送至一端抵靠位于第一载具定位机构后端的阻挡气缸29后,第一载具定位机构的夹持气缸23工作,驱动升降托板26上升,实现晶圆载具于下螺丝工位的夹持固定,然后自动下螺丝机构的各电缸工作,驱动电批43位移,通过电批43实现晶圆载具上螺钉的自动拆卸,并将拆卸下的螺钉自动放至螺钉落料孔7802位置,由螺钉导料管45和螺钉滑道46实现拆卸下螺钉的导料与收集,晶圆载具上的螺钉拆卸完毕后,第一载具定位机构的夹持气缸23驱动升降托板26下降复位,将晶圆载具重新放置到倍速链输送线上,同时,位于第一载具定位机构后端的阻挡气缸29的活塞杆带动档杆下降,倍速链输送线输送晶圆载具通过,从而完成对晶圆载具的下螺丝,晶圆载具通过位于第一载具定位机构后端的阻挡气缸29后,该阻挡气缸29的活塞杆重新带动档杆上升复位,以待下个晶圆载具的下螺丝操作;
拆卸完螺钉的晶圆载具由倍速链输送线输送至一端抵靠位于第二载具定位机构后端的阻挡气缸29后,第二载具定位机构的夹持气缸23工作,驱动升降托板26上升,实现晶圆载具于晶圆取放工位的夹持固定,之后,取放机械臂49工作,通过盖板吸嘴61将晶圆载具上的盖板80取下放置到盖板放置台上,盖板80放置完毕后,取片气缸51驱动伯努利吸盘55下移,通过伯努利吸盘55将载片板79内的晶圆81一片一片的依次取出并放置于晶圆放置台,晶圆取放完毕后,取片气缸51驱动伯努利吸盘55复位,通过盖板吸嘴61将盖板放置台上放置的盖板80重新盖合到载片板79上,最后,第二载具定位机构的夹持气缸23驱动升降托板26复位,将晶圆载具重新放置到倍速链输送线上,同时,位于第二载具定位机构后端的阻挡气缸29的活塞杆带动档杆下降,倍速链输送线输送晶圆载具通过,从而完成晶圆的取片,晶圆载具通过位于第二载具定位机构后端的阻挡气缸29后,该阻挡气缸29的活塞杆重新带动档杆上升复位,以待下个晶圆载具的取放晶圆操作;
倍速链输送线将取片后的晶圆载具输送至载具举升机构上方后,举升气缸68驱动举升板69上升,将晶圆载具托举起,载具下料电缸73工作,通过拨板74将托举起的晶圆载具拨送至出料料仓,完成取晶圆后晶圆载具的出料,最后,载具下料电缸73驱动拨板74复位,举升气缸68驱动举升板69下降复位,以待进行下个晶圆载具的出料;
由拨板74拨送的晶圆载具,由出料料仓的进料口进入到载具料筐9内,于载具放置位处放置,之后出料料仓的第一驱动电机7驱动载具料筐9升降一个高度至下一个空的晶圆载具放置位正对出料料仓的进料口,以待下一个取晶圆载具的下料,如此,实现取晶圆后晶圆载具的依次有序下料。
通过该晶圆自动下片生产线实现晶圆的自动下片,由进料料仓实现晶圆载具的上料,下片装置实现对晶圆载具的自动卸螺钉、取放晶圆,出料料仓实现取出晶圆后晶圆载具的下料,从而实现载具上料、晶圆下片、载具下料的一体自动化加工,相较传统的人工下片方式,不但实现了人工劳动力的有效替代,下片效率大大提高,为晶圆载具的转运提供了便利,且有效避免了在下片过程中意外划伤晶圆现象的发生,确保晶圆下片过程中晶圆的质量及合格率不受影响。
应当理解,这些实施例的用途仅用于说明本发明而非意欲限制本发明的保护范围。此外,也应理解,在阅读了本发明的技术内容之后,本领域技术人员可以对本发明作各种改动、修改和/或变型,所有的这些等价形式同样落于本申请所附权利要求书所限定的保护范围之内。
Claims (9)
1.一种晶圆自动下片生产线,其特征在于:包括用以实现晶圆载具上料的进料料仓、用以实现晶圆下片的下片装置和用以实现晶圆载具下料的出料料仓,所述进料料仓、所述出料料仓均通过快速连接机构与所述下片装置相连接,且处于连接状态时,所述进料料仓的出料口与所述下片装置的上料口相对应,所述出料料仓的进料口与所述下片装置的下料口相对应;
所述进料料仓和所述出料料仓均包括料仓架体,所述料仓架体上沿竖直方向滑动安装有第一驱动装置驱动的载具料筐,所述载具料筐具有若干载具放置位,且所述进料料仓的一侧还设有第一载具拨送机构;
所述下片装置包括下片机架,所述下片机架上设有倍速链输送线、第一载具定位机构、自动下螺丝机构、第二载具定位机构、取放机械臂、盖板放置台、晶圆放置台和载具举升机构,所述第一载具定位机构、所述第二载具定位机构和所述载具举升机构沿所述倍速链输送线的输送方向依次设置,所述倍速链输送线上设有若干阻挡气缸,若干所述阻挡气缸分别于所述第一载具定位机构、所述第二载具定位机构的前后端设置,所述自动下螺丝机构位于所述第一载具定位机构的上方,且与所述第一载具定位机构相对应,所述取放机械臂和所述盖板放置台均位于所述倍速链输送线的一侧,且与所述第二载具定位机构相对应,所述取放机械臂的工作轴端部设有用以实现盖板和晶圆取放的取放料机构,所述晶圆放置台位于所述倍速链输送线的出料端,且所述倍速链输送线的出料端还设有与所述载具举升机构对应设置的第二载具拨送机构;
所述第一载具定位机构、所述第二载具定位机构均包括夹持气缸驱动的升降托板和固定安装于所述下片机架上的限位块、限位板,所述升降托板的顶面设有用以实现晶圆载具定位的定位销,所述限位块和所述限位板均于所述倍速链输送线的两侧,且对应设置,处于定位状态时,晶圆载具的托盘定位夹持于所述升降托板和所述限位块之间,且所述第一载具定位机构的所述限位板延伸至晶圆载具的盖板设置,所述第二载具定位机构的所述限位板延伸至晶圆载具的载片板设置。
2.如权利要求1所述的晶圆自动下片生产线,其特征在于:所述载具料筐的两内侧设有若干载具托板,若干所述载具托板两两对应设置,且对应设置的两所述载具托板间形成与晶圆载具宽度相适配的所述载具放置位;
所述第一载具拨送机构包括第二驱动装置驱动的拨爪,对晶圆载具拨送时,所述拨爪延伸至所述载具料筐内,且与所述进料料仓的出料口对应设置,在所述第二驱动装置驱动下,所述拨爪沿朝向或远离所述进料料仓的出料口方向位移。
3.如权利要求2所述的晶圆自动下片生产线,其特征在于:所述倍速链输送线包括固定安装于所述下片机架上的输送架体,所述输送架体的一端转动安装有第三驱动装置驱动的传动轴,所述传动轴的两端分别键连接有主动齿轮,所述输送架体的另一端转动安装有分别与所述主动齿轮对应设置的从动齿轮,对应设置的所述主动齿轮和所述从动齿轮之间架绕有倍速链,且所述主动齿轮和所述从动齿轮通过所述倍速链传动相连;
所述输送架体的端部还均固定安装有倍速链回程导轨,所述倍速链回程导轨具有圆弧形导向面,所述输送架体的顶部内侧均固定安装有耐磨条,沿所述输送架体长度方向对应设置的所述耐磨条间形成与晶圆载具宽度相适配的导向滑道。
4.如权利要求3所述的晶圆自动下片生产线,其特征在于:所述自动下螺丝机构设有两套,且分别沿所述倍速链输送线的输送方向排列设置;
所述自动下螺丝机构包括由第四驱动装置驱动、且沿X轴方向滑动的第一安装板,所述第一安装板上沿Y轴方向滑动安装有第五驱动装置驱动的第二安装板,所述第二安装板上沿Z轴方向滑动安装有第六驱动装置驱动的第三安装板,所述第三安装板上通过缓冲机构安装有电批。
5.如权利要求4所述的晶圆自动下片生产线,其特征在于:所述缓冲机构包括沿竖直方向滑动安装于所述第三安装板上的连接板,所述连接板顶端与所述第三安装板的顶部间设有第一压缩弹簧,所述第一压缩弹簧的两端分别与所述连接板、所述第三安装板连接,所述电批固定安装于所述连接板上。
6.如权利要求5所述的晶圆自动下片生产线,其特征在于:所述下片机架上还固定安装有若干螺钉导料管,对晶圆载具定位状态时,所述螺钉导料管顶端进口分别与晶圆载具上的螺钉落料孔对应设置;
所述下片机架底部固定安装有与所述螺钉导料管出口对应设置的螺钉滑道,所述螺钉滑道的出口位于所述下片机架一侧。
7.如权利要求6所述的晶圆自动下片生产线,其特征在于:所述取放料机构包括固定安装于所述取放机械臂工作轴上的安装框架,所述安装框架上安装有取片气缸驱动的伯努利吸盘,所述安装框架的底部还固定安装有吸嘴安装板,所述吸嘴安装板的底部安装有若干盖板吸嘴;
所述取片气缸固定安装于所述安装框架上,所述取片气缸的活塞轴端部通过浮动接头连接有吸盘安装板,所述吸盘安装板与所述安装框架间设有第二压缩弹簧,所述第二压缩弹簧的两端分别与所述吸盘安装板、所述安装框架连接,且所述第二压缩弹簧处于压缩状态,所述伯努利吸盘固定安装于所述吸盘安装板的底面;
所述吸嘴安装板上固定安装有若干衬套,所述衬套内沿竖直方向滑动插装有吸嘴安装杆,所述吸嘴安装杆上套装有第三压缩弹簧,所述第三压缩弹簧位于所述吸嘴安装杆的底部与所述衬套之间,所述吸嘴安装杆的顶端固定安装有挡环,所述盖板吸嘴分别固定安装于所述吸嘴安装杆的底端;
所述吸嘴安装板上还螺纹配合安装有若干止动螺栓,若干所述止动螺栓的底端于同一水平面设置。
8.如权利要求7所述的晶圆自动下片生产线,其特征在于:所述盖板放置台包括固定安装于所述下片机架上的盖板放置盘,所述盖板放置盘上具有与盖板外径相适配的盖板定位沿;
所述晶圆放置台包括固定安装于所述下片机架上的安装架,所述安装架上均匀设有若干晶圆放置工装,所述晶圆放置工装包括固定安装于所述安装架上、且对应设置的定位块,所述定位块上具有与晶圆外径相适配的晶圆定位沿,所述安装架上还固定安装有分别与所述晶圆放置工装对应设置的第一光电开关。
9.如权利要求8所述的晶圆自动下片生产线,其特征在于:所述载具举升机构包括固定安装于所述下片机架上的举升气缸,所述举升气缸的活塞轴端部固定安装有举升板,所述举升板上设有用以实现晶圆载具输送的第一滚轮条,所述输送架体的端部一侧还设有用以实现晶圆载具输送的第二滚轮条,所述第一滚轮条、所述第二滚轮条的输送方向与所述倍速链输送线的输送方向相垂直;
所述第二载具拨送机构包括第七驱动装置驱动的拨板,所述拨板位于所述载具举升机构上方,且延伸至所述载具举升机构设置,在所述第七驱动装置驱动下,所述拨板位移方向与所述倍速链输送线的输送方向相垂直。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110085101.3A CN112420579B (zh) | 2021-01-22 | 2021-01-22 | 一种晶圆自动下片生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110085101.3A CN112420579B (zh) | 2021-01-22 | 2021-01-22 | 一种晶圆自动下片生产线 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112420579A CN112420579A (zh) | 2021-02-26 |
| CN112420579B true CN112420579B (zh) | 2021-04-20 |
Family
ID=74783171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110085101.3A Active CN112420579B (zh) | 2021-01-22 | 2021-01-22 | 一种晶圆自动下片生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112420579B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114261574B (zh) * | 2021-12-11 | 2023-07-04 | 武汉船舶通信研究所(中国船舶重工集团公司第七二二研究所) | 一种高罐装箱装置 |
| CN114695160B (zh) * | 2022-06-02 | 2022-08-02 | 江苏希太芯科技有限公司 | 一种晶圆表面粗糙度测量装置及方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR19980081266A (ko) * | 1997-04-14 | 1998-11-25 | 니시자키마코토 | 무인반송대차 및 그 장치 |
| CN207282472U (zh) * | 2017-09-13 | 2018-04-27 | 深圳市矽电半导体设备有限公司 | 一种晶圆检测设备的扩晶环自动上下料系统 |
| CN110379756A (zh) * | 2019-08-14 | 2019-10-25 | 常州科沛达清洗技术股份有限公司 | 全自动晶圆片下片上蜡回流线及其工作方法 |
| CN110767587A (zh) * | 2019-10-21 | 2020-02-07 | 西安奕斯伟硅片技术有限公司 | 一种晶圆处理装置和上下料方法 |
| CN111540703A (zh) * | 2020-07-13 | 2020-08-14 | 山东元旭光电股份有限公司 | 一种晶圆自动分选机 |
| CN111627792A (zh) * | 2020-07-29 | 2020-09-04 | 山东元旭光电股份有限公司 | 一种晶圆自动装盘装置 |
| CN111739828A (zh) * | 2020-08-12 | 2020-10-02 | 山东元旭光电股份有限公司 | 一种晶圆自动刷片机 |
-
2021
- 2021-01-22 CN CN202110085101.3A patent/CN112420579B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR19980081266A (ko) * | 1997-04-14 | 1998-11-25 | 니시자키마코토 | 무인반송대차 및 그 장치 |
| US6019563A (en) * | 1997-04-14 | 2000-02-01 | Shinko Electric Co., Ltd. | Automated guided vehicle |
| CN207282472U (zh) * | 2017-09-13 | 2018-04-27 | 深圳市矽电半导体设备有限公司 | 一种晶圆检测设备的扩晶环自动上下料系统 |
| CN110379756A (zh) * | 2019-08-14 | 2019-10-25 | 常州科沛达清洗技术股份有限公司 | 全自动晶圆片下片上蜡回流线及其工作方法 |
| CN110767587A (zh) * | 2019-10-21 | 2020-02-07 | 西安奕斯伟硅片技术有限公司 | 一种晶圆处理装置和上下料方法 |
| CN111540703A (zh) * | 2020-07-13 | 2020-08-14 | 山东元旭光电股份有限公司 | 一种晶圆自动分选机 |
| CN111627792A (zh) * | 2020-07-29 | 2020-09-04 | 山东元旭光电股份有限公司 | 一种晶圆自动装盘装置 |
| CN111739828A (zh) * | 2020-08-12 | 2020-10-02 | 山东元旭光电股份有限公司 | 一种晶圆自动刷片机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112420579A (zh) | 2021-02-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112420580B (zh) | 一种晶圆自动下片、检测生产线 | |
| CN205419029U (zh) | 智能供收料机 | |
| CN112420579B (zh) | 一种晶圆自动下片生产线 | |
| CN109834532A (zh) | 一种板材打磨加工的加工线 | |
| CN107910279B (zh) | 一种硅片全自动插片清洗装置及方法 | |
| CN113492468A (zh) | 一种半导体晶圆加工用自动上下料双轴砂轮划片机 | |
| CN112499149A (zh) | 一种托辊管逐一自动送料下料装置及下料方法 | |
| CN108356515B (zh) | 一种端盖管口滚动配合装置 | |
| CN217121339U (zh) | 一种背光源壳体自动整平及检测设备 | |
| CN112420578B (zh) | 一种晶圆自动下片用取放装置 | |
| CN112420543B (zh) | 一种晶圆自动检测线 | |
| CN114346453A (zh) | 一种用于z轴承柱面的全自动激光打标装置 | |
| CN204819000U (zh) | 轮毂轴承自动磨加工生产线 | |
| CN219189805U (zh) | 磨床自动上下料系统 | |
| CN112420581B (zh) | 一种自动下片机 | |
| CN112420577B (zh) | 一种晶圆自动下片装置 | |
| WO2020155240A1 (zh) | 全自动研磨生产线 | |
| CN216582964U (zh) | 磨边轮卸料输送装置 | |
| CN210476455U (zh) | 一种自动研磨生产线 | |
| CN214407325U (zh) | 一种在线尺寸裂纹检测装置 | |
| CN211916381U (zh) | 一种盘类零件磨削自动化循环上下料系统 | |
| CN112404945B (zh) | 一种晶圆载具自动下螺丝装置 | |
| CN208262530U (zh) | 一种全自动研磨清洗机 | |
| CN212760779U (zh) | 一种具有上料机构的顶板自动化冲压设备 | |
| CN213863878U (zh) | 料仓式自动进出料机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder | ||
| CP01 | Change in the name or title of a patent holder |
Address after: 261000 west area of the third photoelectric Park, north of Yuqing street, west of Yinfeng Road, high tech Zone, Weifang City, Shandong Province Patentee after: Yuanxu Semiconductor Technology Co.,Ltd. Address before: 261000 west area of the third photoelectric Park, north of Yuqing street, west of Yinfeng Road, high tech Zone, Weifang City, Shandong Province Patentee before: SHANDONG NOVOSHINE OPTOELECTRONICS Co.,Ltd. |