CN112222868B - 加工中心结构及加工中心控制方法 - Google Patents
加工中心结构及加工中心控制方法 Download PDFInfo
- Publication number
- CN112222868B CN112222868B CN202010987213.3A CN202010987213A CN112222868B CN 112222868 B CN112222868 B CN 112222868B CN 202010987213 A CN202010987213 A CN 202010987213A CN 112222868 B CN112222868 B CN 112222868B
- Authority
- CN
- China
- Prior art keywords
- mounting
- bottom plate
- linear
- block
- machining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/01—Frames, beds, pillars or like members; Arrangement of ways
- B23Q1/015—Frames, beds, pillars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/01—Frames, beds, pillars or like members; Arrangement of ways
- B23Q1/017—Arrangements of ways
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/70—Stationary or movable members for carrying working-spindles for attachment of tools or work
Abstract
本发明属于加工中心技术领域,尤其涉及一种加工中心结构及加工中心控制方法,该加工中心结构包括主轴装置,主轴装置包括用于驱动主轴升降的升降机构,升降机构包括升降驱动组件、移动连接板和安装座,升降驱动组件设置在立架的侧壁上,移动连接板设置在升降驱动组件的输出端,移动连接板竖直设置,安装座设于移动连接板上,安装座的侧壁和移动连接板之间设置有加强筋,加强筋的周向边缘设置有第一圆角机构,加强筋与移动连接板和安装座连接的端部设置有第二圆角机构。相较于现有技术中,本发明实施例提供的加工中心结构采用加强筋的连接方式连接安装座和移动连接板,增强结构强度,提高加工中心的主轴移动精度,提高产品质量,有利于企业发展。
Description
技术领域
本发明属于加工中心技术领域,尤其涉及一种加工中心结构及加工中心控制方法。
背景技术
龙门加工中心是指主轴轴线与工作台垂直设置的加工中心,整体结构是门式框架,由双立柱和顶梁构成,中间还有横梁,尤其适用于加工大型工件和形状复杂的工件。
龙门加工中心的工作台基本上是长方形的,工作台、床身、立柱、横梁和滑枕等大铸件采用铸铁或者焊接件,铸件内腔系蜂巢式复合排列结构,设计先进,均经时效及二次回火处理,消除残留内应力使材质稳定,确保工件加工精度的稳定及机床寿命;龙门由一个横梁和两个立柱构成。分为横梁固定、横梁靠定位块锁定分段升降和横梁任意升降三种类型;滑枕从结构上可分为开式和闭式两种型式。开式结构的滑枕通过压板夹紧在主轴箱上,滑枕的截面积大;闭式结构的滑枕被夹紧在主轴箱内,滑枕的截面积小;刀库的基本型式有转塔型、轮鼓型和链长型三种;大型复杂零件的加工通常需要很多附件头。附件头根据工件的加工要求进行特殊设计,一般分为直角头、加长头、特殊角度头及万能头等。
现有技术中的龙门架加工中心采用的夹持治具大多数都是采用限位夹爪或者吸盘的方式夹持工件,尤其是在基站底板加工应用中,采用夹爪的方式夹持基站底板,则容易损坏基站底板,影响产品质量,而且夹爪占用一定体积的空间,不利于进行加工效率的提高。
有的设备采用吸盘单元取代夹爪作为夹持元件,但是,吸盘的吸附力优先,而大多数基站底板的端面上设置有凹凸不平的散热肋,这样结构无法适配到吸盘结构上,使采用吸盘结构的夹持治具存在一定的局限性,而且吸盘夹持效果也不稳定,不利于企业发展。
同时,现有技术中,加工中心的主轴和直线机构的连接方式,大多数是预紧螺丝螺纹连接,这种连接结构随着主轴和直线机构的使用市场组件松动,导致连接结构不稳定,主轴移动时容易偏位抖动,影响加工精度和加工效率,导致产品的质量下降,不利于企业发展
发明内容
本发明的目的在于提供一种加工中心结构及加工中心控制方法,旨在解决现有技术中的加工中心主轴和直线机构大多采用螺丝固定连接,容易松动,导致主轴移动时偏位抖动,影响加工精度,降低产品质量的技术问题。
为实现上述目的,本发明实施例提供的一种加工中心结构,包括底座、主轴装置、水平定位装置和夹持治具;所述主轴装置包括立架、升降机构和主轴加工机构,所述立架设置在所述底座上,所述升降机构设置在所述立架的侧壁上,所述主轴加工机构设置在所述升降机构的输出端;所述水平定位装置包括第一直线机构和第二直线机构,所述第一直线机构设置在所述底座上且位于所述升降机构的一侧,所述第二直线机构设置在所述第一直线机构的输出端,所述第一直线机构和所述第二直线机构的驱动方向相互垂直,所述第一直线机构和所述第二直线机构的输出端的移动路径均经过所述升降机构的输出端下方;所述夹持治具,设置在所述第二直线机构的输出端且用于夹持待加工的基站底板;其中,所述升降机构包括升降驱动组件、移动连接板和安装座,所述升降驱动组件设置在所述立架的侧壁上且所述升降驱动组件的驱动方向沿所述立架的长度方向设置,所述移动连接板设置在所述升降驱动组件的输出端,所述移动连接板竖直设置,所述安装座固定连接在所述移动连接板上,所述安装座的侧壁和所述移动连接板之间设置有加强筋,所述加强筋的周向边缘设置有第一圆角机构,所述加强筋与移动连接板和所述安装座连接的端部设置有第二圆角机构。
可选地,所述加强筋的截面呈直角三角形状结构设置,所述加强筋的两条直角边沿分别与所述移动连接板和所述安装座固定连接,所述第一圆角机构成型于所述加强筋的两条之间边沿上,所述第二圆角机构成型于所述加强筋的斜边上。
可选地,所述第二直线机构包括第二直线组件和移动座,所述移动座设置在所述第一直线机构的输出端,所述第二直线组件设置在所述移动座上,所述夹持治具设置在所述第二直线组件的输出端;其中,所述移动座的径向截面呈匚型状结构,所述移动座上成型有用于安装所述第二直线组件的型腔,所述移动座的中间位置与所述第一直线机构的输出端连接,所述移动座的底部自其中心位置往其两端边沿位置逐渐收窄以使所述移动座的底部成型有分布在所述第一直线机构两侧的倾斜端面。
可选地,所述夹持治具包括底座、三组第一限位机构和三组第二限位机构;所述底座设置有用于容纳基站底板的底板安装位;三组所述第一限位机构设置在所述底座上且位于所述安装位的一侧,所述第一限位机构用于往下按压所述基站底板;三组所述第二限位机构与所述第一限位机构的数量相同,包括第二驱动源、第二安装座、第一传动块、第二传动块和第一抬顶块,所述第二安装座设置在所述底座上且位于所述安装位的另一侧,所述第二安装座和所述第一限位机构以所述底板安装位为中心对称设置,所述第二安装座上设置有X向安装孔、Y向安装孔和Z向安装孔,所述X向安装孔、所述Y向安装孔和所述Z向安装孔的两两垂直且相互连通,所述第二安装座设置在所述底座上,所述第二驱动源设置在第二安装座的侧壁上且所述第二驱动源的输出端能够伸入所述X向安装孔内,所述第一传动块滑动连接在所述X向安装孔内,所述第二传动块滑动连接在所述Y向安装孔内,所述第一抬顶块滑动连接在所述Z向安装孔内,所述第二驱动源的输出端与所述第一传动块驱动连接,所述第一抬顶块的顶端延伸至所述Z向安装孔的外侧且能够抵接所述基站底板的底部;其中,所述第一传动块和所述第二传动块互为相对的端面分别设置有第一导向斜面和第二导向斜面,所述第一导向斜面和所述第二导向斜面的倾斜方向和倾斜角度相同,所述第二传动块和所述第一抬顶块互为相对的端部分别设置有第三导向斜面和第四导向斜面,所述第三导向斜面和所述第四导向斜面的倾斜方向和倾斜角度相同;三组所述第一限位机构和三组所述第二限位机构均匀地间隔分布在所述底板安装位的两侧,相邻的两组所述第一限位机构之间设置有一组所述第二限位机构,相邻的两组所述第二限位机构之间设置有一组所述第一限位机构。
可选地,所述第一限位机构包括第一驱动源、第一安装板、第一枢接座和第一限位摆臂,所述第一驱动源设置在所述底座上,所述第一安装板设置在所述第一驱动源的上端,所述第一驱动源的输出端穿过所述第一安装板并往上延伸,所述第一枢接座设置在所述第一安装板靠近所述底板安装位的一侧,所述第一限位摆臂的中间位置与所述第一枢接座枢接,所述第一限位摆臂的一端与所述第一驱动源的输出端枢接,所述第一限位摆臂的另一端延伸至所述底板安装位的上方以用于抵压在所述基站底板的上方。
可选地,所述第一限位摆臂靠近所述底板安装位的端部设置有抵接块,所述抵接块的截面呈锤形状结构设置,所述抵接块靠近所述底板安装位的端部为窄端。
可选地,所述抵接块的下端设置有缓冲弧形端面,所述抵接块靠近所述底板安装位的端部设置有倒角结构。
可选地,所述第一限位摆臂通过枢接块与所述第一枢接座枢接,所述第一限位摆臂的中间位置设置有贯穿槽,所述贯穿槽内设置有枢杆,所述枢接块的两端分别设置有枢孔,所述枢接块的两端分别通过对应的所述枢孔与所述枢杆和所述枢接座的上端转动连接;所述第二安装座的端部设置有用于安装所述第二传动块的安装槽,所述安装槽贯穿所述第二安装座和所述Y向安装孔,所述安装槽的尺寸大小与所述第二传动块适配。
可选地,所述第二安装座的顶端设置有限位块,所述限位块的一端延伸至所述Z向安装孔的上方的一侧,所述第一抬顶块的顶端设置有台阶结构;其中,所述第一抬顶块的顶端部分的截面呈“L”型结构设置,所述限位块的延伸部分的截面呈倒“L”型结构设置,所述限位块能够与所述台阶结构抵接适配。
本发明实施例提供的加工中心结构中的上述一个或多个技术方案至少具有如下技术效果之一:该加工中心结构的工作原理:将待加工基站底板安装在夹持治具上;第一直线机构驱动第二直线机构直线移动,将第二直线机构定位在主轴加工机构的输出端正下方,第二直线机构驱动夹持治具直线移动,使安装在夹持治具上的基站底板对准主轴加工机构的输出端;升降机构驱动主轴加工机构沿竖直方向直线移动,使主轴加工机构的输出端移动至待加工基站底板的加工面上;主轴加工机构的输出端运作,加工基站底板;加工完毕后,第一直线机构和第二直线机构配合,驱动夹持治具移动至预设的下料工位;下料,安装座的侧壁和移动连接板之间设置有加强筋,加强筋的周向边缘设置有第一圆角机构,加强筋与移动连接板和安装座连接的端部设置有第二圆角机构,相较于现有技术中的加工中心,主轴和驱动机构之间采用螺丝结构固定锁紧连接,连接稳定性差,容易松动,导致主轴移动的过程中偏位,影响定位精度,导致加工精度低,影响加工中心的加工效率,不利于企业发展的技术问题,本发明提供的加工中心结构采用加强筋结构连接用于安装主轴的安装座和用于连接驱动机构输出端的移动连接板,结构简单,而且效果牢固,有效地保证了主轴在移动时的稳定性,极大地提高了主轴的定位精度,从而提高该加工中心结构的加工精度和加工效率,有利于企业发展。
为了实现上述目的,本发明实施例提供一种加工中心控制方法,由上述的加工中心结构执行,包括以下步骤:
S100:将待加工基站底板安装在所述夹持治具上;
S200:所述第一直线机构驱动所述第二直线机构直线移动,将所述第二直线机构定位在所述主轴加工机构的输出端正下方,所述第二直线机构驱动所述夹持治具直线移动,使安装在所述夹持治具上的基站底板对准所述主轴加工机构的输出端;
S300:所述升降机构驱动所述主轴加工机构沿竖直方向直线移动,使所述主轴加工机构的输出端移动至待加工基站底板的加工面上。
S400:所述主轴加工机构的输出端运作,加工基站底板。
S500:加工完毕后,所述第一直线机构和所述第二直线机构配合,驱动所述夹持治具移动至预设的下料工位;
S600:下料。
本发明实施例提供的加工中心控制方法的上述一个或多个技术方案至少具有如下技术效果之一:由于该加工中心控制方法由上述的加工中心结构执行,相较于现有技术中的加工中心,主轴和驱动机构之间采用螺丝结构固定锁紧连接,连接稳定性差,容易松动,导致主轴移动的过程中偏位,影响定位精度,导致加工精度低,影响加工中心的加工效率,不利于企业发展的技术问题,本发明提供的加工中心结构采用加强筋结构连接用于安装主轴的安装座和用于连接驱动机构输出端的移动连接板,结构简单,而且效果牢固,有效地保证了主轴在移动时的稳定性,极大地提高了主轴的定位精度,从而提高该加工中心结构的加工精度和加工效率,有利于企业发展。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本发明实施例提供的加工中心结构的结构示意图。
图2为图1中的A的放大图。
图3为本发明实施例提供的加工中心控制方法的流程图。
图4为图1中的第二直线机构的结构示意图。
图5为本发明实施例提供的夹持治具的结构示意图。
图6为图5中的第一限位机构的结构示意图。
图7为图6中的第一限位机构的结构爆炸图。
图8为图6中的第一限位机构的剖切视图。
图9为图5中的第二限位机构的结构示意图。
图10为图9中的第二限位机构的结构爆炸图。
图11为图9中的第二限位机构的剖切视图。
图12为图9中的第二限位机构的另一个角度的剖切视图。
图3为本发明实施例提供的夹持治具的基站底板夹持方法的流程图。
其中,图中各附图标记:
10—底座 20—第一限位机构 30—第二限位机构
31—第二驱动源 32—第二安装座 33—第一传动块
34—第二传动块 35—第一抬顶块 36—第一导向斜面
37—第二导向斜面 38—第三导向斜面 39—第四导向斜面
21—第一驱动源 22—第一安装板 23—第一枢接座
24—第一限位摆臂 25—抵接块 321—安装槽
40—机座 50—主轴装置 60—水平定位装置
100—夹持治具 51—立架 52—升降机构
53—主轴加工机构 61—第一直线机构 62—第二直线机构
521—升降驱动组件 522—移动连接板 523—安装座
524—第一圆角机构 525—第二圆角机构 621—倾斜端面
54—加强筋。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图1~13描述的实施例是示例性的,旨在用于解释本发明的实施例,而不能理解为对本发明的限制。
在本发明实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明实施例中的具体含义。
在本发明的一个实施例中,如图1~13所示,提供一种加工中心结构,包括机座40、主轴装置50、水平定位装置60和夹持治具100;所述主轴装置50包括立架51、升降机构52和主轴加工机构53,所述立架51设置在所述机座40上,所述升降机构52设置在所述立架51的侧壁上,所述主轴加工机构53设置在所述升降机构52的输出端;所述水平定位装置60包括第一直线机构61和第二直线机构62,所述第一直线机构61设置在所述机座40上且位于所述升降机构52的一侧,所述第二直线机构62设置在所述第一直线机构61的输出端,所述第一直线机构61和所述第二直线机构62的驱动方向相互垂直,所述第一直线机构61和所述第二直线机构62的输出端的移动路径均经过所述升降机构52的输出端下方;所述夹持治具100,设置在所述第二直线机构62的输出端且用于夹持待加工的基站底板;其中,所述升降机构52包括升降驱动组件521、移动连接板522和安装座523,所述升降驱动组件521设置在所述立架51的侧壁上且所述升降驱动组件521的驱动方向沿所述立架51的长度方向设置,所述移动连接板522设置在所述升降驱动组件521的输出端,所述移动连接板522竖直设置,所述安装座523固定连接在所述移动连接板522上,所述安装座523的侧壁和所述移动连接板522之间设置有加强筋54,所述加强筋54的周向边缘设置有第一圆角机构524,所述加强筋54与移动连接板522和所述安装座523连接的端部设置有第二圆角机构525;所述加强筋54的数量为多组,多组所述加强筋54均匀地间隔分布在所述安装座523的两端。
具体地,该加工中心结构的工作原理:将待加工基站底板安装在夹持治具100上;第一直线机构61驱动第二直线机构62直线移动,将第二直线机构62定位在主轴加工机构53的输出端正下方,第二直线机构62驱动夹持治具100直线移动,使安装在夹持治具100上的基站底板对准主轴加工机构53的输出端;升降机构52驱动主轴加工机构53沿竖直方向直线移动,使主轴加工机构53的输出端移动至待加工基站底板的加工面上;主轴加工机构53的输出端运作,加工基站底板;加工完毕后,第一直线机构61和第二直线机构62配合,驱动夹持治具100移动至预设的下料工位;下料,安装座523的侧壁和移动连接板522之间设置有加强筋54,加强筋54的周向边缘设置有第一圆角机构524,加强筋54与移动连接板522和安装座523连接的端部设置有第二圆角机构525,相较于现有技术中的加工中心,主轴和驱动机构之间采用螺丝结构固定锁紧连接,连接稳定性差,容易松动,导致主轴移动的过程中偏位,影响定位精度,导致加工精度低,影响加工中心的加工效率,不利于企业发展的技术问题,本发明提供的加工中心结构采用加强筋结构连接用于安装主轴的安装座523和用于连接驱动机构输出端的移动连接板522,结构简单,而且效果牢固,有效地保证了主轴在移动时的稳定性,极大地提高了主轴的定位精度,从而提高该加工中心结构的加工精度和加工效率,有利于企业发展。
在本发明的另一个实施例中,所述加强筋54的截面呈直角三角形状结构设置,所述加强筋54的两条直角边沿分别与所述移动连接板522和所述安装座523固定连接,所述第一圆角机构524成型于所述加强筋54的两条之间边沿上,所述第二圆角机构525成型于所述加强筋54的斜边上,在本实施例中,采用圆弧形边缘有利于降低加强筋54的棱边的锋利程度,防止锋利的棱边结构划伤安装人员,提高安全性能。
在本发明的另一个实施例中,所述第二直线机构62包括第二直线组件和移动座,所述移动座设置在所述第一直线机构61的输出端,所述第二直线组件设置在所述移动座上,所述夹持治具100设置在所述第二直线组件的输出端;其中,所述移动座的径向截面呈匚型状结构,所述移动座上成型有用于安装所述第二直线组件的型腔,所述移动座的中间位置与所述第一直线机构61的输出端连接,所述移动座的底部自其中心位置往其两端边沿位置逐渐收窄以使所述移动座的底部成型有分布在所述第一直线机构61两侧的倾斜端面621,所述移动座的底部截面呈锥形结构设置,移动座的两端为窄端,节省空间,降低加工中心结构的空间占比,降低移动座的重量,降低第一直线机构61的负载,有利于提高第一直线机构61的驱动效率,进而提高移动座的定位精准度。
本发明的另一个实施例提供一种加工中心控制方法,由上述的加工中心结构执行,包括以下步骤:
S100:将待加工基站底板安装在所述夹持治具100上;
S200:所述第一直线机构61驱动所述第二直线机构62直线移动,将所述第二直线机构62定位在所述主轴加工机构53的输出端正下方,所述第二直线机构62驱动所述夹持治具100直线移动,使安装在所述夹持治具100上的基站底板对准所述主轴加工机构53的输出端;
S300:所述升降机构52驱动所述主轴加工机构53沿竖直方向直线移动,使所述主轴加工机构53的输出端移动至待加工基站底板的加工面上。
S400:所述主轴加工机构53的输出端运作,加工基站底板。
S500:加工完毕后,所述第一直线机构61和所述第二直线机构62配合,驱动所述夹持治具100移动至预设的下料工位;
S600:下料。
具体地,由于该加工中心控制方法由上述的加工中心结构执行,相较于现有技术中的加工中心,主轴和驱动机构之间采用螺丝结构固定锁紧连接,连接稳定性差,容易松动,导致主轴移动的过程中偏位,影响定位精度,导致加工精度低,影响加工中心的加工效率,不利于企业发展的技术问题,本发明提供的加工中心结构采用加强筋结构连接用于安装主轴的安装座523和用于连接驱动机构输出端的移动连接板522,结构简单,而且效果牢固,有效地保证了主轴在移动时的稳定性,极大地提高了主轴的定位精度,从而提高该加工中心结构的加工精度和加工效率,有利于企业发展。
所述第一直线机构61、所述第二直线组件和所述升降驱动组件521均为伺服电机—丝杆副直线滑台。
在本发明的另一个实施例中,所述夹持治具100包括底座10、第一限位机构20和第二限位机构30;所述底座10设置有用于容纳基站底板的底板安装位;所述第一限位机构20的数量为三组,三组所述第一限位机构20均设置在所述底座10上且位于所述安装位的一侧,所述第一限位机构20用于往下按压所述基站底板。
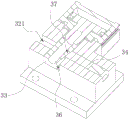
所述第二限位机构30的数量为三组,所述第二限位机构30包括第二驱动源31、第二安装座32、第一传动块33、第二传动块34和第一抬顶块35,所述第二安装座32设置在所述底座10上且位于所述安装位的另一侧,所述第二安装座32和所述第一限位机构20以所述底板安装位为中心对称设置,所述第二安装座32上设置有X向安装孔、Y向安装孔和Z向安装孔,所述X向安装孔、所述Y向安装孔和所述Z向安装孔的两两垂直且相互连通,所述第二安装座32设置在所述底座10上,所述第二驱动源31设置在第二安装座32的侧壁上且所述第二驱动源31的输出端能够伸入所述X向安装孔内,所述第一传动块33滑动连接在所述X向安装孔内,所述第二传动块34滑动连接在所述Y向安装孔内,所述第一抬顶块35滑动连接在所述Z向安装孔内,所述第二驱动源31的输出端与所述第一传动块33驱动连接,所述第一抬顶块35的顶端延伸至所述Z向安装孔的外侧且能够抵接所述基站底板的底部。
其中,所述第一传动块33和所述第二传动块34互为相对的端面分别设置有第一导向斜面36和第二导向斜面37,所述第一导向斜面36和所述第二导向斜面37的倾斜方向和倾斜角度相同,所述第二传动块34和所述第一抬顶块35互为相对的端部分别设置有第三导向斜面38和第四导向斜面39,所述第三导向斜面38和所述第四导向斜面39的倾斜方向和倾斜角度相同。
三组所述第一限位机构20和三组所述第二限位机构30均匀地间隔分布在所述底板安装位的两侧,相邻的两组所述第一限位机构20之间设置有一组所述第二限位机构30,相邻的两组所述第二限位机构30之间设置有一组所述第一限位机构20。
如图1~13所示,在本实施例中,三组所述第一限位机构20呈三角形状结构分布在所述底座10安装位的两侧,三组所述第二限位机构30呈倒三角状结构分布在所述底座10安装位的两侧,第一限位机构20和第二限位机构30合理互补,在夹持基站底板时,基站底板的各个受力点的受力方向互补,既能够防止基站底板翻转,又能够提高夹持稳定性。
具体地,该夹持治具100的工作原理:将待加工基站底板放置在所述底板安装位上;任一所述第一限位机构20驱动其输出端往基站底板的上端移动,使所述第一限位机构20的输出端抵接并按压所述基站底板;第二驱动源31驱动所述第一传动块33沿所述X向安装孔的长度方向移动;所述第一传动块33通过所述第一导向斜面36和所述第二导向斜面37驱动所述第二传动块34移动,所述第二传动块34通过所述第三导向斜面38和所述第四导向斜面39驱动所述第一抬顶块35往上移动,使所述第一抬顶块35的顶端抵接并抬顶所述基站底板;重复上述步骤,直至所有所述第一限位机构20和所有所述第二限位机构30的输出端均延伸并抵接在预设位置;所述加工中心结构中的直线组件将所述夹持治具100移动至预设位置,所述加工中心结构的加工主轴部分对限位在所述夹持治具100上的基站底板进行加工;相较于现有技术中的基站底板加工治具采用简单的夹爪或吸盘结构固定基站底板,存在夹持效果不稳定,严重影响生产效率的技术问题,本发明实施例提供的通信基站底板夹持治具100,采用两两对称的第一限位机构20和第二限位机构30分别按压或抵顶基站底板的上端和下端,并且,由于相邻的第一限位机构20和相邻的第二限位机构30之间分别设置有第二限位机构30和第一限位机构20,呈夹持位互补的状态,使基站底板的边缘位置的上下端分别受到合理方向的按压力,既节省夹持设备零件,节省成本,同时,结构简单,便于安装,而且夹持效果显著,稳定性强,有利于提高基站底板的加工效率,有利于企业发展。
如图1~13所示,在本发明的另一个实施例中,所述第一限位机构20包括第一驱动源21、第一安装板22、第一枢接座23和第一限位摆臂24,所述第一驱动源21设置在所述底座10上,所述第一安装板22设置在所述第一驱动源21的上端,所述第一驱动源21的输出端穿过所述第一安装板22并往上延伸,所述第一枢接座23设置在所述第一安装板22靠近所述底板安装位的一侧,所述第一限位摆臂24的中间位置与所述第一枢接座23枢接,所述第一限位摆臂24的一端与所述第一驱动源21的输出端枢接,所述第一限位摆臂24的另一端延伸至所述底板安装位的上方以用于抵压在所述基站底板的上方;具体地,该第一限位机构20的工作原理:第一驱动源21的输出端往上驱动,使所述第一限位摆臂24的端部往下偏摆并抵接在基站底板的上端,实现按压效果,该结构简单,便于安装座523,按压效果显著,有利于提高该夹持治具100的实用性。
如图1~13所示,在本发明的另一个实施例中,所述第一限位摆臂24靠近所述底板安装位的端部设置有抵接块25,所述抵接块25的截面呈锤形状结构设置,所述抵接块25靠近所述底板安装位的端部为窄端,具体地,采用锥形状结构有利于减少该抵接块25的空间占比,使第一限位机构20的整体结构得到优化,进一步提高该夹持治具100的实用性。
如图1~13所示,在本发明的另一个实施例中,所述抵接块25的下端设置有缓冲弧形端面,采用缓冲弧形端面结构有利于避免刚性端面撞击基站底板的边沿位置,影响产品质量,有利于进一步提高夹持效果,提高加工良品率。
如图1~13所示,在本发明的另一个实施例中,所述抵接块25靠近所述底板安装位的端部设置有倒角结构,具体地,采用倒角结构有利于在抵接块25的端面形成钝角结构,防止抵接块25的锋利边沿划伤基站底板,进一步保证产品质量,提高加工良品率。
如图1~13所示,在本发明的另一个实施例中,所述第一限位摆臂24通过枢接块与所述第一枢接座23枢接,所述第一限位摆臂24的中间位置设置有贯穿槽,所述贯穿槽内设置有枢杆,所述枢接块的两端分别设置有枢孔,所述枢接块的两端分别通过对应的所述枢孔与所述枢杆和所述枢接座的上端转动连接,该结构简单,便于安装,有利于提高第一限位摆臂24的安装效率。
如图1~13所示,在本发明的另一个实施例中,所述第二安装座32的端部设置有用于安装所述第二传动块34的安装槽321,所述安装槽321贯穿所述第二安装座32和所述Y向安装孔,所述安装槽321的尺寸大小与所述第二传动块34适配,采用安装槽321结构有利于为第二传动块34提高更高的安装便利性,而且结构设计精巧合理,有利于提高该第二限位机构30的拆装效率。
如图1~13所示,在本发明的另一个实施例中,所述第二安装座32的顶端设置有限位块,所述限位块的一端延伸至所述Z向安装孔的上方的一侧,所述第一抬顶块35的顶端设置有台阶结构,其中,所述第一抬顶块35的顶端部分的截面呈“L”型结构设置,所述限位块的延伸部分的截面呈倒“L”型结构设置,所述限位块能够与所述台阶结构抵接适配。
如图1~13所示,本发明的另一个实施例提供一种基站底板夹持方法,由上述的夹持治具100构执行,包括以下步骤:
S100:将待加工基站底板放置在所述底板安装位上;
S200:任一所述第一限位机构20驱动其输出端往基站底板的上端移动,使所述第一限位机构20的输出端抵接并按压所述基站底板;
S300:设置在步骤S200中所述的第一限位机构20的对称位置上的第二驱动源31驱动所述第一传动块33沿所述X向安装孔的长度方向移动;所述第一传动块33通过所述第一导向斜面36和所述第二导向斜面37驱动所述第二传动块34移动,所述第二传动块34通过所述第三导向斜面38和所述第四导向斜面39驱动所述第一抬顶块35往上移动,使所述第一抬顶块35的顶端抵接并抬顶所述基站底板。
S400:重复S200~S300,直至所有所述第一限位机构20和所有所述第二限位机构30的输出端均延伸并抵接在预设位置;
具体地,由于该加工中心控制方法由上述的夹持治具100执行,相较于现有技术中的基站底板加工治具采用简单的夹爪或吸盘结构固定基站底板,存在夹持效果不稳定,严重影响生产效率的技术问题,本发明实施例提供的通信基站底板夹持治具100,采用两两对称的第一限位机构20和第二限位机构30分别按压或抵顶基站底板的上端和下端,并且,由于相邻的第一限位机构20和相邻的第二限位机构30之间分别设置有第二限位机构30和第一限位机构20,呈夹持位互补的状态,使基站底板的边缘位置的上下端分别受到合理方向的按压力,既节省夹持设备零件,节省成本,同时,结构简单,便于安装,而且夹持效果显著,稳定性强,有利于提高基站底板的加工效率,有利于企业发展。
本发明的上述实施例中,所述第一驱动源21和所述第二驱动源31均为薄型气缸。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
Claims (8)
1.一种加工中心结构,其特征在于,包括:
机座;
主轴装置,包括立架、升降机构和主轴加工机构,所述立架设置在所述机座上,所述升降机构设置在所述立架的侧壁上,所述主轴加工机构设置在所述升降机构的输出端;
水平定位装置,包括第一直线机构和第二直线机构,所述第一直线机构设置在所述机座上且位于所述升降机构的一侧,所述第二直线机构设置在所述第一直线机构的输出端,所述第一直线机构和所述第二直线机构的驱动方向相互垂直,所述第一直线机构和所述第二直线机构的输出端的移动路径均经过所述升降机构的输出端下方;
夹持治具,设置在所述第二直线机构的输出端且用于夹持待加工的基站底板;
其中,所述升降机构包括升降驱动组件、移动连接板和安装座,所述升降驱动组件设置在所述立架的侧壁上且所述升降驱动组件的驱动方向沿所述立架的长度方向设置,所述移动连接板设置在所述升降驱动组件的输出端,所述移动连接板竖直设置,所述安装座固定连接在所述移动连接板上,所述安装座的侧壁和所述移动连接板之间设置有加强筋,所述加强筋的周向边缘设置有第一圆角机构,所述加强筋与移动连接板和所述安装座连接的端部设置有第二圆角机构;
所述夹持治具包括底座、三组第一限位机构和三组第二限位机构;所述底座设置有用于容纳基站底板的底板安装位;三组所述第一限位机构设置在所述底座上且位于所述安装位的一侧,所述第一限位机构用于往下按压所述基站底板;三组所述第二限位机构与所述第一限位机构的数量相同,包括第二驱动源、第二安装座、第一传动块、第二传动块和第一抬顶块,所述第二安装座设置在所述底座上且位于所述安装位的另一侧,所述第二安装座和所述第一限位机构以所述底板安装位为中心对称设置,所述第二安装座上设置有X向安装孔、Y向安装孔和Z向安装孔,所述X向安装孔、所述Y向安装孔和所述Z向安装孔的两两垂直且相互连通,所述第二安装座设置在所述底座上,所述第二驱动源设置在第二安装座的侧壁上且所述第二驱动源的输出端能够伸入所述X向安装孔内,所述第一传动块滑动连接在所述X向安装孔内,所述第二传动块滑动连接在所述Y向安装孔内,所述第一抬顶块滑动连接在所述Z向安装孔内,所述第二驱动源的输出端与所述第一传动块驱动连接,所述第一抬顶块的顶端延伸至所述Z向安装孔的外侧且能够抵接所述基站底板的底部;
其中,所述第一传动块和所述第二传动块互为相对的端面分别设置有第一导向斜面和第二导向斜面,所述第一导向斜面和所述第二导向斜面的倾斜方向和倾斜角度相同,所述第二传动块和所述第一抬顶块互为相对的端部分别设置有第三导向斜面和第四导向斜面,所述第三导向斜面和所述第四导向斜面的倾斜方向和倾斜角度相同;
三组所述第一限位机构和三组所述第二限位机构均匀地间隔分布在所述底板安装位的两侧,相邻的两组所述第一限位机构之间设置有一组所述第二限位机构,相邻的两组所述第二限位机构之间设置有一组所述第一限位机构;
所述第一限位机构包括第一驱动源、第一安装板、第一枢接座和第一限位摆臂,所述第一驱动源设置在所述底座上,所述第一安装板设置在所述第一驱动源的上端,所述第一驱动源的输出端穿过所述第一安装板并往上延伸,所述第一枢接座设置在所述第一安装板靠近所述底板安装位的一侧,所述第一限位摆臂的中间位置与所述第一枢接座枢接,所述第一限位摆臂的一端与所述第一驱动源的输出端枢接,所述第一限位摆臂的另一端延伸至所述底板安装位的上方以用于抵压在所述基站底板的上方。
2.根据权利要求1所述的加工中心结构,其特征在于:所述加强筋的截面呈直角三角形状结构设置,所述加强筋的两条直角边沿分别与所述移动连接板和所述安装座固定连接,所述第一圆角机构成型于所述加强筋的两条之间边沿上,所述第二圆角机构成型于所述加强筋的斜边上。
3.根据权利要求1所述的加工中心结构,其特征在于:所述第二直线机构包括第二直线组件和移动座,所述移动座设置在所述第一直线机构的输出端,所述第二直线组件设置在所述移动座上,所述夹持治具设置在所述第二直线组件的输出端;
其中,所述移动座的径向截面呈匚型状结构,所述移动座上成型有用于安装所述第二直线组件的型腔,所述移动座的中间位置与所述第一直线机构的输出端连接,所述移动座的底部自其中心位置往其两端边沿位置逐渐收窄以使所述移动座的底部成型有分布在所述第一直线机构两侧的倾斜端面。
4.根据权利要求1所述的加工中心结构,其特征在于:所述第一限位摆臂靠近所述底板安装位的端部设置有抵接块,所述抵接块的截面呈锤形状结构设置,所述抵接块靠近所述底板安装位的端部为窄端。
5.根据权利要求4所述的加工中心结构,其特征在于:所述抵接块的下端设置有缓冲弧形端面,所述抵接块靠近所述底板安装位的端部设置有倒角结构。
6.根据权利要求5所述的加工中心结构,其特征在于:所述第一限位摆臂通过枢接块与所述第一枢接座枢接,所述第一限位摆臂的中间位置设置有贯穿槽,所述贯穿槽内设置有枢杆,所述枢接块的两端分别设置有枢孔,所述枢接块的两端分别通过对应的所述枢孔与所述枢杆和所述枢接座的上端转动连接;所述第二安装座的端部设置有用于安装所述第二传动块的安装槽,所述安装槽贯穿所述第二安装座和所述Y向安装孔,所述安装槽的尺寸大小与所述第二传动块适配。
7.根据权利要求6所述的加工中心结构,其特征在于:所述第二安装座的顶端设置有限位块,所述限位块的一端延伸至所述Z向安装孔的上方的一侧,所述第一抬顶块的顶端设置有台阶结构;
其中,所述第一抬顶块的顶端部分的截面呈“L”型结构设置,所述限位块的延伸部分的截面呈倒“L”型结构设置,所述限位块能够与所述台阶结构抵接适配。
8.一种加工中心控制方法,其特征在于:由权利要求1~7任意一项所述的加工中心结构执行,包括以下步骤:
S100:将待加工基站底板安装在所述夹持治具上;
S200:所述第一直线机构驱动所述第二直线机构直线移动,将所述第二直线机构定位在所述主轴加工机构的输出端正下方,所述第二直线机构驱动所述夹持治具直线移动,使安装在所述夹持治具上的基站底板对准所述主轴加工机构的输出端;
S300:所述升降机构驱动所述主轴加工机构沿竖直方向直线移动,使所述主轴加工机构的输出端移动至待加工基站底板的加工面上;
S400:所述主轴加工机构的输出端运作,加工基站底板;
S500:加工完毕后,所述第一直线机构和所述第二直线机构配合,驱动所述夹持治具移动至预设的下料工位;
S600:下料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010987213.3A CN112222868B (zh) | 2020-09-18 | 2020-09-18 | 加工中心结构及加工中心控制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010987213.3A CN112222868B (zh) | 2020-09-18 | 2020-09-18 | 加工中心结构及加工中心控制方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112222868A CN112222868A (zh) | 2021-01-15 |
| CN112222868B true CN112222868B (zh) | 2021-09-07 |
Family
ID=74107231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010987213.3A Active CN112222868B (zh) | 2020-09-18 | 2020-09-18 | 加工中心结构及加工中心控制方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112222868B (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN204209418U (zh) * | 2014-10-31 | 2015-03-18 | 福建常青精密机械有限公司 | 新型立式加工中心结构 |
| KR20160049335A (ko) * | 2014-10-27 | 2016-05-09 | 두산인프라코어 주식회사 | 공작 기계 |
| CN107498320A (zh) * | 2017-08-17 | 2017-12-22 | 上海诺倬力机电科技有限公司 | 数控机床加工中心 |
| CN207387070U (zh) * | 2017-10-18 | 2018-05-22 | 东莞盛翔精密金属有限公司 | 通用型cnc精密加工治具底座 |
| CN208196165U (zh) * | 2018-04-03 | 2018-12-07 | 东莞市乔锋机械有限公司 | 高效加工中心机 |
| CN209648121U (zh) * | 2018-12-28 | 2019-11-19 | 东莞市捷正精密机械有限公司 | 一种加工中心 |
| CN209998753U (zh) * | 2019-06-15 | 2020-01-31 | 广东捷弘数控智能科技有限公司 | 一种立式加工中心 |
| CN111283439A (zh) * | 2018-12-07 | 2020-06-16 | 黄石市金球机械制造厂 | 一种适用于加工大型工件平面的工作台 |
| CN210967842U (zh) * | 2019-11-17 | 2020-07-10 | 杭州耿杰电器有限公司 | 一种电机加工工装台 |
-
2020
- 2020-09-18 CN CN202010987213.3A patent/CN112222868B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160049335A (ko) * | 2014-10-27 | 2016-05-09 | 두산인프라코어 주식회사 | 공작 기계 |
| CN204209418U (zh) * | 2014-10-31 | 2015-03-18 | 福建常青精密机械有限公司 | 新型立式加工中心结构 |
| CN107498320A (zh) * | 2017-08-17 | 2017-12-22 | 上海诺倬力机电科技有限公司 | 数控机床加工中心 |
| CN207387070U (zh) * | 2017-10-18 | 2018-05-22 | 东莞盛翔精密金属有限公司 | 通用型cnc精密加工治具底座 |
| CN208196165U (zh) * | 2018-04-03 | 2018-12-07 | 东莞市乔锋机械有限公司 | 高效加工中心机 |
| CN111283439A (zh) * | 2018-12-07 | 2020-06-16 | 黄石市金球机械制造厂 | 一种适用于加工大型工件平面的工作台 |
| CN209648121U (zh) * | 2018-12-28 | 2019-11-19 | 东莞市捷正精密机械有限公司 | 一种加工中心 |
| CN209998753U (zh) * | 2019-06-15 | 2020-01-31 | 广东捷弘数控智能科技有限公司 | 一种立式加工中心 |
| CN210967842U (zh) * | 2019-11-17 | 2020-07-10 | 杭州耿杰电器有限公司 | 一种电机加工工装台 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112222868A (zh) | 2021-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212311462U (zh) | 一种稳固型五金模具加工用夹具 | |
| CN112222868B (zh) | 加工中心结构及加工中心控制方法 | |
| CN218284277U (zh) | 一种钣金件用多角度焊接工装 | |
| CN212885922U (zh) | 榫头式标准节主弦杆角钢焊接系统 | |
| CN2917923Y (zh) | 加工球形封头焊接坡口的夹具 | |
| CN219747072U (zh) | 一种铣床滑枕燕尾座加工快速稳固夹具 | |
| CN215033056U (zh) | 一种高效定位的钣金加工装置 | |
| CN213319974U (zh) | 一种汽车大灯加工装置 | |
| CN220161802U (zh) | 一种用于薄型缸缸体加工的四轴夹具 | |
| CN219665813U (zh) | 夹具及机床 | |
| CN218927036U (zh) | 一种旋转装夹工装 | |
| CN217751011U (zh) | 机器人底座治具打磨夹持工装 | |
| CN220761758U (zh) | 一种适用于大工件加工的卧加夹具 | |
| CN215846629U (zh) | 一种平叉机器人的总成焊接夹具 | |
| CN214721879U (zh) | 一种大型夹具本体的自动装夹定位结构 | |
| CN218460963U (zh) | 一种轴用铣槽夹具工装 | |
| CN216706689U (zh) | 一种镗孔装夹找正装置 | |
| CN220838102U (zh) | 一种机械加工用多角度铣削装置 | |
| CN218856211U (zh) | Cr450吊架卧加工装夹装置 | |
| CN217166679U (zh) | 合金钢辙叉铣削加工定位装置 | |
| CN219704650U (zh) | 一种弧形铸件的手动定位工装 | |
| CN219310692U (zh) | 一种扳手加工用的快速定位装置 | |
| CN216991828U (zh) | 一种用于车身工件加工的自动化旋转平台 | |
| CN216706635U (zh) | 一种基于金属零部件加工的打磨焊接设备 | |
| CN216939367U (zh) | 一种塔式起重机预埋座加工设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |