CN112139949A - 一种能自动更换磨削头的金属零件加工设备 - Google Patents
一种能自动更换磨削头的金属零件加工设备 Download PDFInfo
- Publication number
- CN112139949A CN112139949A CN202011097189.2A CN202011097189A CN112139949A CN 112139949 A CN112139949 A CN 112139949A CN 202011097189 A CN202011097189 A CN 202011097189A CN 112139949 A CN112139949 A CN 112139949A
- Authority
- CN
- China
- Prior art keywords
- cavity
- grinding
- chamber
- moving
- bevel gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/0092—Grinding attachments for lathes or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/002—Grinding heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
本发明公开的一种能自动更换磨削头的金属零件加工设备,包括磨削机,所述磨削机内设有开口向前的磨削腔,所述磨削腔内右侧设有磨削装置,所述磨削装置包括连通设于所述磨削腔右侧的磨削滑块腔,本发明通过先将需要加工的零件进行固定,再进行磨削加工的方式,先通过夹紧装置将加工零件固定住,再通过粗加工磨削头对零件进行初步磨削,进而通过转换装置进行主动更换精加工磨削头进行精加工,避免通过人力更换磨削头,省时省力,方便快捷,在需要大批量进行加工零件时,更换磨削头会耗费大量的时间,效率低下,并且本装置还能对零件进行角度调节磨削,能充分的将零件进行各个角度的加工,不用通过人工进行调节,效果良好。
Description
技术领域
本发明涉及金属磨削技术领域,具体为一种能自动更换磨削头的金属零件加工设备。
背景技术
在金属磨削技术领域,金属零件通常需要进行磨削加工,零件在磨削时需要更换不同的磨削头进行加工处理,一般的加工装置需要手动进行磨削头的更换,费时费力,并且在进行大批量的零件磨削时,更换磨削头进行加工效果不佳,并且一般的加工装置不能对零件的进行全方位自动磨削,需要手动调整角度,效率低下,本发明阐述的一种能自动更换磨削头的金属零件加工设备,能够解决上述问题。
发明内容
为解决上述问题,本例设计了一种能自动更换磨削头的金属零件加工设备,本例的一种能自动更换磨削头的金属零件加工设备,包括磨削机,所述磨削机内设有开口向前的磨削腔,所述磨削腔内右侧设有磨削装置,所述磨削装置包括连通设于所述磨削腔右侧的磨削滑块腔,所述磨削滑块腔内设有能前后移动的磨削滑块,所述磨削滑块左侧转动设有磨削头,所述磨削头内转动设有磨削转动轴,所述磨削转动轴内设有磨具固定腔,所述磨具固定腔内右侧固定设有磨具腔电磁铁,所述磨具固定腔内左侧设有能左右移动的磨具固定块,所述磨具固定块与所述磨具腔电磁铁之间固定连接有磨具腔弹簧,所述磨具固定块内设有磨具连接腔,所述磨具连接腔内固定设有粗加工磨具,所述粗加工磨具能用于零件的粗加工磨削,所述磨削腔后侧连通设有替换弹簧腔,所述替换弹簧腔内下侧固定设有替换腔电磁铁,所述替换弹簧腔上侧设有能上下移动的替换箱,所述替换箱与所述替换腔电磁铁之间固定连接有替换腔弹簧,所述替换箱内设有与所述磨削腔连通的粗加工磨具放置腔,所述粗加工磨具放置腔能用于存放所述粗加工磨具,所述粗加工磨具放置腔上侧设有与所述磨削腔连通的精加工磨具放置腔,所述精加工磨具放置腔内设有能前后移动的精加工磨具,所述精加工磨具能用于零件的精加工磨削,所述磨削腔左侧设有夹紧装置,所述夹紧装置包括连通设于所述磨削腔左侧的升降腔,所述升降腔内设有能上下移动的升降块,所述升降块内设有与所述磨削腔连通的夹紧腔,所述夹紧腔内上下对称且固定设有夹紧腔电磁铁,所述夹紧腔内上下对称设有能上下移动的夹紧板,上下所述夹紧板分别与所述夹紧腔电磁铁之间固定连接有夹紧腔弹簧,所述夹紧板能将需要磨削的零件进行夹紧,所述磨削腔下侧连通设有清理腔,所述清理腔内后侧设有清理装置,所述清理装置能进行铁屑清理。
可优选的,所述清理装置包括设于所述清理腔后侧的扇叶转轴腔,所述扇叶转轴腔内转动设有扇叶转轴锥齿轮,所述扇叶转轴锥齿轮轴心位置固定设有扇叶转轴,所述扇叶转轴前端外圆面延伸至所述清理腔内固定设有扇叶.所述清理腔下侧连通设有收集腔,所述扇叶能使所述清理腔内的铁屑进入所述收集腔内并进行收集处理,所述扇叶转轴腔前壁内固定设有正对所述扇叶转轴轴心的动力电机并动力连接。
可优选的,所述扇叶转轴腔内下侧转动设有传动轴锥齿轮,所述传动轴锥齿轮轴心位置固定设有传动轴,所述扇叶转轴腔下侧设有同步带腔,所述传动轴下端外圆面延伸至所述同步带腔内固定设有转动同步带轮,所述同步带腔右侧转动设有传动同步带轮,所述同步带腔右侧转动设有从动同步带轮,所述从动同步带轮与所述传动同步带轮以及所述转动同步带轮之间共同绕有同步带。
可优选的,所述传动同步带轮轴心位置固定设有转动轴,所述磨削滑块腔后侧连通设有转动腔,所述转动轴上端外圆面延伸至所述转动腔内转动设有转动套筒,所述转动腔内设有固定于所述转动套筒外圆面的转动套筒锥齿轮,所述转动腔右侧连通设有转动弹簧腔,所述转动弹簧腔内上侧固定设有转动腔电磁铁,所述转动弹簧腔下侧设有能上下移动的转动腔移动块,所述转动腔移动块与所述转动腔电磁铁之间固定连接有转动腔弹簧,所述转动腔移动块左端延伸至所述转动腔内与所述转动套筒转动连接。
可优选的,所述转动腔左侧转动设有从动锥齿轮,所述从动锥齿轮轴心固定设有从动轴,所述磨削滑块左侧设有从动腔,所述从动轴左侧外圆面延伸至所述从动腔内固定设有第一传动锥齿轮,所述磨削滑块与所述磨削头之间转动连接有承接轴,所述从动腔内设有固定于所述承接轴外圆面的承接轴锥齿轮,所述承接轴锥齿轮与所述第一传动锥齿轮啮合,所述磨削头内固定设有正对所述磨削转动轴轴心的传动电机并动力连接。
可优选的,所述磨削滑块右端面固定设有滑动连接杆,所述滑动连接杆右端转动设有滑动套筒,所述滑动套筒轴心位置固定设有滑动套筒轴,所述转动腔内设有固定于所述滑动套筒外圆面的滑动套筒锥齿轮,所述滑动套筒轴前端面固定设有第二传动锥齿轮,所述滑动套筒锥齿轮与所述从动锥齿轮啮合,所述第二传动锥齿轮能与所述转动套筒锥齿轮啮合。
可优选的,所述转动腔上侧设有移动套筒腔,所述转动轴上端外圆面延伸至所述移动套筒腔内转动设有移动套筒,所述移动套筒腔内设有固定于所述移动套筒外圆面的移动套筒锥齿轮,所述移动套筒腔内右侧连通设有移动弹簧腔,所述移动弹簧腔内上侧固定设有移动腔电磁铁,所述移动弹簧腔下侧设有能上下移动的移动腔滑块,所述移动腔滑块与所述移动腔电磁铁之间固定连接有移动腔弹簧,所述移动腔滑块左端延伸至所述移动套筒腔内与所述移动套筒外圆面转动连接,所述移动套筒腔内左侧转动设有第三传动锥齿轮,所述第三传动锥齿轮轴心固定设有直齿轮轴,所述移动套筒腔左侧设有直齿轮腔,所述直齿轮轴左端外圆面延伸至所述直齿轮腔内固定设有直齿轮,所述直齿轮腔下侧设有能前后移动的齿条板,所述齿条板上端面固定设有齿轮齿条,所述齿轮齿条与所述直齿轮啮合,所述齿条板下端面固定设有支撑块,所述支撑块下端延伸至所述磨削腔内与所述磨削滑块外圆面固定连接。
可优选的,所述从动同步带轮轴心固定设有同步带轴,所述同步带轴上端外圆面延伸至所述升降腔内转动设有承接套筒,所述升降腔左侧连通设有承接弹簧腔,所述承接弹簧腔内上侧固定设有承接腔电磁铁,所述承接弹簧腔下侧设有能上下移动的承接腔移动块,所述承接腔移动块右端与所述承接套筒外圆面转动连接,所述承接腔移动块与所述承接腔电磁铁之间固定连接有承接腔弹簧,所述升降腔内上壁转动设有丝杆,所述丝杆外圆面与所述升降块螺纹连接,所述承接套筒能与所述丝杆下端花键连接。
可优选的,所述升降腔上侧设有磨削液腔,所述磨削液腔左侧设有与所述磨削腔连通的喷洒管,所述喷洒管与所述磨削液腔之间固定设有水泵并连通,所述清理腔右侧连通设有门板腔,所述门板腔内铰链连接有能向右翻转的门板。
本发明的有益效果是:本发明通过先将需要加工的零件进行固定,再进行磨削加工的方式,先通过夹紧装置将加工零件固定住,再通过粗加工磨削头对零件进行初步磨削,进而通过转换装置进行主动更换精加工磨削头进行精加工,避免通过人力更换磨削头,省时省力,方便快捷,在需要大批量进行加工零件时,更换磨削头会耗费大量的时间,效率低下,并且本装置还能对零件进行角度调节磨削,能充分的将零件进行各个角度的加工,不用通过人工进行调节,效果良好。
附图说明
为了更清楚地说明发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
下面结合附图和实施例对本发明进一步说明。
图1是本发明的一种能自动更换磨削头的金属零件加工设备整体结构示意图。
图2是图1中A-A的结构示意图;
图3是图1中B-B的结构示意图;
图4是图1中C的放大结构示意图;
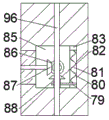
图5是图1中D的放大结构示意图。
具体实施方式
下面结合图1-5对本发明进行详细说明,其中,为叙述方便,现对下文所说的方位规定如下:下文所说的上下左右前后方向与图1本身投影关系的上下左右前后方向一致。
本发明所述的一种能自动更换磨削头的金属零件加工设备,包括磨削机11,所述磨削机11内设有开口向前的磨削腔48,所述磨削腔48内右侧设有磨削装置101,所述磨削装置101包括连通设于所述磨削腔48右侧的磨削滑块腔92,所述磨削滑块腔92内设有能前后移动的磨削滑块94,所述磨削滑块94左侧转动设有磨削头93,所述磨削头93内转动设有磨削转动轴77,所述磨削转动轴77内设有磨具固定腔68,所述磨具固定腔68内右侧固定设有磨具腔电磁铁75,所述磨具固定腔68内左侧设有能左右移动的磨具固定块78,所述磨具固定块78与所述磨具腔电磁铁75之间固定连接有磨具腔弹簧66,所述磨具固定块78内设有磨具连接腔76,所述磨具连接腔76内固定设有粗加工磨具65,所述粗加工磨具65能用于零件的粗加工磨削,所述磨削腔48后侧连通设有替换弹簧腔53,所述替换弹簧腔53内下侧固定设有替换腔电磁铁55,所述替换弹簧腔53上侧设有能上下移动的替换箱51,所述替换箱51与所述替换腔电磁铁55之间固定连接有替换腔弹簧54,所述替换箱51内设有与所述磨削腔48连通的粗加工磨具放置腔52,所述粗加工磨具放置腔52能用于存放所述粗加工磨具65,所述粗加工磨具放置腔52上侧设有与所述磨削腔48连通的精加工磨具放置腔64,所述精加工磨具放置腔64内设有能前后移动的精加工磨具63,所述精加工磨具63能用于零件的精加工磨削,所述磨削腔48左侧设有夹紧装置103,所述夹紧装置103包括连通设于所述磨削腔48左侧的升降腔13,所述升降腔13内设有能上下移动的升降块15,所述升降块15内设有与所述磨削腔48连通的夹紧腔16,所述夹紧腔16内上下对称且固定设有夹紧腔电磁铁19,所述夹紧腔16内上下对称设有能上下移动的夹紧板17,上下所述夹紧板17分别与所述夹紧腔电磁铁19之间固定连接有夹紧腔弹簧18,所述夹紧板17能将需要磨削的零件进行夹紧,所述磨削腔48下侧连通设有清理腔33,所述清理腔33内后侧设有清理装置102,所述清理装置102能进行铁屑清理。
有益地,所述清理装置102包括设于所述清理腔33后侧的扇叶转轴腔57,所述扇叶转轴腔57内转动设有扇叶转轴锥齿轮58,所述扇叶转轴锥齿轮58轴心位置固定设有扇叶转轴29,所述扇叶转轴29前端外圆面延伸至所述清理腔33内固定设有扇叶60.所述清理腔33下侧连通设有收集腔30,所述扇叶60能使所述清理腔33内的铁屑进入所述收集腔30内并进行收集处理,所述扇叶转轴腔57前壁内固定设有正对所述扇叶转轴29轴心的动力电机56并动力连接。
有益地,所述扇叶转轴腔57内下侧转动设有传动轴锥齿轮59,所述传动轴锥齿轮59轴心位置固定设有传动轴28,所述扇叶转轴腔57下侧设有同步带腔32,所述传动轴28下端外圆面延伸至所述同步带腔32内固定设有转动同步带轮27,所述同步带腔32右侧转动设有传动同步带轮31,所述同步带腔32右侧转动设有从动同步带轮24,所述从动同步带轮24与所述传动同步带轮31以及所述转动同步带轮27之间共同绕有同步带26。
有益地,所述传动同步带轮31轴心位置固定设有转动轴96,所述磨削滑块腔92后侧连通设有转动腔85,所述转动轴96上端外圆面延伸至所述转动腔85内转动设有转动套筒88,所述转动腔85内设有固定于所述转动套筒88外圆面的转动套筒锥齿轮82,所述转动腔85右侧连通设有转动弹簧腔81,所述转动弹簧腔81内上侧固定设有转动腔电磁铁83,所述转动弹簧腔81下侧设有能上下移动的转动腔移动块79,所述转动腔移动块79与所述转动腔电磁铁83之间固定连接有转动腔弹簧80,所述转动腔移动块79左端延伸至所述转动腔85内与所述转动套筒88转动连接。
有益地,所述转动腔85左侧转动设有从动锥齿轮87,所述从动锥齿轮87轴心固定设有从动轴72,所述磨削滑块94左侧设有从动腔73,所述从动轴72左侧外圆面延伸至所述从动腔73内固定设有第一传动锥齿轮71,所述磨削滑块94与所述磨削头93之间转动连接有承接轴70,所述从动腔73内设有固定于所述承接轴70外圆面的承接轴锥齿轮69,所述承接轴锥齿轮69与所述第一传动锥齿轮71啮合,所述磨削头93内固定设有正对所述磨削转动轴77轴心的传动电机74并动力连接。
有益地,所述磨削滑块94右端面固定设有滑动连接杆89,所述滑动连接杆89右端转动设有滑动套筒90,所述滑动套筒90轴心位置固定设有滑动套筒轴91,所述转动腔85内设有固定于所述滑动套筒90外圆面的滑动套筒锥齿轮84,所述滑动套筒轴91前端面固定设有第二传动锥齿轮86,所述滑动套筒锥齿轮84与所述从动锥齿轮87啮合,所述第二传动锥齿轮86能与所述转动套筒锥齿轮82啮合。
有益地,所述转动腔85上侧设有移动套筒腔42,所述转动轴96上端外圆面延伸至所述移动套筒腔42内转动设有移动套筒35,所述移动套筒腔42内设有固定于所述移动套筒35外圆面的移动套筒锥齿轮38,所述移动套筒腔42内右侧连通设有移动弹簧腔37,所述移动弹簧腔37内上侧固定设有移动腔电磁铁41,所述移动弹簧腔37下侧设有能上下移动的移动腔滑块36,所述移动腔滑块36与所述移动腔电磁铁41之间固定连接有移动腔弹簧40,所述移动腔滑块36左端延伸至所述移动套筒腔42内与所述移动套筒35外圆面转动连接,所述移动套筒腔42内左侧转动设有第三传动锥齿轮39,所述第三传动锥齿轮39轴心固定设有直齿轮轴43,所述移动套筒腔42左侧设有直齿轮腔46,所述直齿轮轴43左端外圆面延伸至所述直齿轮腔46内固定设有直齿轮45,所述直齿轮腔46下侧设有能前后移动的齿条板47,所述齿条板47上端面固定设有齿轮齿条44,所述齿轮齿条44与所述直齿轮45啮合,所述齿条板47下端面固定设有支撑块34,所述支撑块34下端延伸至所述磨削腔48内与所述磨削滑块94外圆面固定连接。
有益地,所述从动同步带轮24轴心固定设有同步带轴95,所述同步带轴95上端外圆面延伸至所述升降腔13内转动设有承接套筒25,所述升降腔13左侧连通设有承接弹簧腔23,所述承接弹簧腔23内上侧固定设有承接腔电磁铁20,所述承接弹簧腔23下侧设有能上下移动的承接腔移动块22,所述承接腔移动块22右端与所述承接套筒25外圆面转动连接,所述承接腔移动块22与所述承接腔电磁铁20之间固定连接有承接腔弹簧21,所述升降腔13内上壁转动设有丝杆14,所述丝杆14外圆面与所述升降块15螺纹连接,所述承接套筒25能与所述丝杆14下端花键连接。
有益地,所述升降腔13上侧设有磨削液腔50,所述磨削液腔50左侧设有与所述磨削腔48连通的喷洒管49,所述喷洒管49与所述磨削液腔50之间固定设有水泵12并连通,所述清理腔33右侧连通设有门板腔62,所述门板腔62内铰链连接有能向右翻转的门板61。
以下结合图1至图5对本文中的的使用步骤进行详细说明:初始工作状态时,磨削滑块94处于前极限位置,替换箱51处于上极限位置,承接套筒25处于下极限位置。
工作时,启动夹紧腔电磁铁19,进而带动上下两侧夹紧板17相互远离,将需要进行磨削的零件放入夹紧腔16内,此时夹紧腔电磁铁19停止工作,进而带动夹紧板17将零件进行夹紧,启动动力电机56,进而带动扇叶转轴29转动,从而带动扇叶转轴锥齿轮58转动,进而带动与之啮合的扇叶转轴锥齿轮58转动,进而带动传动轴28转动,从而带动转动同步带轮27转动,并带动通过同步带26绕有的传动同步带轮31以及转动同步带轮27转动,此时传动同步带轮31带动转动轴96转动,启动移动腔电磁铁41,进而带动移动腔滑块36向上移动,进而带动移动套筒35向上移动,并使移动套筒锥齿轮38与第三传动锥齿轮39啮合,此时转动轴96带动移动套筒35转动,进而带动移动套筒锥齿轮38转动,并带动与之啮合的第三传动锥齿轮39转动,进而带动直齿轮轴43转动,进而带动直齿轮45转动,进而带动与之啮合的齿轮齿条44向后移动,进而带动齿条板47向后移动,并带动支撑块34向后移动,进而带动磨削滑块94向后移动,进而带动磨削头93向后移动,与此同时,启动传动电机74,进而带动磨削转动轴77转动,进而带动粗加工磨具65转动,从而将连接从前向后进行磨削,当需要从上到下进行磨削时,启动承接腔电磁铁20,进而带动承接腔移动块22向上移动,进而带动承接套筒25向上移动并和丝杆14花键连接,此时从动同步带轮24带动同步带轴95转动,进而带动承接套筒25转动,从而带动丝杆14转动,从而带动通过螺纹连接的升降块15向下移动,此时粗加工磨具65对连接从上到下进行磨削,当需要更换磨具时,启动转动腔电磁铁83,进而带动转动腔移动块79向上移动,从而带动转动套筒88向上移动,并使转动套筒锥齿轮82与第二传动锥齿轮86啮合,此时转动轴96带动转动套筒锥齿轮82转动,进而带动与之啮合的第二传动锥齿轮86转动,进而带动滑动套筒90转动,从而带动滑动套筒锥齿轮84转动,并带动与之啮合的从动锥齿轮87转动,进而带动从动轴72转动,进而带动第一传动锥齿轮71转动,从而带动与之啮合的承接轴锥齿轮69转动,并带动承接轴70转动,进而带动磨削头93向后转动九十度,此时使粗加工磨具65回到粗加工磨具放置腔52内,启动动力电机56,进而带动替换箱51向下移动,启动磨具腔电磁铁75,进而带动磨具固定块78向后移动,从而将精加工磨具63进行固定并完成更换,与此同时,启动水泵12,进而使磨削液腔50内的磨削液通过喷洒管49进入磨削腔48内对加工零件进行冷却,此时扇叶转轴29带动扇叶60转动,进而使清理腔33内的铁屑进入收集腔30内完成收集。
本发明的有益效果是:本发明通过先将需要加工的零件进行固定,再进行磨削加工的方式,先通过夹紧装置将加工零件固定住,再通过粗加工磨削头对零件进行初步磨削,进而通过转换装置进行主动更换精加工磨削头进行精加工,避免通过人力更换磨削头,省时省力,方便快捷,在需要大批量进行加工零件时,更换磨削头会耗费大量的时间,效率低下,并且本装置还能对零件进行角度调节磨削,能充分的将零件进行各个角度的加工,不用通过人工进行调节,效果良好。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此领域技术的人士能够了解本发明内容并加以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
Claims (9)
1.一种能自动更换磨削头的金属零件加工设备,包括磨削机,其特征在于:所述磨削机内设有开口向前的磨削腔,所述磨削腔内右侧设有磨削装置,所述磨削装置包括连通设于所述磨削腔右侧的磨削滑块腔,所述磨削滑块腔内设有能前后移动的磨削滑块,所述磨削滑块左侧转动设有磨削头,所述磨削头内转动设有磨削转动轴,所述磨削转动轴内设有磨具固定腔,所述磨具固定腔内右侧固定设有磨具腔电磁铁,所述磨具固定腔内左侧设有能左右移动的磨具固定块,所述磨具固定块与所述磨具腔电磁铁之间固定连接有磨具腔弹簧,所述磨具固定块内设有磨具连接腔,所述磨具连接腔内固定设有粗加工磨具,所述粗加工磨具能用于零件的粗加工磨削,所述磨削腔后侧连通设有替换弹簧腔,所述替换弹簧腔内下侧固定设有替换腔电磁铁,所述替换弹簧腔上侧设有能上下移动的替换箱,所述替换箱与所述替换腔电磁铁之间固定连接有替换腔弹簧,所述替换箱内设有与所述磨削腔连通的粗加工磨具放置腔,所述粗加工磨具放置腔能用于存放所述粗加工磨具,所述粗加工磨具放置腔上侧设有与所述磨削腔连通的精加工磨具放置腔,所述精加工磨具放置腔内设有能前后移动的精加工磨具,所述精加工磨具能用于零件的精加工磨削,所述磨削腔左侧设有夹紧装置,所述夹紧装置包括连通设于所述磨削腔左侧的升降腔,所述升降腔内设有能上下移动的升降块,所述升降块内设有与所述磨削腔连通的夹紧腔,所述夹紧腔内上下对称且固定设有夹紧腔电磁铁,所述夹紧腔内上下对称设有能上下移动的夹紧板,上下所述夹紧板分别与所述夹紧腔电磁铁之间固定连接有夹紧腔弹簧,所述夹紧板能将需要磨削的零件进行夹紧,所述磨削腔下侧连通设有清理腔,所述清理腔内后侧设有清理装置,所述清理装置能进行铁屑清理。
2.如权利要求1所述的一种能自动更换磨削头的金属零件加工设备,其特征在于:所述清理装置包括设于所述清理腔后侧的扇叶转轴腔,所述扇叶转轴腔内转动设有扇叶转轴锥齿轮,所述扇叶转轴锥齿轮轴心位置固定设有扇叶转轴,所述扇叶转轴前端外圆面延伸至所述清理腔内固定设有扇叶.所述清理腔下侧连通设有收集腔,所述扇叶能使所述清理腔内的铁屑进入所述收集腔内并进行收集处理,所述扇叶转轴腔前壁内固定设有正对所述扇叶转轴轴心的动力电机并动力连接。
3.如权利要求2所述的一种能自动更换磨削头的金属零件加工设备,其特征在于:所述扇叶转轴腔内下侧转动设有传动轴锥齿轮,所述传动轴锥齿轮轴心位置固定设有传动轴,所述扇叶转轴腔下侧设有同步带腔,所述传动轴下端外圆面延伸至所述同步带腔内固定设有转动同步带轮,所述同步带腔右侧转动设有传动同步带轮,所述同步带腔右侧转动设有从动同步带轮,所述从动同步带轮与所述传动同步带轮以及所述转动同步带轮之间共同绕有同步带。
4.如权利要求3所述的一种能自动更换磨削头的金属零件加工设备,其特征在于:所述传动同步带轮轴心位置固定设有转动轴,所述磨削滑块腔后侧连通设有转动腔,所述转动轴上端外圆面延伸至所述转动腔内转动设有转动套筒,所述转动腔内设有固定于所述转动套筒外圆面的转动套筒锥齿轮,所述转动腔右侧连通设有转动弹簧腔,所述转动弹簧腔内上侧固定设有转动腔电磁铁,所述转动弹簧腔下侧设有能上下移动的转动腔移动块,所述转动腔移动块与所述转动腔电磁铁之间固定连接有转动腔弹簧,所述转动腔移动块左端延伸至所述转动腔内与所述转动套筒转动连接。
5.如权利要求4所述的一种能自动更换磨削头的金属零件加工设备,其特征在于:所述转动腔左侧转动设有从动锥齿轮,所述从动锥齿轮轴心固定设有从动轴,所述磨削滑块左侧设有从动腔,所述从动轴左侧外圆面延伸至所述从动腔内固定设有第一传动锥齿轮,所述磨削滑块与所述磨削头之间转动连接有承接轴,所述从动腔内设有固定于所述承接轴外圆面的承接轴锥齿轮,所述承接轴锥齿轮与所述第一传动锥齿轮啮合,所述磨削头内固定设有正对所述磨削转动轴轴心的传动电机并动力连接。
6.如权利要求1所述的一种能自动更换磨削头的金属零件加工设备,其特征在于:所述磨削滑块右端面固定设有滑动连接杆,所述滑动连接杆右端转动设有滑动套筒,所述滑动套筒轴心位置固定设有滑动套筒轴,所述转动腔内设有固定于所述滑动套筒外圆面的滑动套筒锥齿轮,所述滑动套筒轴前端面固定设有第二传动锥齿轮,所述滑动套筒锥齿轮与所述从动锥齿轮啮合,所述第二传动锥齿轮能与所述转动套筒锥齿轮啮合。
7.如权利要求4所述的一种能自动更换磨削头的金属零件加工设备,其特征在于:所述转动腔上侧设有移动套筒腔,所述转动轴上端外圆面延伸至所述移动套筒腔内转动设有移动套筒,所述移动套筒腔内设有固定于所述移动套筒外圆面的移动套筒锥齿轮,所述移动套筒腔内右侧连通设有移动弹簧腔,所述移动弹簧腔内上侧固定设有移动腔电磁铁,所述移动弹簧腔下侧设有能上下移动的移动腔滑块,所述移动腔滑块与所述移动腔电磁铁之间固定连接有移动腔弹簧,所述移动腔滑块左端延伸至所述移动套筒腔内与所述移动套筒外圆面转动连接,所述移动套筒腔内左侧转动设有第三传动锥齿轮,所述第三传动锥齿轮轴心固定设有直齿轮轴,所述移动套筒腔左侧设有直齿轮腔,所述直齿轮轴左端外圆面延伸至所述直齿轮腔内固定设有直齿轮,所述直齿轮腔下侧设有能前后移动的齿条板,所述齿条板上端面固定设有齿轮齿条,所述齿轮齿条与所述直齿轮啮合,所述齿条板下端面固定设有支撑块,所述支撑块下端延伸至所述磨削腔内与所述磨削滑块外圆面固定连接。
8.如权利要求3所述的一种能自动更换磨削头的金属零件加工设备,其特征在于:所述从动同步带轮轴心固定设有同步带轴,所述同步带轴上端外圆面延伸至所述升降腔内转动设有承接套筒,所述升降腔左侧连通设有承接弹簧腔,所述承接弹簧腔内上侧固定设有承接腔电磁铁,所述承接弹簧腔下侧设有能上下移动的承接腔移动块,所述承接腔移动块右端与所述承接套筒外圆面转动连接,所述承接腔移动块与所述承接腔电磁铁之间固定连接有承接腔弹簧,所述升降腔内上壁转动设有丝杆,所述丝杆外圆面与所述升降块螺纹连接,所述承接套筒能与所述丝杆下端花键连接。
9.如权利要求1所述的一种能自动更换磨削头的金属零件加工设备,其特征在于:所述升降腔上侧设有磨削液腔,所述磨削液腔左侧设有与所述磨削腔连通的喷洒管,所述喷洒管与所述磨削液腔之间固定设有水泵并连通,所述清理腔右侧连通设有门板腔,所述门板腔内铰链连接有能向右翻转的门板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011097189.2A CN112139949A (zh) | 2020-10-14 | 2020-10-14 | 一种能自动更换磨削头的金属零件加工设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011097189.2A CN112139949A (zh) | 2020-10-14 | 2020-10-14 | 一种能自动更换磨削头的金属零件加工设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112139949A true CN112139949A (zh) | 2020-12-29 |
Family
ID=73953054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011097189.2A Withdrawn CN112139949A (zh) | 2020-10-14 | 2020-10-14 | 一种能自动更换磨削头的金属零件加工设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112139949A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112605721A (zh) * | 2021-01-15 | 2021-04-06 | 上海睦翔科技有限公司 | 一种刀具自动磨削装置 |
| CN112643470A (zh) * | 2021-01-07 | 2021-04-13 | 石家庄弘品科技有限公司 | 一种可除尘的多工位磨具加工装置 |
-
2020
- 2020-10-14 CN CN202011097189.2A patent/CN112139949A/zh not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112643470A (zh) * | 2021-01-07 | 2021-04-13 | 石家庄弘品科技有限公司 | 一种可除尘的多工位磨具加工装置 |
| CN112605721A (zh) * | 2021-01-15 | 2021-04-06 | 上海睦翔科技有限公司 | 一种刀具自动磨削装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112139949A (zh) | 一种能自动更换磨削头的金属零件加工设备 | |
| CN214445204U (zh) | 一种汽车冲压件去毛刺装置 | |
| CN111775015A (zh) | 一种自动替换磨具的小零件加工打磨设备 | |
| CN217800654U (zh) | 一种用于机械制造的自动化打磨设备 | |
| CN215659407U (zh) | 用于阀门铸件的筛磨式去毛刺打磨设备 | |
| CN216327066U (zh) | 一种精密加工外圆磨床 | |
| CN212398552U (zh) | 用于罐型化工设备的焊接设备 | |
| CN112643470B (zh) | 一种可除尘的多工位磨具加工装置 | |
| CN210524412U (zh) | 一种用于不锈钢封头生产的切齐装置 | |
| CN115213787A (zh) | 一种金属工件热处理后氧化层打磨装置及打磨方法 | |
| CN210588563U (zh) | 一种异形玻璃加工中心 | |
| CN220881848U (zh) | 一种用于砂光机的往复升降机构 | |
| CN118143794B (zh) | 一种用于铸钢件加工的去毛刺设备 | |
| CN219403685U (zh) | 一种轴承磨床上料装置 | |
| CN221088392U (zh) | 一种双面打磨去毛刺装置 | |
| CN220240651U (zh) | 一种车削打磨一体机 | |
| CN220718918U (zh) | 一种金属表面处理抛光装置 | |
| CN220718775U (zh) | 一种玻璃深加工用多向打磨机 | |
| CN112123161A (zh) | 一种用于曲面抛光的机械装置 | |
| CN220825759U (zh) | 一种铸造件去毛刺设备 | |
| CN218427623U (zh) | 一种不锈钢管表面快速抛光装置 | |
| CN221337923U (zh) | 一种木制餐桌棱边打磨装置 | |
| CN108608272B (zh) | 一种改进结构的机器人去毛刺设备 | |
| CN220372812U (zh) | 一种圆刀片刀口高速研磨半自动化设备 | |
| CN221599127U (zh) | 一种茶叶生产加工用茶叶揉捻装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20201229 |
|
| WW01 | Invention patent application withdrawn after publication |