CN112045080A - 一种适用于大尺寸薄型电机冲片的校正装置 - Google Patents
一种适用于大尺寸薄型电机冲片的校正装置 Download PDFInfo
- Publication number
- CN112045080A CN112045080A CN202010841332.8A CN202010841332A CN112045080A CN 112045080 A CN112045080 A CN 112045080A CN 202010841332 A CN202010841332 A CN 202010841332A CN 112045080 A CN112045080 A CN 112045080A
- Authority
- CN
- China
- Prior art keywords
- sheet
- horizontal transfer
- punching
- mounting plate
- finished product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/20—Storage arrangements; Piling or unpiling
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
Abstract
本发明公开了一种适用于大尺寸薄型电机冲片的校正装置,其特点是输送机构的末端通过连接机构与机架相连接固定,机架的中间层设置有冲片校正机构,冲片校正机构的上方设置有水平移送机构,水平移送机构垂直于输送机构设置,水平移送机构的末端下方对应设置有成品接料机构,成品接料机构与输送机构平行设置;其优点是实现对冲片进行单片校正,再抓举移送进行堆叠,有效防止使用传统理片机理片过程中发生卡片、冲片周边变形等情况;无需整形,提高了理片的可靠性,大大降低了人工理片的工作量和工作强度,确保了冲片质量的稳定性,降低了生产成本。
Description
技术领域
本发明涉及理片机的领域,尤其涉及一种适用于大尺寸薄型电机冲片的校正装置。
背景技术
定、转子是电机实现工作的重要组成部分,而定、转子由单张的定、转子冲片通过叠压焊接制作而成;冲片则是使用冲床冲制加工,现大部分厂家使用冲床冲制冲片后,将单张的冲片成品通过收料槽接取出冲床,理片机就是一种取代人工将前道冲床冲制出的成品进行理齐码叠的专用设备。
虽然理片机已被普遍使用,但仅能应对结构性能稳定、辨识度高的冲片,当面对冲片厚度薄、结构不稳定的定子片时,目前使用的理片机无法满足要求,现有技术的理片机,理片与堆叠同时进行,理片柱高度较高,理片过程中仅依靠定位柱的转动带动冲片旋转进行理片,而托盘并不发生转动;而对于大机座号的定子冲片,此种冲片因槽形多、边距小,极软,采用现有技术的理片机在理片过程中极易发生形变;而对冲片进行整形不仅增加了工作量和工作强度,而且影响了产品质量的稳定性,提高了生产成本。因此需要设计一种能够适用于这种大尺寸薄型冲片的理片机。
发明内容
本发明目的是提供一种适用于大尺寸薄型电机冲片的校正装置,结构合理,使用性能稳定,能够对大冲片进行有效的理片,减少人工工作强度,提升理片可靠性;解决了以上技术问题。
为了实现上述技术目的,达到上述的技术要求,本发明所采用的技术方案是:一种适用于大尺寸薄型电机冲片的校正装置,其特征在于:包括与冲床相配合的输送机构,输送机构的末端通过连接机构与机架相连接固定,机架的中间层设置有冲片校正机构,冲片校正机构的上方设置有水平移送机构,水平移送机构垂直于输送机构设置,水平移送机构的末端下方对应设置有成品接料机构,成品接料机构与输送机构平行设置;
所述的水平移送机构包括水平移送安装板,水平移送安装板上对称设置有四个滑块,滑块与设置在机架上层底部的水平移送轨道相配合;所述的水平移送安装板上方设置有取料举升板,取料举升板与水平移送安装板之间对称设置有两个气缸;所述的水平移送安装板下方设置有法兰安装板,法兰安装板与取料举升板之间对称设置有竖直导轨;冲片吸盘座通过过渡法兰与法兰安装板相连接固定;冲片吸盘座上设置有若干个吸盘;
所述的成品接料机构包括料架,料架上设置滑轨,成品切换板与滑轨相配合,成品切换板上设置有定位座,定位座上设置有子弹头状的定位柱;所述的成品切换板通过设置在其下方的气缸提供动力;所述的料架上还设置有接近开关b,成品切换板上设置有与接近开关相匹配的感应座。
优选的:所述的冲片校正机构包括固定在机架上的安装板,安装板上方设置有一体的定位柱及转盘,定位柱及转盘通过电机驱动,电机固定在安装板下方的法兰上,电机的传动部分设置在法兰内部;所述的安装板上设置有理片柱,定位柱及转盘下方与理片柱相对应的位置设置有接近开关a。
优选的:所述的输送机构与冲床配合的一端设置有可调托架,可调托架上端与型材架相连接固定,型材架下方固定有减速电机,型材架靠近减速电机的一端设置有主动轴,另一端设置有从动轴,输送带配合套设在主动轴及从动轴上;所述的型材架末端设置有压辊座,压辊座上设置有压辊。
优选的:所述的机架设置为三层框架,在上层和中层之间的侧面设置有水平移送减速机和水平移送电机,机架上与水平移送轨道相对应的一端设置有主动同步轮,另一端设置有从动同步轮。
本发明的有益效果;一种适用于大尺寸薄型电机冲片的校正装置,与传统结构相比:输送机构的末端通过连接机构与机架相连接固定,机架的中间层设置有冲片校正机构,冲片校正机构的上方设置有水平移送机构,水平移送机构垂直于输送机构设置,水平移送机构的末端下方对应设置有成品接料机构,成品接料机构与输送机构平行设置;实现对冲片进行逐片理片,再抓举移送进行堆叠,有效防止理片过程中发生卡片、冲片周边变形等情况;无需整形,提高了理片的可靠性,大大降低了理片的工作量和工作强度,确保了冲片质量的稳定性,降低了生产成本。
附图说明
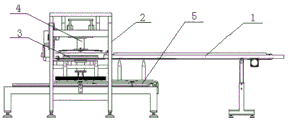
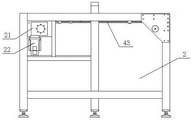
图1为本发明主视图;
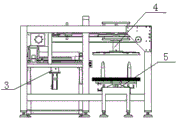
图2为本发明左视图;
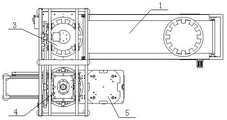
图3为本发明俯视图;
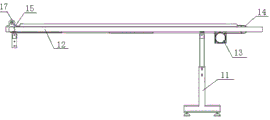
图4为本发明输送机构主视图;
图5为本发明输送机构俯视图;
图6为本发明机架主视图;
图7为本发明机架俯视图;
图8为本发明冲片校正机构主视图;
图9为本发明冲片校正机构俯视图;
图10为本发明水平移送机构主视图;
图11为本发明水平移送机构左视图;
图12为本发明成品接料机构主视图;
图13为本发明成品接料机构左视图;
图14为本发明成品接料机构俯视图;
1.输送机构;2.机架;3.冲片校正机构;4.水平移送机构;5.成品接料机构;11.可调托架;12.型材架;13.减速电机;14.主动轴;15.从动轴;16.输送带;17.压辊座;18.压辊;21.水平移送减速机;22.水平移送电机;23.主动同步轮;24.从动同步轮;31.安装板;32.定位柱及转盘;33.电机;34.法兰;35.理片柱;36.接近开关a;40.吸盘;41.水平移送安装板;42.滑块;43.水平移送轨道;44.取料举升板;45.气缸a;46.法兰安装板;47.竖直导轨;48.冲片吸盘座;49.过渡法兰。
输入点:X0,X1 成品码叠工位(双工位)有无片检知;X2 取料气缸a上限,X3气缸a下限;X4 工位切换座就位检知;X5 取料检知;X6 定位盘坯片就位检知;X7 空;X10 激光传感器(理片缺口检知);X11 理片旋转起始点;X12 程序启动;X13 复位;X14 理片机急停;X21 水平移动驱动;X22 理片旋转驱动;X26 远限;X27 前限;
输出点:Y0,Y6水平移动驱动;Y1,Y7 理片旋转驱动;Y13 启动指示灯;Y14冲床故障;Y15 蜂鸣器;Y16 01 02冲床停止。
具体实施方式
为了使本发明的发明目的、技术方案及其有益技术效果更加清晰,以下结合附图和具体实施方式,对本发明进行进一步详细说明;
在附图中:一种适用于大尺寸薄型电机冲片的校正装置,包括与冲床相配合的输送机构1,输送机构1的末端通过连接机构与机架2相连接固定,机架2的中间层设置有冲片校正机构3,冲片校正机构3的上方设置有水平移送机构4,水平移送机构4垂直于输送机构1设置,水平移送机构4的末端下方对应设置有成品接料机构5,成品接料机构5与输送机构1平行设置;实现对冲片进行逐片理片,再抓举移送进行堆叠,有效防止理片过程中发生卡片、冲片周边变形等情况。
所述的水平移送机构4包括水平移送安装板41,水平移送安装板41上对称设置有四个滑块42,滑块42与设置在机架上层底部的水平移送轨道43相配合;所述的水平移送安装板41上方设置有取料举升板44,取料举升板44与水平移送安装板41之间对称设置有两个气缸a45;所述的水平移送安装板41下方设置有法兰安装板46,法兰安装板46与取料举升板44之间对称设置有竖直导轨47;冲片吸盘座48通过过渡法兰49与法兰安装板46相连接固定;冲片吸盘座48上设置有若干个吸盘40;通过气缸a的伸缩带动取料举升板沿竖直导轨上下运动,从而实现吸盘座的上下移动,便于吸盘抓取冲片;冲片吸盘座设置为六爪,六爪沿圆周方向均匀分布,每个爪部都是只有吸盘,确保抓取冲片时,冲片受力均匀,避免冲片发生变形,确保冲片结构稳定。
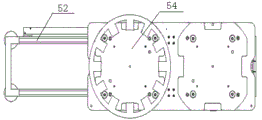
所述的成品接料机构5包括料架51,料架51上设置滑轨52,成品切换板53与滑轨52相配合,成品切换板53上设置有定位座54,定位座54上设置有子弹头状的定位柱55;定位柱对称设置在定位座的四个角落;使冲片在堆叠时更稳定;所述的成品切换板53通过设置在其下方的气缸b54提供动力;通过PLC程序控制,在冲片计数达到设定值时,成品切换板随气缸b运动,完成工位切换;所述的料架51上还设置有接近开关b56,成品切换板53上设置有与接近开关56相匹配的感应座57;更好的实现成品切换板的位置精准定位,使冲片堆叠更快速、稳定、高效。
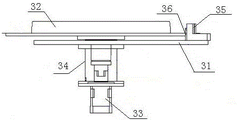
所述的冲片校正机构3包括固定在机架2上的安装板31,安装板31上方设置有一体的定位柱及转盘32,定位柱及转盘32通过电机33驱动,电机33固定在安装板下方的法兰34上,电机33的传动部分设置在法兰34内部;所述的安装板31上设置有理片柱35,定位柱及转盘32下方与理片柱35相对应的位置设置有接近开关a36。理片柱的高度设置为30-50mm,便于单片冲片的理片,避免出现卡片的情况。
所述的输送机构1与冲床配合的一端设置有可调托架11,可调托架11上端与型材架12相连接固定,型材架12下方固定有减速电机13,型材架12靠近减速电机13的一端设置有主动轴14,另一端设置有从动轴15,输送带16配合套设在主动轴14及从动轴15上;所述的型材架12末端设置有压辊座17,压辊座17上设置有压辊18;可调托架的高度可调,可以时输送带的端部高度可调,以满足不同的使用环境。
所述的机架2设置为三层框架,在上层和中层之间的侧面设置有水平移送减速机21和水平移送电机22,机架2上与水平移送轨道43相对应的一端设置有主动同步轮23,另一端设置有从动同步轮24。
本发明的具体实施:初始位置时,水平移送组位于冲片校正机构上方,随时准备抓取冲片;冲床冲制结束后,收料槽将冲片接取出冲床,并最终滑落到输送带上,输送带保持匀速运动,将冲片向冲片校正机构方向移送,末端压辊可防止冲片弯曲过大出现卡片现象。冲片从输送机构移动到冲片校正机构后,冲片校正机构电机快速启动,定位柱保证冲片中心位置,转盘则带动冲片旋转,当冲片记号槽经过理片柱时,冲片原先被理片柱托起的位置会落下,冲片会与托盘贴合,托盘下方在理片柱位置的接近开关a感应到冲片,理片电机停止工作,冲片保持统一固定位置。接收到理片结束的信号后,水平移送机构的气缸a工作,通过举升板驱动使整组吸盘向下运动,抓取冲片,抓取后气缸a复位,吸盘即可将冲片吸起,以上动作完成后水平移送电机工作,将整个水平移送机构向成品接取机构位置移动,到位后,吸盘将冲片放下,冲片码叠至定位柱,冲片放下后,水平移送机构迅速复位到理片组上方。冲片码叠到定位柱的同时,系统进行计数,当冲片数量达到预设值后,成品接取机构的气缸工作,将成品切换座切换一个新的工位继续接取冲片。以上动作进行时,输送带同时也在输送冲片,各动作循环进行,行程连续的工作。
理片装置各位置信号相互关系及信号控制:
1.开机时,检查工位切换座两工位(X0,X1)应处于无片状态,工位切换检知(X4)处于就位状态,升降气缸(Y22-07)处于上限(X2),否则应有报警。
2.理片机先冲床启动。
3.理片机开机后,先复位回原点,变频器处于通电状态;然后启动理片机程序,此时,输送带电机(Y1703COM 04M1)先处于工作状态;冲床工作后,冲片通过输送带至定位盘。来料就位检知(X6)检测到来片后(此处可以考虑延时),取料升降气缸(Y22-07)工作至下限(X3)后即回到上限(X2),此时取料检知(X5)工作(可作计数用),检测到有片后,在这两个条件(下划线处)都满足的情况下,水平伺服方可开始工作。水平移动至理片工作开始点(X11)时,理片伺服方可开始工作,此时水平伺服、理片伺服同时工作。在水平移动距离到750mm(可变),激光传感器(X10)检测到冲片记号槽(只有检测到冲片记号槽时理片动作方可停止),且成品码叠工位(X1)处于无片状态(理片机启动,气缸默认处于回缩状态,即X1处于工作位),工位切换检知(X4)处于就位状态,此时真空阀关闭,吹起打开,冲片落下;取料检知(X5)处于无片状态后,吹气(Y20-06)关闭,真空阀(Y20-05)打开,水平伺服同时工作至原点后,重复上述动作。
4.工位切换座在工作位置X0或X1上达到冲片计数设定值时,在吹气(Y21-06)关闭后,且X0、X1两工位只有某一工位检知有片的情况下,工位切换(Y23-08)方可工作;即X0、X1两工位均无片或某一工位有片时方能工作,否则报警。工位切换后,段位计数清零。
5.触摸屏参照机械手的设定,计数有总产值、当日产值及段位计数;参数设置分手动设定和自动设定、理片电机正反转、程序触发X6(定位盘来片就位检知)延时设定、密码设定。
上述实施例仅仅是为清楚地说明本发明所作的描述,而并非对实施方式的限定,对于所属领域的技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无需也无法对所有的实施方式予以穷举,而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
Claims (4)
1.一种适用于大尺寸薄型电机冲片的校正装置,其特征在于:包括与冲床相配合的输送机构(1),输送机构(1)的末端通过连接机构与机架(2)相连接固定,机架(2)的中间层设置有冲片校正机构(3),冲片校正机构(3)的上方设置有水平移送机构(4),水平移送机构(4)垂直于输送机构(1)设置,水平移送机构(4)的末端下方对应设置有成品接料机构(5),成品接料机构(5)与输送机构(1)平行设置;
所述的水平移送机构(4)包括水平移送安装板(41),水平移送安装板(41)上对称设置有四个滑块(42),滑块(42)与设置在机架上层底部的水平移送轨道(43)相配合;所述的水平移送安装板(41)上方设置有取料举升板(44),取料举升板(44)与水平移送安装板(41)之间对称设置有两个气缸a(45);所述的水平移送安装板(41)下方设置有法兰安装板(46),法兰安装板(46)与取料举升板(44)之间对称设置有竖直导轨(47);冲片吸盘座(48)通过过渡法兰(49)与法兰安装板(46)相连接固定;冲片吸盘座(48)上设置有若干个吸盘(40);
所述的成品接料机构(5)包括料架(51),料架(51)上设置滑轨(52),成品切换板(53)与滑轨(52)相配合,成品切换板(53)上设置有定位座(54),定位座(54)上设置有子弹头状的定位柱(55);所述的成品切换板(53)通过设置在其下方的气缸b(54)提供动力;所述的料架(51)上还设置有接近开关b(56),成品切换板(53)上设置有与接近开关b(56)相匹配的感应座(57)。
2.根据权利要求1所述的一种适用于大尺寸薄型电机冲片的校正装置,其特征在于:所述的冲片校正机构(3)包括固定在机架(2)上的安装板(31),安装板(31)上方设置有一体的定位柱及转盘(32),定位柱及转盘(32)通过电机(33)驱动,电机(33)固定在安装板下方的法兰(34)上,电机(33)的传动部分设置在法兰(34)内部;所述的安装板(31)上设置有理片柱(35),定位柱及转盘(32)下方与理片柱(35)相对应的位置设置有接近开关a(36)。
3.根据权利要求1所述的一种适用于大尺寸薄型电机冲片的校正装置,其特征在于:所述的输送机构(1)与冲床配合的一端设置有可调托架(11),可调托架(11)上端与型材架(12)相连接固定,型材架(12)下方固定有减速电机(13),型材架(12)靠近减速电机(13)的一端设置有主动轴(14),另一端设置有从动轴(15),输送带(16)配合套设在主动轴(14)及从动轴(15)上;所述的型材架(12)末端设置有压辊座(17),压辊座(17)上设置有压辊(18)。
4.根据权利要求1所述的一种适用于大尺寸薄型电机冲片的校正装置,其特征在于:所述的机架(2)设置为三层框架,在上层和中层之间的侧面设置有水平移送减速机(21)和水平移送电机(22),机架(2)上与水平移送轨道(43)相对应的一端设置有主动同步轮(23),另一端设置有从动同步轮(24)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010841332.8A CN112045080B (zh) | 2020-08-20 | 2020-08-20 | 一种适用于大尺寸薄型电机冲片的校正装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010841332.8A CN112045080B (zh) | 2020-08-20 | 2020-08-20 | 一种适用于大尺寸薄型电机冲片的校正装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112045080A true CN112045080A (zh) | 2020-12-08 |
| CN112045080B CN112045080B (zh) | 2021-11-12 |
Family
ID=73599791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010841332.8A Active CN112045080B (zh) | 2020-08-20 | 2020-08-20 | 一种适用于大尺寸薄型电机冲片的校正装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112045080B (zh) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113001043A (zh) * | 2021-04-07 | 2021-06-22 | 温州泰昌铁塔制造有限公司 | 用于输变电铁塔构件切割的激光切割装置 |
| CN113410962A (zh) * | 2021-08-23 | 2021-09-17 | 深圳市冠群电子有限公司 | 一种电机定子硅钢片叠片工装平台 |
| CN113922605A (zh) * | 2021-10-27 | 2022-01-11 | 台州市华熠冲件有限公司 | 一种定子冲片用稳定叠压设备及其叠压工艺 |
| CN114798949A (zh) * | 2022-04-27 | 2022-07-29 | 佛山市赛鸽机器人智能科技有限公司 | 一种板条组自动上料送料设备 |
| CN115255095A (zh) * | 2022-07-29 | 2022-11-01 | 河南永荣动力科技有限公司 | 一种电机定转子冲压用多工位e型机械臂送料方法 |
| CN115625267A (zh) * | 2022-12-22 | 2023-01-20 | 靖江市天勤电机科技有限公司 | 一种单槽高速冲床坐标式上下料机构 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2077336U (zh) * | 1990-09-25 | 1991-05-22 | 王胜彬 | 理片机 |
| EP1515418A2 (en) * | 2003-09-10 | 2005-03-16 | Aisin Aw Co., Ltd. | Manufacturing method for a motor layered core, manufacturing apparatus thereof, and stacking jig thereof |
| CN201887610U (zh) * | 2010-10-09 | 2011-06-29 | 信质电机股份有限公司 | 电机转子铁芯冲片叠压装置的校正机构 |
| CN203843033U (zh) * | 2014-04-23 | 2014-09-24 | 桐乡市锡良罐业有限公司 | 筒盖冲压上料装置 |
| CN104226843A (zh) * | 2014-08-26 | 2014-12-24 | 靖江市天勤电机科技有限公司 | 一种电机定转子冲片多用途送料机械手 |
| CN105449947A (zh) * | 2016-01-12 | 2016-03-30 | 山东力久特种电机股份有限公司 | 自动电机冲片理片机 |
| CN106141017A (zh) * | 2016-08-29 | 2016-11-23 | 山东力久特种电机股份有限公司 | 高速冲床电机冲片自动理片送料卸料机械手及方法 |
| CN108566056A (zh) * | 2018-03-22 | 2018-09-21 | 王健 | 一种定转子全自动理片机 |
| CN208696143U (zh) * | 2018-08-03 | 2019-04-05 | 常州市臻程智能设备有限公司 | 一种汽车电机花边转子片自动理片机 |
| CN208797793U (zh) * | 2018-08-28 | 2019-04-26 | 江苏大中电机股份有限公司 | 超高效电机定子转子自动冲分理集成装置 |
| CN209773288U (zh) * | 2018-12-19 | 2019-12-13 | 天津滨海通达动力科技有限公司 | 一种冲床自动化抓取系统 |
| CN110773660A (zh) * | 2019-10-22 | 2020-02-11 | 靖江市天勤电机科技有限公司 | 一种送收一体机械手 |
-
2020
- 2020-08-20 CN CN202010841332.8A patent/CN112045080B/zh active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2077336U (zh) * | 1990-09-25 | 1991-05-22 | 王胜彬 | 理片机 |
| EP1515418A2 (en) * | 2003-09-10 | 2005-03-16 | Aisin Aw Co., Ltd. | Manufacturing method for a motor layered core, manufacturing apparatus thereof, and stacking jig thereof |
| KR20050026882A (ko) * | 2003-09-10 | 2005-03-16 | 아이신에이더블류 가부시키가이샤 | 모터용 적층 코어의 제조 방법, 그 제조 장치, 및 적층지그 |
| CN201887610U (zh) * | 2010-10-09 | 2011-06-29 | 信质电机股份有限公司 | 电机转子铁芯冲片叠压装置的校正机构 |
| CN203843033U (zh) * | 2014-04-23 | 2014-09-24 | 桐乡市锡良罐业有限公司 | 筒盖冲压上料装置 |
| CN104226843A (zh) * | 2014-08-26 | 2014-12-24 | 靖江市天勤电机科技有限公司 | 一种电机定转子冲片多用途送料机械手 |
| CN105449947A (zh) * | 2016-01-12 | 2016-03-30 | 山东力久特种电机股份有限公司 | 自动电机冲片理片机 |
| CN106141017A (zh) * | 2016-08-29 | 2016-11-23 | 山东力久特种电机股份有限公司 | 高速冲床电机冲片自动理片送料卸料机械手及方法 |
| CN108566056A (zh) * | 2018-03-22 | 2018-09-21 | 王健 | 一种定转子全自动理片机 |
| CN208696143U (zh) * | 2018-08-03 | 2019-04-05 | 常州市臻程智能设备有限公司 | 一种汽车电机花边转子片自动理片机 |
| CN208797793U (zh) * | 2018-08-28 | 2019-04-26 | 江苏大中电机股份有限公司 | 超高效电机定子转子自动冲分理集成装置 |
| CN209773288U (zh) * | 2018-12-19 | 2019-12-13 | 天津滨海通达动力科技有限公司 | 一种冲床自动化抓取系统 |
| CN110773660A (zh) * | 2019-10-22 | 2020-02-11 | 靖江市天勤电机科技有限公司 | 一种送收一体机械手 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113001043A (zh) * | 2021-04-07 | 2021-06-22 | 温州泰昌铁塔制造有限公司 | 用于输变电铁塔构件切割的激光切割装置 |
| CN113410962A (zh) * | 2021-08-23 | 2021-09-17 | 深圳市冠群电子有限公司 | 一种电机定子硅钢片叠片工装平台 |
| CN113410962B (zh) * | 2021-08-23 | 2021-11-05 | 深圳市冠群电子有限公司 | 一种电机定子硅钢片叠片工装平台 |
| CN113922605A (zh) * | 2021-10-27 | 2022-01-11 | 台州市华熠冲件有限公司 | 一种定子冲片用稳定叠压设备及其叠压工艺 |
| CN113922605B (zh) * | 2021-10-27 | 2022-11-04 | 台州市华熠冲件有限公司 | 一种定子冲片用稳定叠压设备及其叠压工艺 |
| CN114798949A (zh) * | 2022-04-27 | 2022-07-29 | 佛山市赛鸽机器人智能科技有限公司 | 一种板条组自动上料送料设备 |
| CN114798949B (zh) * | 2022-04-27 | 2023-12-29 | 佛山市赛鸽机器人智能科技有限公司 | 一种板条组自动上料送料设备 |
| CN115255095A (zh) * | 2022-07-29 | 2022-11-01 | 河南永荣动力科技有限公司 | 一种电机定转子冲压用多工位e型机械臂送料方法 |
| CN115625267A (zh) * | 2022-12-22 | 2023-01-20 | 靖江市天勤电机科技有限公司 | 一种单槽高速冲床坐标式上下料机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112045080B (zh) | 2021-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112045080B (zh) | 一种适用于大尺寸薄型电机冲片的校正装置 | |
| CN207451079U (zh) | 一种餐盘的自动上料下料设备 | |
| CN103552871B (zh) | 一种用于纸板堆叠的离线自动点数翻板机和堆叠方法 | |
| CN105269155A (zh) | 一种太阳能电池片激光划片机及其加工方法 | |
| CN106738025B (zh) | 一种用于键盘膜打孔的自动化生产线 | |
| CN212892716U (zh) | 单片物料供料系统 | |
| CN202737043U (zh) | 回转式扣式电池物理放电机 | |
| CN214216447U (zh) | 板材生产线及其打标机构 | |
| CN213833910U (zh) | 一种自动网版印刷机用自动收料机构 | |
| CN109607221B (zh) | 一种拼装式泡棉码垛拆垛设备 | |
| CN212241374U (zh) | 一种适用于热固性树脂产品的花纸冲切生产线 | |
| CN216444653U (zh) | 料带放料机 | |
| CN216083730U (zh) | 一种点数机 | |
| CN108687886A (zh) | 一种面板送料装置及门板胶合生产线 | |
| CN104441049A (zh) | 装饰材料裁切系统 | |
| CN114589252A (zh) | 一种引线框架生产用剪切装置 | |
| CN210214132U (zh) | 一种单台面双工位片料机 | |
| CN208603334U (zh) | 双工位硫酸钙基材吸板装置 | |
| CN216686203U (zh) | 带视觉功能的板件放板机 | |
| CN210455394U (zh) | 一种自动调整定位式纸箱供料机 | |
| CN219193755U (zh) | 一种上片机 | |
| CN216181154U (zh) | 一种圆刀机收料装置 | |
| CN214114410U (zh) | 一种智能给纸机 | |
| CN217859438U (zh) | 一种激光割胶对贴一体机 | |
| CN214933012U (zh) | 双层收料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |