CN112025305A - 一种简统化腕臂预配用平斜腕臂预配系统 - Google Patents
一种简统化腕臂预配用平斜腕臂预配系统 Download PDFInfo
- Publication number
- CN112025305A CN112025305A CN202010761587.3A CN202010761587A CN112025305A CN 112025305 A CN112025305 A CN 112025305A CN 202010761587 A CN202010761587 A CN 202010761587A CN 112025305 A CN112025305 A CN 112025305A
- Authority
- CN
- China
- Prior art keywords
- cantilever
- positioning
- plate
- pin
- wrist
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000012546 transfer Methods 0.000 claims abstract description 139
- 230000007246 mechanism Effects 0.000 claims abstract description 123
- 238000005520 cutting process Methods 0.000 claims abstract description 17
- 210000000707 wrist Anatomy 0.000 claims description 154
- 239000000463 material Substances 0.000 claims description 35
- 210000000078 claw Anatomy 0.000 claims description 12
- 238000003860 storage Methods 0.000 claims description 10
- 230000000903 blocking effect Effects 0.000 claims description 2
- 238000012545 processing Methods 0.000 abstract description 27
- 238000009434 installation Methods 0.000 abstract description 13
- 238000003825 pressing Methods 0.000 description 47
- 238000000034 method Methods 0.000 description 41
- 230000008569 process Effects 0.000 description 37
- 238000003780 insertion Methods 0.000 description 10
- 230000037431 insertion Effects 0.000 description 10
- 239000000725 suspension Substances 0.000 description 8
- 238000001514 detection method Methods 0.000 description 6
- 238000002955 isolation Methods 0.000 description 5
- 238000011179 visual inspection Methods 0.000 description 5
- 230000009471 action Effects 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 238000005457 optimization Methods 0.000 description 4
- 230000000149 penetrating effect Effects 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000005553 drilling Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 210000000080 chela (arthropods) Anatomy 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
Images






























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P23/00—Machines or arrangements of machines for performing specified combinations of different metal-working operations not covered by a single other subclass
- B23P23/02—Machine tools for performing different machining operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0042—Devices for removing chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/08—Work-clamping means other than mechanically-actuated
Abstract
一种简统化腕臂预配用平斜腕臂预配系统,包括依次设置的管材上料机构、转移机构、锯切机构、中转定位机构、连接件安装机构和装配机构,其中连接件安装机构的侧方设置有连接件供料机构。本发明提供一种简统化腕臂预配用平斜腕臂预配系统,能够高效率、高精度地完成平斜腕臂的加工预配。
Description
技术领域
本发明涉及腕臂预配技术领域,具体的说是一种简统化腕臂预配用平斜腕臂预配系统。
背景技术
在牵引供电系统中,腕臂是接触网的重要组成部分,腕臂通常安装在支柱的上部,用于支撑接触悬挂,并且起到传递负荷的作用,腕臂一般使用圆形钢管制成,长度与接触悬挂的结构高度、支柱侧面限界以及支柱所处位置等因素相关。随着技术的发展,腕臂结构也不断发生变化,目前已经逐渐开始使用简统化腕臂。简统化腕臂主要由平腕臂、斜腕臂、组合承力索座、铝合金支撑、支撑连接器、组合定位环、管帽和定位器等部件组成。现有技术中,平斜腕臂的加工和预配多采用人工加工,效率很低。
发明内容
为了解决现有技术中的不足,本发明提供一种简统化腕臂预配用平斜腕臂预配系统,能够高效率、高精度地完成平斜腕臂的加工预配。
为了实现上述目的,本发明采用的具体方案为:一种简统化腕臂预配用平斜腕臂预配系统,包括依次设置的管材上料机构、转移机构、锯切机构、中转定位机构、连接件安装机构和装配机构,其中连接件安装机构的侧方设置有连接件供料机构。
作为上述简统化腕臂预配用平斜腕臂预配系统的进一步优化:所述管材上料机构包括储料单元,储料单元包括若干个料架,料架上固定设置有两个相互平行的挡板,两个挡板之间设置有两个倾斜的支撑杆,并且支撑杆与挡板相互平行,其中一个挡板的外侧固定连接有端头定位气缸,且端头定位气缸的活塞杆伸入到两个挡板之间。
作为上述简统化腕臂预配用平斜腕臂预配系统的进一步优化:所述转移机构包括天轨,天轨驱动连接有转移机器人,转移机器人驱动连接有夹具,夹具至少一个气爪。
作为上述简统化腕臂预配用平斜腕臂预配系统的进一步优化:所述锯切机构包括用于支撑腕臂的支撑组件和用于锯切腕臂的锯切组件;所述支撑组件包括多个沿直线分布的锯切钳,锯切钳包括固定板和用于将所述腕臂顶紧在固定板上的顶紧块;所述锯切组件包括锯切机、用于驱动锯切机沿所述腕臂的径向移动的第一驱动单元和用于驱动锯切机沿腕臂的轴向移动的第二驱动单元;所述中转定位机构包括平腕臂中转定位单元和斜腕臂中转定位单元,平腕臂中转定位单元与斜腕臂中转定位单元之间设置有多个用于支撑所述腕臂的定位座,并且所有定位座沿直线分布。
作为上述简统化腕臂预配用平斜腕臂预配系统的进一步优化:所述连接件供料机构包括定位板、与定位板可拆卸连接的料车、可拆卸设置在料车上的多个料盘以及固定设置在料盘上的多个用于固定连接件的连接器,定位板与料车之间设置有料车定位机构,料车定位机构包括固定设置在定位板上的第三对射光电传感器和若干个延伸板,料车上固定设置有与第三对射光电传感器相对应的挡杆和若干个与延伸板一一对应的连接片,连接片上开设有用于容纳延伸板的插槽,连接器包括连接件定位底板和固定设置在连接件定位底板上的多个用于对连接件进行限位的限位件。
有益效果:本发明能够实现简统化腕臂的自动加工和预配。
附图说明
图1是本发明的整体结构示意图;
图2是本发明的整体结构俯视图;
图3是储料机构的结构示意图;
图4是储料单元的结构示意图A;
图5是储料单元的结构示意图B;
图6是目检支撑单元的结构示意图;
图7是逆止单元的结构示意图;
图8是转移机构的结构示意图;
图9是夹具的结构示意图;
图10是锯切机构的结构示意图;
图11是锯切机构中平腕臂定位单元的结构示意图;
图12是锯切钳的结构示意图;
图13是锯切机的结构示意图;
图14是锯切机构中斜腕臂定位单元的结构示意图;
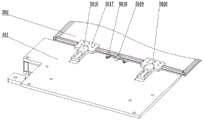
图15是中转定位机构的结构示意图;
图16是平腕臂中转定位单元的结构示意图;
图17是斜腕臂中转定位单元的结构示意图;
图18是料车的结构示意图;
图19是连接件结构示意图;
图20是料车定位机构的结构示意图;
图21是料车定位气缸的设置方式示意图;
图22是料车定位气缸在将料车定位后的状态示意图;
图23是连接件安装机构的结构示意图;
图24是连接件安装机构与连接件的配合方式示意图;
图25是连接件安装到定位管上的状态示意图;
图26是拧紧机的设置方式示意图;
图27是旋转卡盘的设置方式示意图;
图28是装配机构的结构示意图;
图29是装配机构的俯视图;
图30是装配机构的主视图;
图31是销轴调节夹爪的结构示意图。
附图说明:1-储料机构,
101-储料单元,103-支架,104-目检支撑单元,105-第一支撑杆,106-挡板,107-逆止单元,108-限位杆,109-料架,1010-端头定位气缸,1011-隔离定位气缸,1012-延伸杆,1013-支撑片,1014-支撑滚轮,1015-扭簧合页,1016-连接板,1017-限位滚轮,1018-第一顶升气缸,1019-顶块,1020-第一限位槽,
2-转移机构,
201-天轨,202-转移机器人,203-夹具,204-连接盘,205-第一连接杆,206-气爪,207-第一对射光电传感器,
3-锯切机构,
301-安装杆,302-端部支撑板,303-压紧电机,304-第一摆动臂,305-压板,306-第一伺服钻孔机,307-容纳槽,308-支撑块,309-第二对射光电传感器,3010-齿条,3011-废料滑道,3012-腕臂,3013-移动支撑板,3014-第一伺服驱动器,3015-锯切钳,3016-锯切机,3017-锯切支撑板,3018-第二伺服驱动器,3019-第二伺服钻孔机,3020-平腕臂推板,3021-第一压紧气缸,3022-第一压紧杆,3023-垂直板,3024-水平板,3025-固定板,3026-通槽,3027-第一支撑辊,3028-顶紧块,3029-第二限位槽,3030-夹持气缸,3031-调节气缸,3032-滑轨,3033-滑块,3034-立柱,3035-U型槽,3036-托辊,3037-长槽,3038-激光测距传感器,3039-侧板,3040-连接轴,3041-转动板,3042-斜腕臂定位销,3043-第二顶升气缸,3044-推动气缸,3045-第一安装板,
4-中转定位机构,
401-平腕臂中转定位单元,402-连接条,403-定位座,404-斜腕臂中转定位单元,405-平腕臂中转定位底板,406-平腕臂中转定位销,407-活动板,408-平腕臂中转定位导轨,409-平腕臂中转定位气缸,4010-斜腕臂中转定位底板,4011-斜腕臂中转定位销,4012-缓冲器,4013-固定块,4014-限位螺栓,4015-压块,4016-压块垂直驱动气缸,4017-压块水平驱动气缸,
5-连接件供料机构,
501-定位板,502-料车定位机构,503-料盘,504-料车,505-连接件,506-第一转动体,507-第二转动体,508-紧固螺栓,509-紧固螺母,5010-第一悬挂板,5011-主定位柱,5012-连接件定位底板,5013-螺栓限位板,5014-弹片,5015-靠销,5016-延伸板,5017-连接片,5018-第三对射光电传感器,5019-挡杆,5020-插槽,5021-定位支撑板,5022-导向板,5023-上滑槽,5024-斜滑槽,5025-下滑槽,5026-滑杆,5027-料车定位气缸,5028-第一支撑座,5029-定位顶块,5030-联动杆,
6-连接件安装机构,
601-底座,602-主支撑板,603-第三安装板,604-安装座,605-第四光电传感器,606-连接件定位气缸,607-连接件定位销,608-对中夹爪,609-夹紧板,6010-滚筒,6011-第二悬挂板,6012-通孔,6013-连接臂,6014-连接件销轴,6015-支撑台,6016-外固定板,6017-第一销轴,6018-第二压紧气缸,6019-第二销轴,6020-转动连接片,6021-第二连接杆,6022-内固定板,6023-第二摆动臂,6024-第二压紧杆,6025-预紧气缸,6026-预紧压块,6027-腕臂,6028-拧紧机,6029-底板,6030-支撑气缸,6031-第二支撑杆,6032-安装块,6033-副支撑板,6034-第二支撑辊,6035-环形定位槽,
7-装配机构,
701-第二支撑座,702-销轴料道,703-销轴,704-销轴横向输送单元,705-销轴升降滑台,706-销轴转移夹爪,707-销轴调节夹爪,708-第一连接板,709-第二连接板,7010-平腕臂,7011-斜腕臂,7012-销轴锁紧夹爪,7013-移动板,7014-滑道调节气缸,7015-横向推动气缸,7016-导轨,7017-第二安装板,7018-开口销滑道,7019-第一开口销推杆,7020-第二开口销推杆,7021-开口销料架,7022-开口销,7023-头部,7024-开口销插孔,7025-电机,7026-容腔,7027-套筒,7028-伸缩杆,7029-限位块,7030-弹簧,7031-定位插头,7032-视觉滑台,7033-视觉相机,7034-机器人,7035-腕臂夹爪调节气缸,7036-腕臂夹爪,7037-平腕臂底座,7038-斜腕臂底座,
8-喷码机,
9-旋转卡盘。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
一种简统化腕臂预配用平斜腕臂预配系统,包括依次设置的管材上料机构1、转移机构2、锯切机构3和中转定位机构4。
管材上料机构1包括储料单元101,储料单元101包括若干个料架109,料架109上固定设置有两个相互平行的挡板106,两个挡板106之间设置有两个倾斜的支撑杆105,并且支撑杆105与挡板106相互平行,其中一个挡板106的外侧固定连接有端头定位气缸1010,且端头定位气缸1010的活塞杆伸入到两个挡板106之间。
转移机构2包括天轨201,天轨201驱动连接有转移机器人202,转移机器人202驱动连接有夹具203,夹具203至少一个气爪206。
包括用于支撑腕臂3012的支撑组件和用于锯切腕臂3012的锯切组件。
支撑组件包括多个沿直线分布的锯切钳3015,锯切钳3015包括固定板3025和用于将腕臂3012顶紧在固定板3025上的顶紧块3028。
锯切组件包括锯切机3016、用于驱动锯切机3016沿腕臂3012的径向移动的第一驱动单元和用于驱动锯切机3016沿腕臂3012的轴向移动的第二驱动单元。
中转定位机构4包括平腕臂中转定位单元401和斜腕臂中转定位单元404,平腕臂中转定位单元401与斜腕臂中转定位单元404之间设置有多个用于支撑腕臂3012的定位座403,并且所有定位座403沿直线分布。
本发明在使用时,首先将用于加工平腕臂和斜腕臂的管件放入到管材上料机构1中,然后管材上料机构1对管件进行调整,随后转移机构2将管件转移到锯切机构3中进行加工,因为管材上料机构1已经对管件进行了调整,因此转移机构2能够精确地抓取管件并且进行转移,接着锯切机构3对管件进行锯切加工得到成品的平腕臂和斜腕臂,此后转移机构2将成品的平腕臂和斜腕臂转移到中转定位机构4上,最后中转定位机构4对成品的平腕臂和斜腕臂进行定位,以便在后续的平腕臂和斜腕臂装配过程中能够提高装配效率和精度。
管材上料机构1具体的工作过程为:首先通过人工的方式将用于加工腕臂的管件放到料架109上,管件位于支撑杆105上并且位于两个挡板106之间,因为支撑杆105是倾斜设置的,所以管件会沿支撑杆105向下滚动,管件在滚动到与端头定位气缸1010对应的位置时可以将管件的位置固定,例如通过增加限位件的方式避免管件继续向下滚动,然后利用端头定位气缸1010推动管件,直到管件抵在另外一个挡板106上,在端头定位气缸1010的作用下,所有进入到料架109中的管件位置都是一致的。
转移机构2具体的工作过程为:在储料单元101中存放有管件的情况下,转移机构2可以启动,天轨201首先驱动转移机器人202移动到与料架109相对应的位置,然后转移机器人202将夹具203移动到靠近管件,过程中气爪206张开,随后转移机器人202利用气爪206将管件抓起,最后转移机器人202和天轨201可以协同作用将管件移送至腕臂加工设备上进行加工。
锯切机构3具体的工作过程为:首先利用支撑组件对腕臂3012进行支撑,具体地说利用顶紧块3028将腕臂3012顶紧到固定板3025上从而将腕臂3012夹紧,然后利用第一驱动单元驱动锯切机3016沿腕臂3012的长度方向延伸,到达目标位置后利用第二驱动单元驱动锯切机3016沿腕臂3012的径向延伸,从而使锯切机3016能够将腕臂3012切断,完成对腕臂3012的锯切过程。
中转定位机构4具体的工作过程为:当需要对平腕臂进行定位时,转移机构2将平腕臂放置到定位座403上,利用定位座403对平腕臂进行支撑,然后平腕臂中转定位单元401对平腕臂进行定位,当需要对斜腕臂进行定位时,转移机构2将斜腕臂放置到定位座403上,利用定位座403对斜腕臂进行支撑,然后斜腕臂中转定位单元404对斜腕臂进行定位。
本发明能够自动完成平腕臂和斜腕臂的锯切加工以及中转定位,加工效率更高,而且便于后续将平腕臂和斜腕臂装配到一起。
为了在后续平腕臂和斜腕臂装配的过程中保证型号的匹配,锯切机构3与中转定位机构4之间设置有喷码机8。转移机构2在将平腕臂或者斜腕臂从锯切机构3转移到中转定位机构4上的过程中利用喷码机8在平腕臂或者斜腕臂上进行喷码,以区别不同型号的平腕臂或者斜腕臂。
储料单元101包括若干个料架109,料架109上固定设置有两个相互平行的挡板106,两个挡板106之间设置有两个倾斜的支撑杆105,并且支撑杆105与挡板106相互平行,其中一个挡板106的外侧固定连接有端头定位气缸1010,且端头定位气缸1010的活塞杆伸入到两个挡板106之间。
为了提升空间利用率,并且简化转移机器人202控制程序的复杂度,储料单元101包括支架103,所有料架109均固定设置在支架103上,并且所有料架109从上到下依次排列。无论转移机器人202需要抓取哪个料架109上的管件,天轨201都可以将转移机器人202移动到一个固定位置,无需根据料架109的位置不断对转移机器人202的位置进行调整,从而在简化转移机器人202控制程序复杂度的同时提升了整体的上料效率。
为了保证管件质量能够满足腕臂加工的使用需求,需要对管件进行检验,为了实现这一目的,料架109侧方设置有至少一个目检支撑单元104,目检支撑单元104包括两个与料架109固定连接的延伸杆1012,并且两个延伸杆1012高度相同,延伸杆1012上固定设置有两个滚动支撑组件,滚动支撑组件包括两个相互平行的支撑片1013和转动设置在两个支撑片1013之间的支撑滚轮1014,两个滚动支撑组件的支撑滚轮1014之间留有距离。人工将管件放入到料架109中之前,可以先将管件放到目检支撑单元104上,具体地说,管件的端部位于两个支撑滚轮1014之间并且被支撑滚轮1014支撑,利用支撑滚轮1014对管件进行支撑可以使管件能够灵活转动,从而便于人工检验。
限位件的具体设置方式为:支撑杆105的下端一体连接有限位杆108,限位杆108与支撑杆105相互垂直,并且限位杆108与支撑杆105之间平滑过渡,端头定位气缸1010靠近限位杆108的侧方。
为了保证管件只能在料架109中单向移动,避免被从料架109中取出造成因为转移机构2失去目标而中止上料,料架109固定连接有若干个逆止单元107,并且逆止单元107位于支撑杆105的上方,逆止单元107包括扭簧合页1015,扭簧合页1015的其中一个连接板1016与料架109固定连接,扭簧合页1015的另外一个连接板1016转动连接有多个限位滚轮1017。限位滚轮1017保证管件仍然能够正常向下滚动,扭簧合页1015因为只能够单向转动,所以能够在管件从料架109中取出的过程中对管件进行阻挡,避免管件被取出。
因为腕臂加工过程中需要使用到多种管件,不同管件的长度不同,造成不同管件的重量不同,较重的管件在夹具203抓取的过程中可能出现不平衡的情况,因此其中一个料架109上固定设置有多个顶升单元,顶升单元包括与料架109固定连接的第一顶升气缸1018,第一顶升气缸1018的活塞杆向上延伸并且固定连接有顶块1019,顶块1019上开设有用于容纳管件的第一限位槽1020,该料架109上的端头定位气缸1010的侧方固定设置有隔离定位气缸11,并且该端头定位气缸1010与隔离定位气缸11之间留有距离。在夹具203将管件抓起之前,第一顶升气缸1018首先向上推动顶块1019,利用顶块1019将管件顶起,并且使管件位于第一限位槽1020中以避免管件从侧方滑落,考虑到料架109中会有多个管件,较重的管件会阻碍顶块1019正常移动,为了给顶块1019预留出活动空间设置了隔离定位气缸11,端头定位气缸1010和隔离定位气缸11分别将料架109上位于最下方的两个管件顶紧,从而使两个管件之间留出间隙,该间隙即可作为顶块1019的活动空间。
夹具203的具体结构为:夹具203包括连接杆205,连接杆205通过连接盘204与转移机器人202固定连接,气爪206与连接杆205固定连接。根据所要加工的腕臂的尺寸,可以确定所需要使用的各种管件的尺寸,进而可以根据管件的尺寸确定两个气爪206之间的距离,在使两个气爪206能够平稳地将管件抓起的前提下可以减小连接杆205的长度以及两个气爪206之间的距离,从而减小夹具203的重量,进而降低转移机器人202的负载。
为了避免出现空抓的情况,即气爪206并未抓取到管件转移机器人202就将夹具203移走,气爪206上固定设置有第一对射光电传感器207,并且第一对射光电传感器207的检测光线的延伸方向与气爪206的开合方向相同。当气爪206已经抓取到管件的时候,第一对射光电传感器207的检测光线被管件遮挡,从而实现判断气爪206是否抓取到管件的效果。
支撑组件包括多个沿直线分布的锯切钳3015,锯切钳3015包括固定板3025和用于将腕臂3012顶紧在固定板3025上的顶紧块3028。
锯切组件包括锯切机3016、用于驱动锯切机3016沿腕臂3012的径向移动的第一驱动单元和用于驱动锯切机3016沿腕臂3012的轴向移动的第二驱动单元。
为了能够更好地对腕臂3012进行支撑,保证腕臂3012在锯切过程中保持稳定,从而提升锯切的精度,支撑组件包括两个相互平行并且固定连接的安装杆301,安装杆301水平设置,锯切钳3015与两个安装杆301均移动连接,两个安装杆301还移动连接有立柱3034,立柱3034上固定设置有U型槽3035,U型槽3035中转动设置有多个托辊3036,腕臂3012穿过U型槽3035并且放置在托辊3036上。腕臂3012在锯切过程中,长度会发生变化,锯切钳3015能够根据腕臂3012的当前长度沿安装杆301进行移动,从而在合适的位置对腕臂3012进行支撑,避免腕臂3012出现端部悬空的情况,从而保证了腕臂3012的稳定性,立柱3034与U型槽3035配合进一步加强腕臂3012的稳定性,考虑到锯切机3016在对腕臂3012进行锯切的时候会造成腕臂3012振动,更加有可能导致腕臂3012的偏移,因此立柱3034可以设置在锯切机3016的侧方并且随锯切机3016同步沿腕臂3012的轴向移动。托辊3036用于使腕臂3012进入到U型槽3035中之后仍然能够沿轴向移动,从而方便对腕臂3012的位置进行调整,以确定腕臂3012的初始位置,从而进一步提升加工精度。
锯切钳3015具体的移动设置方式为:锯切钳3015设置在一个移动支撑板3013上,并且移动支撑板3013与安装杆301滑动连接,移动支撑板3013上垂直设置有第一伺服驱动器3014,其第一伺服驱动器3014驱动连接有齿轮,并且齿轮位于移动支撑板3013的下方,安装杆301上还固定设置有沿长度方向延伸的齿条3010,齿条3010与齿轮相配合,第一伺服驱动器3014驱动齿轮转动,齿轮与齿条3010配合从而使齿轮能够沿齿条3010移动,进而带动移动支撑板3013和锯切钳3015移动,为了保证移动支撑板3013的方向不会偏移,安装杆301上可以固定设置两个轨道,移动支撑板3013与两个轨道均滑动连接,从而利用两个轨道对移动支撑板3013进行导向。
第二驱动单元可以采用相似的结构,即将锯切机3016设置在一个锯切支撑板3017上,锯切支撑板3017移动设置在两个安装杆301上,并且锯切支撑板3017与两个轨道均滑动连接,第二驱动单元包括垂直设置在锯切支撑板3017上的第二伺服驱动器3018,第二伺服驱动器3018也驱动连接有一个位于锯切支撑板3017下方且与齿条3010相匹配的齿轮,第二伺服驱动器3018驱动齿轮转动,利用齿轮与齿条3010的配合驱动锯切支撑板3017在安装杆301上移动,进而带动锯切机3016沿腕臂3012的轴向移动。在本实施例中,第一伺服驱动器3014和第二伺服驱动器3018均可以设置为电机。
在设置有锯切支撑板3017的基础上,第一驱动单元包括两个固定设置在锯切支撑板3017上的滑轨3032,并且滑轨3032与安装杆301相互垂直,滑轨3032上滑动设置有滑块3033,两个滑块3033共同固定连接有活动块,活动块与锯切机3016固定连接,且活动块固定连接有调节气缸3031,调节气缸3031的活塞杆与滑轨3032相互平行。当需要使锯切机3016沿腕臂3012的径向移动对腕臂3012进行锯切时,调节气缸3031启动,并且推动活动块和滑块3033沿滑轨3032移动,活动块移动过程中带动锯切机3016移动,实现对锯切机3016位置的调节,进而利用锯切机3016对腕臂3012进行锯切。
为了提高锯切精度,需要在利用锯切钳3015对腕臂3012进行固定之前对腕臂3012的位置进行微调,为了保证腕臂3012能够在锯切钳3015中移动,固定板3025上开设有若干个通槽3026,通槽3026中转动设置有支撑辊3027,并且支撑辊3027的轴线与腕臂3012的轴线相互垂直,顶紧块3028上开设有第二限位槽3029,并且第二限位槽3029沿腕臂3012的轴向延伸。支撑辊3027在对腕臂3012进行支撑的同时,还能够利用自身可转动的特性避免在腕臂3012移动的过程中对腕臂3012产生过大的阻力,从而确保能够通过移动腕臂3012的方式对腕臂3012的位置进行微调。
锯切钳3015的具体结构进一步包括固定设置移动支撑板3013上的垂直板3023,并且两个垂直板3023相互平行,两个垂直板3023的顶部之间固定连接有水平板3024,固定板3025垂直固设在水平板3024上,顶紧块3028滑动设置在水平板3024上,水平板3024上还固定设置有夹持气缸3030,夹持气缸3030与顶紧块3028驱动连接。当顶紧块3028将腕臂3012顶紧到固定板3025上的时候,顶紧块3028与固定板3025能够避免腕臂3012水平晃动,为了进一步避免腕臂3012垂直晃动,顶紧块3028朝向固定板3025的一侧上还开设有第二限位槽3029,第二限位槽3029沿腕臂3012的长度方向延伸并且贯通顶紧块3028两个相对设置的侧壁,在顶紧块3028将腕臂3012顶紧到固定板3025上的时候腕臂3012位于第二限位槽3029中,从而不会在垂直方向上发生晃动。
通常情况下,腕臂3012设置为平腕臂或者斜腕臂,为了进一步提升本装置的加工效率,使本装置既能够对平腕臂进行加工也能够对斜腕臂进行加工,支撑组件包括用于对平腕臂的端部进行定位的平腕臂定位单元和用于对斜腕臂的端部进行定位的斜腕臂定位单元。
平腕臂定位单元的具体结构为:平腕臂定位单元包括固定设置的支撑块308,支撑块308上开设有用于容纳平腕臂的容纳槽307,支撑块308的侧方固定设置有压紧电机303,压紧电机303驱动连接有至少一个摆动臂304,所有摆动臂304共同固定连接有用于将腕臂3012压紧在容纳槽307中的压板305。支撑块308与支撑组件相配合,用于对平腕臂进行支撑,进一步保证平腕臂在锯切过程中的稳定性,在将平腕臂放置到容纳槽307中之后,压紧电机30303启动,由压紧电机303驱动摆动臂304摆动,进而由摆动臂304带动压板305将平腕臂压紧在支撑块308上,从而将平腕臂的位置固定。支撑块308固定设置在一个端部支撑板302上,端部支撑板302固定设置在安装杆301的一端上。
考虑到在将平腕臂放置到支撑组件和支撑块308上的过程中难以精确控制平腕臂的位置,因此需要对平腕臂进行进一步调整,相应的,平腕臂定位单元包括移动设置在平腕臂一端的平腕臂推板3020,并且平腕臂推板3020与平腕臂相互垂直,平腕臂推板3020上开设有长槽3037,平腕臂推板3020背向平腕臂的一侧设置有激光测距传感器3038,激光测距传感器3038的检测光线穿过长槽3037。在将平腕臂放置到支撑组件和支撑块308上之后,利用平腕臂推板3020推动平腕臂沿轴向移动,并且利用激光测距传感器3038对平腕臂进行测量,通过平腕臂与激光测距传感器3038之间的距离来精确确定平腕臂的位置。
斜腕臂定位单元的具体结构为:斜腕臂的一端开设有定位孔,斜腕臂定位单元包括活动设置的斜腕臂定位销3042,并且斜腕臂定位销3042与定位孔相匹配。利用斜腕臂自身的结构对斜腕臂进行定位,方便快速,并且定位精确。斜腕臂定位销3042还固定连接有一个第二顶升气缸3043,利用第二顶升气缸3043推动斜腕臂定位销3042上下移动,在斜腕臂放置在支撑组件上支护,第二顶升气缸3043推动斜腕臂定位销3042向上穿过定位孔。
为了进一步保证斜腕臂的稳定性,斜腕臂定位单元包括固定设置的支撑块308和压紧气缸3021,支撑块308上开设有用于容纳斜腕臂的容纳槽307,压紧气缸3021驱动连接有至少一个转动板3041,所有转动板3041共同固定连接有用于将斜腕臂压紧在容纳槽307中的压紧杆3022。在斜腕臂定位销3042穿过定位孔对斜腕臂进行定位之后,压紧气缸3021驱动转动板3041转动,转动板3041在转动过程中带动压紧杆3022同步转动,直到压紧杆3022将斜腕臂压紧在支撑结构上。此外,斜腕臂定位单元也包括一个支撑块308和一个压紧电机303,支撑块308用于与支撑组件配合对斜腕臂进行支撑,压紧电机303也驱动连接有用于将斜腕臂压紧在支撑块308上的压板305。
斜腕臂定位单元的结构还包括水平固设的安装板3045,第二顶升气缸3043设置在安装板3045的下方,压紧气缸3021与安装板3045固定连接,安装板3045上还固定设置有两个相互平行的侧板3039,两个侧板3039各转动连接有一个转动板3041,两个转动板3041之间还固定连接有连接轴3040,连接轴3040上套设有一个轴套,并且轴套的内径大于连接轴3040的直径,压紧气缸3021的活塞杆与轴套固定连接,当压紧气缸3021动作时,活塞杆推动轴套移动,进而由轴套带动连接轴3040移动,连接轴3040在移动过程中带动两个转动板3041转动,转动板3041在转动过程中带动压紧杆3022转动,直到压紧杆3022将斜腕臂压紧在支撑块308上位置。
为了提升本发明的通用性,确保既能够加工平腕臂也能够加工斜腕臂,并且降低装置复杂度,将平腕臂定位单元中的平腕臂推板3020和激光测距传感器3038也设置在安装板3045上,相应的,安装板3045上还固定设置有一个推动气缸3044,推动气缸3044用于推动平腕臂推板3020。
为了确保平腕臂定位单元和斜腕臂定位单元能够正常发挥作用,在支撑块308上固定设置有第二对射光电传感器309,并且第二对射光电传感器309的检测光线与容纳槽307相互垂直,利用第二对射光电传感器309能够检测平腕臂和斜腕臂是否顺利进入到容纳槽307中,在顺利进入容纳槽307中之后再启动其它结构。
除了锯切之外,为了方便后续的加工和组装过程,装置包括用于在腕臂3012上开孔的钻孔机构,钻孔机构包括至少一个设置在腕臂3012侧方的伺服钻孔机。在本实施例中,伺服钻孔机设置有两个,分别是固定设置的第一伺服钻孔机6和移动设置的第二伺服钻孔机3019。
在锯切完成之后,腕臂3012上锯切下来的部分成为废料,为了更好地收集废料,装置还包括倾斜设置在腕臂3012下方的废料滑道3011。废料在落下之后掉落到废料滑道3011中并且沿废料滑道3011向下滑落,可以在废料滑道3011的下方设置专用的收纳装置用来接收废料。
平腕臂中转定位单元401的具体结构为:平腕臂中转定位单元401包括平腕臂中转定位底板405,平腕臂中转定位底板405上活动设置有至少一个平腕臂中转定位销406。平腕臂和斜腕臂主要通过连接件相连接,连接件与平腕臂通过销轴相连接,因此在平腕臂的端部开设有至少一个用于穿设销轴的销孔,所以在本发明中平腕臂中转定位单元401主要通过平腕臂中转定位销406与销孔的配合完成对平腕臂的定位。
为了保证连接件与平腕臂连接的稳定性,销孔一般设置有两个,因此平腕臂中转定位销406设置为两个,并且两个平腕臂中转定位销406相对设置,平腕臂中转定位底板405上固定设置有两个平腕臂中转定位气缸409,两个平腕臂中转定位气缸409分别与两个平腕臂中转定位销406驱动连接。在将平腕臂放置到定位座403上之后利用转移机器人202对平腕臂的位置进行微调,直到销孔与平腕臂中转定位销406对齐的时候利用平腕臂中转定位气缸409驱动平腕臂中转定位销406移动,在平腕臂中转定位销406顺利插入到销孔之后平腕臂中转定位气缸409即可停止。
为了对平腕臂中转定位销406的方向进行精确控制,平腕臂中转定位气缸409的侧方设置有平腕臂中转定位导轨408,并且平腕臂中转定位导轨408与平腕臂中转定位气缸409相互平行,平腕臂中转定位导轨408上滑动连接有活动板407,平腕臂中转定位气缸409与活动板407驱动连接,平腕臂中转定位销406固定设置在活动板407上。平腕臂中转定位气缸409在运行时,首先退佛能够活动板407移动,活动板407移动过程中被平腕臂中转定位导轨408所限位从而保证活动板407移动方向的稳定性,然后由活动板407带动平腕臂中转定位销406移动,从而保证平腕臂中转定位销406能够准确地插入到销孔中。
斜腕臂中转定位单元404的具体结构为:斜腕臂中转定位单元404包括斜腕臂中转定位底板4010,斜腕臂中转定位底板4010上垂直固设有斜腕臂中转定位销4011。斜腕臂与连接件的连接方式为连接件固定连接有双耳连接板,斜腕臂固定连接有单耳连接板,单耳连接板插入到双耳连接板之间并且通过销轴与双耳连接板相连接,因此在单耳连接板上开设有销孔,本发明根据斜腕臂的结构特征在斜腕臂中转定位单元404中设置斜腕臂中转定位销4011,利用斜腕臂中转定位销4011与单耳连接板的销孔相配合完成对斜腕臂的定位,简单快捷。
为了保证斜腕臂的稳定性,斜腕臂中转定位底板4010上设置有压块垂直驱动气缸4016,压块垂直驱动气缸4016驱动连接有压块4015,压块4015上开设有与斜腕臂中转定位销4011相匹配的插孔。在斜腕臂中转定位销4011顺利插入到单耳连接板上的销孔中之后,利用压块垂直驱动气缸4016驱动压块4015向下移动,压块4015移动过程中斜腕臂中转定位销4011首先进入到插孔中,然后压块4015继续向下移动将单耳连接板压紧到斜腕臂中转定位底板4010上将斜腕臂压紧,从而确保定位精度。
如果将压块4015直接设置在斜腕臂中转定位销4011的上方,则能够简化对压块4015的控制过程,但是会对斜腕臂与斜腕臂中转定位销4011的连接产生干扰,因此斜腕臂中转定位底板4010上固定设置有压块水平驱动气缸4017,压块水平驱动气缸4017与压块垂直驱动气缸4016驱动连接。在初始状态下,压块水平驱动气缸4017将压块垂直驱动气缸4016收回,以将斜腕臂中转定位销4011暴露,保证斜腕臂能够顺利与斜腕臂中转定位销11相连接,在斜腕臂中转定位销4015插入到单耳连接板上的销孔中之后,压块水平驱动气缸4017驱动压块垂直驱动气缸4016移动,直到压块4015移动到斜腕臂中转定位销4011的上方,最后通过压块垂直驱动气缸4016驱动压块4015将斜腕臂压紧即可。
为了保证压块4015能够顺利到达斜腕臂中转定位销4011的上方,避免出现错位,斜腕臂中转定位底板4010上固定设置有缓冲器4012和固定块4013,其中缓冲器4012朝向压块水平驱动气缸4017,固定块4013上穿设有限位螺栓4014,限位螺栓4014朝向压块水平驱动气缸4017。通过转动限位螺栓4014可以改变限位螺栓4014的位置,使压块垂直驱动气缸4016与限位螺栓4014接触时压块4015即到达斜腕臂中转定位销4011的上方,同时为了避免压块垂直驱动气缸4016与限位螺栓4014发生刚性碰撞造成损坏,设置了缓冲器4012对压块垂直驱动气缸4016进行缓冲。缓冲器4012可以包括一个固定设置在斜腕臂中转定位底板4010上的外套筒,外套筒的一端封闭,外套筒中伸缩设置有缓冲杆,并且缓冲杆与外套筒的封闭端之间通过弹簧相连接,缓冲杆从外套筒的另外一端伸出用于与压块垂直驱动气缸4016相接触。
为了保证所有定位座403的位置稳定,避免定位座403偏移造成平腕臂或者斜腕臂无法顺利放到定位座403上,所有定位座403共同固定连接有连接条402。为了提高定位座403对平腕臂或者斜腕臂进行支撑时的稳定性,定位座403上开设有用于容纳平腕臂或者斜腕臂的V型槽。
一种简统化腕臂加工用连接件供应系统,包括定位板501、与定位板501可拆卸连接的料车504、可拆卸设置在料车504上的多个料盘503以及固定设置在料盘503上的多个用于固定连接件505的连接器,定位板501与料车504之间设置有定位机构502,定位机构502包括固定设置在定位板501上的对射光电传感器5018和若干个延伸板5016,料车504上固定设置有与对射光电传感器5018相对应的挡杆5019和若干个与延伸板5016一一对应的连接板5017,连接板5017上开设有用于容纳延伸板5016的插槽5020,连接器包括底板5012和固定设置在底板5012上的多个用于对连接件505进行限位的限位件。
本系统中,定位板501设置在腕臂加工设备的侧方,腕臂加工设备可以是现有技术。在使用时,首先人工将连接件505码放到料盘503上,具体的说是将连接件505放在连接器的底板5012上,并且利用限位件将连接件505限位,整体上采用插接的方式完成连接件505的码放,简单快捷,并且便于后续加工过程中加工设备将连接件505从料盘503上取下。连接件505码放好之后,移动料车504直到料车504到达定位板501的侧方,移动方式即可是料车504自动移动也可以是人工推动,接着通过定位机构502对料车504进行定位,具体地说是先将延伸板5016与连接板5017上的插槽5020对照好,然后移动料车504使其向定位板501的方向移动,直到挡杆5019将对射光电传感器5018的检测光线切断即可,此时对射光电传感器5018的接收器无法接收到检测光线,信号中断,腕臂加工设备通过对射光电传感器5018可得知连接件505已到位,即可开始进行腕臂加工。
本发明的供应系统能够方便地码放连接件505和将连接件505取下,并且能够通过定位机构502对料车504进行精确定位,进而能够对料盘503和连接件505进行精确定位,最终使腕臂加工设备能够快速准确地将连接件505取下,实现提高腕臂加工效率的目的。
为了保证连接件505在与连接器相连接之后能够稳定,避免料车504移动过程中连接件505出现晃动和掉落,限位件包括固定设置在底板5012上的靠销5015和弹片5014,靠销5015和弹片5014之间留有距离,连接件505设置在靠销5015和弹片5014之间。连接件505码放好之后弹片5014将连接件505顶紧到靠销5015上,从而完成对连接件504的固定。为了方便将连接件505码放到靠销5015和弹片5014之间,靠销5015可以垂直设置,并且将靠销5015的上端设置为尖端,此时靠销5015的上端与弹片5014之间的距离大于靠销5015的下端与弹片5014之间的距离,从而使连接件505能够顺利进入到靠销5015和弹片5014之间,在连接件505向底板5012移动的过程中,尖端能够对连接件505进行导向。进一步的,通常第一转动体506或者第二转动体507会连接两个相对设置的悬挂板5010,靠销5015和弹片5014可以分别设置在两个悬挂板5010的外侧。
常用的连接件505包括转动连接的第一转动体506和第二转动体507,且第一转动体506和第二转动体507通过紧固螺栓508可拆卸连接,紧固螺栓508配合套设有紧固螺母509,限位件包括固定设置在底板5012上的螺栓限位板5013,并且螺栓限位板5013与紧固螺栓508的轴线相互平行。通过螺栓限位板5013能够对紧固螺母509进行限位,从而避免在料车504移动的过程中紧固螺母509松动造成紧固螺栓508松脱。将螺栓限位板5013设置地与紧固螺栓508的轴线相互平行,可以使螺栓限位板5013在能够对紧固螺母509进行限位的前提下不会对紧固螺栓509产生阻碍,从而便于将连接件505与连接器相连接。
为了进一步提升连接件505在连接器上的稳定性,第一转动体506和第二转动体507围合出用于穿设腕臂的过孔,限位件包括垂直固设在底板5012上的主定位柱5011,当连接件505与连接器相连接时主定位柱5011对应插入到过孔中。考虑到连接件505的结构较为复杂,不是标准的几何体,因此腕臂加工设备在加工过程中多采用机械爪来移动连接件505,为了避免对机械爪造成阻碍,主定位柱5011的高度需要小于通孔的长度。
在实际情况中,想要使延伸板5016与插槽5020精确地对照好是非常困难的,因此可以采用在料车504移动的过程中逐渐修正的方式,具体地说,延伸板5016插入插槽5020的部分呈锥形,锥形的插入端能够方便地插入到插槽5020中,之后延伸板5016能够沿插槽5020的侧壁滑动,从而不断调整连接板5017的位置,知道延伸板5016与插槽5020完全对正。
考虑到料车504是能够移动的,这就导致料车504在到位之后可能出现晃动造成与定位板501分离,进而造成所有连接件505的位置发生变化,使腕臂加工设备无法准确地定位连接件505,进而无法顺利将连接件505取下,为了避免这一情况的发明,系统还包括设置在定位板501侧方的夹紧机构,夹紧机构包括气缸5027,并且气缸5027的输出端朝向定位板501,气缸5027驱动连接有顶块5029,料车504的底部固定连接有向下延伸的联动杆5030。在料车504到位之后,气缸5027启动并且推动顶块5029移动,进而利用顶块5029将联动杆5030向定位板501的方向推动,联动杆5030在移动过程中带动料车504同步移动,直到将料车504顶紧,从而避免料车504移动。为了避免料车504在到位之前顶块5029对料车504产生阻碍,料车504可以从顶块5029的侧方沿斜线移动,即使联动杆5030从侧方移动到顶块5029与定位板501之间。
夹紧机构的具体结构为:夹紧机构包括支撑板5021,支撑板5021上固定设置有支撑座5028和两个导向板5022,气缸5027与支撑座5028转动连接,顶块5029滑动连接在两个导向板5022之间。导向板5022能够对顶块5029进行支撑,使气缸5027无需承载顶块5029,从而降低气缸5027的负载,提升气缸5027的动作效率,延长气缸5027的使用寿命。
为了使顶块5029在动作之前完全不会对料车504产生阻碍,使料车504能够自由移动,导向板5022上开设有长槽,长槽包括上下设置的上滑槽5023和下滑槽5025,且上滑槽5023和下滑槽5025通过斜滑槽5024相连通,顶块5029固定连接有滑杆5026,滑杆5026的两端分别滑动设置在两个长槽中。在料车504到位之前,气缸5027处于初始状态,此时滑杆5026位于下滑槽5025中,并且顶块5029的高度最低,在料车504到位之后,气缸5027推动顶块5029移动,顶块5029再带动滑杆5026同步移动,滑杆5026从下滑槽5025中移出并且在经过斜滑槽5024后移动到上滑槽5023中,滑杆5026在滑动过程中带动顶块5029同步向上移动,直到顶块5029的顶部高于联动杆5030的下端时即可与联动杆5030相接触并且推动联动杆5030。又因为气缸5027与支撑座5028是转动连接的,所以气缸5027的角度能够随着顶块5029的移动不断发生变化,不会对顶块5029产生阻碍。
连接件安装机构6用于将连接件安装到平腕臂或者斜腕臂上,连接件包括两个通过连接件销轴6014转动连接的连接臂6013,两个连接臂6013围合出用于容纳腕臂6027的安装孔,其中一个连接臂6013固定连接有至少一个悬挂板6011,悬挂板6011上开设有通孔6012,装置包括用于移动腕臂6027和连接件的机器人、用于支撑腕臂6027的支撑机构以及用于对连接件和腕臂6027进行定位的定位机构。
支撑机构包括垂直设置的安装板603,安装板603上开设有与安装孔相对应的缺口。
定位机构包括至少一个定位气缸606,定位气缸606驱动连接有定位销607,定位销607朝向通孔6012。
本发明在使用时,首先利用机器人将连接件移动到安装板603旁边并且与安装板603相贴合,并且使安装孔与缺口对齐,然后定位气缸606启动,由定位气缸606推动定位销607移动,直到定位销607穿入到悬挂板6011上的通孔6012中,从而将连接件悬挂到安装板603的侧方,随后机器人松开连接件并且将腕臂6027移动到安装板603的侧方,接着机器人将腕臂6027穿过缺口后使腕臂6027进入到安装孔中,即可将连接件与腕臂6027连接起来。
本发明借助于连接件本身的结构,通过定位机构对连接件进行定位,然后将腕臂6027与连接件连接起来,整个过程无需人工参与,实现了连接件的自动安装,有效提高了简统化腕臂的加工效率。
安装板603具体的设置方式为:支撑机构还包括底座601,底座601上垂直固设有两个主支撑板602,并且两个主支撑板602相互平行,安装板603固定设置在两个主支撑板602之间。
考虑到腕臂6027由管件加工而成,具有一定的长度,机器人在将腕臂6027穿入到安装孔的过程中如果腕臂6027不够平稳会造成安装困难,因此需要保证腕臂6027在向连接件移动的过程中足够稳定,为了实现这一目的,支撑机构还包括若干个支撑单元,支撑单元包括底板6029,底板6029上固定设置有支撑气缸6030,支撑气缸6030的活塞杆垂直向上延伸并且转动连接有支撑辊6034,支撑辊6034的中部开设有用于容纳腕臂6027的环形定位槽6035。在确定好安装板603的位置以及缺口的高度之后,调节支撑气缸6030,利用支撑气缸6030将支撑辊6034向上推动,直到环形定位槽6035底部的最低点与缺口的最低点位于同一高度即可,机器人在将腕臂6027移动过来之后将腕臂6027放入到环形定位槽6035中,利用环形定位槽6035避免腕臂6027发生晃动,此外,因为支撑辊6034是转动的,所以在腕臂6027向连接件移动的过程中不会对腕臂6027产生过大的阻力,从而保证腕臂6027能够顺利穿入到安装孔中。
支撑单元的具体结构还包括若干个垂直固设在底板6029上的支撑杆6031,所有支撑杆6031共同固定连接有安装块6032,支撑气缸6030的活塞杆穿过安装块6032,安装块6032上开设有若干个插孔,每个插孔中伸缩设置有一个限位杆,所有限位杆共同固定连接有副支撑板6033,支撑辊6034转动设置在副支撑板6033上。限位杆用于避免副支撑板6033转动,进而保证支撑辊6034不会偏斜,最终实现当腕臂6027放入到环形定位槽6035中的时候能够与缺口对齐的效果。
定位机构还可以包括一个传动块,传动块固定连接在定位气缸606和定位销607之间,相应的在安装板603上固定设置有与传动块相对应的支撑台6015,利用传动块6015可以加强稳定性,避免定位销607偏移。
为了进一步保证腕臂6027能够准确地穿入到缺口和安装孔中,而不会出现偏移,定位机构包括两个与安装板603固定连接的对中夹爪608,两个对中夹爪608分别位于缺口的两侧。两个对中夹爪608同步动作将腕臂6027夹持住,因为两个对中夹爪608的动作量也是完全相同的,因此能够将调整可能原本处于偏移状态的腕臂6027的位置。
为了避免对中夹爪608对腕臂6027造成磨损和阻碍腕臂6027向连接件移动,对中夹爪608固定连接有夹紧板609,夹紧板609转动连接有多个滚筒6010,并且滚筒6010的轴线与安装板603相互垂直。滚筒6010与腕臂6027之间为滑动摩擦,摩擦力较小,因此不会对腕臂6027造成磨损,并且保证腕臂6027能够正常移动。
为了进一步保证连接件的稳定性,避免腕臂6027穿入安装孔的过程中连接件发生摆 动,装置还包括若干个用于将连接件压紧到安装板603上的压紧单元,压紧单元包括与安装 板603固定连接的安装座604,安装座604固定连接有两个相对设置的外固定板6016和两 个相对设置的内固定板6022,两个内固定板6022均位于两个外固定板6016之间,并且内固定板6022和外固定板6016相互平行,两个外固定板6016之间转动连接有压紧气缸 6018,压紧气缸6018的活塞杆通过第一销轴6017转动连接有连接杆6021,连接杆6021转 动连接有摆动臂6023,摆动臂6023与两个内固定板6022均转动连接,摆动臂6023远离还 固定连接有压紧杆6024,压紧杆6024与摆动臂6023之间留有夹角。在利用定位机构完成 对连接件的定位之后,压紧气缸6018启动并且推动连接杆6021转动,连接杆6021再推动 摆动臂6023活动,因为摆动臂6023与两个内固定板6022转动连接,所以摆动臂6023会发 生转动,进而利用摆动臂6023带动压紧杆6024转动,直到压紧杆6024将连接件压紧在安 装板603上。压紧单元的初始状态如图23所示,压紧单元将连接件压紧到安装板603上之 后的状态如图24所示。根据压紧单元安装位置的不同,摆动臂6023与压紧杆6024之间的 夹角可以进行调整,在本实施例中,摆动臂6023与压紧杆6024之间的夹角为直角。
连接杆6021具体的设置方式为:压紧气缸6018的活塞杆与连接杆6021之间通过第二销轴6019相连接,第二销轴6019的两端各转动连接有一个转动连接片6020,两个转动连接片6020分别与两个内固定板6022转动连接。转动连接片6020一方面用于对连接杆6021的转动轨迹进行限制,另一方面也起到加固的作用。
为了进一步对连接件进行固定,便于后续将连接件紧固到腕臂6027上,装置还包括预紧机构,预紧机构包括与安装板603固定连接的预紧气缸6025,预紧气缸6025的活塞杆朝向其中一个连接臂6013并且固定连接有预紧压块6026。在压紧单元将连接件压紧之后,预紧气缸6025启动并且推动预紧压块6026向连接件的方向移动,具体地说,预紧压块6026在移动过程中首先与其中一个连接臂6013接触,然后推动该连接臂6013向另外一个连接臂6013移动,从而缩小两个连接臂6013之间的距离,实现对连接件进行预紧的目的。
为了充分提升连接件与腕臂6027之间的连接强度,连接件与腕臂6027之间最好固定连接,在发明中,连接件与腕臂6027之间通过螺栓固定连接,相应的装置包括拧紧机6028,拧紧机6028朝向连接件。拧紧机6028用于拧紧螺栓。
为了提升装置整体的控制精度,安装板603上固定设置有若干个光电传感器605,光电传感器605用于对连接件和腕臂6027进行感应。
连接件安装机构6的侧方设置有旋转卡盘9,旋转卡盘9用于调节平腕臂或者斜腕臂的旋转角度,进而实现对连接件角度的控制。
装配机构7用于连接简统化腕臂中的平腕臂7010和斜腕臂7011,平腕臂7010和斜腕臂7011通过销轴703相连接,销轴703可拆卸连接有开口销7022,合装机包括支撑机构、机器人7034、销轴控制机构和开口销控制机构。
支撑机构包括多个沿直线分布的平腕臂底座7037和多个沿直线分布的斜腕臂底座7038,并且所有平腕臂底座7037的连线与所有斜腕臂底座7038的连线之间留有夹角。
机器人7034用于将平腕臂7010移动到平腕臂底座7037上或者将斜腕臂7011移动到斜腕臂底座7038上。
销轴控制机构包括若干个销轴转移夹爪706。
开口销控制机构包括第二开口销推杆7020和移动设置的开口销滑道7018,其中第二开口销推杆7020朝向平腕臂7010和斜腕臂7011的连接处的下方,开口销滑道7018与第二开口销推杆7020相互平行,并且开口销滑道7018移动过程中与第二开口销推杆7020对应或者与第二开口销推杆7020错开。
平腕臂7010与斜腕臂7011具体的连接方式为:平腕臂7010固定连接有两个相互平行的第一连接板708,第一连接板708上开设有用于穿设销轴703的第一销孔,斜腕臂7011固定连接有一个第二连接板709,第二连接板709上开设有用于穿设销轴703的第二销孔,销轴703的一端一体连接有头部7023,销轴703上靠近另外一端的位置开设有用于穿设开口销7022的开口销插孔7024。在连接时将第二连接板709插入到两个第一连接板708之间,并且使第一销孔和第二销孔对齐,然后将销轴703穿过第一销孔和第二销孔,最后将开口销7022插入到开口销插孔7024中即可完成平腕臂7010与斜腕臂7011的连接。
在使用时,首先利用机器人7034将斜腕臂7011移动到斜腕臂底座7038上,然后利用机器人7034将平腕臂7010移动到平腕臂底座7037上,过程中将第二连接板709插入到两个第一连接板708之间,并且使第一销孔和第二销孔对齐,之后利用销轴转移夹爪706对销轴703进行转移,直到将销轴703穿过第一销孔和第二销孔,此时头部7023位于上方而开口销插孔7024位于下方,并且开口销插孔7024伸出位于下方的一个第一连接板708,然后利用开口销滑道7018将开口销7022转移到与开口销插孔7024相对应,最后利用第二开口销推杆7020将开口销滑道7018中的开口销7022推入到开口销插孔7024中即可。
本发明能够自动完成销轴703和开口销7022的安装,从而实现平腕臂7010与斜腕臂7011的合装,进而能够有效提升简统化腕臂的加工效率。
为了使销轴转移夹爪706能够完成销轴703的转移和将销轴703插入到销孔中的操作,销轴控制机构包括销轴横向输送单元704,销轴横向输送单元704驱动连接有若干个销轴升降滑台705,销轴锁紧夹爪7012一一对应地与销轴升降滑台705固定连接。其中销轴横向输送单元704用于驱动销轴升降滑台705移动,进而通过销轴升降滑台705带动销轴转移夹爪706移动,当销轴转移夹爪706移动到与第一销孔相对应的时候,销轴升降滑台705即可驱动销轴转移夹爪706向第一销孔移动,直到销轴703插入到第一销孔和第二销孔中,考虑到销轴转移夹爪706需要夹持住销轴703的一部分,这就导致难以将销轴703安装到位,因此本发明中将第一连接板708和第二连接板709均水平设置,当销轴转移夹爪706将销轴703插入到第一销孔中之后松开销轴703即可借助销轴703的重力将销轴703安装到位,从而实现了简化安装过程的效果。
销轴横向输送单元704的具体结构为:销轴横向输送单元704包括固定连接的横向推动气缸7015和导轨7016,导轨7016滑动连接有安装板7017,横向推动气缸7015与安装板7017驱动连接,销轴升降滑台705固定设置在安装板7017上。在使用时,横向推动气缸7015推动安装板7017移动,进而通过安装板7017带动销轴升降滑台705移动,导轨7016则用于对安装板7017进行限位,避免出现偏移。
为了避免开口销7022在移动过程中推动销轴703转动造成开口销7022无法顺利插入到开口销插孔7024中,销轴控制机构包括销轴锁紧夹爪7012,销轴锁紧夹爪7012设置在平腕臂7010和斜腕臂7011的连接处的下方,第二开口销推杆7020朝向销轴锁紧夹爪7012。在销轴703穿过第一销孔和第二销孔之后,利用销轴锁紧夹爪7012将销轴703锁紧,即可避免销轴703发生转动。
考虑到销轴703本身是圆柱状的,在转移的过程中很有可能会发生转动,进而导致开口销插孔7024的方向发生变化,最终导致开口销7022无法顺利插入到开口销插孔7024中,为了避免这一情况,销轴控制机构包括电机7025和由电机7025驱动的销轴调节夹爪707,并且销轴调节夹爪707与销轴锁紧夹爪7012并列设置,销轴调节夹爪707上穿设有至少一个套筒7027,套筒7027与销轴调节夹爪707的容腔7026连通,套筒7027中伸缩设置有伸缩杆7028,销轴调节夹爪707的底部固定连接有电机7025。销轴转移夹爪706在获取到销轴703之后,首先将销轴703送入到销轴调节夹爪707中,当销轴703进入到容腔7026中之后,销轴转移夹爪706继续夹紧销轴703,然后电机7025启动带动销轴调节夹爪707转动,销轴调节夹爪707转动过程中伸缩杆7028保持伸出的趋势,当伸缩杆7028与开口销插孔7024对应的时候,伸缩杆7028能够顺利进入到开口销插孔7024中,随后销轴转移夹爪707松开销轴703,接着电机7025复位,并且通过利用伸缩杆7028和销轴调节夹爪707带动销轴703转动,电机复位7025之后,开口销插孔7024的方向被固定,随后利用销轴转移夹爪706重新将销轴703夹紧并且向销轴锁紧夹爪7012转移。经过销轴调节夹爪707的调节之后,销轴转移夹爪706转移到销轴锁紧夹爪7012中的所有销轴703上的开口销插孔7024的方向都是相同的,通过对电机7025进行控制,可以保证销轴703在进入到销轴转移夹爪7012中之后开口销插孔7024与第二开口销推杆7020是对应的,从而保证第二开口销推杆7020能够顺利地将开口销7022插入到开口销插孔7024中。
伸缩杆7028具体的设置方式为:套筒7027远离容腔7026的一端的内壁上固定设置有连接环,伸缩杆7028从连接环中穿过,伸缩杆7028的中部固定连接有限位块7029,限位块7029与连接环之前通过弹簧7030相连接。在初始状态下,弹簧7030保持原厂,伸缩杆7028的一部分位于容腔7026中,当销轴703进入到容腔7026中之后对将伸缩杆7028挤压到套筒7027中,并且通过限位块7029将弹簧7030压缩,从而能够在销轴调节夹爪707转动的过程中伸缩杆7028能够保持伸出的趋势。
为了保证销轴703能够顺利进入到容腔7026中以及能够顺利从容腔7026中抽出,伸缩杆7028朝向容腔7026的一端固定连接有半球状的定位插头7031。
开口销控制机构的结构进一步包括:开口销控制机构包括滑道调节气缸7014,滑道调节气缸7014驱动连接有移动板7013,开口销滑道7018开设在移动板7013上,移动板7013上还设置有开口销料架7021,开口销料架7021中容纳有多个上下分布的开口销7022。在使用时,滑道调节气缸7014首先带动移动板7013将开口销滑道7018移动到开口销料架7021的下方,从而能够承接到从开口销料架7021掉下的开口销7022,然后滑道调节气缸7014驱动移动板7013移动,直到开口销滑道7018与第二开口销推杆7020相对应,即可利用第二开口销推杆7020将开口销滑道7018中的开口销7022推入到开口销插孔7024中。
为了避免开口销滑道7018中一次进入多个开口销7022造成卡死,开口销控制机构包括与第二开口销推杆7020相互平行的第一开口销推杆7019,第一开口销推杆7019朝向开口销料架7021的下方,开口销滑道7018移动过程中与第一开口销推杆7019对应或者与第一开口销推杆7019错开。相应的,开口销料架7021可以设置为类似弹夹的结构,即开口销料架7021中顶部设置一个输出向下推力的推动部件,例如弹簧,在开口销料架7021的底部设置一个限位板,利用限位板防止开口销7022自动掉落,只有当一个开口销7022被第一开口销推杆7019从开口销料架7021推到开口销滑道7018中并且第一开口销推杆7019收回之后,推动部件才能够推动其余的开口销7022向下移动,从而实现了开口销7022的稳定供料,并且能够避免开口销滑道7022卡死。
为了实现销轴703的稳定供料,合装机还包括水平设置的销轴料道701,销轴料道701固定设置在一个支撑座701上,销轴料道701中容纳有多个并列设置的销轴703,销轴料道701低于销轴转移夹爪706。销轴料道701可以采用与开口销料架7021相似的结构。
机器人7034的动端固定连接有一个腕臂夹爪调节气缸7035,腕臂夹爪调节气缸7035的输出端固定连接有两个用于夹持平腕臂7010或者斜腕臂7011的腕臂夹爪7036,利用腕臂夹爪调节气缸7035能够对腕臂夹爪7036进行进一步控制,从而提升移动平腕臂7010或者斜腕臂7011时的精度,通过两个腕臂夹爪7036来夹持平腕臂7010或者斜腕臂7011能够保持平腕臂7010或者斜腕臂7011在移动过程中的稳定性。
为了保证第一销孔和第二销孔能够对齐,合装机还包括设置在平腕臂7010与斜腕臂7011的连接处上方的视觉滑台7032,视觉滑台7032驱动连接有视觉相机7033。在平腕臂7010和斜腕臂7011放好之后,利用视觉相机7033对位于上方的一个第一连接板708进行拍摄,若该第一连接板708上的第一销孔中完全无法看到第二连接板709,则说明第一销孔与第二销孔已经对齐,销轴703能够顺利穿过第一销孔和第二销孔。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
Claims (5)
1.一种简统化腕臂预配用平斜腕臂预配系统,其特征在于:包括依次设置的管材上料机构(1)、转移机构(2)、锯切机构(3)、中转定位机构(4)、连接件安装机构(6)和装配机构(7),其中连接件安装机构(6)的侧方设置有连接件供料机构(5)。
2.如权利要求1所述的一种简统化腕臂预配用平斜腕臂预配系统,其特征在于:所述管材上料机构(1)包括储料单元(101),储料单元(101)包括若干个料架(109),料架(109)上固定设置有两个相互平行的挡板(106),两个挡板(106)之间设置有两个倾斜的支撑杆(105),并且支撑杆(105)与挡板(106)相互平行,其中一个挡板(106)的外侧固定连接有端头定位气缸(1010),且端头定位气缸(1010)的活塞杆伸入到两个挡板(106)之间。
3.如权利要求1所述的一种简统化腕臂预配用平斜腕臂预配系统,其特征在于:所述转移机构(2)包括天轨(201),天轨(201)驱动连接有转移机器人(202),转移机器人(202)驱动连接有夹具(203),夹具(203)至少一个气爪(206)。
4.如权利要求1所述的一种简统化腕臂预配用平斜腕臂预配系统,其特征在于:所述锯切机构(3)包括用于支撑腕臂(3012)的支撑组件和用于锯切腕臂(3012)的锯切组件;
所述支撑组件包括多个沿直线分布的锯切钳(3015),锯切钳(3015)包括固定板(3025)和用于将所述腕臂(3012)顶紧在固定板(3025)上的顶紧块(3028);
所述锯切组件包括锯切机(3016)、用于驱动锯切机(3016)沿所述腕臂(3012)的径向移动的第一驱动单元和用于驱动锯切机(3016)沿腕臂(3012)的轴向移动的第二驱动单元;
所述中转定位机构(4)包括平腕臂中转定位单元(401)和斜腕臂中转定位单元(404),平腕臂中转定位单元(401)与斜腕臂中转定位单元(404)之间设置有多个用于支撑所述腕臂(3012)的定位座(403),并且所有定位座(403)沿直线分布。
5.如权利要求1所述的一种简统化腕臂预配用平斜腕臂预配系统,其特征在于:所述连接件供料机构(5)包括定位板(501)、与定位板(501)可拆卸连接的料车(504)、可拆卸设置在料车(504)上的多个料盘(503)以及固定设置在料盘(503)上的多个用于固定连接件(505)的连接器,定位板(501)与料车(504)之间设置有料车定位机构(502),料车定位机构(502)包括固定设置在定位板(501)上的第三对射光电传感器(5018)和若干个延伸板(5016),料车(504)上固定设置有与第三对射光电传感器(5018)相对应的挡杆(5019)和若干个与延伸板(5016)一一对应的连接片(5017),连接片(5017)上开设有用于容纳延伸板(5016)的插槽(5020),连接器包括连接件定位底板(5012)和固定设置在连接件定位底板(5012)上的多个用于对连接件(505)进行限位的限位件。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010761587.3A CN112025305A (zh) | 2020-07-31 | 2020-07-31 | 一种简统化腕臂预配用平斜腕臂预配系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010761587.3A CN112025305A (zh) | 2020-07-31 | 2020-07-31 | 一种简统化腕臂预配用平斜腕臂预配系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112025305A true CN112025305A (zh) | 2020-12-04 |
Family
ID=73582058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010761587.3A Pending CN112025305A (zh) | 2020-07-31 | 2020-07-31 | 一种简统化腕臂预配用平斜腕臂预配系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112025305A (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113714809A (zh) * | 2021-09-29 | 2021-11-30 | 中铁建电气化局集团第一工程有限公司 | 一种腕臂加工用管料加工系统 |
| CN113732718A (zh) * | 2021-09-29 | 2021-12-03 | 中铁建电气化局集团第一工程有限公司 | 一种平斜腕臂加工装置 |
| CN113787379A (zh) * | 2021-09-29 | 2021-12-14 | 中铁建电气化局集团第一工程有限公司 | 一种腕臂预配系统 |
| CN114180330A (zh) * | 2021-12-15 | 2022-03-15 | 中铁电气化局集团有限公司 | 一种平腕臂上料装置 |
| CN114406780A (zh) * | 2022-01-11 | 2022-04-29 | 中铁电气化局集团有限公司 | 一种斜腕臂生产系统及其控制方法 |
| CN115255858A (zh) * | 2022-08-03 | 2022-11-01 | 北京好运达智创科技有限公司 | 接触网柔性悬挂腕臂预配智能系统 |
| WO2023082489A1 (zh) * | 2021-11-15 | 2023-05-19 | 中铁电气化局集团有限公司 | 一种简统化斜腕臂的生产装置 |
| WO2023082488A1 (zh) * | 2021-11-15 | 2023-05-19 | 中铁电气化局集团有限公司 | 一种平腕臂生产装置 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007045554A (ja) * | 2005-08-08 | 2007-02-22 | Nisshinbo Ind Inc | ワークの自動掛け降し方法、およびその方法を使用したワークの自動掛け降し装置 |
| CN202006307U (zh) * | 2010-12-17 | 2011-10-12 | 华瀚科技有限公司 | 一种塑钢缠绕管的渐进式切割装置及成型切割装置 |
| CN103801762A (zh) * | 2014-02-28 | 2014-05-21 | 苏州金凯达机械科技有限公司 | 一种异型管锯切机 |
| CN104985421A (zh) * | 2014-11-25 | 2015-10-21 | 惊天智能装备股份有限公司 | 连接件拆解机器人 |
| CN204954035U (zh) * | 2015-09-09 | 2016-01-13 | 嵊州市恒鑫金属制管有限公司 | 一种减径机用切割装置 |
| CN105772851A (zh) * | 2016-04-12 | 2016-07-20 | 浙江硕和机器人科技有限公司 | 一种全自动管材锯切机 |
| CN205464572U (zh) * | 2016-03-30 | 2016-08-17 | 苏州金凯达机械科技股份有限公司 | 一种管材或型材自动飞锯机 |
| CN206464791U (zh) * | 2016-11-11 | 2017-09-05 | 泉州正中意橡塑科技有限公司 | 一种手轮以及该手轮的组装设备 |
| CN207650506U (zh) * | 2017-12-21 | 2018-07-24 | 安徽预立兴川机器人技术股份有限公司 | 一种液晶面板运送小车进料对准系统 |
| CN109048388A (zh) * | 2018-09-17 | 2018-12-21 | 中国铁建电气化局集团有限公司 | 高速铁路智能化接触网腕臂预配中心 |
| CN110524191A (zh) * | 2019-08-20 | 2019-12-03 | 哈尔滨创博智能装备有限公司 | 一种铁路腕臂组件生产方法 |
| CN110576311A (zh) * | 2019-04-30 | 2019-12-17 | 中铁武汉电气化局集团第一工程有限公司 | 接触网腕臂自动装配平台及其装配方法 |
| CN212420390U (zh) * | 2020-07-31 | 2021-01-29 | 中铁建电气化局集团第一工程有限公司 | 一种简统化腕臂预配用平斜腕臂预配系统 |
-
2020
- 2020-07-31 CN CN202010761587.3A patent/CN112025305A/zh active Pending
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007045554A (ja) * | 2005-08-08 | 2007-02-22 | Nisshinbo Ind Inc | ワークの自動掛け降し方法、およびその方法を使用したワークの自動掛け降し装置 |
| CN202006307U (zh) * | 2010-12-17 | 2011-10-12 | 华瀚科技有限公司 | 一种塑钢缠绕管的渐进式切割装置及成型切割装置 |
| CN103801762A (zh) * | 2014-02-28 | 2014-05-21 | 苏州金凯达机械科技有限公司 | 一种异型管锯切机 |
| CN104985421A (zh) * | 2014-11-25 | 2015-10-21 | 惊天智能装备股份有限公司 | 连接件拆解机器人 |
| CN204954035U (zh) * | 2015-09-09 | 2016-01-13 | 嵊州市恒鑫金属制管有限公司 | 一种减径机用切割装置 |
| CN205464572U (zh) * | 2016-03-30 | 2016-08-17 | 苏州金凯达机械科技股份有限公司 | 一种管材或型材自动飞锯机 |
| CN105772851A (zh) * | 2016-04-12 | 2016-07-20 | 浙江硕和机器人科技有限公司 | 一种全自动管材锯切机 |
| CN206464791U (zh) * | 2016-11-11 | 2017-09-05 | 泉州正中意橡塑科技有限公司 | 一种手轮以及该手轮的组装设备 |
| CN207650506U (zh) * | 2017-12-21 | 2018-07-24 | 安徽预立兴川机器人技术股份有限公司 | 一种液晶面板运送小车进料对准系统 |
| CN109048388A (zh) * | 2018-09-17 | 2018-12-21 | 中国铁建电气化局集团有限公司 | 高速铁路智能化接触网腕臂预配中心 |
| CN110576311A (zh) * | 2019-04-30 | 2019-12-17 | 中铁武汉电气化局集团第一工程有限公司 | 接触网腕臂自动装配平台及其装配方法 |
| CN110524191A (zh) * | 2019-08-20 | 2019-12-03 | 哈尔滨创博智能装备有限公司 | 一种铁路腕臂组件生产方法 |
| CN212420390U (zh) * | 2020-07-31 | 2021-01-29 | 中铁建电气化局集团第一工程有限公司 | 一种简统化腕臂预配用平斜腕臂预配系统 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113714809A (zh) * | 2021-09-29 | 2021-11-30 | 中铁建电气化局集团第一工程有限公司 | 一种腕臂加工用管料加工系统 |
| CN113732718A (zh) * | 2021-09-29 | 2021-12-03 | 中铁建电气化局集团第一工程有限公司 | 一种平斜腕臂加工装置 |
| CN113787379A (zh) * | 2021-09-29 | 2021-12-14 | 中铁建电气化局集团第一工程有限公司 | 一种腕臂预配系统 |
| WO2023082489A1 (zh) * | 2021-11-15 | 2023-05-19 | 中铁电气化局集团有限公司 | 一种简统化斜腕臂的生产装置 |
| WO2023082488A1 (zh) * | 2021-11-15 | 2023-05-19 | 中铁电气化局集团有限公司 | 一种平腕臂生产装置 |
| CN114180330A (zh) * | 2021-12-15 | 2022-03-15 | 中铁电气化局集团有限公司 | 一种平腕臂上料装置 |
| CN114406780A (zh) * | 2022-01-11 | 2022-04-29 | 中铁电气化局集团有限公司 | 一种斜腕臂生产系统及其控制方法 |
| CN115255858A (zh) * | 2022-08-03 | 2022-11-01 | 北京好运达智创科技有限公司 | 接触网柔性悬挂腕臂预配智能系统 |
| CN115255858B (zh) * | 2022-08-03 | 2024-04-05 | 北京好运达智创科技有限公司 | 接触网柔性悬挂腕臂预配智能系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112025305A (zh) | 一种简统化腕臂预配用平斜腕臂预配系统 | |
| CN212420390U (zh) | 一种简统化腕臂预配用平斜腕臂预配系统 | |
| CN111069910B (zh) | 一种汽车刹车管接头自动钻孔及外螺纹加工装置 | |
| CN109048388B (zh) | 高速铁路智能化接触网腕臂预配中心 | |
| KR100643728B1 (ko) | 머시닝센터용 예비 공구 교환장치 | |
| JPH0453601A (ja) | 旋盤 | |
| CN111360498B (zh) | 双头牵拉杆组装方法 | |
| CN212665672U (zh) | 一种夹持机构及钢管全自动倒角设备 | |
| US20130029817A1 (en) | Automatic Tool Changing System for Machine Tool | |
| CN113305584A (zh) | 一种全自动棒料加工机 | |
| CN113539919A (zh) | 一种芯片封装定位治具 | |
| CN111822780A (zh) | 一种平斜腕臂加工装置 | |
| CN114932400B (zh) | 一种适用于螺栓拧紧的半自动化加工系统 | |
| CN212350585U (zh) | 一种平斜腕臂加工装置 | |
| CN217452902U (zh) | 一种起动机总装生产线 | |
| CN216542273U (zh) | 一种腕臂预配系统 | |
| CN212858489U (zh) | 一种用于前盖的自动装配系统 | |
| CN111843261B (zh) | 一种快速装夹的塔机吊臂旋转焊接装置 | |
| CN112440086A (zh) | 一种用于弹性夹头组装的开口垫圈上料装置和垫圈上料方法 | |
| CN113210639A (zh) | 一种全自动球笼保持架内外球面加工设备 | |
| CN110153750B (zh) | 一种用于铝型材数控加工中心的专用夹具 | |
| CN112338520A (zh) | 一种液压缓冲器组装生产系统设备及其生产工艺 | |
| CN116551389B (zh) | 外轴套自动钻孔设备 | |
| CN218051251U (zh) | 一种液压接头自动组装装置 | |
| CN116765787B (zh) | 一种适于电机轴系入箱的抓手模组及使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |