CN111644499A - 用于工业生产的自动冲压成型机构 - Google Patents
用于工业生产的自动冲压成型机构 Download PDFInfo
- Publication number
- CN111644499A CN111644499A CN202010534907.1A CN202010534907A CN111644499A CN 111644499 A CN111644499 A CN 111644499A CN 202010534907 A CN202010534907 A CN 202010534907A CN 111644499 A CN111644499 A CN 111644499A
- Authority
- CN
- China
- Prior art keywords
- workbench
- hydraulic cylinder
- forming mechanism
- industrial production
- ball screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/04—Movable or exchangeable mountings for tools
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
Abstract
本发明公开了一种用于工业生产的自动冲压成型机构,包括工作台,所述工作台上固定安装模具,所述模具的正上方设有液压缸,所述液压缸伸缩杆的中心线与模具的中心线位于一条竖直直线上,所述液压缸伸缩杆与模具之间设有两个导杆和滚珠丝杆,两个导杆与滚珠丝杠相互平行,所述导杆固定安装在工作台上并于工作台平行,两个导杆上安装滑动体,所述滑动体沿着导杆的长度方向移动,所述滚珠丝杆的螺母座与滑动体的侧表面固定连接,所述滚珠丝杆的一端通过轴承座固定安装在工作台上,所述滚珠丝杆的另一端通过联轴器与伺服电机的转轴轴固定连接,所述伺服电机通过电机安装支架固定在安装在工作台上。本发明的有益效果是,结构设计简单,改造成本低难度小,适合在现有冲压机构基础上大范围推广。
Description
技术领域
本发明涉及工件冲压设备领域,特别是一种用于工业生产的自动冲压成型机构。
背景技术
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。传统的冲压机在冲压过程中,只能冲压一种类型、规格的冲压件,这样严重浪费冲压设备的使用效率。
然而现有的冲压接机构在加工不同尺寸大小的冲压件(例如面积不同的圆形钢片)时,需要人为地更换冲压头,操作麻烦,冲压效率较低。
发明内容
本发明的目的是为了解决上述问题,设计了一种用于工业生产的自动冲压成型机构。
实现上述目的本发明的技术方案为,一种用于工业生产的自动冲压成型机构,包括工作台,所述工作台上固定安装模具,所述模具的正上方设有液压缸,所述液压缸伸缩杆的中心线与模具的中心线位于一条竖直直线上,
所述液压缸伸缩杆与模具之间设有两个导杆和滚珠丝杆,两个导杆与滚珠丝杠相互平行,所述导杆固定安装在工作台上并于工作台平行,两个导杆上安装滑动体,所述滑动体沿着导杆的长度方向移动,所述滚珠丝杆的螺母座与滑动体的侧表面固定连接,所述滚珠丝杆的一端通过轴承座固定安装在工作台上,所述滚珠丝杆的另一端通过联轴器与伺服电机的转轴轴固定连接,所述伺服电机通过电机安装支架固定在安装在工作台上;
所述滑动体加工若干通孔,所述通孔为圆柱形孔,所述通孔连通滑动体的上下表面,若干通孔沿着导杆的长度方向等距离排列在一条直线上,所述通孔的下端端口处设有挡边,所述通孔内设有下压杆,所述下压杆上端面的外边沿固定连接挡环,所述下压杆的下端穿过通孔下端口的挡边伸出滑动体下表面,所述下压杆的下端通过法兰盘固定连接冲压头,所述下压杆上套有弹簧,所述弹簧的一端与挡环的下表面固定连接,所述弹簧的另一端与挡边的上表面固定连接。
若干通孔的中心线与液压缸伸缩杆的中心线相互平行且位于同一竖直平面内。
所述下压杆的中心线与通孔的中心线重合。
所述下压杆的中心线与导杆的长度方向垂直。
所述下压杆下端的法兰盘的直径大于通孔下端端口的直径。
所述滑动体是由铝合金材质制成的长方体结构。
所述导杆的两端通过支撑座固定安装在工作台上。
所述液压缸伸缩杆的下端面为球形面,所述下压杆的上端面中心位置加工凹槽,所述凹槽为半球形凹槽,所述凹槽的形状和位置与液压缸伸缩杆下端端面对应。
所述凹槽内固定安装橡胶缓冲垫。
所述液压缸通过支架固定安装在工作台上。
有益效果
利用本发明的技术方案制作的用于工业生产的自动冲压成型机构,其具有如下优点:
1、本机构通过伺服电机驱动驱动滑动体沿着导杆移动,通过滑动体的等距离移动来切换液压缸伸缩杆正下方的通孔,根据需要让不同通孔内的下压杆移动到液压缸伸缩杆的正下方,从而实现自动切换冲压头尺寸和形状的技术效果,在切换冲压头的过程中,无需人工手动操作,有效的降低了工作强度,同时节约了时间,进而提高了生产效率;
2、本机构在现有冲压机构的基础上,仅仅增加了导杆、滚珠丝杆、滑动体、下压杆以及弹簧的结构,对于现有的冲压结构并没有大幅度改变,在改造成本和改造难度上非常小,适合大范围推广。
附图说明
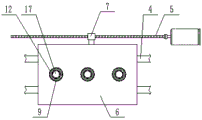
图1是本发明所述用于工业生产的自动冲压成型机构的结构示意图;
图2是本发明所述滑动体、导杆和滚珠丝杆的结构示意图;
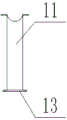
图3是本发明所述下压杆的结构示意图;
图4是本发明所述用于工业生产的自动冲压成型机构的结构示意图;
图中,1、工作台;2、模具;3、液压缸伸缩杆;4、导杆;5、滚珠丝杆;6、滑动体;7、螺母座;8、轴承座;9、通孔;10、挡边;11、下压杆;12、挡环;13、法兰盘;14、冲压头;15、弹簧;16、支撑座;17、橡胶缓冲垫;18、液压缸支架;19、伺服电机;20、联轴器。
具体实施方式
下面结合附图对本发明进行具体描述,如图1-4所示,本申请的创造点在于,在液压缸伸缩杆与模具之间设有两个导杆4和滚珠丝杆5,两个导杆与滚珠丝杠相互平行,所述导杆固定安装在工作台上并于工作台平行,两个导杆上安装滑动体6,所述滑动体沿着导杆的长度方向移动,所述滚珠丝杆的螺母座7与滑动体的侧表面固定连接,所述滚珠丝杆的一端通过轴承座8固定安装在工作台上,所述滚珠丝杆的另一端通过联轴器20与伺服电机17的转轴轴固定连接,所述伺服电机通过电机安装支架固定在安装在工作台上;所述滑动体加工若干通孔9,所述通孔为圆柱形孔,所述通孔连通滑动体的上下表面,若干通孔沿着导杆的长度方向等距离排列在一条直线上,所述通孔的下端端口处设有挡边10,所述通孔内设有下压杆11,所述下压杆上端面的外边沿固定连接挡环12,所述下压杆的下端穿过通孔下端口的挡边伸出滑动体下表面,所述下压杆的下端通过法兰盘13固定连接冲压头14,所述下压杆上套有弹簧15,所述弹簧的一端与挡环的下表面固定连接,所述弹簧的另一端与挡边的上表面固定连接。
本申请的创造点还在于,若干通孔的中心线与液压缸伸缩杆的中心线相互平行且位于同一竖直平面内;所述下压杆的中心线与通孔的中心线重合;所述下压杆的中心线与导杆的长度方向垂直;所述下压杆下端的法兰盘的直径大于通孔下端端口的直径;所述滑动体是由铝合金材质制成的长方体结构;所述导杆的两端通过支撑座16固定安装在工作台上;所述液压缸伸缩杆的下端面为球形面,所述下压杆的上端面中心位置加工凹槽,所述凹槽为半球形凹槽,所述凹槽的形状和位置与液压缸伸缩杆下端端面对应;所述凹槽内固定安装橡胶缓冲垫17;所述液压缸通过支架固定安装在工作台上。
本技术方案采用的电子器件包括:
液压缸及其配套的控制器和液压系统;
伺服电机及其控制器;
上述电子器件均采用现有产品,本申请对于上述电子器件的结构并没有特殊要求和改变;
在本技术方案实施的过程中,本领域人员需要将本案中所有电气件与其适配的电源通过导线进行连接,并且应该根据实际情况,选择合适的控制器,以满足控制需求,具体连接以及控制顺序,应参考下述工作原理中,各电气件之间先后工作顺序完成电性连接,其详细连接手段,为本领域公知技术,下述主要介绍工作原理以及过程,不在对电气控制做说明。
在本技术方案中,通过伺服电机控制器对伺服电机的工作参数进行设定,保证伺服电机驱动螺母座进行一段一段的移动,且螺母座每段都移动相同的位移。当需要切换冲压头时,工作人员 通过伺服电机控制器控制伺服电机驱动滑动体在导杆上一段一段的滑动,每次伺服电机控制器都驱动螺母座带动滑动体移动一段相同的位移,并保证每段位移完成后,恰好有一个下压杆移动到液压缸伸缩杆的正下方。通过上述控制移动方式,工作人员将需要的冲压头移动到液压缸伸缩杆的正下方,然后启动液压缸,此时液压缸的伸缩杆竖直向下撞击下压杆上表面凹槽内的橡胶缓冲垫,进而推动下压杆带动其下端的冲压头冲击模具,进而完成冲压工作。
在本申请的技术方案中,液压缸的液压系统布置在工作台内,而下压杆上端的挡环外直径与通孔的内直径相匹配,而下压杆的直径与通孔下端挡边的内直径相匹配;所述通孔的内表面上涂抹润滑油。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下。由语句“包括一个......限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素”。
上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
Claims (10)
1.一种用于工业生产的自动冲压成型机构,包括工作台(1),所述工作台上固定安装模具(2),所述模具的正上方设有液压缸,所述液压缸通过液压缸支架(18),所述液压缸伸缩杆(3)的中心线与模具的中心线位于一条竖直直线上,其特征在于,
所述液压缸伸缩杆与模具之间设有两个导杆(4)和滚珠丝杆(5),两个导杆与滚珠丝杠相互平行,所述导杆固定安装在工作台上并于工作台平行,两个导杆上安装滑动体(6),所述滑动体沿着导杆的长度方向移动,所述滚珠丝杆的螺母座(7)与滑动体的侧表面固定连接,所述滚珠丝杆的一端通过轴承座(8)固定安装在工作台上,所述滚珠丝杆的另一端通过联轴器(20)与伺服电机(19)的转轴轴固定连接,所述伺服电机通过电机安装支架固定在安装在工作台上;
所述滑动体加工若干通孔(9),所述通孔为圆柱形孔,所述通孔连通滑动体的上下表面,若干通孔沿着导杆的长度方向等距离排列在一条直线上,所述通孔的下端端口处设有挡边(10),所述通孔内设有下压杆(11),所述下压杆上端面的外边沿固定连接挡环(12),所述下压杆的下端穿过通孔下端口的挡边伸出滑动体下表面,所述下压杆的下端通过法兰盘(13)固定连接冲压头(14),所述下压杆上套有弹簧(15),所述弹簧的一端与挡环的下表面固定连接,所述弹簧的另一端与挡边的上表面固定连接。
2.根据权利要求1所述的用于工业生产的自动冲压成型机构,其特征在于,若干通孔的中心线与液压缸伸缩杆的中心线相互平行且位于同一竖直平面内。
3.根据权利要求1所述的用于工业生产的自动冲压成型机构,其特征在于,所述下压杆的中心线与通孔的中心线重合。
4.根据权利要求1所述的用于工业生产的自动冲压成型机构,其特征在于,所述下压杆的中心线与导杆的长度方向垂直。
5.根据权利要求1所述的用于工业生产的自动冲压成型机构,其特征在于,所述下压杆下端的法兰盘的直径大于通孔下端端口的直径。
6.根据权利要求1所述的用于工业生产的自动冲压成型机构,其特征在于,所述滑动体是由铝合金材质制成的长方体结构。
7.根据权利要求1所述的用于工业生产的自动冲压成型机构,其特征在于,所述导杆的两端通过支撑座(16)固定安装在工作台上。
8.根据权利要求1所述的用于工业生产的自动冲压成型机构,其特征在于,所述液压缸伸缩杆的下端面为球形面,所述下压杆的上端面中心位置加工凹槽,所述凹槽为半球形凹槽,所述凹槽的形状和位置与液压缸伸缩杆下端端面对应。
9.根据权利要求1所述的用于工业生产的自动冲压成型机构,其特征在于,所述凹槽内固定安装橡胶缓冲垫(17)。
10.根据权利要求1所述的用于工业生产的自动冲压成型机构,其特征在于,所述液压缸通过支架固定安装在工作台上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010534907.1A CN111644499A (zh) | 2020-06-12 | 2020-06-12 | 用于工业生产的自动冲压成型机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010534907.1A CN111644499A (zh) | 2020-06-12 | 2020-06-12 | 用于工业生产的自动冲压成型机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111644499A true CN111644499A (zh) | 2020-09-11 |
Family
ID=72343610
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010534907.1A Pending CN111644499A (zh) | 2020-06-12 | 2020-06-12 | 用于工业生产的自动冲压成型机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111644499A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116713372A (zh) * | 2023-07-18 | 2023-09-08 | 杭州顺豪金属制品有限公司 | 一种压力表壳体的成形工艺及成形装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2851081A (en) * | 1954-05-28 | 1958-09-09 | Western Electric Co | Device for forming resilient articles while in a flexed condition |
| AU2002338282A1 (en) * | 2001-03-29 | 2002-10-15 | Amada America, Inc. | Apparatus and programmable method for punching |
| CN105491802A (zh) * | 2015-12-31 | 2016-04-13 | 深圳市鑫美威自动化设备有限公司 | 多头自动切换式冲压及贴装系统 |
| CN208410469U (zh) * | 2018-04-25 | 2019-01-22 | 黄山全晟密封科技有限公司 | 一种橡胶隔膜片冲压装置 |
| CN208758426U (zh) * | 2018-08-10 | 2019-04-19 | 青岛云东来工贸有限公司 | 一种生产卡车横梁用冲床 |
| CN210253804U (zh) * | 2019-06-27 | 2020-04-07 | 李小强 | 一种灯盘加工用铝罩冲孔装置 |
-
2020
- 2020-06-12 CN CN202010534907.1A patent/CN111644499A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2851081A (en) * | 1954-05-28 | 1958-09-09 | Western Electric Co | Device for forming resilient articles while in a flexed condition |
| AU2002338282A1 (en) * | 2001-03-29 | 2002-10-15 | Amada America, Inc. | Apparatus and programmable method for punching |
| CN105491802A (zh) * | 2015-12-31 | 2016-04-13 | 深圳市鑫美威自动化设备有限公司 | 多头自动切换式冲压及贴装系统 |
| CN208410469U (zh) * | 2018-04-25 | 2019-01-22 | 黄山全晟密封科技有限公司 | 一种橡胶隔膜片冲压装置 |
| CN208758426U (zh) * | 2018-08-10 | 2019-04-19 | 青岛云东来工贸有限公司 | 一种生产卡车横梁用冲床 |
| CN210253804U (zh) * | 2019-06-27 | 2020-04-07 | 李小强 | 一种灯盘加工用铝罩冲孔装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116713372A (zh) * | 2023-07-18 | 2023-09-08 | 杭州顺豪金属制品有限公司 | 一种压力表壳体的成形工艺及成形装置 |
| CN116713372B (zh) * | 2023-07-18 | 2024-04-05 | 杭州顺豪金属制品有限公司 | 一种压力表壳体的成形工艺及成形装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN2850749Y (zh) | 一种冲压件自动折边装置 | |
| CN201026670Y (zh) | 一种铝合金门窗型材压床 | |
| CN112371858A (zh) | 一种立式旋转多工位板件冲压成型夹具 | |
| CN210907584U (zh) | 一种汽车零部件冲压机构中的辅助稳定装置 | |
| CN101623731B (zh) | 数控冲压机床的冲压方法 | |
| CN205587541U (zh) | 一种冲床安装模具升降用装置 | |
| CN111644499A (zh) | 用于工业生产的自动冲压成型机构 | |
| CN211803283U (zh) | 一种节能型冲压件 | |
| CN211539225U (zh) | 一种冰箱钣金件的冲压模具 | |
| CN203470622U (zh) | 多工位集成直列式冲床 | |
| CN201201152Y (zh) | 模内攻牙机 | |
| CN205436782U (zh) | 一种带机械手的冲压模具 | |
| CN219464489U (zh) | 一种用于冷冲压加工的冲压模具 | |
| CN208527844U (zh) | 一种具有防卡料功能的冲压模具 | |
| CN213256593U (zh) | 一种连续式冲压装置 | |
| CN109333064B (zh) | 一种自动轴套加工设备 | |
| CN202893943U (zh) | 薄板冲压装置 | |
| CN112775342A (zh) | 一种薄壁产品压型整形一体化加工工装和方法 | |
| CN201231289Y (zh) | 冲模装置及数控冲压机床 | |
| CN218361638U (zh) | 一种冲压模具的辅助结构 | |
| CN110918759A (zh) | 一种用于弧形工件的可调式冲孔装置 | |
| CN211330964U (zh) | 一种汽车冲压件弧面成型装置 | |
| CN220426533U (zh) | 一种金属制品冲压用的冲压模具 | |
| CN212792512U (zh) | 一种对小型铝板进行加工的微型折弯机 | |
| CN2489894Y (zh) | 三工位管端成型机的成型模座装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20200911 |
|
| RJ01 | Rejection of invention patent application after publication |