CN111452336B - 引气管吹塑模具及其吹塑方法 - Google Patents
引气管吹塑模具及其吹塑方法 Download PDFInfo
- Publication number
- CN111452336B CN111452336B CN202010278331.7A CN202010278331A CN111452336B CN 111452336 B CN111452336 B CN 111452336B CN 202010278331 A CN202010278331 A CN 202010278331A CN 111452336 B CN111452336 B CN 111452336B
- Authority
- CN
- China
- Prior art keywords
- mold
- die
- die cavity
- cavity
- mold core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/22—Tubes or pipes, i.e. rigid
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本发明提供一种一体化成型环形挡雨片的引气管吹塑模具,包括左模腔、右模腔和模芯,在模芯上设置有径流式吹气针和对环形挡雨片施加压紧力的翻转压紧机构;模芯安装在模芯固定座板上,模芯固定座板上设置有模芯运动导轨,模芯可沿着模芯运动导轨作上下垂直运动;模芯固定座板底部设置有两个同步运动的齿轮,左模腔和右模腔底部分别设置有两根齿条,齿轮和齿条相互啮合构成两组同步齿轮齿条啮合机构,左模腔上设置有导向杆,模芯固定座板设置在导向杆上并可沿着导向杆做左右水平运动。本发明在吹塑过程中实现环形挡雨片和引气管的一体化成型,环形挡雨片在生产引气管时直接被嵌入到吹塑模具中,取消了焊接加工工序,同时能够防止料坯和挡雨片粘连。
Description
技术领域
本发明涉及一种吹塑模具,特别是涉及到一种一体化成型环形挡雨片的引气管吹塑模具及其吹塑方法。
背景技术
引气管作为空气导流装置广泛应用于商用车的进气系统中,其在发动机抽吸的负压作用下将新鲜空气导入到空气滤清器中,但由于卡车布置原因,引气管被外置在大气环境中,在雨天接触或吸入雨水的几率非常大,为避免大量的雨水灌入发动机导致发动机熄火,引气管必须具备防止雨水进入下游的空滤器和发动机的功能,其防水功能通过在引气管的出口位置设计和安装环形挡雨片来实现。现有技术是先分别采用吹塑和注塑工艺生产引气管和挡雨片,然后再通过焊接使两者结合形成环形挡雨片组件,其弊端主要有:需要二次加工焊接工序,生产效率较低,产量不高;对引气管的尺寸控制精度要求非常高,具体体现在与环形挡雨片外形轮廓相互配合的出口位置内部形状和尺寸。吹塑模具在生产塑料制品时,通过对模腔内的管坯材料施加吹气压力,使管坯材料沿着模具型腔进行膨胀和填充,由于吹塑模具没有模芯,产品的内壁面依赖产品的外部轮廓和管坯材料的自然延伸,属于自然成型,一般的吹塑设备无法精密控制塑料制品的局部壁厚和形状,若要使吹塑工序生产出的毛坯件满足焊接尺寸加工要求,需要投入昂贵的精密设备,设备折旧和质量控制成本非常高,导致成品价格大幅度升高。
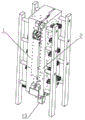
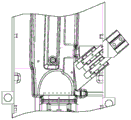
现有引气管吹塑模具如图1-2所示,主要由左右两半成型产品外轮廓的左模腔1和右模腔2以及轴流式吹气针13组成,其优点是结构简单,加工周期短,模具成本廉价。但是该模具在生产过程中的缺陷也是非常明显的,由于引气管的出口位置(图2中的虚线框区域)没有模芯,因而模具不具备主动精密控制内部形状的能力,只能间接依靠吹塑设备的轴向壁厚控制仪进行局部调整,因此对设备的控制精度要求非常高,产品一致性难保证,产品报废较多,合格率不高。当引起背管出口位置的内部轮廓度和壁厚尺寸超差时,将会影响下道焊接工序的质量,容易出现无法焊接或者虚焊问题,出现密封不良的问题。
发明内容
本发明所要解决的技术问题是提供一种一体化成型环形挡雨片的引气管吹塑模具,不需要二次焊接加工。
本发明还要提供一种采用上述引气管吹塑模具的吹塑方法。
本发明解决技术问题所采用的技术方案是:引气管吹塑模具,包括左模腔、右模腔和模芯,在所述模芯上设置有径流式吹气针和对环形挡雨片施加压紧力的翻转压紧机构;所述模芯安装在模芯固定座板上,所述模芯固定座板上设置有模芯运动导轨,所述模芯可沿着模芯运动导轨作上下垂直运动;所述模芯固定座板底部设置有两个同步运动的齿轮,所述左模腔和右模腔底部分别设置有两根齿条,所述齿轮和齿条相互啮合构成两组同步齿轮齿条啮合机构,所述左模腔上设置有导向杆,所述模芯固定座板设置在导向杆上并可沿着导向杆做左右水平运动。
进一步的,所述模芯可在大气缸的推力作用下沿着模芯运动导轨作上下垂直运动。
进一步的,所述翻转压紧机构由夹紧气缸、棘爪和翻转轴组成,所述棘爪通过翻转轴与夹紧气缸的壳体连接在一起,所述翻转轴的两端固定安装在夹紧气缸的壳体侧壁上,所述棘爪在夹紧气缸的推力下可绕翻转轴旋转90°,对环形挡雨片的上端面施加朝下的压紧力。
进一步的,所述棘爪与翻转轴间隙配合。
进一步的,所述两个同步运动的齿轮的牙形和数量相同,所述左模腔上的两根齿条与右模腔上的两根齿条的牙形和数量相同但安装方向相反,且四根齿条相互平行;所述左模腔上的1根齿条和右模腔上的1根齿条分别与1个齿轮啮合,所述左模腔上的另1根齿条和右模腔上的另1根齿条分别与另1个齿轮啮合。
进一步的,所述右模腔上设置有与左模腔上的导向杆对应的导向孔,所述导向杆能在导向孔内左右运动。
进一步的,还包括压力切换控制阀,所述压力切换控制阀控制大气缸和夹紧气缸的动力切换。
进一步的,所述径流式吹气针上端沿圆周方向均匀设置有若干小孔,吹气时空气从若干小孔吹出并沿径流式吹气针顶端的圆周方向分布。
进一步的,所述模芯固定座板在开模和合模时始终处于模具的中央位置。
引气管吹塑模具的吹塑方法,该方法包括以下步骤:
1)左模腔和右模腔固定在机床上,右模腔可以在液压系统的作用下左右运动,实现与左模腔的开闭;
2)在开模的过程中,模芯固定座板在齿轮、齿条的同步作用下始终位于模具中央位置,此时模芯的位置处于原始模具动作的最低点位置,棘爪竖直朝上;
3)当左模腔和右模腔开模至设定位置时,将环形挡雨片放置在模芯上,打开压力切换控制阀,控制大气缸推动模芯沿着模芯固定座板上的模芯运动导轨向上运动到设定位置,棘爪在夹紧气缸的推力下沿着翻转轴顺时针旋转90°,由竖直朝上变为水平位置,对环形挡雨片垂直方向夹紧限位;
4)管坯下料,料坯从模头中挤出并自上而下套入环形挡雨片,直到料坯超过模具型腔的下边界;
5)右模腔在合模力的作用下向左模腔运动,模芯固定座板在齿轮、齿条的同步作用下始终位于模具中央位置,当左模腔和右模腔彻底合拢后,环形挡雨片与左模腔、右模腔内的料坯牢固地粘接在一起,出口部位的内形轮廓就是环形挡雨片内形尺寸;
6)吹塑过程中,料坯在气压的作用下沿着左模腔、右模腔快速膨胀,成型产品的外部轮廓形状,模芯内置的径流式吹气针吹出的空气沿圆周方向分布,防止料坯和环形挡雨片粘连;
7)吹针泄压,压力切换控制阀关闭,模芯固定座板沿竖直方向回落到原始位置,实现产品的管口内倒扣抽芯;
8)左模腔、右模腔打开,取件得到一体化成型环形挡雨片的引气管。
本发明的有益效果是:能够在吹塑过程中实现环形挡雨片和引气管的一体化成型,环形挡雨片在生产引气管时直接被嵌入到吹塑模具中,取消了焊接加工工序,消除了焊接质量风险,同时能够防止料坯和挡雨片粘连,提高生产效率和合格率,成本降低;由于无焊接工序,因此不再需要控制引气管出口位置的内部轮廓尺寸,降低了对设备控制精度的要求,也降低了工艺调整难度,产品的合格率大幅度提高,质量报废成本降低,综合成本下降;环形挡雨片和引气管一体成型后,配合部位粘接牢固,密封可靠,有效规避了以往采用焊接进行二次加工时可能出现的漏气或者渗水问题。
附图说明
图1是现有引气管吹塑模具的结构示意图。
图2是图1的引气管吹塑模具的引气管出口位置局部示意图。
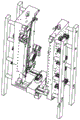
图3是本发明的引气管吹塑模具的立体图。
图4是本发明的引气管吹塑模具的仰视图。
图5是本发明的引气管吹塑模具的成型管口内轮廓的模芯部分的结构示意图。
图6是本发明的引气管吹塑模具的翻转压紧机构的结构示意图。
图7是本发明的引气管吹塑模具的径流式吹气针的局部放大示意图。
图8是本发明的引气管吹塑模具在吹塑前未安装环形挡雨片时模芯的运动状态示意图。
图9是本发明的引气管吹塑模具在进行吹塑时安装环形挡雨片后模芯的运动状态示意图。
图10是本发明得到的一体化成型环形挡雨片的引气管。
具体实施方式
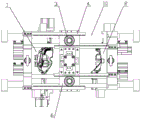
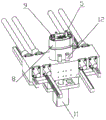
本发明为了实现在吹塑模具上一体化成型环形挡雨片8和引气管17,其模具结构相比现有模具要复杂许多。如图3-5所示,本发明的一体化成型环形挡雨片的引气管吹塑模具从整体结构上来说,增加了安装和固定环形挡雨片8的模芯7、模芯固定座板6、模芯运动导轨12、驱动模芯固定座板6左右水平运动的齿轮3和齿条4、支持模芯固定座板6左右滑动的导向杆10、驱动模芯7上下垂直运动的大气缸11以及压力切换控制阀。
在上述模芯7上设置有翻转压紧机构9和径流式吹气针5,其中,翻转压紧机构9由夹紧气缸91、棘爪92和翻转轴93组成,棘爪92通过翻转轴93与夹紧气缸91的壳体连接在一起,棘爪92与翻转轴93间隙配合,使棘爪92能够在夹紧气缸91的活塞推拉力作用下绕翻转轴93旋转90°,翻转轴93的两端固定安装在夹紧气缸91的壳体侧壁上,如图6所示。棘爪92在夹紧气缸91的推力作用下,能够从原始的竖直位置顺时针翻转90°变为水平位置,从而对环形挡雨片8的上端面施加朝下的压紧力,实现对环形挡雨片8的夹紧,可有效避免环形挡雨片8在料坯的挤压作用力下出现窜动。模芯7内置的径流式吹气针5结构有别于现有的轴流式吹气针13,径流式吹气针5上端沿圆周方向均匀设置有若干小孔51,如图7所示,可以采用6个直径为2mm的小孔51,吹气时空气从若干小孔51吹出,空气沿径流式吹气针5顶端的圆周方向分布,这一创新设计的目的是为了防止料坯与环形挡雨片8粘连。由于环形挡雨片8插入引气管17的部分与引气管17的外壁面距离较小,不到20mm,料坯下落时很容易粘到环形挡雨片8的上部,导致料坯被扯破,管坯压力泄露,无法吹塑成型。本发明采用径流式吹气针5吹气可使狭缝处的料坯快速膨胀并向模具型腔贴合,从而避免料坯粘接到环形挡雨片8上。
上述模芯固定座板6上设置有模芯运动导轨12,数量可采用3根,模芯7安装在模芯固定座板6上,模芯7能够在大气缸11的推力作用下沿着模芯运动导轨12作上下垂直运动,防止模芯7位置跑偏,实现模芯7抽芯功能。
上述模芯固定座板6底部还设置有两个同步运动的齿轮3,这两个齿轮3的牙形和数量均相同,左模腔1和右模腔2底部分别设置了两根直线运动的齿条4,左模腔1上的两根齿条4与右模腔2上的两根齿条4的牙形和数量均相同,但安装方向相反,且四根齿条4相互平行,左模腔1上的1根齿条4和右模腔2上的1根齿条4分别与1个齿轮3啮合,左模腔1上的另1根齿条4和右模腔2上的另1根齿条4分别与另1个齿轮3啮合,齿轮3和齿条4是按照同步运动原理设计的,从而构成两组同步齿轮齿条啮合机构。左模腔1上设置有导向杆10,数量可以是四根,而右模腔2上设置有对应的导向孔,确保导向杆10能够在导向孔内左右运动。模芯固定座板6设置在导向杆10上,并可沿着导向杆10做左右水平运动。工作时,右模腔2在吹塑机设备固定板的拉力作用下与左模腔1分离,在此分离过程中,右模腔2上固定的两根齿条4带动齿轮3逆时针旋转,旋转的齿轮3给左模腔1上固定的两根齿条4向左的推力,由于左模腔1是固定在机床上不动的,因此左模腔1上固定的两根齿条4只能给齿轮3施加向右的反作用力,该作用力推动模芯固定座板6往右运动,由于齿轮3和齿条4相互啮合且是同步运动的,因此不论右模腔2的运动距离和运动速度如何变化,模芯固定座板6在开模和合模时始终处于模具的中央位置,即保持在料坯中心线的位置,这一创新是本发明的核心技术。
压力切换控制阀设置在模具的吹气管路上,控制大气缸11和夹紧气缸91的动力切换,使得压缩空气能够进入大气缸11和夹紧气缸91中,从而驱动执行机构动作。
上述模芯运动导轨12可采用燕尾导轨。
本发明应用了机械同步运动原理,在模具结构上进行了创新,设计和安装了相互啮合的两个齿轮3和四根齿条4,用于驱动模芯固定座板6作水平直线运动,使模芯固定座板6在模具开闭的过程中始终位于模具中央位置,方便料坯套入。大气缸11驱动模芯7可以沿着三根固定在模芯固定座板6上的模芯运动导轨12做上下垂直运动,其内部的棘爪92在夹紧气缸91的推力作用下能够实现90°翻转,模芯7与棘爪92的运动是同步的,即在模芯7上升时棘爪92顺时针翻转90°夹紧环形挡雨片8,而在模芯7下降时棘爪92逆时针翻转90°,卸除夹紧力,并回到原始的竖直位置,实现对产品倒扣的抽芯。
本发明的引气管吹塑模具的吹塑方法包括以下步骤:
1)左模腔1和右模腔2通过螺栓压板固定在机床上,右模腔2可以在液压系统的作用下左右运动,实现与左模腔1的开闭;
2)在开模的过程中,模芯固定座板6在齿轮3、齿条4的同步作用下始终位于模具中央位置,此时模芯7的位置处于原始模具动作的最低点位置,同时棘爪92竖直朝上,如图8所示;
3)当左模腔1和右模腔2开模至设定位置时,将环形挡雨片8放置在模芯7上,打开压力切换控制阀,控制大气缸11推动模芯7沿着模芯固定座板6上的模芯运动导轨12向上运动到设定位置,棘爪92在夹紧气缸91的推力下沿着翻转轴93顺时针旋转90°,由原来的竖直朝上变为水平位置,实现对环形挡雨片8垂直方向的夹紧限位,如图9所示;
4)管坯下料时,料坯在设备挤出压力的作用下从模头中挤出,在设备挤出压力和重力的作用下下落,料坯的下部是开口的,料坯将自上而下套入环形挡雨片8,直到料坯超过由左模腔1和右模腔2构成的模具型腔的下边界;
5)右模腔2在设备合模力的作用下向左模腔1运动,模芯固定座板6在齿轮3、齿条4的同步作用下始终位于模具中央位置,当左模腔1和右模腔2彻底合拢后,引气管17的出口部位由于内外分别由左模腔1、右模腔2和模芯7压制成型,因此环形挡雨片8与模具型腔内的料坯牢固地粘接在一起,此时出口部位的内形轮廓就是环形挡雨片内形尺寸,其形状非常规则;
6)吹塑过程中,料坯在气压的作用下沿着左模腔1、右模腔2快速膨胀,成型产品的外部轮廓形状,模芯7内置的径流式吹气针5吹出的空气沿圆周方向分布,能够有效防止料坯和环形挡雨片8粘连;
7)吹针泄压,压力切换控制阀关闭,模芯固定座板6沿竖直方向回落到原始位置,实现产品的管口内倒扣抽芯,以保证产品能够顺利脱模;
8)左模腔1、右模腔2打开,取件得到本发明的一体化成型环形挡雨片的引气管,如图10所示,图中的矩形虚线框内的区域是引气管17的出口部位,其内部含有环形挡雨片8。
Claims (9)
1.引气管吹塑模具,包括左模腔(1)和右模腔(2),其特征在于:还包括模芯(7),在所述模芯(7)上设置有径流式吹气针(5)和对环形挡雨片(8)施加压紧力的翻转压紧机构(9);所述模芯(7)安装在模芯固定座板(6)上,所述模芯固定座板(6)上设置有模芯运动导轨(12),所述模芯(7)可沿着模芯运动导轨(12)作上下垂直运动;所述模芯固定座板(6)底部设置有两个同步运动的齿轮(3),所述左模腔(1)和右模腔(2)底部分别设置有两根齿条(4),所述齿轮(3)和齿条(4)相互啮合构成两组同步齿轮齿条啮合机构,所述左模腔(1)上设置有导向杆(10),所述模芯固定座板(6)设置在导向杆(10)上并可沿着导向杆(10)做左右水平运动,所述两个同步运动的齿轮(3)的牙形和数量相同,所述左模腔(1)上的两根齿条(4)与右模腔(2)上的两根齿条(4)的牙形和数量相同但安装方向相反,且四根齿条(4)相互平行;所述左模腔(1)上的1根齿条(4)和右模腔(2)上的1根齿条(4)分别与1个齿轮(3)啮合,所述左模腔(1)上的另1根齿条(4)和右模腔(2)上的另1根齿条(4)分别与另1个齿轮(3)啮合。
2.如权利要求1所述的引气管吹塑模具,其特征在于:所述模芯(7)可在大气缸(11)的推力作用下沿着模芯运动导轨(12)作上下垂直运动。
3.如权利要求1所述的引气管吹塑模具,其特征在于:所述翻转压紧机构(9)由夹紧气缸(91)、棘爪(92)和翻转轴(93)组成,所述棘爪(92)通过翻转轴(93)与夹紧气缸(91)的壳体连接在一起,所述翻转轴(93)的两端固定安装在夹紧气缸(91)的壳体侧壁上,所述棘爪(92)在夹紧气缸(91)的推力下可绕翻转轴(93)旋转90°,对环形挡雨片(8)的上端面施加朝下的压紧力。
4.如权利要求3所述的引气管吹塑模具,其特征在于:所述棘爪(92)与翻转轴(93)间隙配合。
5.如权利要求1所述的引气管吹塑模具,其特征在于:所述右模腔(2)上设置有与左模腔(1)上的导向杆(10)对应的导向孔,所述导向杆(10)能在导向孔内左右运动。
6.如权利要求1所述的引气管吹塑模具,其特征在于:还包括压力切换控制阀,所述压力切换控制阀控制大气缸(11)和夹紧气缸(91)的动力切换。
7.如权利要求1所述的引气管吹塑模具,其特征在于:所述径流式吹气针(5)上端沿圆周方向均匀设置有若干小孔(51),吹气时空气从若干小孔(51)吹出并沿径流式吹气针(5)顶端的圆周方向分布。
8.如权利要求1所述的引气管吹塑模具,其特征在于:所述模芯固定座板(6)在开模和合模时始终处于模具的中央位置。
9.引气管吹塑模具的吹塑方法,其特征在于:该方法包括以下步骤:
1)左模腔(1)和右模腔(2)固定在机床上,右模腔(2)可以在液压系统的作用下左右运动,实现与左模腔(1)的开闭;
2)在开模的过程中,模芯固定座板(6)在齿轮(3)、齿条(4)的同步作用下始终位于模具中央位置,此时模芯(7)的位置处于原始模具动作的最低点位置,棘爪(92)竖直朝上;
3)当左模腔(1)和右模腔(2)开模至设定位置时,将环形挡雨片(8)放置在模芯(7)上,打开压力切换控制阀,控制大气缸(11)推动模芯(7)沿着模芯固定座板(6)上的模芯运动导轨(12)向上运动到设定位置,棘爪(92)在夹紧气缸(91)的推力下沿着翻转轴(93)顺时针旋转90°,由竖直朝上变为水平位置,对环形挡雨片(8)垂直方向夹紧限位;
4)管坯下料,料坯从模头中挤出并自上而下套入环形挡雨片(8),直到料坯超过模具型腔的下边界;
5)右模腔(2)在合模力的作用下向左模腔(1)运动,模芯固定座板(6)在齿轮(3)、齿条(4)的同步作用下始终位于模具中央位置,当左模腔(1)和右模腔(2)彻底合拢后,环形挡雨片(8)与左模腔(1)、右模腔(2)内的料坯牢固地粘接在一起,出口部位的内形轮廓就是环形挡雨片内形尺寸;
6)吹塑过程中,料坯在气压的作用下沿着左模腔(1)、右模腔(2)快速膨胀,成型产品的外部轮廓形状,模芯(7)内置的径流式吹气针(5)吹出的空气沿圆周方向分布,防止料坯和环形挡雨片(8)粘连;
7)吹针泄压,压力切换控制阀关闭,模芯固定座板(6)沿竖直方向回落到原始位置,实现产品的管口内倒扣抽芯;
8)左模腔(1)、右模腔(2)打开,取件得到一体化成型环形挡雨片的引气管。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010278331.7A CN111452336B (zh) | 2020-04-10 | 2020-04-10 | 引气管吹塑模具及其吹塑方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010278331.7A CN111452336B (zh) | 2020-04-10 | 2020-04-10 | 引气管吹塑模具及其吹塑方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111452336A CN111452336A (zh) | 2020-07-28 |
| CN111452336B true CN111452336B (zh) | 2020-11-17 |
Family
ID=71674985
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010278331.7A Active CN111452336B (zh) | 2020-04-10 | 2020-04-10 | 引气管吹塑模具及其吹塑方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111452336B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113561452A (zh) * | 2021-07-29 | 2021-10-29 | 杨雨晴 | 一种用于中小型塑料制品生产用自动化吹塑设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN205255424U (zh) * | 2015-12-07 | 2016-05-25 | 宁波如强模塑有限公司 | 一种车门内衬成型模具 |
| CN107297884A (zh) * | 2017-08-04 | 2017-10-27 | 台州市祥珑容器科技有限公司 | 吹塑模开合装置和吹塑机 |
| CN207617095U (zh) * | 2017-12-06 | 2018-07-17 | 浙江宝丽微生物科技有限公司 | 一种吹塑机 |
| CN110281507A (zh) * | 2019-06-19 | 2019-09-27 | 嘉兴康德照明器材有限公司 | 一种用于制造底部无结点led灯罩的吹塑加工中心 |
| CN209504807U (zh) * | 2019-01-23 | 2019-10-18 | 广东烨嘉光电科技股份有限公司 | 一种管道接头的注塑模具 |
| CN210211183U (zh) * | 2019-06-01 | 2020-03-31 | 嘉利胶袋制品(深圳)有限公司 | 吹塑和注塑一体化成型模具 |
-
2020
- 2020-04-10 CN CN202010278331.7A patent/CN111452336B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN205255424U (zh) * | 2015-12-07 | 2016-05-25 | 宁波如强模塑有限公司 | 一种车门内衬成型模具 |
| CN107297884A (zh) * | 2017-08-04 | 2017-10-27 | 台州市祥珑容器科技有限公司 | 吹塑模开合装置和吹塑机 |
| CN207617095U (zh) * | 2017-12-06 | 2018-07-17 | 浙江宝丽微生物科技有限公司 | 一种吹塑机 |
| CN209504807U (zh) * | 2019-01-23 | 2019-10-18 | 广东烨嘉光电科技股份有限公司 | 一种管道接头的注塑模具 |
| CN210211183U (zh) * | 2019-06-01 | 2020-03-31 | 嘉利胶袋制品(深圳)有限公司 | 吹塑和注塑一体化成型模具 |
| CN110281507A (zh) * | 2019-06-19 | 2019-09-27 | 嘉兴康德照明器材有限公司 | 一种用于制造底部无结点led灯罩的吹塑加工中心 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111452336A (zh) | 2020-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN205187398U (zh) | 一种自动粉末成型机 | |
| CN111452336B (zh) | 引气管吹塑模具及其吹塑方法 | |
| CN112536944B (zh) | 一种电池包hp-rtm两腔成型模具 | |
| CN108621369A (zh) | 一种汽车内外饰塑料板材模内嵌模自动化设备装置 | |
| CN218693140U (zh) | 一种六瓣胀形机构用的成形装置 | |
| CN218196655U (zh) | 一种利于脱模的模具 | |
| CN109878030A (zh) | 一种便于脱模的汽车座椅夹布条注塑模具 | |
| CN213353363U (zh) | 一种无人机复合材料结构整体成型模具 | |
| CN215467885U (zh) | 一种精密铸造用压蜡装置 | |
| CN106626470A (zh) | 一机多模快速成形方法及装置 | |
| CN211868362U (zh) | 一种便于脱模的模具用二次顶出结构 | |
| CN113042710B (zh) | 电力金具间隔棒框架低压铸造生产工艺优化方法 | |
| CN115026985A (zh) | 一种抗生素封堵胶塞成型装置 | |
| CN210389972U (zh) | 多功能环保塑料模具 | |
| CN210011247U (zh) | 一种汽车门板注塑模具 | |
| CN207770664U (zh) | 一种可排渣的模架 | |
| CN206747549U (zh) | 一种铸型制造设备 | |
| CN219748813U (zh) | 一种注塑模具排气结构 | |
| CN220444894U (zh) | 一种汽车冲压模具自动脱模结构 | |
| CN220807876U (zh) | 一种盾构管片生产设备 | |
| CN221233083U (zh) | 一种用于冰箱门胆吸塑的拐角成型机构及模具 | |
| CN221365682U (zh) | 一种减小注塑件形变的小型腔脱模结构 | |
| CN220763399U (zh) | 一种电子连接器外壳生产用注塑装置 | |
| CN118080758B (zh) | 一种基于钻石生产设备的零部件加工冷镦机 | |
| CN116394474B (zh) | 一种汽车中央通道生产加工用模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |