CN111391232A - 一种冰箱玻璃隔板加工生产用注塑成型设备 - Google Patents
一种冰箱玻璃隔板加工生产用注塑成型设备 Download PDFInfo
- Publication number
- CN111391232A CN111391232A CN202010221553.5A CN202010221553A CN111391232A CN 111391232 A CN111391232 A CN 111391232A CN 202010221553 A CN202010221553 A CN 202010221553A CN 111391232 A CN111391232 A CN 111391232A
- Authority
- CN
- China
- Prior art keywords
- wall
- injection molding
- partition plate
- glass partition
- lower die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1742—Mounting of moulds; Mould supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/02—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography
- B01D53/04—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography with stationary adsorbents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B15/00—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area
- B08B15/04—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area from a small area, e.g. a tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/0055—Shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2602—Mould construction elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/74—Heating or cooling of the injection unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
Abstract
本发明涉及玻璃隔板生产技术领域,具体是一种冰箱玻璃隔板加工生产用注塑成型设备,包括工作台,工作台顶部外壁一侧开设有第一凹槽,且第一凹槽底部内壁两侧均通过螺栓安装有第一气缸,工作台顶部外壁两侧均通过螺钉安装有滑轨,且两个滑轨顶部外壁上滑动连接有两个呈水平结构分布的下模底座,下模底座通过螺钉与第一气缸呈固定连接,下模底座顶部外壁上套接有下模具,工作台顶部外壁两侧均焊接有两个呈水平结构分布的立柱。本发明的有益效果可以提高玻璃隔板的注塑成型效率,在对上模具与下模具进行调节后者更换时,通过限位块与限位槽的配合,工作人员可以快速将上模具与下模具对正,避免浪费大量时间。
Description
技术领域
本发明涉及玻璃隔板生产技术领域,具体是一种冰箱玻璃隔板加工生产用注塑成型设备。
背景技术
目前在冰箱等厨房家电所用的玻璃隔板,为使设计成复杂曲面,外形美观,通常是框成型后再放置玻璃,然而后放置的玻璃与隔板之间的固定不牢固,存在非常松动易掉不安全等隐患,目前为改进这一现象,现有玻璃板采用内部放置玻璃一起注塑成型。
中国专利号CN101439573B提供一种结构牢固,玻璃永远不会掉,玻璃被隔板包围且紧密接触,大大加强了隔板的强度,减少了安装玻璃的工序,降低了生产成本的玻璃隔板一体化注塑模具,本发明所涉及的玻璃隔板一体化注塑模具,通过在模具的动模板上增加两个油缸,油缸的前面设计两个滑块,滑块后部设计T型槽,油缸的拉杆固定在滑块的T型槽,滑块的头部设计L型卡脚,两个滑块就形成一个下框型,框两边的距离就是玻璃的宽度,这样每次玻璃的放置能确保在同一位置。
上述所示的玻璃隔板一体化注塑模具,无法对玻璃隔板进行连续注塑成型,工作效率较低,同时对模具调节后者更换模具时,上模具与下模具不太容易一次向对正,浪费大量时间,因此,亟需设计一种组合拼接式防碎冰箱玻璃隔板来解决上述问题。
发明内容
本发明的目的在于提供一种冰箱玻璃隔板加工生产用注塑成型设备,以解决上述背景技术中提出的现有注塑成型设备工作效率较低与更换及调节模具较为麻烦的问题。
本发明的技术方案是:一种冰箱玻璃隔板加工生产用注塑成型设备,包括工作台,所述工作台顶部外壁一侧开设有第一凹槽,且第一凹槽底部内壁两侧均通过螺栓安装有第一气缸,所述工作台顶部外壁两侧均通过螺钉安装有滑轨,且两个滑轨顶部外壁上滑动连接有两个呈水平结构分布的下模底座,所述下模底座通过螺钉与第一气缸呈固定连接,所述下模底座顶部外壁上套接有下模具,所述工作台顶部外壁两侧均焊接有两个呈水平结构分布的立柱,且立柱顶端通过螺钉安装有顶板,所述顶板顶部外壁中心处通过螺钉安装有第二气缸,且第二气缸的输出端通过螺钉安装有安装板,所述安装板底部外壁上通过螺钉安装有上模具。
进一步地,所述上模具底部外壁两侧均通过螺钉安装有限位块,所述下模具顶部外壁两侧均开设有限位槽,且限位块插接在限位槽内部。
进一步地,所述工作台顶部外壁开设有第二凹槽,且第二凹槽底部外壁一侧通过螺栓安装有第三气缸,所述第二凹槽相对内壁两侧均开设有滑槽,且滑槽内部滑动连接有滑板,所述滑板顶部外壁上通过螺钉安装有注射筒。
进一步地,所述注射筒顶部外壁一侧通过螺钉安装有与注射筒相互贯通的药斗,且药斗侧面内壁靠近底端处通过螺钉安装有滤网,所述药斗顶端开口处插接有橡胶塞,所述注射筒正面外壁一侧与背面外壁一侧均通过螺栓安装有等距离呈环形结构分布的加热器。
进一步地,所述注射筒一端外壁上焊接有支撑板,且支撑板顶部外壁上通过螺栓安装有驱动电机,所述驱动电机的输出轴通过联轴器安装有绞龙,且绞龙远离驱动电机输出轴的一端键连接有锥头,所述绞龙侧面外壁靠近锥头处键连接有止逆环,且止逆环套接在锥头靠近绞龙的一端。
进一步地,所述下模底座顶部外壁四周均焊接有限位销,且限位销插接在下模具底部轴孔处,两个所述下模底座相对外壁一侧均通过螺钉安装有呈等距离结构分布的垫块,所述下模底座底部外壁中心处通过螺钉安装有感应磁铁。
进一步地,所述第一凹槽底部内壁一侧开设有安装槽,且安装槽底部内壁上通过螺钉安装有传感器。
进一步地,所述顶板顶部外壁两侧分别通过螺栓安装有负压风机与过滤罐,且过滤罐通过管道与负压风机相互连通,所说过滤罐内部通过螺栓安装有活性炭。
进一步地,所述负压风机一侧外壁底部插接有输气管,所述安装板底部外壁两侧通过螺钉安装有伸缩杆,且伸缩杆的底端通过螺钉安装有呈弧形结构的吸尘罩。
进一步地,所述顶板顶部外壁一侧通过螺栓安装有控制器,且控制器通过导线分别与第一气缸、第二气缸、第三气缸、负压风机、驱动电机及传感器呈电性连接。
本发明通过改进在此提供一种冰箱玻璃隔板加工生产用注塑成型设备,与现有技术相比,具有如下改进及优点:1.通过设置的两个下模底座,在对玻璃隔板进行注塑成型时,可以使得一个下模底座上的玻璃隔板注塑成型结束后,通过第一气缸拉回注塑好的玻璃隔板,同时另一个第一气缸推动放置有玻璃隔板的下模底座继续进行注塑成型,有利于提高玻璃隔板的注塑成型效率;2.通过设置的限位块与限位槽,在对上模具与下模具进行调节后者更换时,通过限位块与限位槽的配合,工作人员可以快速将上模具与下模具对正,避免浪费大量时间;3.通过设置的滤网,工作人员在通过药斗向注射筒内部加入注塑材料时,滤网可以防止未融化的塑料与杂质进入注射筒中,可以避免杂质堵塞注射筒的注射口,同时避免注塑产品质量降低;4.通过设置的负压风机,在注射筒注射时,吸尘罩会随着安装板下降与注射筒接触,此时在负压风机的作用,吸尘罩可以将注射筒注射流出的异味抽取到过滤罐中,从而避免气味散发影响工作人员的身体健康。
附图说明
下面结合附图和实施例对本发明作进一步解释:
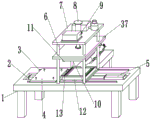
图1是本发明的结构主视图;
图2是本发明的结构侧视图;
图3是本发明的第一凹槽内部结构示意图;
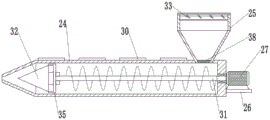
图4是本发明的注射筒结构示意图;
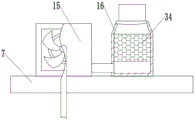
图5是本发明的顶板背面结构示意图;
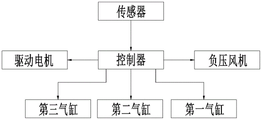
图6是本发明的工作流程结构示意图。
附图标记说明:
1工作台、2第一凹槽、3滑轨、4下模底座、5第一气缸、6立柱、7顶板、8第二气缸、9控制器、10上模具、11限位块、12下模具、13限位槽、14限位销、15负压风机、16过滤罐、17输气管、18吸尘罩、19伸缩杆、20第二凹槽、21滑槽、22第三气缸、23滑板、24注射筒、25药斗、26支撑板、27驱动电机、28安装槽、29传感器、30加热器、31绞龙、32锥头、33橡胶塞、34活性炭、35止逆环、36垫块、37安装板、38滤网、39感应磁铁。
具体实施方式
下面将结合附图1至图6对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
本发明通过改进在此提供一种冰箱玻璃隔板加工生产用注塑成型设备,如图1-图6所示,包括工作台1,工作台1顶部外壁一侧开设有第一凹槽2,且第一凹槽2底部内壁两侧均通过螺栓安装有第一气缸5,第一气缸5型号优选为SC200X75,用于在控制器9下控制下带动下模底座4移动,工作台1顶部外壁两侧均通过螺钉安装有滑轨3,且两个滑轨3顶部外壁上滑动连接有两个呈水平结构分布的下模底座4,下模底座4通过螺钉与第一气缸5呈固定连接,下模底座4顶部外壁上套接有下模具12,用于与上模具10配合对玻璃隔板进行注塑成型,工作台1顶部外壁两侧均焊接有两个呈水平结构分布的立柱6,用于支撑顶板7,且立柱6顶端通过螺钉安装有顶板7,顶板7顶部外壁中心处通过螺钉安装有第二气缸8,第二气缸8型号优选为SC200X100,用于使得安装板37与上模具10一起升降,以便于对玻璃隔板进行注塑成型,且第二气缸8的输出端通过螺钉安装有安装板37,安装板37底部外壁上通过螺钉安装有上模具10。
进一步地,上模具10底部外壁两侧均通过螺钉安装有限位块11,下模具12顶部外壁两侧均开设有限位槽13,在对上模具10与下模具12进行调节后者更换时,通过限位块11与限位槽13的配合,工作人员可以快速将上模具10与下模具12对正,避免浪费大量时间,且限位块11插接在限位槽13内部。
进一步地,工作台1顶部外壁开设有第二凹槽20,且第二凹槽20底部外壁一侧通过螺栓安装有第三气缸22,第三气缸型号优选为SC200X25,用于在控制器9命令下使得滑板23在滑槽21内部滑动,从而使得注射筒24靠近或远离下模具12,第二凹槽20相对内壁两侧均开设有滑槽21,且滑槽21内部滑动连接有滑板23,滑板23顶部外壁上通过螺钉安装有注射筒24,用于存放注塑材料。
进一步地,注射筒24顶部外壁一侧通过螺钉安装有与注射筒24相互贯通的药斗25,用于使得工作人员向注塑筒24中加入注塑材料,且药斗25侧面内壁靠近底端处通过螺钉安装有滤网38,防止未融化的塑料与杂质进入注射筒24中,可以避免杂质堵塞注射筒24的注射口,同时避免注塑产品质量降低,药斗25顶端开口处插接有橡胶塞33,用于封闭药斗25,避免杂物进入注塑筒24及防止注塑时注塑筒24的注塑材料味道从药斗25流出,注射筒24正面外壁一侧与背面外壁一侧均通过螺栓安装有等距离呈环形结构分布的加热器30,加热器30型号优选为ST-A012,用于对注塑筒24中的注塑材料进行加热,避免注塑筒24的注塑材料冷区凝固。
进一步地,注射筒24一端外壁上焊接有支撑板26,且支撑板26顶部外壁上通过螺栓安装有驱动电机27,驱动电机27型号优选为86BYGH35011840,用于为绞龙31转动提供动力,驱动电机27的输出轴通过联轴器安装有绞龙31,用于输送注塑筒24中的注塑材料,且绞龙31远离驱动电机27输出轴的一端键连接有锥头32,绞龙31侧面外壁靠近锥头32处键连接有止逆环35,防止注塑材料流回绞龙31处,且止逆环35套接在锥头32靠近绞龙31的一端。
进一步地,下模底座4顶部外壁四周均焊接有限位销14,用于安装下模具12,且限位销14插接在下模具12底部轴孔处,两个下模底座4相对外壁一侧均通过螺钉安装有呈等距离结构分布的垫块36,用于防止两个下模底座4碰撞时损坏,下模底座4底部外壁中心处通过螺钉安装有感应磁铁39,用于使得传感器29感知到玻璃隔板位置。
进一步地,第一凹槽2底部内壁一侧开设有安装槽28,且安装槽28底部内壁上通过螺钉安装有传感器29,传感器29型号优选为MLX90365LGO-ABB-000-RE,用于感应感应磁铁39的位置,以便于控制器9控制第一气缸5、第二气缸8、第三气缸22、负压风机15、驱动电机27运行,从而对玻璃隔板进行注塑成型。
进一步地,顶板7顶部外壁两侧分别通过螺栓安装有负压风机15与过滤罐16,负压风机15型号优选为WS9290-24-220-X200,用于为吸尘罩18提供吸附动力,过滤罐16用于过滤负压风机15吸附的气体,且过滤罐16通过管道与负压风机15相互连通,所说过滤罐16内部通过螺栓安装有活性炭34,用于对进入过滤罐16中的气体进行净化。
进一步地,负压风机15一侧外壁底部插接有输气管17,用于输送吸尘罩18吸附的注塑材料散发的异味,安装板37底部外壁两侧通过螺钉安装有伸缩杆19,用于在注塑筒24移动时,使得吸尘罩18始终与注塑筒24相接触,且伸缩杆19的底端通过螺钉安装有呈弧形结构的吸尘罩18,用于在负压风机15作用下将注塑材料散发的气体输送到过滤罐16中净化。
进一步地,顶板7顶部外壁一侧通过螺栓安装有控制器9,控制器9型号优选为CJ1W-PA202,用于接收传感器29传递的命令,控制第一气缸5、第二气缸8、第三气缸22、负压风机15、驱动电机27运动,从而对玻璃隔板进行注塑,且控制器9通过导线分别与第一气缸5、第二气缸8、第三气缸22、负压风机15、驱动电机27及传感器29呈电性连接。
本发明的工作原理为:使用时,工作人员向根据玻璃隔板的大小规格选择合适的上模具10与下模具12,随后分别将上模具10与下模具12安装在安装板37底部与下模底座4顶部,而后工作人员可以先启动第一气缸5,使得上模具10底部的限位块11插入下模具12顶部的限位槽13内部,以此来判断上模具10与下模具12是否对正,之后工作人员拔掉橡胶塞33将调配好的注塑材料倒入药斗25中,此时进入药斗25的注塑材料会在滤网38的过滤下进入注射筒24,同时工作人员启动加热器30,加热注射筒24内部的注塑材料,避免注塑材料冷却凝固,在注射筒24内部的注塑材料达到合适的位置时,工作人员将橡胶塞33重新塞入药斗25,避免注塑材料散发的异味流出注射筒24,而后工作人员将待注塑的玻璃隔板放置在下模具12上,随后工作人员启动其中一个第一气缸5,使得第一气缸5推动下模底座4在滑轨3上滑动,当下模底座4底部的感应磁铁39被传感器29感应到时,此时传感器29将感应到的信息传递给控制器9,控制器9控制第二气缸8运行,使得安装板37在立柱6上向下滑动,从而使得下模具12与上模具10相互接触,而后控制器9控制第三气缸22运动,使得滑板23在滑槽21内部滑动,从而将注射筒24移动到上模具10与下模具12注射口处,同时吸尘罩18会与注射筒24相接处,并在注射筒24靠近下模具12时挤压伸缩杆19,使得吸尘罩18始终与注射筒24相接触,之后控制器9会同时控制驱动电机27与负压风机15开启,使得注射筒24内部的注塑材料在绞龙31作用下输送入注射筒24的另一端,同时随着输送越多,此时在锥头32出的注塑材料会受到压力从而通过注塑筒24的注塑口流入上模具10与下模具12中,同时在负压风机15的带动下,吸尘罩18会将注塑时流出的异味吸附到过滤罐16中,而后将活性炭34过滤后将气体排出,而后在一个玻璃隔板注塑结束后,在控制器9的命令下,第二气缸8带动上模具升高,第三气缸22带动注塑筒24移动,而后一个第一气缸5会将注塑好的下模底座4拉出,随后另一个第一气缸5运动,使得未注塑的玻璃板移动到传感器29位置,此时重复上步骤对玻璃隔板进行注塑,同时工作人员可以将注塑好的玻璃隔板取出,并放上新的玻璃隔板等待注塑。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
Claims (10)
1.一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:包括工作台(1),所述工作台(1)顶部外壁一侧开设有第一凹槽(2),且第一凹槽(2)底部内壁两侧均通过螺栓安装有第一气缸(5),所述工作台(1)顶部外壁两侧均通过螺钉安装有滑轨(3),且两个滑轨(3)顶部外壁上滑动连接有两个呈水平结构分布的下模底座(4),所述下模底座(4)通过螺钉与第一气缸(5)呈固定连接,所述下模底座(4)顶部外壁上套接有下模具(12),所述工作台(1)顶部外壁两侧均焊接有两个呈水平结构分布的立柱(6),且立柱(6)顶端通过螺钉安装有顶板(7),所述顶板(7)顶部外壁中心处通过螺钉安装有第二气缸(8),且第二气缸(8)的输出端通过螺钉安装有安装板(37),所述安装板(37)底部外壁上通过螺钉安装有上模具(10)。
2.根据权利要求1所述的一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:所述上模具(10)底部外壁两侧均通过螺钉安装有限位块(11),所述下模具(12)顶部外壁两侧均开设有限位槽(13),且限位块(11)插接在限位槽(13)内部。
3.根据权利要求1所述的一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:所述工作台(1)顶部外壁开设有第二凹槽(20),且第二凹槽(20)底部外壁一侧通过螺栓安装有第三气缸(22),所述第二凹槽(20)相对内壁两侧均开设有滑槽(21),且滑槽(21)内部滑动连接有滑板(23),所述滑板(23)顶部外壁上通过螺钉安装有注射筒(24)。
4.根据权利要求3所述的一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:所述注射筒(24)顶部外壁一侧通过螺钉安装有与注射筒(24)相互贯通的药斗(25),且药斗(25)侧面内壁靠近底端处通过螺钉安装有滤网(38),所述药斗(25)顶端开口处插接有橡胶塞(33),所述注射筒(24)正面外壁一侧与背面外壁一侧均通过螺栓安装有等距离呈环形结构分布的加热器(30)。
5.根据权利要求3所述的一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:所述注射筒(24)一端外壁上焊接有支撑板(26),且支撑板(26)顶部外壁上通过螺栓安装有驱动电机(27),所述驱动电机(27)的输出轴通过联轴器安装有绞龙(31),且绞龙(31)远离驱动电机(27)输出轴的一端键连接有锥头(32),所述绞龙(31)侧面外壁靠近锥头(32)处键连接有止逆环(35),且止逆环(35)套接在锥头(32)靠近绞龙(31)的一端。
6.根据权利要求1所述的一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:所述下模底座(4)顶部外壁四周均焊接有限位销(14),且限位销(14)插接在下模具(12)底部轴孔处,两个所述下模底座(4)相对外壁一侧均通过螺钉安装有呈等距离结构分布的垫块(36),所述下模底座4底部外壁中心处通过螺钉安装有感应磁铁(39)。
7.根据权利要求1所述的一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:所述第一凹槽(2)底部内壁一侧开设有安装槽(28),且安装槽(28)底部内壁上通过螺钉安装有传感器(29)。
8.根据权利要求1所述的一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:所述顶板(7)顶部外壁两侧分别通过螺栓安装有负压风机(15)与过滤罐(16),且过滤罐(16)通过管道与负压风机(15)相互连通,所说过滤罐(16)内部通过螺栓安装有活性炭(34)。
9.根据权利要求8所述的一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:所述负压风机(15)一侧外壁底部插接有输气管(17),所述安装板(37)底部外壁两侧通过螺钉安装有伸缩杆(19),且伸缩杆(19)的底端通过螺钉安装有呈弧形结构的吸尘罩(18)。
10.根据权利要求1所述的一种冰箱玻璃隔板加工生产用注塑成型设备,其特征在于:所述顶板(7)顶部外壁一侧通过螺栓安装有控制器(9),且控制器(9)通过导线分别与第一气缸(5)、第二气缸(8)、第三气缸(22)、负压风机(15)、驱动电机(27)及传感器(29)呈电性连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010221553.5A CN111391232A (zh) | 2020-03-26 | 2020-03-26 | 一种冰箱玻璃隔板加工生产用注塑成型设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010221553.5A CN111391232A (zh) | 2020-03-26 | 2020-03-26 | 一种冰箱玻璃隔板加工生产用注塑成型设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111391232A true CN111391232A (zh) | 2020-07-10 |
Family
ID=71417357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010221553.5A Pending CN111391232A (zh) | 2020-03-26 | 2020-03-26 | 一种冰箱玻璃隔板加工生产用注塑成型设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111391232A (zh) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112706365A (zh) * | 2020-12-28 | 2021-04-27 | 江阴瑞兴塑料玻璃制品有限公司 | 一种冰箱玻璃隔板加工生产用注塑成型设备 |
| CN112936740A (zh) * | 2021-01-27 | 2021-06-11 | 王明超 | 一种汽车零部件注塑模具 |
| CN113071089A (zh) * | 2021-04-15 | 2021-07-06 | 张炜 | 一种冷却一体塑料挤出机 |
| CN113579666A (zh) * | 2021-08-06 | 2021-11-02 | 滁州市永达机械科技有限公司 | 一种新型冰箱门体成型模具及其加工方法 |
| CN113619008A (zh) * | 2021-08-12 | 2021-11-09 | 滁州市经纬模具制造有限公司 | 一种冰箱加工用便于安装的发泡模具及其定位方法 |
| CN113732866A (zh) * | 2021-09-06 | 2021-12-03 | 江苏汇达医疗器械有限公司 | 一种玻璃注塑成型模具及成型机床 |
| CN114523269A (zh) * | 2022-03-04 | 2022-05-24 | 安徽新欧力电器有限公司 | 一种冰箱部件加工系统及方法 |
| WO2023005047A1 (zh) * | 2021-07-29 | 2023-02-02 | 惠州麦丰密封科技有限公司 | 一种汽车空调管密封橡胶垫的成型模具 |
| CN116021733A (zh) * | 2023-02-22 | 2023-04-28 | 江苏祥强机械设备有限公司 | 一种汽车内饰配件生产用模具快速更换装置 |
| CN117817943A (zh) * | 2024-03-05 | 2024-04-05 | 澳太塑业(瑞金)有限公司 | 一种塑料收纳箱脚垫注塑机 |
| CN117817943B (zh) * | 2024-03-05 | 2024-04-30 | 澳太塑业(瑞金)有限公司 | 一种塑料收纳箱脚垫注塑机 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009023268A (ja) * | 2007-07-20 | 2009-02-05 | Mitsubishi Heavy Industries Plastic Technology Co Ltd | 二型搭載射出成形機の金型交換装置 |
| CN204076651U (zh) * | 2014-09-02 | 2015-01-07 | 中山市天键电声有限公司 | 一种制线模具的快速换模机构 |
| CN206796467U (zh) * | 2017-05-12 | 2017-12-26 | 辽宁晨光塑料股份有限公司 | 一种塑料加工用注塑机 |
| CN209111370U (zh) * | 2018-11-01 | 2019-07-16 | 滁州市协众家电配件有限公司 | 一种冰箱塑料件的注塑装置 |
| CN209599738U (zh) * | 2019-09-11 | 2019-11-08 | 天津澳德纳科技股份有限公司 | 一种循环式注塑件注塑模具 |
-
2020
- 2020-03-26 CN CN202010221553.5A patent/CN111391232A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009023268A (ja) * | 2007-07-20 | 2009-02-05 | Mitsubishi Heavy Industries Plastic Technology Co Ltd | 二型搭載射出成形機の金型交換装置 |
| CN204076651U (zh) * | 2014-09-02 | 2015-01-07 | 中山市天键电声有限公司 | 一种制线模具的快速换模机构 |
| CN206796467U (zh) * | 2017-05-12 | 2017-12-26 | 辽宁晨光塑料股份有限公司 | 一种塑料加工用注塑机 |
| CN209111370U (zh) * | 2018-11-01 | 2019-07-16 | 滁州市协众家电配件有限公司 | 一种冰箱塑料件的注塑装置 |
| CN209599738U (zh) * | 2019-09-11 | 2019-11-08 | 天津澳德纳科技股份有限公司 | 一种循环式注塑件注塑模具 |
Non-Patent Citations (1)
| Title |
|---|
| 马懿卿: "《注塑技工实用技术》", 31 March 2007, 国防工业出版社 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112706365B (zh) * | 2020-12-28 | 2022-05-20 | 江阴瑞兴塑料玻璃制品有限公司 | 一种冰箱玻璃隔板加工生产用注塑成型设备 |
| CN112706365A (zh) * | 2020-12-28 | 2021-04-27 | 江阴瑞兴塑料玻璃制品有限公司 | 一种冰箱玻璃隔板加工生产用注塑成型设备 |
| CN112936740A (zh) * | 2021-01-27 | 2021-06-11 | 王明超 | 一种汽车零部件注塑模具 |
| CN113071089A (zh) * | 2021-04-15 | 2021-07-06 | 张炜 | 一种冷却一体塑料挤出机 |
| CN113071089B (zh) * | 2021-04-15 | 2022-10-04 | 广东顺塑塑料实业有限公司 | 一种冷却一体塑料挤出机 |
| WO2023005047A1 (zh) * | 2021-07-29 | 2023-02-02 | 惠州麦丰密封科技有限公司 | 一种汽车空调管密封橡胶垫的成型模具 |
| CN113579666A (zh) * | 2021-08-06 | 2021-11-02 | 滁州市永达机械科技有限公司 | 一种新型冰箱门体成型模具及其加工方法 |
| CN113619008A (zh) * | 2021-08-12 | 2021-11-09 | 滁州市经纬模具制造有限公司 | 一种冰箱加工用便于安装的发泡模具及其定位方法 |
| CN113732866A (zh) * | 2021-09-06 | 2021-12-03 | 江苏汇达医疗器械有限公司 | 一种玻璃注塑成型模具及成型机床 |
| CN114523269A (zh) * | 2022-03-04 | 2022-05-24 | 安徽新欧力电器有限公司 | 一种冰箱部件加工系统及方法 |
| CN114523269B (zh) * | 2022-03-04 | 2023-07-14 | 安徽新欧力电器有限公司 | 一种冰箱部件加工系统及方法 |
| CN116021733A (zh) * | 2023-02-22 | 2023-04-28 | 江苏祥强机械设备有限公司 | 一种汽车内饰配件生产用模具快速更换装置 |
| CN117817943A (zh) * | 2024-03-05 | 2024-04-05 | 澳太塑业(瑞金)有限公司 | 一种塑料收纳箱脚垫注塑机 |
| CN117817943B (zh) * | 2024-03-05 | 2024-04-30 | 澳太塑业(瑞金)有限公司 | 一种塑料收纳箱脚垫注塑机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111391232A (zh) | 一种冰箱玻璃隔板加工生产用注塑成型设备 | |
| CN112172015B (zh) | 一种具有翻转式冷却脱模机构的注塑机 | |
| CN212400180U (zh) | 一种空气滤清器框架注塑模具 | |
| CN207594195U (zh) | 一种快速冷却式注塑装置 | |
| CN210590335U (zh) | 一种双色产品用注塑模具 | |
| CN209051012U (zh) | 一种自动气垫机 | |
| CN206718332U (zh) | 一种环保型塑料注塑机 | |
| CN208529680U (zh) | 一种橡胶轮胎生产用挤出机 | |
| CN111890627A (zh) | 一种照明器生产用模具注塑设备 | |
| CN206780924U (zh) | 注塑成型装置 | |
| CN209095864U (zh) | 一种可调节立式注塑机 | |
| CN207059246U (zh) | 小零部件半自动热熔治具 | |
| CN214872028U (zh) | 一种高强度耐压托盘成型装置 | |
| CN111645287A (zh) | 一种注塑系统及注塑方法 | |
| CN217346443U (zh) | 一种汽车注塑件生产用注塑机的脱模机构 | |
| CN217252632U (zh) | 一种自行车前叉成型装置 | |
| CN218256445U (zh) | 一种封胶模具结构 | |
| CN209775363U (zh) | 一种模具夹紧装置 | |
| CN220763399U (zh) | 一种电子连接器外壳生产用注塑装置 | |
| CN216760603U (zh) | 一种塑料加工用环保型塑料注塑机 | |
| CN212888614U (zh) | 一种具有快速冷却功能的注塑机 | |
| CN218700777U (zh) | 一种注塑机自动吸附及吹气装置 | |
| CN212045679U (zh) | 一种全闭环立式注塑机 | |
| CN215550457U (zh) | 一种自动送料的立式注塑机 | |
| CN203317661U (zh) | 下部装拆模具式注塑机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20200710 |