CN111299563B - 铸造用新型底注式浇注机 - Google Patents
铸造用新型底注式浇注机 Download PDFInfo
- Publication number
- CN111299563B CN111299563B CN202010204921.5A CN202010204921A CN111299563B CN 111299563 B CN111299563 B CN 111299563B CN 202010204921 A CN202010204921 A CN 202010204921A CN 111299563 B CN111299563 B CN 111299563B
- Authority
- CN
- China
- Prior art keywords
- longitudinal
- moving
- casting
- transverse
- rack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/12—Travelling ladles or similar containers; Cars for ladles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B15/00—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area
- B08B15/02—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area using chambers or hoods covering the area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D2/00—Arrangement of indicating or measuring devices, e.g. for temperature or viscosity of the fused mass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D2/00—Arrangement of indicating or measuring devices, e.g. for temperature or viscosity of the fused mass
- B22D2/006—Arrangement of indicating or measuring devices, e.g. for temperature or viscosity of the fused mass for the temperature of the molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D46/00—Controlling, supervising, not restricted to casting covered by a single main group, e.g. for safety reasons
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
本发明公开了一种铸造用新型底注式浇注机,包括机架、设置在机架上的轨道、设置在轨道上方的移动机构和挂包机构,移动机构包括与挂包机构连接的升降机构、与升降机构连接的纵向移动机构和横向移动机构,横向移动机构和纵向移动机构均与挂包机构连接;升降机构和纵向移动机构之间设置有称重机构,升降机构上设置有测温机构;机架的下部分设置有辊道,机架上方设置有吸尘罩,吸尘罩的长度大于辊道的长度,辊道的两端均设置有运送砂箱的转运车。本发明采用上述结构的铸造用新型底注式浇注机,在生产线上实现了底注包自动运行,且运行速度快,可用吸尘罩全覆盖的设备,降低了工人的劳动强度,提高了生产效率。
Description
技术领域
本发明涉及铸造用浇注机技术领域,尤其是涉及一种铸造用新型底注式浇注机。
背景技术
铸造行业铸钢件要想得到好的铸件品质,在生产过程中都会采用底注式浇注这种工艺。以前的生产线包括国外进口的高端生产线中都是采用人工操控行车吊运底注式浇包到砂箱上方人工开启浇口来浇注,在整个浇注过程中因为有行车钢丝绳的影响没有办法实现浇注过程的完全除尘,这就导致车间环境的恶化。行车吊着浇包在整个车间内来回行走这在车间内有很大的安全隐患,行车是由人工来操控的这也会有人员操作失误的隐患。由于行车吊着装有钢水的浇包运行这就极大的限制了行车的运行速度,导致了整个浇注过程的缓慢,满足不了生产节拍的需要。到目前为止没有合适的设备能完全解决上述问题,这就要求开发一种全新的设备来满足铸造行业的这些需求。
发明内容
本发明的目的是提供一种铸造用新型底注式浇注机,在生产线上实现了底注包自动运行,且运行速度快,可用吸尘罩全覆盖的设备,降低了工人的劳动强度,提高了生产效率。
为实现上述目的,本发明提供了铸造用新型底注式浇注机,包括机架、设置在所述机架上的轨道、设置在所述轨道上方的移动机构和挂包机构,所述移动机构包括与所述挂包机构连接的升降机构、与所述升降机构连接的纵向移动机构和横向移动机构,所述横向移动机构和所述纵向移动机构均与所述挂包机构连接;
所述升降机构和所述纵向移动机构之间设置有称重机构,所述升降机构上设置有测温机构;
所述机架的下部分设置有辊道,所述辊道的两端均设置有运送砂箱的转运车;所述机架上方设置有吸尘罩,所述吸尘罩的长度大于所述辊道的长度。
优选的,所述横向移动机构包括横向移动横梁、与所述横向移动横梁连接的横向移动纵梁和固定在所述横向移动纵梁上的横向移动电机,所述横向移动电机设置为两个,且所述横向移动纵梁通过行走轮放置于所述机架的轨道上,所述横向移动纵梁和所述横向移动横梁围成长方形结构。
优选的,所述纵向移动机构包括放置在所述横向移动横梁上的纵向移动横梁和与所述纵向移动横梁连接的纵向移动纵梁,两所述纵向移动横梁的一端部外侧设置有纵向移动电机,所述纵向移动纵梁和所述纵向移动横梁围成长方形结构。
优选的,所述升降机构包括固定在所述纵向移动纵梁上的支撑架和设置在所述支撑架上的丝杠,所述支撑架由横梁和与横梁连接的纵梁组成,所述纵梁上设置有L型转向器和丝杠升降器,所述横梁上设置有升降电机。
因此,本发明采用上述结构的铸造用新型底注式浇注机,具备以下有益效果:(1)保证了浇包定位的高精度,移动及升降机构都是通过伺服系统完成驱动,保证了浇包的定位精度,特别是铸造生产线上应用时能确保大批量砂箱的重复定量要求;
(2)提升了浇包的运行速度,在设备的移动及升降运行中都有慢、快、慢的切换,可以保证起停平稳,运行快速,由于本产品是钢性连接没有钢丝绳的晃动运行速度比行车快很多;
(3)可实现浇注除尘,传统行车吊运浇包的模式由于有钢丝绳的限制没有办法用吸尘罩将浇注时的砂箱完全罩住,本装置没有这些限制可实现吸尘罩全覆盖;
(4)自动运行,在浇包的移动及升降过程中可实现自动运行无需人工干预,降低了工人的劳动强度,提高了生产效率;
(5)动态监控,浇包中钢水重量及温度全程实时监控,当钢水不足或温度低于浇注温度时会自动暂停并报警,保证钢水进入砂箱的过程是一个可控的状态下完成的;
(6)兼容多种规格底注包,本装置挂包机构能兼容多种规格的底注包,满足不同铸件浇注工艺的要求。
下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
图1为本发明一种铸造用新型底注式浇注机实施例的结构示意图;
图2为本发明一种铸造用新型底注式浇注机实施例的俯视图;
图3为本发明一种铸造用新型底注式浇注机实施例的侧视图;
图4为本发明一种铸造用新型底注式浇注机实施例的横向移动机构示意图;
图5为本发明一种铸造用新型底注式浇注机实施例的纵向移动机构示意图;
图6为本发明一种铸造用新型底注式浇注机实施例的升降机构示意图;
图7为本发明一种铸造用新型底注式浇注机实施例的升降机构俯视图;
图8为本发明一种铸造用新型底注式浇注机实施例的挂包机构结构示意图。
具体实施方式
以下通过附图和实施例对本发明的技术方案作进一步说明。
除非另外定义,本发明使用的技术术语或者科学术语应当为本发明所属领域内具有一般技能的人士所理解的通常意义。本发明中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括典型的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
实施例
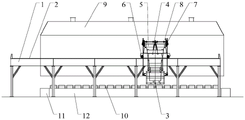
图1为本发明一种铸造用新型底注式浇注机实施例的结构示意图,图2为本发明一种铸造用新型底注式浇注机实施例的俯视图,图3为本发明一种铸造用新型底注式浇注机实施例的侧视图,图8为本发明一种铸造用新型底注式浇注机实施例的挂包机构结构示意图,如图所示,本发明提供了铸造用新型底注式浇注机,包括机架1、设置在机架1上的轨道2、设置在轨道2上方的横向移动机构6和纵向移动机构5,纵向移动机构5连接有升降机构4、升降机构4下方与挂包机构3连接;升降机构4和纵向移动机构5之间设置有称重机构7,升降机构4上设置有测温机构8;机架1的下部分设置有辊道12,机架1上方设置有吸尘罩9,吸尘罩9的长度大于辊道12的长度,辊道12的两端均设置有运送砂箱10的转运车11。机架用于支撑整个设备及浇包的重量,横向移动机构用于实现整个设备的横向移动,纵向移动机构用于实现整个设备的纵向移动,升降机构用于实现浇包的升降,挂包机构用于实现不同规格的底注包放置于浇注机内,称重机构用于实现浇包内钢水重量的实时监测,测温机构用于实现浇包内钢水温度的实时监测。以上各部分协调动作从而保证了本产品可以有上、下、前、后、左、右六个方向的自由度完全满足不同规格砂箱浇注的要求,本设备可自动称量浇包内剩余钢水的重量和包内钢水的实时温度,这就避免了由于钢水不足或温度低导致的铸件废品。
图4为本发明一种铸造用新型底注式浇注机实施例的横向移动机构示意图,如图所示,横向移动机构6包括横向移动横梁61、与横向移动横梁61连接的横向移动纵梁62和固定在横向移动纵梁62上的横向移动电机63,横向移动电机63设置为两个,且横向移动纵梁62通过行走轮放置于机架1的轨道2上,横向移动纵梁62和横向移动横梁61围成长方形结构。
图5为本发明一种铸造用新型底注式浇注机实施例的纵向移动机构示意图,如图所示,纵向移动机构5包括放置在横向移动横梁61上的纵向移动横梁51和与纵向移动横梁51连接的纵向移动纵梁52,两纵向移动横梁51的一端部外侧设置有纵向移动电机53,纵向移动纵梁52和纵向移动横梁51围成长方形结构。
图6为本发明一种铸造用新型底注式浇注机实施例的升降机构示意图,图7为本发明一种铸造用新型底注式浇注机实施例的升降机构俯视图,如图所示,升降机构4包括固定在纵向移动纵梁52上的支撑架41和设置在支撑架41上的丝杠42,支撑架41由横梁410和与横梁410连接的纵梁411组成,纵梁411上设置有L型转向器43和丝杠升降器44,横梁410上设置有升降电机45。
工作原理:首先转运车将砂箱转运至辊道上等待浇注。浇注机由横向移动机构的驱动下在机架上移动至换包区,将装有钢水的浇包吊装至挂包机构上。称重机构称量包内钢水重量,测温机构测量包内钢水温度,如满足浇注要求,浇注机在横向移动机构及纵向移机构的驱动下将浇包移动到砂箱上方,在升降机构的驱动下根据砂箱的高度将浇包降至浇注所要求的高度,然后由人工开启底注式浇包的水口进行浇注。浇注完成后人工闭合底注式浇包的水口,浇注机由横向移动机构及纵向移动机构的驱动下移至下一砂箱重复上述浇注过程。如此循环,待称重机构或测温机构发出不满足浇注要求的警报后浇包将在升降机构的驱动下升起至安全高度后,在横向移动机构及纵向移动机构的驱动下移至换包区,由人工将空浇包吊走,至此一次完整的浇注过程完成。因此,本发明采用上述结构的铸造用新型底注式浇注机,在生产线上实现了底注包自动运行,且运行速度快,可用吸尘罩全覆盖的设备,降低了工人的劳动强度,提高了生产效率。
最后应说明的是:以上实施例仅用以说明本发明的技术方案而非对其进行限制,尽管参照较佳实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本发明的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本发明技术方案的精神和范围。
Claims (1)
1.一种铸造用新型底注式浇注机,其特征在于:
包括机架、设置在所述机架上的轨道、设置在所述轨道上方的移动机构和挂包机构,所述移动机构包括与所述挂包机构连接的升降机构、与所述升降机构连接的纵向移动机构和横向移动机构,所述横向移动机构和所述纵向移动机构均与所述挂包机构连接;
所述升降机构和所述纵向移动机构之间设置有称重机构,所述升降机构上设置有测温机构;
所述机架的下部分设置有辊道,所述辊道的两端均设置有运送砂箱的转运车;
所述机架上方设置有吸尘罩,所述吸尘罩的长度大于所述辊道的长度;
所述横向移动机构包括横向移动横梁、与所述横向移动横梁连接的横向移动纵梁和固定在所述横向移动纵梁上的横向移动电机,所述横向移动电机设置为两个,且所述横向移动纵梁通过行走轮放置于所述机架的轨道上,所述横向移动纵梁和所述横向移动横梁围成长方形结构;
所述纵向移动机构包括放置在所述横向移动横梁上的纵向移动横梁和与所述纵向移动横梁连接的纵向移动纵梁,两所述纵向移动横梁的一端部外侧设置有纵向移动电机,所述纵向移动纵梁和所述纵向移动横梁围成长方形结构;
所述升降机构包括固定在所述纵向移动纵梁上的横向支撑架和设置在所述横向支撑架两端的纵向支撑梁,所述横向支撑架由横梁和与横梁连接的纵梁组成,所述纵梁上设置有L型转向器和丝杠升降器,所述横梁上设置有升降电机。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010204921.5A CN111299563B (zh) | 2020-03-22 | 2020-03-22 | 铸造用新型底注式浇注机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010204921.5A CN111299563B (zh) | 2020-03-22 | 2020-03-22 | 铸造用新型底注式浇注机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN111299563A CN111299563A (zh) | 2020-06-19 |
| CN111299563B true CN111299563B (zh) | 2021-09-24 |
Family
ID=71155448
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010204921.5A Active CN111299563B (zh) | 2020-03-22 | 2020-03-22 | 铸造用新型底注式浇注机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111299563B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111906287B (zh) * | 2020-08-23 | 2021-12-17 | 山西一禾铝业科技新材料有限公司 | 一种合金浇铸设备 |
| CN112808988A (zh) * | 2021-02-04 | 2021-05-18 | 桑超 | 一种浇注升降车 |
| CN113751427A (zh) * | 2021-09-03 | 2021-12-07 | 中国一冶集团有限公司 | 一种焦炉砌筑过程中移动式清灰除尘装置 |
| CN114082929A (zh) * | 2021-10-18 | 2022-02-25 | 苏州欣苏诚铸造机械有限公司 | 一种龙门式底注包浇注机 |
| CN114178516A (zh) * | 2021-10-26 | 2022-03-15 | 青岛恒林工业集团股份有限公司 | 一种v法线行架式底注机 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4953761A (en) * | 1988-09-27 | 1990-09-04 | Inductotherm Corp. | Stopper rod spatial control mechanism |
| JP2001293553A (ja) * | 2000-04-13 | 2001-10-23 | Kubota Corp | 金属溶湯の注湯装置 |
| CN103042202A (zh) * | 2013-01-24 | 2013-04-17 | 宁波禾顺新材料有限公司 | 一种自动浇注系统 |
| CN104476558A (zh) * | 2014-11-26 | 2015-04-01 | 常州南车汽车零部件有限公司 | 机械手分离归类装置 |
| CN204413128U (zh) * | 2014-12-26 | 2015-06-24 | 河北欧耐机械模具有限公司 | 底注式伺服液压浇注机 |
| CN207057572U (zh) * | 2017-07-13 | 2018-03-02 | 东风精密铸造有限公司 | 一种熔模铸造用铁水浇注机 |
| CN107876710A (zh) * | 2017-12-11 | 2018-04-06 | 机械工业第六设计研究院有限公司 | 3d打印砂型连续式六面自动清砂机及清砂方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56141961A (en) * | 1980-04-03 | 1981-11-05 | Kurosaki Refract Co Ltd | Sliding nozzle device having decarburization and oxidation preventing mechanism using inert gas |
| CN203944830U (zh) * | 2013-07-15 | 2014-11-19 | 贵研资源(易门)有限公司 | 等离子熔炼法从失效汽车尾气催化剂中回收贵金属的浇包 |
| CN104860240A (zh) * | 2015-04-29 | 2015-08-26 | 安庆旭东工贸有限责任公司 | 一种消失模铸造的机动式模型簇放置车 |
| CN107790694A (zh) * | 2017-10-13 | 2018-03-13 | 首钢集团有限公司 | 一种中间包浇注孔加盖密封装置 |
-
2020
- 2020-03-22 CN CN202010204921.5A patent/CN111299563B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4953761A (en) * | 1988-09-27 | 1990-09-04 | Inductotherm Corp. | Stopper rod spatial control mechanism |
| JP2001293553A (ja) * | 2000-04-13 | 2001-10-23 | Kubota Corp | 金属溶湯の注湯装置 |
| CN103042202A (zh) * | 2013-01-24 | 2013-04-17 | 宁波禾顺新材料有限公司 | 一种自动浇注系统 |
| CN104476558A (zh) * | 2014-11-26 | 2015-04-01 | 常州南车汽车零部件有限公司 | 机械手分离归类装置 |
| CN204413128U (zh) * | 2014-12-26 | 2015-06-24 | 河北欧耐机械模具有限公司 | 底注式伺服液压浇注机 |
| CN207057572U (zh) * | 2017-07-13 | 2018-03-02 | 东风精密铸造有限公司 | 一种熔模铸造用铁水浇注机 |
| CN107876710A (zh) * | 2017-12-11 | 2018-04-06 | 机械工业第六设计研究院有限公司 | 3d打印砂型连续式六面自动清砂机及清砂方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111299563A (zh) | 2020-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111299563B (zh) | 铸造用新型底注式浇注机 | |
| CN203316710U (zh) | 一种浇注机 | |
| CN106865177A (zh) | 一种翻转装置及吊具 | |
| US4360304A (en) | Extendable crane trolley and method | |
| CN206705188U (zh) | 一种翻转装置及吊具 | |
| CN106563790B (zh) | 梁式打箱机械手及其打箱方法 | |
| CN109384162B (zh) | 一种龙门式构件运输车及构件运输方法 | |
| CN215615045U (zh) | 一种铁水升降倒包车 | |
| CN216607216U (zh) | 一种龙门式底注包浇注机 | |
| JP2009285689A (ja) | 鍋蓋搬送装置 | |
| CN213923034U (zh) | 建筑构件用智能抓模机器人 | |
| CN215615041U (zh) | 一种自动化铸造浇注线 | |
| EP2511222B1 (en) | Method for controlling a concrete mix casting equipment dismountably attached to a crane and a concrete mix casting equipment dismountably attached to a crane | |
| CN203875329U (zh) | 一种可升降的钢包座架 | |
| CN102756118A (zh) | 自动钢水浇铸机 | |
| CN114346225B (zh) | 一种回转式双工位rh精炼炉钢包加揭盖方法 | |
| CN111215616A (zh) | 一种金属液转运系统 | |
| CN220351493U (zh) | 一种双钩智能门式起重机 | |
| CN219885493U (zh) | 一种铸造起重机的起升小车 | |
| CN202804157U (zh) | 一种自动钢水浇铸机 | |
| JP7413155B2 (ja) | 連続鋳造設備のレードル交換装置 | |
| CN219860470U (zh) | 检修吊篮中物料吊装绳的限位机构 | |
| CN112551125B (zh) | 建筑构件用智能抓模机器人 | |
| CN220351516U (zh) | 一种高度可调节式龙门起重机 | |
| CN211521409U (zh) | 水平线压铁放置机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |