CN110891693B - 用于喷枪的流体递送组件 - Google Patents
用于喷枪的流体递送组件 Download PDFInfo
- Publication number
- CN110891693B CN110891693B CN201880046995.1A CN201880046995A CN110891693B CN 110891693 B CN110891693 B CN 110891693B CN 201880046995 A CN201880046995 A CN 201880046995A CN 110891693 B CN110891693 B CN 110891693B
- Authority
- CN
- China
- Prior art keywords
- container
- fluid port
- outer cup
- vent
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/24—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas with means, e.g. a container, for supplying liquid or other fluent material to a discharge device
- B05B7/2402—Apparatus to be carried on or by a person, e.g. by hand; Apparatus comprising containers fixed to the discharge device
- B05B7/2478—Gun with a container which, in normal use, is located above the gun
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/24—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas with means, e.g. a container, for supplying liquid or other fluent material to a discharge device
- B05B7/2402—Apparatus to be carried on or by a person, e.g. by hand; Apparatus comprising containers fixed to the discharge device
- B05B7/2481—Apparatus to be carried on or by a person, e.g. by hand; Apparatus comprising containers fixed to the discharge device with a flexible container for liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B9/00—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour
- B05B9/03—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material
- B05B9/04—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material with pressurised or compressible container; with pump
- B05B9/08—Apparatus to be carried on or by a person, e.g. of knapsack type
- B05B9/0805—Apparatus to be carried on or by a person, e.g. of knapsack type comprising a pressurised or compressible container for liquid or other fluent material
- B05B9/0838—Apparatus to be carried on or by a person, e.g. of knapsack type comprising a pressurised or compressible container for liquid or other fluent material supply being effected by follower in container, e.g. membrane or floating piston, or by deformation of container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/10—Forming by pressure difference, e.g. vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D51/00—Closures not otherwise provided for
- B65D51/16—Closures not otherwise provided for with means for venting air or gas
- B65D51/1672—Closures not otherwise provided for with means for venting air or gas whereby venting occurs by manual actuation of the closure or other element
- B65D51/1683—Closures not otherwise provided for with means for venting air or gas whereby venting occurs by manual actuation of the closure or other element by actuating a separate element in the container or closure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D90/00—Component parts, details or accessories for large containers
- B65D90/02—Wall construction
- B65D90/04—Linings
- B65D90/046—Flexible liners, e.g. loosely positioned in the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/24—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas with means, e.g. a container, for supplying liquid or other fluent material to a discharge device
- B05B7/2402—Apparatus to be carried on or by a person, e.g. by hand; Apparatus comprising containers fixed to the discharge device
- B05B7/2405—Apparatus to be carried on or by a person, e.g. by hand; Apparatus comprising containers fixed to the discharge device using an atomising fluid as carrying fluid for feeding, e.g. by suction or pressure, a carried liquid from the container to the nozzle
- B05B7/2408—Apparatus to be carried on or by a person, e.g. by hand; Apparatus comprising containers fixed to the discharge device using an atomising fluid as carrying fluid for feeding, e.g. by suction or pressure, a carried liquid from the container to the nozzle characterised by the container or its attachment means to the spray apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/006—Using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/007—Using fluid under pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/04—Combined thermoforming and prestretching, e.g. biaxial stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7132—Bowls, Cups, Glasses
Abstract
本专利申请涉及一种用于保持油漆的容器(20)。所述容器包括至少两个流体口(23、40)。所述容器具有为形状自支撑且为非刚性构造的主体。至少一个流体口为与所述容器的所述主体分离的部件(40)。
Description
本专利申请要求2017年7月14日提交的美国专利申请62/532,596的优先权,该申请现在待决,其公开内容全文以引用方式并入本文。
背景技术
用于喷枪的各种流体递送组件在本领域中是已知的。在碰撞修复工业中,广泛使用允许油漆直接在其中混合的流体递送组件。一个示例是3M(美国明尼苏达州,梅普尔伍德(Maplewood,Minnesota,U.S.))的PPSTM系统,其采用可重复使用的外杯和套环。一次性衬里设置在外杯中,以便在其中混合油漆。可用一次性过滤器封盖闭合一次性衬里。此类系统公开于例如申请人的WO 98/32539 A1(其全文以引用方式并入本文)中。用于喷枪容器的其它类型的衬里是已知的,例如,来自US 3,157,360。
替代系统依赖于其中油漆被直接混合的一次性杯。一个示例是由SATA(德国科恩韦斯特海姆(Kornwestheim,Germany))出售的RPSTM系统。杯通常是注塑的,当油漆从枪中分配出来时不会塌缩,并且因此可设置有通气口。用于制备、施用和保留油漆的此类通气一次性杯从例如US7,614,571(其全文以引用方式并入本文)中已知。另外的不可塌缩容器从例如WO 2005/068220 A1、WO 2006/098623 A1和申请人的WO 98/32539A1(所有这些内容均全文以引用方式并入本文)中已知。
发明内容
本专利申请涉及一种用于保持油漆的容器。容器包括至少两个流体口。容器具有为形状自支撑且为非刚性构造的主体。至少一个流体口是与所述容器的主体分离的部件。
本发明的目的是改善已知的流体递送系统。具体地,本发明的目的是提供包括容器的流体递送系统,该容器可以经济型方式制造,但仍可提供一致流速(例如,从喷涂施用/操作的开始到结束的一致流速)和/或用于在喷枪倒置的情况下进行喷涂。
上述目的通过根据权利要求的改善的流体递送组件、喷枪、工具和方法来实现。在附图和说明书中公开了另外的方面、改善和变型。
在本公开的上下文中,术语“油漆(paint)”在本文中用于包括可使用喷枪施用到表面的所有形式的油漆状涂层材料,无论它们是否旨在对表面着色。该术语包括例如底漆、底色漆、漆和类似的涂层材料。
就“热/真空成形(thermo/vacuum forming)”(或例如通过此类“热/真空成形”生产的容器)而言,这意指通过其将聚合物(例如热塑性)材料片加热至软化状态(例如,至其热塑性软化点)并在处于该软化状态时形成由模具限定的所需形状的工艺。它包括使用差压空气压力的施用以有助于将材料成形为所需形状的情况。它可包括在片材的一侧上产生真空以有助于将其成形为所需形状(也称为“真空成形(vacuum-forming)”)和/或在片材的相对侧上产生压力以有助于将其成形为所需形状的情况。它可包括在相对较高的压力侧上采用凸柱塞以有助于将其成形为所需形状的情况。因此,当“热/真空成形”时,不一定需要使用真空。具体地,可能足够的是在片材的一侧上(例如,在片材背离热/真空成形工具的凹腔的一侧上)施加正压(具体地正空气压力)。在片材的相对侧(例如,在片材面向凹腔的一侧上)可提供降低的压力,但也可提供环境压力。
此外,在本公开的上下文中,术语“形状自支撑(shape self supporting)”限定在重力的影响下不塌缩的元件或结构。换句话讲,在本发明的上下文中,“形状自支撑”元件或结构可为在重力的影响下维持(或至少大致维持)其形状的结构。例如,此类“形状自支撑”容器(或衬里)可具有沿其纵向轴线的总高度。当容器被支撑在其基座上和/或经由其基座支撑时,仅在重力的影响下,该总高度可减小小于5%,优选小于2%,或甚至小于1%。另选地或除此之外,在本公开的上下文中,“形状自支撑”容器(或衬里)可为如下容器,当仅在沿其顶部边缘或边的一个点处被保持(例如,在手的两根手指之间)时,该容器仅在重力的影响下塌缩和/或基本上不变形。另外,另选地或除此之外,此类容器可倒置在其顶部边缘或边上,而不会仅在重力的影响下变形和/或塌缩。在一些实施方案中,可塌缩或变平(例如用于装运)的容器然后被成形回为形状自支撑的形状。例如,小袋可被压平,并且小袋的基座可被打开或展开,以形成容器,该容器然后被成形为自支撑的,因为至少部分地,成形几何形状(例如围绕基座的曲线)可为侧壁提供结构。
术语“刚性的(rigid)”用于限定容器和其它结构,该容器和其它结构即使当容器接近大气时,也不会随着流体从喷枪中抽出而变形或塌缩。此外,被限定为“刚性的”的容器和其它结构可能太硬而不能仅由手动压力压缩。非刚性容器在刚性的限定之外,并且因此当流体被抽出时将塌缩
流体递送组件可被配置成直接或穿过一个或多个适配器连接到喷枪。
根据本发明的容器优选为由聚合物材料形成的热/真空。容器可由例如聚乙烯(例如,低密度聚乙烯或高密度聚乙烯)或聚丙烯制成。容器可由聚合物材料的共混物(例如聚乙烯和聚丙烯的共混物,或低密度聚乙烯和线性低密度聚乙烯的共混物)形成。容器可任选为由热塑性材料形成的热/真空。
另选地或除此之外,容器可包括涂层和/或添加剂和/或使其内表面拒斥油漆的材料制剂。例如,容器可包括如下PCT公布中所述的材料:授予Meuler等人的WO 2016/069674A1;授予Meuler等人的WO 2016/069239A1;授予Meuler等人的WO 2017/074817 A1;授予Elsbernd等人的WO2017/074709 A1;和/或授予Meuler等人的PCT专利申请US2017/029573和/或授予Meuler等人的US2017/029569,所述专利的公开内容全文以引用方式并入本文。
可使用各种技术方法使得表面拒斥油漆。拒斥表面的特征可在于,与10重量%的2-正丁氧基乙醇和90重量%的去离子水的溶液的后退接触角,该接触角为至少35度、36度、37度、38度、39度、40度、41度、42度、43度、44度、45度、46度、47度、48度、49度、50度、55度、60度、65度或70度。拒漆表面可包括浸渍到多孔层的孔中的润滑剂,如WO 2016/069674中所述。拒斥表面可包括(例如,非氟化的)有机聚合物粘结剂和硅氧烷(例如聚二甲基硅氧烷“PDMS”)材料,如PCT专利申请US2017/029573中所述。拒斥表面可包括(例如,非氟化的)有机聚合物粘结剂和含氟化合物材料,如WO 2016/069674中所述。拒斥表面可包括如WO2016/069674中所述的含氟聚合物。
容器可包括具有一个或多个容器侧壁和容器基座的主体。容器侧壁和容器基座可一体形成。例如,容器侧壁和容器基座由聚合物材料的单个片材形成(具体地通过热/真空成形工艺)。基座可为任何形状,对称或非对称的。在一些实施方案中,基座为例如圆形的。例如,当使用热/真空成形工艺时,一个或多个容器侧壁的材料厚度可为400μm或更小,优选300μm或更小,更优选250μm或更小。相似地,例如当使用热/真空成形工艺时,容器基座的材料厚度可为400μm或更小。优选地,一个或多个容器侧壁和/或容器基座的材料厚度为至少25μm,更优选至少100μm。在一些实施方案中,基座可基本上比侧壁厚,例如侧壁的厚度可为40μm,并且基座的厚度可为800μm或更大。容器可沿容器纵向轴线延伸,该容器纵向轴线可基本上垂直于容器基座。侧壁可朝向基座渐缩,具体地稍微渐缩。容器的一个或多个侧壁和/或基座可为透明的或半透明的,或者在一些示例中为不透明的。侧壁厚度可为可变的,并且在一些实施方案中,侧壁厚度在基座附近较小。
容器包括至少两个流体口,以允许流体(空气、液体诸如油漆)移动穿过,以便进入和离开容器。在某些实施方案中,流体口彼此相对。流体口可被闭合或打开,以有利于流体移动。在一些实施方案中,一个流体口为与容器的主体分离的部件。在一些示例中,分离部件流体口包括通气口或通气结构。
一个流体口可为容器的开口顶端。一般来讲,作为容器开口端的流体口不为分离部件流体口。即使如此,也可使用密封机构如钩环、粘合剂、机械夹片、拉链型闭合件以及通常在流体口附近结合到容器中的其它密封机构来闭合流体口。容器顶端可由一个或多个侧壁和/或由容器边界定。容器边的材料厚度可大于容器基座的材料厚度和/或大于一个或多个容器侧壁的材料厚度。例如,容器边的材料厚度可为400μm或更大,优选600μm或更大。容器边的材料厚度优选小于1.5mm,更优选小于1mm。可省略容器边。
上述分离部件流体口或通气口可设置在容器的任何部分中,例如在容器侧壁和/或容器基座中。一般来讲,分离部件流体口在容器的基座附近。更具体地,分离部件流体口或通气口可由延伸穿过相应侧壁和/或穿过基座的至少一个孔(或允许空气通过的其它装置)提供。分离部件流体口或通气口可由延伸穿过相应侧壁或穿过基座的多个通气孔(例如至少3个通气孔或至少4个通气孔)提供。分离部件流体口或一个或多个通气孔的总开口表面可为至少4mm2,优选至少5mm2。分离部件流体口或一个或多个通气孔的总开口表面优选可为15mm2或更小,更优选10mm2或更小。通气孔(一个或多个)可为圆形或任何其它形状。
在一些实施方案中,分离部件流体口位于基座中并且连接到喷枪组件。在此类实施方案中,分离部件流体口将被配置成连接到喷枪,如下所述。
分离部件流体口或通气口可为可闭合的,特别是可重复闭合的。例如,根据本发明的流体递送组件,具体地容器,可包括闭合件或阀组件。闭合件或阀组件可被配置成打开(使得空气和/或油漆被允许流过分离部件流体口或通气口)和/或闭合(使得空气和/或油漆穿过分离部件流体口或通气口的流动被抑制)。例如,当闭合件或阀组件闭合时,分离部件流体口或通气口可以液密和/或气密的方式密封。当闭合件或阀组件打开时,可允许周围空气流过分离部件流体口或通气口进入到容器中。优选地,阀组件为可手动操作的,具体地可在没有任何工具的情况下操作。对于某些应用,阀可具有自动闭合的性质,诸如允许空气以合适的压差下进入到容器中的阀(例如,止回阀),但在压力均衡时闭合以密封防止液体离开容器。
合适的闭合件可例如由可从容器剥离和/或粘附并重新粘附到容器的至少一片膜提供。
在一些实施方案中,分离部件流体口或通气口可为或包括被动构件,诸如微流体通道(或多个通道)、可透气膜和/或允许空气通过但抑制液体通过的曲折路径。在此类情况下——特别是在不期望或不需要容器的可塌缩性的情况下——可能没有必要为分离部件流体口或通气口提供闭合件。此类被动构件也可与闭合件组合提供。
容器可包括结合到所述容器的至少一个第一元件或部件。在某些实施方案中,第一元件包括如本文所述的分离部件流体口。因此,分离部件流体口可以以针对本文第一元件所述的方式制造并密封到容器。在具有分离部件流体口的实施方案中,该实施方案可另外包括另选第一元件。当使用阀组件时,此类第一元件或部件可为阀组件的第一元件。具体地,第一元件可结合到容器,使得其围绕分离部件流体口或通气孔设置密封(例如,气密密封)。如果设置多个通气孔,则第一元件可围绕这些分离部件流体口或通气孔中的若干个或全部设置密封。第一元件可形成阀组件的阀座。
更具体地,第一元件可结合到容器侧壁或容器基座。在一些实施方案中,第一元件具有接触基座和侧壁(或其一些部分)两者的结合表面。在一些实施方案中,例如当第一元件包括分离部件流体口时,结合为不透流体的密封。在一些实施方案中,第一元件在分离部件流体口或一个或多个通气孔的区域中结合到容器。第一元件可以以不可移动的和/或不可旋转的方式结合到容器。这可经由热/真空成形工艺(在热/真空成形工艺期间)实现,例如在形成容器本身的相同热/真空成形步骤中实现。另选地或除此之外,设想将第一元件胶合(例如,经由粘合剂)和/或焊接到容器(例如,通过超声焊接),和/或通过热成形聚合物材料机械地保持(例如,通过缠绕和/或突出到第一元件的一部分中以“夹持”它并从而保持它抵靠容器的热成形材料)。此类机械保持也可被称为“形式锁”。因此,第一元件也可被称为被锁定到容器的形式。第一元件可至少部分地嵌入容器侧壁和/或容器基座中,这可具体地经由上述热/真空成形工艺来实现。如对于本领域技术人员将显而易见的是,可采用这些附接技术的任何组合。
第一元件可具有第一侧和第二侧以及从所述第一例延伸到所述第二侧的第一元件纵向轴线。第一元件的纵向轴线可基本上平行于容器纵向轴线。第一元件的第一侧可结合到容器。
第一元件可由聚合物材料形成。可形成第一元件的聚合物材料包括例如聚丙烯和聚乙烯(例如,低密度聚乙烯或高密度聚乙烯)。第一元件(如果是聚合物的话)可完全地或部分地由其它方法形成,包括例如热/真空成形、注塑、吹塑和/或3D印刷。另选地或除此之外,第一元件可包括金属或其它非聚合物材料。在一些情况下,这些材料中的一些在热成形期间可能不易于原位热粘结到容器,但然后可机械地结合(例如,通过使容器材料突出到第一元件中和/或包裹在第一元件周围)和/或通过粘合剂,或通过感应焊接,如本文所述。
如将从上述示例性方法中对于本领域技术人员显而易见的是,第一元件可经由与容器不同的方法形成。具体地,容器可为热/真空成形的,而第一元件可为例如注塑的。
第一元件可比容器侧壁和/或与其附接的容器基座更硬。
第一元件可包括至少一个凸缘。凸缘可从第一元件的附接部分延伸,阀组件的第二元件附接到该第一元件。例如,凸缘可围绕附接部分和/或可为基本上圆形的。凸缘的厚度可小于2mm、小于1.5mm、小于1mm、小于0.7mm、0.5mm或更小、0.3mm或更小、0.2mm或更小,或甚至0.1mm或更小。在第一元件的第一侧上,凸缘的面积可为至少1cm2、至少2cm2、至少3cm2、至少5cm2、至少7cm2、至少10cm2、至少12cm2、至少15cm2、至少20cm2,或至少30cm2。如将从下面提供的论述中对于本领域技术人员显而易见的是,此类凸缘可增强第一元件和容器之间的结合。为了进一步增强结合,可提供薄的溢料,该溢料可例如至少部分地围绕凸缘延伸。另选地或除此之外,第一元件可包括沿其第一侧延伸的肋和/或通道(或多个肋和/或多个通道),例如在凸缘的区域中。肋可以环形方式延伸。此类一个或多个肋和/或一个或多个通道可为连续的或不连续的。其它表面裂纹,诸如改变的表面光洁度、微结构等可有利地用作适当促进第一元件和容器之间的结合。
附接部分可包括附接构件(例如,突起、凹槽或有利于协同保持的其它特征部),阀组件的第二元件可卡扣配合或以其它方式附接到该附接构件上。附接构件可从第一元件的第二侧上的凸缘延伸。附接构件可为环形的并且可设置有凸起状突起以与第二元件卡扣配合。凸起状突起可径向向外导向。
至少一个第一元件可包括具有第一端和第二端的至少一个导管。至少一个导管可由延伸穿过第一元件的通孔提供。优选地,第一元件可包括多个导管。这些导管中的每个可由延伸穿过第一元件的通孔提供。
导管的第一端可向第一元件的第一侧开放,而导管的第二端可向第一元件的第二侧开放。至少一个第一元件可重叠和/或覆盖设置在容器中的分离部件流体口或通气口。具体地,导管的第一端可与通气口重叠,使得在导管和分离部件流体口或通气口和/或相应一个或多个通气孔之间形成连续空气路径。当提供多个导管时,导管中的每个可与相应分离部件流体口或通气孔重叠和/或与其形成连续空气路径。当阀组件打开时,导管的第二端可打开和/或可暴露于周围大气。当阀组件闭合时,穿过导管的流动优选受到限制。更优选地,当阀组件闭合时,导管的第二端被密封。
此类密封不仅可实现防止液体从容器中渗漏,而且还可在喷枪操作期间促进容器的塌缩。此外,分离部件流体口或通气口以及相关联的密封的存在可允许油漆工在容器被组装到喷枪并且处于直立位置(容器在喷枪上方)之后从容器中清除过量空气。具体地,油漆工可打开阀,向下塌缩容器以清除任何过量空气,并且然后闭合阀,使得基本上仅油漆保留在容器中。
阀组件可形成在单个元件内或者可包括被配置成闭合阀组件的至少一个第二元件。由此,第二元件也可称为阀组件闭合件。更具体地,第二元件可被配置成密封延伸穿过第一元件的一个或多个导管。具体地,当阀组件闭合时,一个或多个导管的第二端可由第二元件密封。当提供多个导管时,单个第二元件可密封这些导管中的多个或全部。第二元件优选卡扣配合到第一元件,更优选卡扣配合到附接突起上。然而,第二元件也可例如螺纹连接到第一元件和/或推送到第一元件。第一元件和第二元件可一体成型和/或可经由例如活动铰链彼此连接。第一元件和第二元件可一体成型(例如,作为单发注塑部件)。此类单个注塑部件可被配置成由使用者分成两个分离部件,以便提供第一元件和第二元件。
第二元件可相对于第一元件能够移动。具体地,第二元件可被配置成从其中阀组件被打开的打开位置移动到其中阀组件被闭合的闭合位置。例如,第二元件可相对于第一元件能够旋转。在这种情况下,第一元件和第二元件可被配置成使得小于360°,优选小于180°,更优选小于90°,并且甚至更优选小于80°的旋转足以将打开位置移动到闭合位置。阀组件可包括用于限制第二元件在闭合位置中的旋转的至少一个第一止动特征部和/或用于限制第二元件在打开位置中的旋转的至少一个第二止动特征部。第一止动特征部可由第一元件的第一止动突起提供。第二止动特征部可由第一元件的第二止动突起提供。第一止动突起和/或第二止动突起可邻接设置到第二元件的相应突起或凹槽。
阀组件的第二元件可包括一个或多个密封表面。当第二元件处于闭合位置时,这些一个或多个密封表面可具体地抵靠第一元件的密封座表面而密封。第一元件中的一个或多个导管可延伸至所述密封座表面。更具体地,一个或多个导管的第二端可设置在所述密封座表面中和/或可向所述密封座表面开放。密封座表面可设置在第一元件的第二侧处。第二元件可包括至少一个凹槽,其中当导管的第二端被所述凹槽重叠时,阀组件可被打开(即,第二元件可处于打开位置)。优选地,第二元件具有多个凹槽,当第二元件处于打开位置时,凹槽中的每个可与相应分离部件流体口或通气孔重叠。除了上述一个或多个凹槽之外或另选地,第二元件可包括至少一个突起。密封表面可形成在所述突起上并且优选由所述突起提供。第二元件可包括多个突起,在这种情况下,所述突起中的每个均可在其上提供和/或形成相应密封表面。当一个或多个导管的第二端被所述一个或多个突起重叠时,阀组件可闭合(即,第二元件可处于闭合位置)。
一个或多个密封表面中的至少一些可设置有至少部分地突出到相应导管的第二端中的密封突起(例如,半球形密封突起)。这可改善密封和/或提供对阀组件的打开的附加阻力。另选地或除此之外,形成相应密封表面本身的突起的表面可在与导管的第二端重叠的区域中至少部分地为圆形的,使得形成相应密封表面的突起至少部分地突出到相应导管的第二端中。
第二元件可被配置成利用沿第一元件纵向轴线和/或沿容器纵向轴线的定向部件从打开位置移动到闭合位置。当从打开位置移位到闭合位置时,第二元件可朝向第一元件的第一例移动。然而,根据阀组件的具体结构设计,当从打开位置移位到闭合位置时,第二元件也可远离第一元件的第一侧移动。此类轴向移动可与第二元件的旋转同时发生,或者可在不旋转的情况下发生(例如,在仅结合平移而不是旋转打开和/或闭合移动的阀中)。
例如,第一元件可包括至少一个斜坡,优选多个斜坡。第二元件可被配置成在从打开位置移动到闭合位置时沿所述至少一个斜坡滑动。优选地,至少一个斜坡可从斜坡开始区域延伸到斜坡结束区域,其中密封座表面可设置在斜坡结束区域中。优选地,斜坡结束区域比斜坡开始区域与第一元件的第一例间隔开得更远。然而,根据阀组件的设计,斜坡开始区域也可比斜坡结束区域与第一元件的第一例间隔更远。一个或多个斜坡可以以环形方式延伸,例如围绕附接突起以环形方式延伸。例如,斜坡中的每个可沿一段圆延伸。另选地或除此之外,第二元件可设置有至少一个斜坡,以用于沿容器纵向轴线相对于第一元件移动第二元件。
第二元件可为基本上环形的。由此,第二元件也可称为通气环。利用此类设计,至少一个凹槽可沿一段通气环周向延伸。另选地或除此之外,至少一个突起可沿一段通气环周向延伸。当通气环包括多个凹槽和/或多个突起时,这些凹槽和突起中的每个可分别沿一段通气环周向延伸。突起可位于凹槽之间和/或可中断一个或多个凹槽。
体现上述某些特征的阀公开于授予Mulvaney等人的美国专利公布2015/0203259A1,其公开内容全文并入本文。其它已知阀的特征也可结合到如本文所述的第一元件和/或第二元件中,例如,如授予Camilleri等人的美国专利公布2006/0113409 A1;授予De Roo的2016/0059254 A1;授予Buchholz的2010/0301049 A1;授予Gehrung的2007/0221754 A1;授予Wambeke等人的2010/0288772 A1;和授予萨塔有限公司的德国实用新型DE202006018491 U1中所述,其公开内容各自全文以引用方式并入本文。
此外,第一元件和/或容器可设置有至少一个第一指示特征部,而第二元件可设置有至少一个第二指示特征部。第一指示特征部和/或第二指示特征部可由使用者在视觉上能够识别并且可有助于使用者评估分离部件流体口或通气组件是打开还是闭合。就这一点而言,当阀组件处于闭合位置时或当阀组件处于打开位置时,第一指示特征部和第二指示特征部的位置可匹配。第一元件和第二元件可具有不同的颜色,以便提供清晰的对比度并有利于使用者识别相对位置。
第一指示特征部可为至少一个标记。此类标记可由设置到第一元件和/或容器的至少一个突起或至少一个凹槽提供。另选地或除此之外,可采用在颜色上与第一元件和/或容器形成对比的标记(例如,点或线)。例如,第一指示特征部可由凸缘中的至少一个指示凹槽(或凸缘中的多个指示凹槽,例如3个或4个凹槽)提供。另选地或除此之外,凸缘可设置有从其延伸的至少一个指示突片(或多个指示突片,例如,3个或4个突片)。当使用多个指示凹槽和/或指示突片时,凹槽或突片可分别围绕凸缘的圆周以规则的方式间隔。
对应的第二指示特征部可由设置到第二元件的至少一个突起或至少一个凹槽提供。例如,此类第二指示特征部可由至少一个翼部提供。此类翼部可例如从通气环径向向外延伸。另选地或除此之外,可在其上提供在颜色上与第二元件形成对比的标记(例如,点或线)。
如从下面描述的用于形成本发明的容器的方法中将显而易见的是,第一元件可包括被配置成限制第一元件在热/真空成形工具中的移动(例如,旋转)的抗移动(例如,抗旋转或旋转限制)特征部。此类结构可允许例如在容器中形成分离部件流体口或通气口之后,相对于工具中的第一元件旋转第二元件。旋转限制特征部可形成用于接纳工具的一个或多个腔。例如,移动限制特征部可由六边形腔(例如,用于接纳热/真空成形工具的Allen形突起)、星形腔(例如,用于接纳梅花形工具)、狭缝或十字、卡盘或适于保持部件以限制旋转的任何其它几何轮廓或机构提供。移动限制特征部可位于附接构件内。在涉及旋转的情况下(如本领域技术人员将理解的,也可设想线性、平移或其它移动),抗移动限制特征部或移动限制特征部在本文中也可称为抗旋转特征部或旋转限制特征部。
根据本发明的变型,第二元件可为附接到第一元件,特别是插入第一元件中的插头。在这种情况下,第一元件和第二元件均可以上述方式中的一种结合到和/或嵌入容器侧壁或容器基座中(例如,通过上述热/真空成形工艺,尽管也设想胶粘和/或焊接)。然后,第二元件可被配置成由使用者从容器拆下,以用于打开分离部件流体口或通气口。同样在这种情况下,第二元件可经由活动铰链连接到第一元件。
根据本发明的其它变型,第一元件可为包括穿过其中的内腔的管状构件。此类管状构件可连接到延伸穿过容器基座或穿过容器侧壁的分离部件流体口或通气口。具体地,此类管状构件可从容器基座延伸到容器侧壁,并且然后任选地穿过设置在外杯中的切口。下文将更详细地描述具有可用于本发明的这些和其它变型中的相应切口的外杯。
根据本发明的更进一步变型,第一元件包括可透气膜或由可透气膜形成,该可透气膜本身(或与另一个阀结构组合)允许空气通过,同时抑制油漆的通过。
根据本发明的流体递送组件还可包括外杯。根据本发明的容器可被配置成插入外杯中和/或用作其中的衬里。因此,外杯可被配置成接纳容器,例如当在流体递送组件中混合油漆时。另选地或除此之外,外杯可被配置成当从流体递送组件喷涂油漆时接纳容器。外杯可为相对刚性的,具体地比容器更具刚性。外杯可被配置成当流体从流体递送组件中抽出时维持其形状和/或不可塌缩。然而,应当指出的是,也可省去外杯。例如,根据本发明的流体递送组件可被配置用于在没有此类外杯的情况下喷涂。
外杯可包括一个或多个外杯侧壁。外杯也可包括外杯基座。具体地,也可省略外杯基座。外杯可具有可打开的外杯顶端。外杯可设置有用于与封盖接合的内螺纹或外螺纹(参见下文)。此类螺纹可沿一个或多个外杯侧壁的顶部部分,具体地靠近外杯顶端提供。
外杯可具有外杯纵向轴线,该外杯纵向轴线可延伸穿过外杯基座和外杯顶端。当容器被接纳在外杯中时,外杯纵向轴线可与容器纵向轴线平行或一致。总外杯高度可被限定为外杯沿外杯纵向轴线的总长度。
外杯基座可设置有一个或多个间隔特征部(其可包括突起),以用于使基座与下面的支撑表面间隔。在这种情况下,总外杯高度可被限定为沿外杯纵向轴线从一个或多个间隔特征部的末端到外杯顶端测量的高度。
外杯可由例如聚乙烯或聚丙烯制成。外杯基座和/或一个或多个外杯侧壁可为透明的或半透明的。
外杯的一个或多个侧壁可设置有一个或多个标度。外杯上的一个或多个标度可允许使用者评估倾注到容器中的液体的体积。即使在容器的形状不同于外杯的情况下,标度也可被配置成正确地反映倾注到容器中的液体的体积。外杯的一个或多个侧壁可朝向外杯基座稍微渐缩。
外杯可提供支撑外杯中的容器的支撑结构。支撑结构可支撑外杯中的容器,使得容器基座和/或阀组件不接触(或仅接触,和/或不引以为豪)外杯在其上直立的下面的支撑表面(例如,桌子)。例如,容器边可被支撑在外杯的支撑结构上。用于边的此类支撑结构可例如由外杯的边缘和/或台阶形成。此类边缘和/或台阶可沿外杯侧壁形成,具体地沿一个或多个外杯侧壁的顶部部分和/或内部部分形成。此类边缘也可由外杯的顶边提供,具体地由一个或多个外杯侧壁的顶边提供。另选地或除此之外,容器可被支撑在一个或多个外杯侧壁的一个或多个间隔特征部(例如,突起)上和/或一个或多个外杯侧壁的一个或多个凹口上。
切口可设置在外杯基座和/或一个或多个外杯侧壁中的至少一个外杯侧壁中。切口可被配置成使得阀组件穿过其中突出和/或安放在其中。换句话讲,当容器被接纳在外杯中时,阀组件可穿过外杯基座的一部分突出和/或位于外杯基座的一部分内和/或穿过一个或多个外杯侧壁突出。可提供多于一个切口。
当切口设置在外杯基座中时,切口可涵盖外杯基座的表面的至少20%,优选至少30%,更优选至少40%,并且最优选至少50%。
当切口设置在外杯侧壁中时,切口可形成至少一个狭槽。狭槽可在大致平行于纵向轴线的方向上沿相应侧壁延伸(考虑到一个或多个外杯侧壁可渐缩)。然而,也可设想切口或狭槽的其它形状和延伸部。狭槽可包括第一狭槽部分和第二狭槽部分。第一狭槽部分可被布置成比第二狭槽部分更靠近外杯基座。第一狭槽部分和第二狭槽部分两者均可比穿过侧壁突出的阀组件的部分更宽(即,垂直于狭槽的纵向方向)。当容器在外杯内塌缩时,这可允许阀组件沿狭槽移动。第一狭槽部分可比第二狭槽部分更宽,以便有利于阀组件穿过狭槽插入。例如,第一狭槽部分可为至少1em,优选至少2cm,更优选至少2.5cm宽。第二狭槽部分可为至少0.3cm,优选至少0.5cm,并且更优选至少0.8cm宽。狭槽可延伸超过总外杯高度的至少50%,优选至少60%,更优选至少70%,并且甚至更优选至少80%。狭槽也可具有恒定或基本上恒定的宽度。
一个或多个侧壁可设置有一个或多个肋,这具体地可有助于加强切口区域中的一个或多个侧壁。例如,一个或多个侧壁可设置有至少两个纵向肋,一个肋在切口的每一侧上延伸。一个或多个肋可从一个或多个侧壁径向向外延伸。
体现上述某些特征的外杯公开于例如授予Hegdahl等人的题为“喷枪杯、接收器及使用方法”的PCT专利申请US2017/013120(3M案卷76492WO006);授予Pitera等人的题为“模块化喷枪封盖组件及设计和使用方法”的PCT专利申请US2017/013118(3M案卷75707WO003);以及授予Hegdahl等人的题为“喷枪杯、接收器、封盖及使用方法”的PCT专利申请US2017/013121(3M案卷77470WO003);以及授予Hegdahl等人的题为“用于手持式喷枪的贮存器系统及使用方法”的美国专利申请15/375,556(3M案卷78953US002)中,其公开内容全文以引用方式并入本文。
根据本发明的流体递送组件可包括至少一个可移除封盖。封盖可具有被适配为连接到喷枪的入口或连接到喷枪的适配器的入口的出口。封盖可至少部分地覆盖容器顶端。封盖可为漏斗形状的并且可包括被适配为联接到容器和/或外杯的第一较宽端以及形成流体出口的第二较窄端。
封盖可为一次性的,并且可由聚合物材料(例如聚乙烯或聚丙烯)形成。可为封盖选择半透明或透明的材料。封盖可设置有过滤器,以用于在油漆通过流体出口从流体递送组件中抽出时过滤油漆。
封盖可以以液密和/或气密的方式密封容器。具体地,封盖可以以此类液密和/或气密的方式与容器的顶部部分密封。如对于本领域技术人员将显而易见的是,封盖可以以各种方式连接到容器和/或外杯。例如,封盖可卡扣配合到容器和/或卡扣配合到外杯。另选地或除此之外,封盖可螺纹连接到外杯和/或容器上和/或外杯和/或容器中。为此,封盖可设置有第一螺纹,而容器和/或外杯可设置有与第一螺纹接合的第二螺纹。另选地或除此之外,封盖可经由设置在附加保持套环中的螺纹而螺纹连接到容器上和/或外杯中。附加保持套环可例如在插入容器之前插入外杯中,使得容器经由保持套环被支撑在外杯中。在这种情况下,与封盖的第一螺纹接合的第二螺纹可设置在所述保持套环的内表面和/或外表面上。另选地或除此之外,封盖可包括可被配置成与外杯接合的一个或多个可折叠钩。封盖和容器之间的连接以及封盖和外杯之间的连接可被配置成使得在封盖附接到容器的情况下容器可从喷枪移除和/或可从外杯移除。这可允许使用者在附接有封盖的情况下处理容器,从而最小化溢出油漆的风险。
封盖可包括中心部分(可在其中设置流体出口)和周边部分(其可为与容器密封的部分和/或将封盖附接到外杯和/或容器的部分)。中心部分和周边部分可通过横向部分连接。
横向部分可设置有钩联接装置,该钩联接装置可与封盖一体形成。钩联接装置可被布置在流体出口的外部。例如,钩联接装置可与所述流体出口间隔预定距离。钩联接装置优选设置有向内延伸的唇缘,优选为朝向流体出口延伸的唇缘。向内突出的唇缘可在套环的表面之上延伸,该套环可由喷枪的入口或由附接到入口的适配器提供。套环优选为外套环。可在本发明的上下文中依赖的此类连接和其它连接的细节公开于例如申请人的WO 01/12337 A1和申请人的WO 2004/037433 A1中,这两个专利申请全文均以引用方式并入本文。
周边部分可包括圆柱形部分,该圆柱形部分可在组装流体递送系统时插入容器中。圆柱形部分可设置有用于与容器密封的一个或多个环形突起。
另选地或除此之外,周边部分可包括周边凸缘。当流体递送系统被组装时,周边凸缘可被按压到容器上,具体地被按压到容器边上。
体现上述某些特征的封盖公开于例如授予Hegdahl等人的题为“喷枪杯、接收器及使用方法”的PCT专利申请US2017/013120(3M案卷76492WO006);授予Pitera等人的题为“模块化喷枪封盖组件及设计和使用方法”的PCT专利申请US2017/013118(3M案卷75707WO003);授予Hegdahl等人的题为“喷枪杯、接收器、封盖及使用方法”的PCT专利申请US2017/013121(3M案卷77470WO003);授予Hegdahl等人的题为“用于手持式喷枪的广口流体连接器”的PCT专利申请US2017/013127(3M案卷77498WO003);授予Ebertowski等人的题为“用于手持式喷枪的按钮锁定流体连接器”的PCT专利申请US2017/013131(3M案卷77499WO003);以及授予Ebertowski等人的题为“用于手持式喷枪的连接器系统”的PCT专利申请US2017/013135(3M案卷78171WO003);以及授予Hegdahl等人的题为“用于手持式喷枪的贮存器系统及使用方法”的美国专利申请15/375,556(3M案卷78953US002)中,其公开内容全文以引用方式并入本文。
根据本发明的流体递送组件可包括拧紧套环。此类拧紧套环可有利于流体递送组件的组装。然而,对于本领域技术人员将显而易见的是,根据为封盖和容器和/或外杯之间的连接所选择的设计,也可省去此类拧紧套环。
拧紧套环可为分离元件。然而,在本发明的上下文中,优选的是使用卡扣配合到封盖的拧紧套环。更具体地,拧紧套环可卡扣配合在封盖的周边凸缘和从封盖的周边部分延伸的一个或多个保持突起之间。体现卡扣配合到其上的拧紧套环的封盖公开于例如授予Hegdahl等人的题为“喷枪杯、接收器及使用方法”的PCT专利申请US2017/013120(3M案卷76492WO006);授予Pitera等人的题为“模块化喷枪封盖组件及设计和使用方法”的PCT专利申请US2017/013118(3M案卷75707WO003);以及授予Hegdahl等人的题为“喷枪杯、接收器、封盖及使用方法”的PCT专利申请US2017/013121(3M案卷77470WO003);以及授予Hegdahl等人的题为“用于手持式喷枪的贮存器系统及使用方法”的美国专利申请15/375,556(3M案卷78953US002)中,其公开内容全文以引用方式并入本文。
拧紧套环(无论是否卡扣配合)可相对于封盖能够旋转。更具体地,拧紧套环可设置有内第一螺纹和/或外第一螺纹,该第一螺纹与设置在外杯上的互补第二螺纹进行螺纹接合。第一螺纹和/或第二螺纹不必连续地形成,但可由围绕拧紧套环和外杯延伸的至少一个并且优选地多个段提供。每个段优选地分别围绕拧紧套环的周边和/或围绕外杯的周边延伸小于80°、小于60°、小于45°或甚至小于40°的弧。拧紧套环的此类相对较短的旋转还可有利于组装。
封盖,具体地封盖的周边部分可设置有第一封盖止动特征部,以限制拧紧套环在第一方向上相对于封盖的旋转,和/或设置有第二封盖止动特征部,以限制拧紧套环在相反的第二方向上相对于封盖的旋转。封盖止动特征部可例如由从封盖的周边部分延伸的突起提供,该突起可为用于将套环卡扣配合到封盖的保持突起。另选地,封盖止动特征部中的一个或两个可被设置为凹槽。拧紧套环可包括对应的套环止动特征部,以限制套环相对于封盖的旋转。套环止动特征部可由套环的突起和/或凹槽提供。
根据另一个方面,本发明涉及一种用于喷枪的具有容器和封盖的流体递送组件,其中在封盖中设置有通气口。对于本领域技术人员显而易见的是,当形成封盖时,具体地当封盖被热/真空成形时,可同样地使用本文所述的用于形成此类通气口的技术。在这种情况下,封盖可设置有本文所述的阀组件中的任一个。具体地,如本文所述的第一元件可附接到封盖(例如,当热/真空成形封盖时)。当流体被抽出时,此类流体递送组件的容器可为形状自支撑和/或可塌缩的,但它也可为刚性的。封盖可具有针对本文的封盖所述的任何其它特征部。也可在该上下文中提供外杯,该外杯可再次具有针对本文的外杯所述的任何特征部。因此,也可使用用于热/真空成形本文所述容器的方法和工具,以便热/真空成形封盖,具体地具有通气口的封盖。
根据另一个方面,本发明涉及喷枪,具体地涉及重力供给喷枪,其包括根据本发明的流体递送组件。
根据另一个方面,本发明涉及使用本文所述的流体递送组件的方法。具体地,此类使用可包括提供根据本发明的容器并且在其中倾注油漆或油漆组分的步骤。为此,优选的是,通气口不必由使用者闭合。例如,容器可在闭合的情况下递送至顾客(例如,通过用上述闭合件中的一个闭合通气口,或者如果使用上述阀组件中的一个,通过在阀组件闭合的情况下将容器递送至使用者)。油漆的不同组分可直接在容器中混合。在这种情况下,可提供根据本发明的外杯。外杯可与外杯基座一起放置在支撑表面上,并且在将油漆倾注到所述容器中之前可将容器插入外杯中。然而,外杯也可由例如用于容器的保持架或其它接收器替换。
随后,根据本发明的封盖可附接到容器的开口顶端,并且喷枪的入口(具体地重力供给喷枪的入口)可连接到封盖的流体出口。在此上下文中,反转喷枪以将枪的入口连接到流体出口可为有帮助的。然而,应当指出的是,封盖的流体出口也可设置有阀或隔膜,并且因此可能不一定需要此类反转(具体地当第一次将新封盖连接到喷枪时)。当将枪反转以用于连接时,随后通常将其重新反转以用于喷涂。然而,枪也可与根据本发明的组件倒置使用。
流体组件随后可用于喷涂油漆。在这种情况下,可根据需要由使用者打开和闭合分离部件流体口或通气口。例如,分离部件流体口或通气口最初可保持闭合,以用于从容器中清除空气和/或用于倒置喷涂。如果分离部件流体口或通气口闭合,则容器将随着油漆被抽出而塌缩。在稍后的时刻,可打开通气口,以便对容器减压或至少部分减压和/或实现与周围(环境)空气压力的平衡。例如,当使用者期望完全清空容器时,这可为有帮助的。此外,这可解决一些使用者的看法,即当这种类型的现有技术容器变得强烈折叠和压缩时,油漆的流速在油漆工作接近结束时变得不一致。另选地,即使容器被配置成允许塌缩,分离部件流体口或通气口也可保持在打开位置,使得涂漆工可使用打开(通气)配置进行喷涂。如果油漆工需要,可在喷漆期间在这些状态之间切换容器。例如,如果油漆工希望最初以打开状态喷涂,但随后希望反转喷枪以倒置喷涂,则可闭合分离部件流体口或通气口以防止渗漏,并且容器将在使用中开始塌缩,以维持枪的适当油漆流动。
在相应的油漆工作完成后,使用者可闭合分离部件流体口或通气口。然后使用者可反转喷枪,并且随后使流体递送组件从其拆下。在流体递送组件完全断开之前,喷枪的触发器可被致动一次或多次,以便将油漆从枪排回到容器中。用于加压介质(例如,加压空气)的端口可在致动触发器之前闭合,和/或相应加压介质供应可断开连接。容器可在分离部件流体口或通气口被闭合并且残留油漆保留在其中的情况下被储存。另选地,容器(以及任选的,任何剩余油漆)可被处置,例如在一次性封盖就位的情况下,以避免油漆溢出。在一些示例中,任何残留油漆可在其处置之前从容器中排出。
根据另一个方面,本发明可涉及形成容器的方法,具体地涉及形成根据本发明的用于流体递送组件的容器的方法。该方法具体地可包括以下步骤:(a)提供聚合物材料片材;(b)将片材插入热/真空成形工具中;(c)将片材热/真空成形到容器中;以及(d)从热/真空成形工具中移除容器。
容器可包括分离部件流体口或通气口。利用根据本发明的方法,优选在容器从热/真空成形工具移除之前形成分离部件流体口或通气口,如将在下文进一步描述的。
容器还可包括附接到其上的至少一个第一部件或元件。例如,在从热/真空成形工具移除容器之前和/或以前,可将闭合件和/或阀组件附接到容器。因此,任选地,可不需要后续制造步骤来形成分离部件流体口或通气口、附接闭合件或阀组件和/或闭合分离部件流体口或通气口。
如对于本领域技术人员将显而易见的是,这些步骤可按上述顺序(a)至(d)来执行。根据尺寸的不同,片材也可被称为坯料。
热/真空成形工具可包括至少一个凹模构件。凹模构件可提供用于成形容器的第一腔。第一腔通常可在形状上对应于容器的外部形状,并且热/真空成形工具(和/或相关工艺)可被配置成将片材压靠在第一腔上,具体地压靠在所述第一腔的内壁和/或内表面上。
更具体地,片材可具有第一片材表面和第二片材表面,其中当将片材插入热/真空成形工具中时,第二片材表面可面向凹模构件。当热/真空成形时,第二表面的至少一部分可压靠在第一腔上。第二片材表面可随后形成容器的外表面。第一片材表面可形成容器的内表面。为了将片材热/真空成形到容器中,可向第一表面施加正压和/或向第二表面施加负压。将片材热/真空成形到容器中可使得容器具有容器基座和一体形成的一个或多个容器侧壁。具体地,容器基座和一个或多个容器侧壁可由聚合物材料的(单个)片材(或坯料)形成。
如上所述,根据本发明的容器的分离部件流体口或通气口可被配置成闭合和/或打开。分离部件流体口或通气口可位于容器基座中,并且可被设置为延伸穿过所述容器基座的至少一个通气孔。具体地,分离部件流体口或通气口可被设置为延伸穿过容器基座的多个通气孔,如上所述。另选地或除此之外,分离部件流体口或通气口可位于容器侧壁中(或如本文所述,位于容器的任何部分或诸如封盖的其它部件中)。换句话讲,可存在分离部件流体口或通气口不位于容器基座中的情况。分离部件流体口或通气口可例如被设置为延伸穿过所述容器侧壁的至少一个通气孔。具体地,分离部件流体口或通气口可由延伸穿过所述容器侧壁的多个通气孔提供。
根据本发明的方法还可包括将在本公开的上下文中也可称为第一部件的至少一个第一元件结合到容器的步骤。任选地,该第一元件可为阀组件的第一元件(具体地,上述第一元件)。然而,第一元件也可用于其它目的和功能,例如用作加强部件和/或支撑件。
第一元件可在热/真空成形工艺本身期间(具体地在将片材热/真空成形到容器中的同时和/或紧随其后)结合到容器。第一元件可在打开热/真空成形工具之前和/或在容器从热/真空成形工具移除之前结合到容器。为此,第一元件可在将片材插入热/真空成形工具中之前和/或在将片材热/真空成形到容器中之前至少部分地放置在第一腔中。在这种情况下,第一元件的第一侧可面向第一腔。在这种情况下,第一元件(具体地其第一表面)可形成第一腔的侧壁的至少一部分。
热/真空成形工具可提供至少一个第二腔,该第二腔至少部分地接纳第一元件。该第二腔可具体地设置在凹模构件中。当第一元件被放置在热/真空成形工具中时,第一元件的第二侧可面向第二腔。
如上所述,至少一个第一元件可结合到容器侧壁和/或容器侧壁(或换句话讲,结合到形成容器侧壁的片材的一部分和/或形成容器基座的片材的一部分)。第一元件可至少部分地嵌入所述容器侧壁和/或所述容器基座中。在不希望被理论约束的情况下,据信当第一元件被至少部分地嵌入片材材料中时,第一元件和容器之间的附接(并因此密封)可更稳定。这可为有利的,例如,当第一元件形成阀座(如上所述)和/或当第一元件支撑将由使用者操纵的一个或多个另外的元件时。
当形成结合部时,第一元件可在接触片材之前和/或同时被加热。例如,至少一个第一元件可在被放置在热/真空成形工具之前(即,具体地在被放置在凹模构件中之前和/或在被接纳在第一腔和/或第二腔中之前)被预热。另选地或除此之外,第一元件可在热/真空成形工具中被加热(即,当被放置在凹模构件中和/或当被接纳在第一腔和/或第二腔中时)。例如,第一元件可在结合之前和/或期间在工具中从第二侧被加热。同样如下所述,工具可为此设置有加热元件,例如设置有玻璃绳索加热元件。在任一种情况下,第一元件可被加热至例如其软化温度或甚至接近其熔体温度。例如,第一元件可被加热至至少70℃,优选至少80℃,更优选至少90℃,并且最优选至少100℃的温度。在不希望被理论约束的情况下,据信当第一元件被加热时,片材和第一元件之间的结合强度可增加。
如上所述,可在热/真空成形之前放置到工具中的第一元件可为注塑部件。
在根据本发明的方法中,容器中的孔或通气口可通过原位形成(例如,通过爆裂)穿过片材的至少一个通气孔来提供,具体地通过在热/真空成形工艺期间穿过片材形成至少一个通气孔来提供。孔可在将片材插入热/真空成形工具中之后,并且优选在将片材成形到容器中之后穿过片材形成。附加地或另选地,孔可在热/真空成形工具打开之前和/或在容器从热/真空成形工具移除之前穿过片材形成。换句话讲,本发明的方法可包括将孔(例如,用于接纳分离部件流体口)或通气口成形(例如,通过爆裂)到容器中的至少一个步骤,这可例如在将片材成形到容器中之后但在打开热/真空成形工具之前和/或在从热/真空成形工具移除容器之前执行。
孔的形成可通过提供足够的压差以迫使在容器材料中形成开口来实现。压差的充分性可由制造商根据例如容器材料厚度和类型、所需的开口导管面积、原位容器材料温度和腔温度来确定。一般来讲,较厚的容器材料、较粘稠(或较不柔韧)的容器材料、较小的开口导管面积和较低的原位容器材料温度,以及较低的腔温度将趋于要求较高的压差以致使通气孔的形成,并且反之亦然。
通过爆裂来形成孔可通过提供(或促进或允许)至少一次压缩流体(例如空气)的爆裂来实现,该压缩流体在一个或多个预定位置处形成穿过片材的一个或多个孔。例如,当热/真空成形时,片材的第二表面所压靠的凹模构件中的表面可在一个或多个预定位置处被中断。在热/真空成形工艺期间,可在这些预定位置处对片材施加增加的相对压力。例如,在这些预定位置处作用在片材的第二表面上的压力可减小和/或在这些预定位置处作用在片材的第一表面上的压力可增加。此类减小或增加通常可在热/真空成形期间通常存在,但优选在一个或多个预定时间点上施加。
当如本文所述通过爆裂形成孔时,容器在爆裂区域处的材料可趋于被迫进入(或甚至穿过)第一元件中的相应孔,从而与如此被迫的容器材料的厚度成比例地减小分离部件流体口或通气孔的最终开口。以举例的方式,如果第一元件中的孔为圆形的(其为任选的)并且具有2.0mm的直径,并且容器材料以0.5mm的均匀最终材料厚度在已被迫进入孔的部分中穿过其中爆裂,则所得通气孔的最终直径将为1.0mm。由于这种效应,在此类情况下,本领域技术人员将会理解,应选择第一元件中的孔的初始尺寸,使得所得的分离部件流体口或通气孔在该工艺完成时将为所需尺寸。
在这种情况下,热/真空成形工具可包括至少一个分离部件流体口或通气通道。分离部件流体口或通气通道可设置在凹模构件中。通道可将至少一个第一腔和/或至少一个第二腔连接到大气压力和/或减压源(例如,真空源)。分离部件流体口或通气通道的横截面可为至少0.4mm2,优选至少0.5mm2,并且更优选至少1mm2。另选地或除此之外,分离部件流体口或通气通道的横截面可小于20mm2并且优选小于15mm2。通气通道可具有基本上圆形的横截面。
热/真空成形还可包括至少一个阀,该至少一个阀被配置成闭合和/或打开分离部件流体口或通气通道。因此,本发明的方法可包括打开分离部件流体口或通气通道的至少一个步骤和/或闭合分离部件流体口或通气通道的至少一个步骤。例如,可打开(例如,经由阀)分离部件流体口或通气通道,以降低在预定位置处作用于片材的第二表面上的压力,从而充分增加容器材料上的压差,以形成(例如,通过爆裂)穿过容器的分离部件流体口或通气口。具体地,在阀组件的第一元件被结合到容器的同时和/或之后,可打开分离部件流体口或通气通道。随后,例如在开始新的热/真空成形循环之前,可闭合(例如,经由阀)分离部件流体口或通气通道。在将片材热/真空成形到容器中的步骤所需的时间的至少一部分期间,分离部件流体口或通气通道可保持闭合(例如,经由阀)。具体地,在热/真空成形步骤的至少初始部分期间,例如直到片材的第二表面接触第一腔和/或阀组件的第一元件,分离部件流体口或通气通道可保持闭合(例如,经由阀)。
优选地,在阀组件的第一元件已结合到片材之后,穿过片材形成(例如,通过爆裂)孔。因此,孔可分别在设置在第一元件中的一个或多个导管的位置处自动形成,具体地如果所述一个或多个导管的第二端保持打开并连接到通道。
另选地或除上述成形(例如,通过爆裂)工艺之外,步骤(a)中提供的片材可具有在其中形成的至少一个穿透部(其可为孔、狭缝或适于实现所需结果的替代几何形状)。换句话讲,步骤(a)中提供的片材可具有在将片材热/真空成形到容器中的步骤之前在其中形成的至少一个穿透部。穿透部可例如被钻孔、激光切割或冲切到片材中。
至少一个穿透部可被配置成形成流体口或通气口。片材可恰好设置有一个穿透部,但也可包括多个此类穿透部。此类穿透部(如果为圆形的)的直径可例如小于2mm,优选小于1mm,并且更优选小于0.5mm。另选地或除此之外,此类穿透部的直径可为例如至少0.25mm,优选至少0.3mm。
在热/真空成形工艺期间,优选通过拉伸片材来增大在片材中形成的穿透部。任选地,在热/真空成形工艺期间和/或之后,例如通过提供穿过其中的至少一次压缩空气的爆裂,可进一步增大穿透部。
当容器的分离部件流体口或通气口被一片膜(例如,可由使用者剥离以打开分离部件流体口或通气口的一片膜)闭合时,在将片材插入热/真空成形工具中之前和/或在将片材热/真空成形到容器中之前,可将该片膜至少部分地放置在第一腔中。类似于以上关于第一元件所提供的论述,这可允许在容器仍在热/真空成形工具中时将膜结合到容器。膜的材料厚度可低于容器侧壁和/或膜所结合到的容器基座的材料厚度。膜可围绕分离部件流体口或通气口形成气密密封。突片可设置到膜,该突片优选不结合到容器,以有助于使用者剥离膜。另选地或除此之外,膜可为带粘合剂背衬的,优选在要粘附到容器的一侧上。
除了第一元件之外,阀组件的至少一个第二元件(具体地,上述第二元件)也可在将片材插入其中的步骤之前和/或在将片材热/真空成形到容器中的步骤之前插入热/真空成形工具中。第二元件可在第一元件被放置在热/真空成形工具中之前附接到第一元件,和/或其可在容器从热真空成形工具移除之前附接到第一元件。
根据本发明的方法,可在打开热/真空成形工具之前和/或在从热/真空成形工具移除容器的步骤之前闭合分离部件流体口或通气口。具体地,可闭合根据本发明的分离部件流体口或通气组件。例如,该方法可包括在打开热/真空成形工具之前和/或在容器从热/真空成形工具移除之前将阀组件的第二元件移动到闭合位置中的步骤。具体地,在打开热/真空成形工具之前和/或在从热/真空成形工具移除容器的步骤之前,第二元件相对于第一元件旋转到闭合位置中。换句话讲,该方法可包括旋转在热成形腔中闭合的通气环的步骤。
根据另一个方面,本发明涉及热/真空成形工具,具体地涉及用于制造根据本发明的容器的热真空成形工具。更具体地,本发明可涉及根据本发明的用于将聚合物材料片材成形到容器中的热/真空成形工具。工具可被配置成向片材的第一表面施加正压和/或向片材的第二侧施加负压。
如上所述,工具可包括可闭合和/或打开的通道。工具可包括用于打开和/或闭合通道的阀(例如,电磁阀)。
通道优选设置在工具的凹模构件中。通道优选地将第一腔和/或第二腔的侧壁的一个或多个预定区域连接到周围大气或减压源(例如,真空源)。第一腔和/或第二腔优选设置在凹模构件中。
如上文进一步所述,工具还可包括加热元件,优选玻璃绳索加热元件。加热元件优选地设置在凹模构件中,并且可被配置成在将片材热/真空成形到容器中之前加热插入凹模构件中的分离部件(具体地,根据本发明的阀组件的第一元件)。
热/真空成形工具可包括用于在打开热/真空成形工具之前和/或在容器从热/真空成形工具移除之前将第二元件旋转到其闭合位置的至少一个机构。
此外,热/真空成形工具可包括用于防止第一元件在工具中和/或相对于容器的旋转的至少一个旋转限制机构。具体地,热/真空成形工具可包括用于在阀组件的第二元件旋转时防止第一元件在工具中的旋转的旋转限制机构。此类旋转限制机构可由至少一个销提供,该至少一个销被配置成与第一元件的相应旋转限制特征部接合,如上所述。此类销可由例如Allen形突起、梅花形突起、狭缝或十字形突起提供,这些突起可设置在例如凹模构件中(具体地在凹模构件的第二腔中)。
如将从上文提供的描述中对于本领域技术人员显而易见的是,根据本发明的方法允许在容器中形成分离部件流体口或通气口,而无需在片材处于模具中和/或之后从片材切割和/或剥离材料。具体地,在从热/真空成形工具中移除容器之后,无需进一步的切割步骤和/或从容器移除材料的步骤来形成分离部件流体口或通气口。
虽然上述方法可避免需要进一步的制造步骤以形成分离部件流体口或通气口和/或将闭合件或阀组件附接到容器和/或闭合分离部件流体口或通气口,但对于本领域技术人员将显而易见的是,也可在打开工具之后和/或在从工具移除容器之后提供通气口(例如,经由单独的钻孔、冲孔和/或激光切割步骤)。另外,也可在打开工具之后和/或从工具移除容器之后附接闭合件或通气组件(例如,经由分离胶合或超声焊接步骤)。此外,在打开工具之后和/或从工具移除(例如,手动)容器之后,可闭合分离部件流体口或通气口(例如,由制造商或甚至由顾客)。尽管这可增加制造成本,但应当指出的是,本公开同样涵盖此类变型。
简要描述
下面描述的附图仅出于说明性目的公开了本发明的实施方案。具体地,附图提供的公开并不意指限制本发明所赋予的保护范围。附图仅为示意图,并且所示的实施方案可在权利要求书的范围内以多种方式修改。附图示出:
图1为根据本发明的流体递送组件的透视图,其中组件的部件被示出为分解的;
图2为图1的流体递送组件在组装状态下的透视图;
图3为图1所示流体递送组件的封盖和拧紧套环的透视图;
图4为图1所示流体递送组件的容器的透视图,该容器具有附接到其上的阀组件;
图5为图4所示容器的俯视图;
图6为图1和图4所示阀组件的透视图;
图7为图6所示阀组件的第一元件的透视图;
图8为图7所示第一元件的前视图;
图9为图6所示阀组件的第二元件的透视图;
图10为图6所示阀组件的横截面,其中第二元件处于打开位置;
图11为图6所示阀组件的横截面,其中第二元件处于闭合位置;
图12为根据本发明的用于形成容器的方法的流程图;
图13为穿过根据本发明的工具的横截面;
图14为根据本发明的具有任选肋的阀组件的第一元件的透视图;
图15为根据本发明的具有任选溢料的阀组件的第一元件的透视图;
图16为根据第一变型的根据本发明的流体递送组件的容器的透视图;
图17为根据第二变型的根据本发明的流体递送组件的容器的透视图;
图18为根据第三变型的根据本发明的流体递送组件的容器的透视图;
图19为穿过图18的容器的横截面;
图20为容器材料和第一元件在穿过其中爆裂通气孔之前的示意性横截面;
图21为容器材料和第一元件在穿过其中爆裂通气孔之后的示意性横截面。
图22为根据本发明的流体递送组件的容器的透视图,该容器在基座的内侧上具有附接到其上的分离部件流体口;
图23为图22所示容器的剖视图;
图24为根据本发明的流体递送的容器的透视图,该容器在基座的外侧上具有附接到其上的分离部件流体口;
图25为图24所示容器的剖视图;
图26a至图26d为用于本发明的分离件流体口的透视图。
图27为根据本发明的流体递送的容器的透视图,该容器具有附接到其上的分离部件流体口和整合到容器中的密封构件。
具体实施方式
图1示出了根据本发明的流体递送组件1。为清楚起见,组件1的部件被示出为拆卸的,并且阀组件30、阀组件40被示出为从衬里或容器20拆下。容器20优选具有容器基座21和容器侧壁,其中周边容器侧壁22例示于图1中。容器可沿容器纵向轴线A延伸。容器20可具有容器顶端,该容器顶端可为打开的,以允许将油漆倾注到容器20中。侧壁22可具有圆形或多边形横截面。侧壁12可朝向基座21渐缩,具体地稍微渐缩。
如图1所示,流体递送组件1可包括外杯10,容器20可放置在外杯10中,以便在其中浇注油漆和/或用于混合。外杯10优选具有外杯基座11,但也可省略。外杯基座11可被配置成沿其至少一部分支撑容器基座21,例如以有利于油漆在容器中的混合。此外,外杯10可包括一个或多个侧壁,其中周边侧壁12例示于图1中。侧壁12可具有圆形或多边形横截面。侧壁12可朝向基座11渐缩,具体地稍微渐缩。外杯10可具有外杯顶端13,该外杯顶端13可为开放的,以便允许容器20穿过其插入外杯10中。
如图1所示,容器的基座可为基本上平坦的,但也可具有其它形状,诸如圆顶形。
外杯可设置有一个或多个特征部,以用于提供与流体递送组件1的封盖50和/或拧紧套环60的接合。此类接合可例如通过图1所示的螺纹15来提供,该螺纹15在该图所示的示例性组件1中为布置在外杯侧壁12的顶端部分处的外螺纹。螺纹15可由多个螺纹段(例如,3、4、5或6个段)形成。每个段优选围绕外杯10的周边延伸小于80°、小于60°、小于45°或甚至小于40°的弧。这可允许通过简短的扭转动作将封盖50和/或拧紧套环60附接到外杯10,这对于使用者而言可为快速且舒适的。
如图1中进一步所示,切口16可设置在外杯基座11中。考虑到阀组件30、阀组件40优选附接和/或结合到容器20,切口16可被配置成允许阀组件30、阀组件40至少部分地穿过容器基座11进入或突出(也参见图2)。在仰视图或俯视图中,切口16因此可被配置成在将容器20插入外杯10中时至少部分地或完全地重叠和/或至少部分地或完全地环绕阀组件30、阀组件40。
另选地或除此之外,外杯10可包括外杯侧壁12中的切口或狭槽。如图1所示,此类狭槽可沿侧壁12延伸,其方向从外杯的下端区域朝向外杯顶端13,例如沿外杯纵向轴线B延伸,该外杯纵向轴线B可与容器纵向轴线A大体上一致。作为外杯基座11中的切口16,外杯侧壁12中的切口或狭槽也可接纳容器20的阀组件和/或允许此类阀组件至少部分地穿过其中突出。因此,例如,当阀组件设置在容器侧壁22上时(参见例如图16)和/或当阀组件从容器基座21和/或容器侧壁22径向向外延伸时(参见例如图17),此类狭槽可为可用的。狭槽可具有图1所示的纵向形状,以允许当容器20随着流体从流体递送组件1中抽出而塌缩时,穿过其中突出的阀组件的部分与容器20一起移动。
狭槽可包括第一狭槽部分17和第二狭槽部分18,其中一个狭槽部分比另一个狭槽部分更宽。具体地,第一狭槽部分17可比第二狭槽部分18更宽,其中第一狭槽部分17可为比第二狭槽部分18更靠近外杯下端区域的狭槽的一部分。当将容器20放置在外杯10中时,这可有利于阀组件穿过狭槽插入。然而,狭槽的宽度也可为恒定的或基本上恒定的。
如对于本领域技术人员将显而易见的是,外杯基座中的切口16和外杯侧壁12中的切口或狭槽17、狭槽18均为任选特征部。由此,如果需要,可省略切口16和狭槽17、狭槽18中的一者或两者。
在外杯的下端区域处,可设置一个或多个突起14,以便将外杯10支撑在其上放置有外杯10的支撑表面上(例如工作台)。突起14可例如从外杯基座11向下延伸。例如,在阀组件30、阀组件40穿过切口16突出的情况下,此类突起14可为有帮助的。
容器20可例如通过热/真空成形来制造。容器基座21和容器侧壁22可彼此一体形成。在一些情况下,容器可在没有沿基座的接缝的情况下和/或没有沿基座与侧壁的接合处的接缝的情况下形成。
容器20可为形状自支撑的。此外,当流体从流体递送组件1中抽出时,容器20可为可塌缩的。当容器20处于其初始未塌缩状态下时,容器侧壁22可缺乏褶绉,具体地缺乏沿侧壁在从外杯的下端区域朝容器顶端23的方向上延伸的褶绉(例如,在大致平行于容器纵向轴线A的方向上延伸的褶绉)。另选地或除此之外,当容器20处于其初始未塌缩状态下时,容器基座21可缺乏褶绉,具体地缺乏在容器基座21上延伸的褶绉。虽然通常不希望将油漆截留在容器中(诸如可与褶皱一起出现),但如果此类特征部例如促进油漆的混合,则某些内特征部可为可容许的或甚至为有益的。另外,此类特征部——即使不特别有益于油漆混合等——对于具有较少组分以混合的材料而言可较不成问题,因为关键组分被截留并因此维持未混合的可能性较小。
容器侧壁22的形状和/或容器基座21的形状通常可分别对应于外杯侧壁12的形状或外杯基座11的形状。如果需要,容器20可为外杯10内的紧密配合。容器侧壁22的形状也可偏离外杯侧壁12的形状。此外,容器基座21的形状可偏离外杯基座11的形状。
容器顶端23可至少部分地或完全被容器边24围绕。容器边的材料厚度可大于容器基座的材料厚度和/或大于一个或多个容器侧壁的材料厚度。在一些情况下,容器20可经由容器边24被支撑在外杯10中。在图1所示的示例性实施方案中,容器边24可位于外杯10的顶部边缘上,该顶部边缘可由外杯侧壁12的最上端和/或由设置在所述外杯侧壁12中的一个或多个突起和/或一个或多个凹槽形成。然而,应当指出的是,容器20也可以不同的方式被支撑,并且因此可省略容器边24。容器边24的宽度可根据需要进行调节。在一些情况下,可能优选的是,容器边24为窄的,即,它的宽度可小于7mm,或小于5mm,或小于3mm。
如图1中进一步所示,容器可包括通气口26。在该图所示的示例性实施方案中,通气口26设置在容器基座21中。如图所示,通气口26可由延伸穿过容器基座的一个或多个通孔27提供。在图1的实施方案中,四个通孔27被示出为布置在容器基座21的中心部分处(为清楚起见,仅参考这些通孔中的一个)。虽然已发现,例如,当使用各自直径为大约2mm的四个通孔27时,可提供足够的结果,但对于本领域技术人员将显而易见的是,此类通孔的数量、形状、直径和/或位置可变化(例如,1、2、3、5或6个或更多个通孔也可为合适的)。通气口26(即,优选所有通孔27)可被阀组件30、阀组件40覆盖。
图2示出了处于其组装状态的图1的流体递送组件,其中容器20被插入外杯10中。如从图1和图2中可明显看出,通过将封盖50附接到容器顶端23上,容器顶端23可被覆盖和/或至少部分地闭合。封盖50包括流体出口51,该流体出口51被适配为连接到喷枪(未示出)的流体入口,具体地连接到重力供给喷枪的流体入口。封盖50优选能够从容器20和/或外杯10移除。在所示的示例性实施方案中,封盖50经由拧紧套环60附接到外杯20,但基于上文提供的描述,对于本领域的技术人员将显而易见的是,出于此目的也可依赖其它装置。
如从图2中还可可明显看出,示例性实施方案的阀组件30、阀组件40在通气孔26的区域中结合到容器基座21并且穿过容器基座中的切口16突出。
图3更详细地示出了封盖50和拧紧套环60。为了以液密和/或气密的方式与容器顶端23密封,封盖50可包括密封布置,在所示的示例性实施方案中,该密封布置由延伸到容器顶端23中的封盖50的圆柱形区段55提供。封盖50的圆柱形区段55可承载一个或多个环形肋或突起57,该环形肋或突起57可与容器20密封,例如与容器侧壁22密封。除此之外或另选地,封盖50可包括周边凸缘56。当封盖50组装到容器20上时,周边凸缘56可被按压到容器20上,例如被按压到容器边24上。周边凸缘56和容器20(具体地,与容器边24)之间的接触可提供附加密封。如果凸缘的密封足够,则可省略圆柱形区段55和/或突起57,并且反之亦然。
如上所述,封盖可包括流体出口51,该流体出口51可设置在封盖50的中心部分中。圆柱形区段55和/或周边凸缘56可设置在封盖50的周边部分中。中心部分和周边部分可通过横向部分连接。
封盖50可设置有联接件,以用于将封盖附接到喷枪和/或附接到此类喷枪的适配器。此类联接件可由螺纹(例如,设置在流体出口51上的外螺纹)提供。另选地或除此之外,封盖可包括可为非螺纹的快速连接联接装置。例如,具有钩53的钩联接装置可与封盖50一体形成。钩53可沿封盖50的横向部分形成,如图3例示。钩53可被布置在流体出口的外部。例如,钩联接装置可与所述流体出口径向间隔开预定距离。钩53优选设置有向内突出的唇缘,即优选为朝向流体出口51延伸的唇缘。
如图1所示,本发明的拧紧套环60可附接到封盖50,具体地卡扣配合到封盖50。由此,即使当封盖50从外杯10和/或容器20拆卸时,套环60相对于封盖50的移动也可受到限制,具体地限制于封盖50和套环60之间的旋转移动(只要套环60未从封盖50拆下)。例如,如图3更详细地示出的,套环60可卡扣配合在封盖50的周边凸缘56和从封盖的周边部分延伸的一个或多个保持突起58、保持突起59之间。套环60可在卡扣配合时相对于封盖50保持可旋转,并且可设置有螺纹61,螺纹61在图3所示的示例性套环60中为内螺纹。如图3所示,螺纹61可由多个螺纹段(例如,3、4、5或6个段)形成,螺纹段中的每个优选围绕套环60的周边延伸小于80°、小于60°、小于45°或甚至小于40°的弧。螺纹61可与外杯10的螺纹15接合。
然而,如对于本领域技术人员将显而易见的是,封盖可以各种其它方式连接到容器和/或外杯。因此,不一定需要使用拧紧套环。例如,封盖可卡扣配合到容器和/或卡扣配合到外杯。另选地或除此之外,封盖可螺纹连接到外杯和/或容器上和/或外杯和/或容器中。更进一步,封盖可经由设置在附加保持套环中的螺纹(图中未示出)螺纹连接到容器上和/或外杯中。
封盖50,具体地封盖的周边部分可设置有第一封盖止动特征部,以限制套环60在第一方向上相对于封盖的旋转,和/或设置有第二封盖止动特征部,以限制套环60在相反的第二方向上相对于封盖50的旋转。在图3所示的示例性实施方案中,这些封盖止动特征部分别由保持突起58、保持突起59中的第一个和第二个提供。套环60可包括对应的套环止动特征部,以限制套环60相对于封盖50的旋转,该对应的套环止动特征部在示例性实施方案中为套环60的突起68。根据所选择的设计,突起68可以被配置成当套环60完全附接时与第一保持突起58邻接,和/或当套环60从外杯10完全拆下时与第二保持突起59邻接。
图4示出了容器20,其中阀组件的第一元件30结合到容器基座21,并且阀组件的第二元件40附接到第一元件30。图5示出了容器20的俯视图,其中可穿过开口容器顶端23看到设置在容器基座21中的通气口26的优选四个通气孔27(为清楚起见,仅参考一个通气孔27)。
图6示出了具有附接到第一元件30的第二元件40的阀组件。图7示出了第一元件30,其中第二元件40被拆下,而图8示出了所述第一元件30的侧视图。图9示出了第二元件40当从第一元件30拆下时的仰视图。图10和图11分别示出了当打开和闭合时穿过阀组件的横截面。
如从图6至图11中可明显看出,第二元件40可为大致环形的,并且因此也可称为通气环。该环可具有中心开口41,借助于该中心开口41可将该环卡扣配合到第一元件30的附接部分31,具体地卡扣配合到设置在所述附接部分31中的附接突起38。第一元件30可包括从所述附接部分31延伸的凸缘32,以便在将第一元件30结合到容器20时增加与容器20的接触表面。凸缘32可为基本上圆形的和/或可围绕附接部分31,以使得更容易围绕整个通气口26实现足够的密封。当与第一元件30的其它部分(例如,附接部分)相比时,第一元件30的厚度可在凸缘32的区域中减小。
第一元件30可包括导管33,该导管33具有向第一元件30的第一侧30-1开放的第一端和向第一元件30的第二侧30-2开放的第二端。在图1至图11所示的示例性实施方案中,提供了四个导管33,每个导管33由延伸穿过第一元件30的通孔形成。然而,显而易见的是,在这种情况下也可依赖不同数量的导管33。导管33的数量优选对应于形成通气口26的通孔27的数量。每个导管33的第一端可形成具有相应通气孔27的基本上连续的空气路径。
当阀组件闭合时,导管33的第二端可被密封。具体地,每个导管33的第二端可终止于第一元件30的密封座表面34中,并且当第二元件40移动到闭合位置时可由第二元件40密封。为此,第二元件40可包括一个或多个密封表面44(参见图9),密封表面44中的每个可由第二元件40的相应突起形成和/或设置在第二元件40的相应突起上。当第二元件40移动到图11所示的闭合位置时,密封表面44可被按压到密封座表面34上。如图所示,例如,在图9中,密封表面44和/或相应突起各自可沿一段通气环周向延伸。
当阀组件被打开时,导管33的第二端可打开和/或可暴露于周围大气中。为此,第二元件40可包括相应开口或凹槽42,开口或凹槽42中的每个可被定位成使得当第二元件40移动到图10所示的打开位置时,其与导管33的第二端重叠。如图所示,例如,在图9中,开口或凹槽42各自可沿一段通气环周向延伸。每个密封表面44可位于凹槽42中的两个之间,并且反之亦然。
在图6至图11所示的示例性阀组件中,第二元件40被配置成利用沿第一元件30的纵向轴线C的定向部件从打开位置移动到闭合位置。更具体地,第二元件可被配置成远离第一元件30的第一侧30-1移动,具体地当旋转时。为此,第一元件30可包括至少一个斜坡35。在说明性实施方案中,包括四个斜坡35(对于每个密封座表面44有一个),但也可使用更多或更少的斜坡。多个斜坡35可以以环形方式延伸,例如围绕附接突起38延伸。例如,斜坡35中的每个可沿一段圆延伸,如图7所示。
斜坡35可从斜坡开始区域35-1延伸到斜坡结束区域35-2,其中密封座表面34可随后设置到斜坡结束区域35-2。密封座表面34可邻近斜坡结束区域35-2。密封座表面34可与斜坡结束区域35-2邻接或者与其间隔开。
在所示的说明性实施方案中,斜坡结束区域35-2沿纵向轴线C比斜坡开始区域35-1与第一侧30-1间隔更远。然而,如果需要,也可反转这种布置。
第二元件40,具体地具有密封表面44的第二元件40的突起,可被配置成当第二元件40相对于第一元件30旋转时沿斜坡35滑动。例如,第二元件40从图10所示的打开位置顺时针旋转将致使第二元件40从第一元件30被提升。由于第二元件40仍然保持在附接突起38上,因此当第二元件到达图11所示的闭合位置时,密封表面44将被按压到密封座表面34上。
阀组件可包括用于限制第二元件40在闭合位置中的旋转的至少一个第一止动特征部和/或用于限制第二元件40在打开位置中的旋转的至少一个第二止动特征部。第一止动特征部和/或第二止动特征部可例如由第一元件30的一个或多个止动突起36提供(参见图7和图8)。如从图10和图11中可明显看出,当第二元件40处于打开位置和闭合位置时,止动突起36优选与第二元件40的凹槽42的侧壁48邻接。此类止动特征部可允许将第一元件30相对于第二元件40的旋转限制为小于360°,优选小于180°,更优选小于90°,并且甚至更优选小于80°。
如从图6、图7和图9中还可明显看出,第一元件30和/或第二元件40可分别设置有第一指示特征部和/或第二指示特征部,以用于向用户指示第一元件30和第二元件40的相对位置。这可允许使用者具体地评估阀组件是打开还是闭合。具体地,阀组件可被配置成使得当组件闭合或打开时第一指示特征部和第二指示特征部的位置匹配。
在图6和图7所示的示例性实施方案中,第一指示特征部由形成在凸缘32中的指示凹槽37-1提供。然而,也可设想其它指示特征部,诸如从凸缘延伸的突片37-2(参见图10和图11)或者可形成在第一元件30和/或容器20上的标记(例如,线或点)。第二指示特征部可由从第二元件40径向向外延伸的突起或翼部47形成。然而,在这种情况下,也可考虑其它配置,诸如指示凹槽或标记。第一指示特征部和/或第二指示特征部优选可用肉眼识别。
如图6和图7所示,第一元件30可设置有旋转限制特征部39,以限制第一元件30在热/真空成形工具中的旋转。在示例性方式中,用于接纳Allen形突起的六边形腔示出于这些图中。例如,如果腔压力已足以重新训练第一元件抵抗旋转,则可省略旋转限制特征部39。
图10示出了具有处于打开位置的第二元件40的阀组件。应当理解,导管33被凹槽42重叠并因此连接到环境空气压力。图11示出了具有处于闭合位置的第二元件40的阀组件。应当理解,导管33被密封表面44覆盖并且因此被密封。第一指示特征部(例如,翼部47)指向第二指示特征部中的两个(例如,设置在凸缘处的突片37-2),从而向使用者指示阀组件闭合。
参考图12和图13,将论述根据本发明的形成通气容器的方法和根据本发明的可用于此类方法中的工具。虽然在下文方法的描述中重复了相对于上述实施方案使用的参考标记中的一些,但应当指出的是,所述方法不限于该实施方案,并且可用于各种容器,包括图中所示和/或本文所述的容器的不同变型和类型。
如由图12的流程图所示,该方法可包括提供聚合物材料片材的步骤101、将所述聚合物材料片材插入热/真空成形工具200(参见图13)中的步骤104、将片材热/真空成形到容器20的形状中的步骤105,以及从热/真空成形工具200移除容器20的步骤109。在步骤105中,可将片材加热至软化状态(例如,至其热塑性软化点),并且可在处于该软化状态下时成形为如由工具200限定的所需形状。具体地,气压差可用于有助于将片材成形到容器20中。例如,可沿片材的第一表面产生压力和/或可沿片材的第二表面产生真空,以有助于将片材成形到容器20的形状中。
如由图12中的步骤102所示,片材可任选地设置有孔或狭缝。此类孔或狭缝可设置到片材,例如在步骤104中将片材插入热/真空成形工具中之前,或者另选地(图12中未示出)在步骤104中将片材插入热/真空成形工具中之后以及在步骤105中将片材成形到容器20中之前。
如图12中的步骤103所示,通气口的闭合件(例如,一片分离膜)和/或阀组件的第一元件30可任选地放置在热/真空成形工具200中,具体地放置在被配置成使容器成形的第一腔211中和/或第二腔212中,该第一腔211和/或第二腔212两者均可设置在此类工具200的凹模构件210中(参见图13)。如图13所示,第一腔211的侧壁的至少一部分可由第一元件30形成。第一元件30可至少部分地延伸到第一腔211中,以便嵌入形成容器基座21的材料中和/或形成容器侧壁22的材料中。在提供诸如膜(图中未示出)的闭合装置的情况下,第一腔211的侧壁的至少一部分可由所述膜形成和/或覆盖。
在步骤105中将片材热/真空成形到容器中之前,优选将通气口的闭合件和/或阀组件的第一元件30插入工具200中。如图12所示,在步骤104中将片材插入工具200中之前,可将通气口的闭合件和/或阀组件的第一元件30放置在工具200中。然而,应当指出的是,步骤103也可在步骤104之后执行,例如,如果在工具200闭合之前将聚合物材料片材插入和/或放置在工具200的第二模构件(图中未示出)(例如,凸模构件)上。在凹模构件210的腔211被片材覆盖并且片材的热/真空成形开始之前,优选将通气口的闭合件和/或阀组件的第一元件30放置在凹模构件210中(步骤105)。第一元件30的第一侧30-1可面向第一腔211。
根据上文提供的描述,第一元件30可在其被放置在工具200中之前被预热和/或可借助于加热元件(例如玻璃绳索加热元件214)在工具200中被加热。
如图13所示,第二腔212可至少部分地接纳第一元件30。具体地,第一元件30的第二侧30-2可面向第二腔212,并且第二腔212尤其可接纳附接突起38。
虽然图13中未示出,但第二元件40也可插入工具200中,例如与第一元件30一起(例如,附接到第一元件30)或者在第一元件30之前。在这种情况下,第二元件40可处于图10所示的打开位置,以有利于下文所述的步骤107中的爆裂。在这种情况下,第二元件40可被接纳在第二腔212中。
如106处所示,该方法可任选地包括将闭合件和/或阀组件的第一元件30结合到容器20,具体地结合到容器基座21和/或容器侧壁22的步骤。如本领域技术人员将从上文提供的论述中理解的,步骤106中的结合可朝向热/真空成形步骤105的结束发生,即当片材已变形以接触第一腔211,并且具体地接触在步骤103中放置在所述第一腔中的闭合件和/或第一元件30时。在该上下文中已发现,例如,当将由聚乙烯(例如,低密度聚乙烯)制成的片材与由聚乙烯制成的第一元件组合时,可提供足够的结合。
如在107处所示,该方法还可包括爆裂(或吹制)穿过容器20的通气口26的步骤,具体地在一个或多个预定位置处爆裂穿过容器基座21和/或穿过容器侧壁22的一个或多个通孔27的步骤。步骤107可在步骤105中将片材成形到容器中之后和/或在步骤106中将第一元件30结合到容器20之后执行。这可允许恰好在第一元件30的第一侧30-1上的导管33打开的位置处形成通气孔27。例如,可在103.42kPa和206.84kPa(15psi和30psi)下获得足够的通孔。在不希望受理论约束的情况下,据信在片材的第一侧和片材的第二侧之间的合适的压差——取决于材料选择、材料厚度、材料温度、孔的数量和/或一个或多个孔的尺寸等——可为3psi或更大,5psi或更大,或10psi或更大。另选地或除此之外,在片材的第一侧和片材的第二侧之间的压差优选为80psi或更小,60psi或更小,或50psi或更小。例如,可采用3psi至70psi或5psi至50psi的压力范围。图20和图21中分别描绘了容器21的一部分在通气孔穿过其中爆裂之前和之后的示意图。
如图13所示,当在步骤105中热/真空成形片材时,片材的第二表面所压靠的第一腔211的表面可在一个或多个预定位置处被中断。具体地,第一腔211的表面可在一个或多个预定位置处被第一腔中的至少一个通孔或导管中断。此类一个或多个通孔或一个或多个导管可例如由延伸穿过第一元件的一个或多个通孔或一个或多个导管33提供,如图13所示。
中断第一腔211的表面的一个或多个通孔或一个或多个导管可连接到至少一个通气通道213,该至少一个通气通道213优选延伸穿过凹模构件并连接到周围大气和/或减压源(例如,连接到真空源)。当与片材的其它区域相比时,此类通气通道可允许在预定位置处增加作用于片材上的相对压力。
热/真空成形工具200还可包括至少一个阀(未示出),该阀闭合和/或打开通气通道,以在成形工艺的预定阶段增加压差。阀可被致动一次或多次,以提供一次或多次压缩空气穿过片材的爆裂。
如果在步骤102中片材先前已设置有孔或狭缝,则步骤107可用于增大所述孔或狭缝。
如108处所示,该方法可任选地包括在步骤109中将容器从工具移除之前闭合通气口的步骤。具体地,根据本发明的阀组件可通过将第二元件40相对于第一元件30旋转到图11所示的闭合位置而在工具中闭合。
工具200可设置有用于旋转第二元件40的机构和/或用于避免第一元件相对于容器20旋转的旋转限制机构。避免第一元件30的旋转可有助于减少循环时间,因为在这种情况下,当容器20(即,片材)仍处于软化状态下时,阀组件可闭合。工具200的旋转限制机构可包括延伸到第一元件30的至少一个旋转限制特征部39中的至少一个销(图中未示出)。
如由图12中的步骤110所示,在一些情况下,在步骤109中将容器从热/真空成形工具移除之后,容器也可设置有通气口。这可例如通过冲压、钻孔和/或激光切割所形成的容器(例如,其容器基座和/或容器侧壁)来实现。另选地或除此之外,冲压和/或切割机构可直接设置在热/真空成形工具中。
尽管图13示出了阀组件的第一元件30在热/真空成形步骤105中被放置在形成容器基座21的第一腔211的区域中,但应当指出的是,本发明不限于这种方式,并且第一元件30也可被放置在形成容器侧壁22的第一腔211的区域中。因此,第二腔212也可形成在形成容器侧壁22的第一腔211的该区域中。
图14示出了根据本发明的阀组件的第一元件30,其中任选肋432设置在元第一元件的第一侧30-1上。肋432可具有环形形状并且可围绕延伸穿过第一元件的一个或多个导管33延伸。当第一元件30放置在工具200中时(参见图13),肋432可延伸到第一腔211中,并且可有利于在第一元件和热/真空成形片材之间形成紧密且稳定的结合。
虽然图13和图14示出了延伸穿过第一元件30的中心部分的单个导管33,但应当理解,此类单个导管33也可偏离第一元件的中心。这些图中所示的第一元件也可例如以上文关于图7至图11所述的方式设置有若干个导管。
图15示出了根据本发明的阀组件的第一元件30,其中第一元件30设置有任选溢料432。如从图15中显而易见,溢料432可至少部分地或完全地围绕凸缘32延伸。
图16至19示出了根据本发明的容器的另外变型。
更具体地,图16示出了具有设置在容器侧壁22中的阀组件的容器520。阀组件可包括例如第一元件530,该第一元件530结合到和/或嵌入到容器侧壁中(例如,经由上述热/真空成形工艺)。第二元件540可被设置成闭合阀组件,具体地闭合延伸穿过第一元件530的导管。第二元件540可例如被配置成螺纹连接到第一元件530上和/或第一元件530中。例如,第二元件540可形成具有内螺纹或外螺纹的帽,该内螺纹或外螺纹分别与第一元件530的外螺纹或内螺纹接合。另选地或除此之外,第二元件可被配置为被推送到第一元件530上和/或插入第一元件530中的插头。设置在外杯10(参见图1)中的狭槽,具体地第一狭槽部分17和/或第二狭槽部分18可被配置成接纳第一元件530和/或第二元件540。随着容器520在阀组件闭合时塌缩,这可允许阀组件沿和/或穿过狭槽17、狭槽18移动。
图17示出了具有阀组件的容器620,该阀组件包括至少部分地由管状构件630形成的第一元件,该管状构件630具有延伸穿过其中的内腔。如图所示,管状构件630的内腔可连接到设置在容器基座21中的容器620的通气口。例如,管状构件630的第一端部分可连接到容器基座21中的通气口。管状构件630的第二端可被配置成由使用者打开和闭合,例如通过将管状构件夹紧在一起和/或通过用可移除插头或帽将其闭合而打开和闭合。管状构件630可朝向和/或径向向外延伸经过容器侧壁22。当将容器620插入外杯10中时,管状构件可延伸穿过狭槽17、狭槽18(参见图1)。管状构件630可例如经由上述热/真空成形工艺结合到和/或部分地嵌入容器基座21和/或容器侧壁22中。
根据图18和图19所示的另一变型,容器720可设置有阀组件,该阀组件包括插入第一元件730中,具体地插入结合到和/或部分地嵌入容器基座21中的第一元件730中的插头状第二元件740。如从图19可明显看出,第一元件730可围绕形成在容器基座21中的通气口26形成密封。除了第一元件730之外,第二元件740也可结合到和/或嵌入容器中。具体地,第二元件740可结合到和/或嵌入容器基座21中,使得其与通气口26重叠。在这种情况下,第二元件740可围绕通气口26形成附加密封,当由使用者第一次打开阀组件时,该附加密封可随后被破坏。随后可通过将第二元件740插入第一元件730来重新密封阀组件。第一元件730和第二元件740可任选地经由活动铰链735连接并且可一体形成。
虽然已参考图18和图19针对插头状第二元件740描述了第一元件730和第二元件740的结合,但应当理解,在其它情况下,例如当第一元件和第二元件螺纹连接时(参见例如上面图16的论述),也可提供第一元件和第二元件到容器的此类结合。
如从图16至图18中可明显看出,容器520、容器620和容器720可倒置放在顶部边缘或边24上,而不会在重力的影响下变形和/或塌缩。
图22示出了具有基座821和侧壁822的容器820。容器820具有两个流体口830和831。如可看出,流体口830为结合到容器基座821的分离部件825的一部分。图23为图22的横截面,并且示出了结合到基座840的内表面的分离部件825。
图24示出了具有基座921和侧壁922的容器920。容器920具有两个流体口930和931。如可看出,流体口930为结合到容器基座921的外表面941的分离部件925的一部分。图25为图24的横截面,并且示出了结合到基座941的外表面的分离部件925。
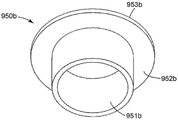
图26a至图26d示出了分离部件流体口950a-d的实施方案。在这些实施方案中,示出了流体口951a-d。分离部件流体口950a-d包括第一侧952a-d和第二侧953a-d。在一些实施方案中,第一侧结合到容器主体,并且在一些实施方案中,第二侧结合到容器主体。流体口的配置,特别是流体口的外部形状,可在分离件流体口连接到喷枪组件的实施方案中看到,并且不透流体的连接为必要的。
图27示出了具有基座1021和侧壁1022的容器1020。容器1020具有两个流体口1030和1031。流体口1030为分离部件流体口,并且流体口1031为容器1020的开放口。密封机构1040在流体口1031处被结合到容器中。
虽然上述公开涉及用于油漆喷枪的流体递送组件,但应当指出的是,本发明不限于该特定产品。例如,根据本发明和/或用本文所公开的方法和/或工具制造的容器可用于不同目的和/或用于不同的系统。例如,上述公开集中于重力供给喷枪,但本文所述的容器和方法在吸入供给喷枪中也可为有利的。此外,本公开集中于用于油漆的喷枪,但是本文所述的容器和方法在其它类型的喷涂装置(例如,在用于喷洒除草剂和/或杀虫剂的装置中或在用于喷洒泡沫的装置中)中也可为有利的。此外,还设想根据上述公开提供的容器可用于与喷枪无关的目的,或者作为此类容器或作为其它接收器的衬里。一个示例将是用于培养植物(例如,花)的罐,其中根据本发明的容器可用作新型罐或用作已知罐中的新型衬里,其中设置在容器中的通气口可允许根据需要从罐/衬里排出水(具体地当使用上述闭合件或阀组件时)。
在该上下文中还应当指出的是,上述第一元件不一定必须为阀组件的一部分,但也可实现其它目的。因此,在本公开的上下文中,第一元件也可被称为第一部件,具体地预成形元件或部件。此类第一元件或部件可用本文所公开的技术附接到多种类型和目的的热/真空成形制品,具体地通过在热/真空成形制品之前将第一元件或部件插入工具腔中和/或在热/真空成形工艺期间和/或在从热/真空成形工具中移除相应的热/真空成形制品之前将第一元件或部件附接到制品。在该上下文中的“预成形元件或部件”具体地可为在其被插入用于成形制品本身的热/真空成形工具之前设置有其形状(例如三维形状)的元件或部件。此类第一元件或部件尤其可为支撑或刚性部件。
在某些情况下,此类支撑或刚性部件也可用于上文所述的用于喷枪的一般类型的容器中,例如,如果希望使容器的某些部件变硬和/或向其提供附加刚度的话。支撑件和/或加强部件可与上述剩余容器特征部组合或独立地提供(例如,它们可组合或独立于上述通气口提供)。
虽然在附图和前述描述中详细说明和描述了本发明,但此类说明和描述被认为是例示性的或示例性的而非限制性的。应当理解,在以下权利要求书的范围内,普通技术人员可作出改变和修改。具体地,本发明涵盖具有来自上述不同实施方案的特征的任何组合的另外的实施方案。就使用表达“一般”或“基本上”而言,本专利申请应理解为公开同样完全满足这些特征和值,即没有前述表征为“一般”或“基本上”。
本专利申请涉及以下实施方案:
在一个实施方案中,本专利申请涉及用于保持油漆的包括至少两个流体口的容器,其中容器具有为形状自支撑且为非刚性构造的主体,并且至少一个流体口为与容器的主体分离的部件。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口被密封到容器。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口用机械密封密封到容器。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口用热密封密封到容器。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口用不透流体的密封密封到容器。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口的至少一部分在容器的外表面上。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中容器为热成形件。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口为注塑件。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口为与容器不同的材料。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口为与容器相同的材料。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中容器具有基座和从基座延伸的一个或多个侧壁。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中侧壁的厚度为.4mm或更小。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中侧壁具有可变厚度。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中侧壁厚度在基座附近较小。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中容器具有从圆形基座延伸的圆柱形形状。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离流体口延伸穿过基座。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中容器为吹塑件。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口为用于空气移动的通气口。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中分离部件流体口延伸穿过容器侧壁。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中容器基座和容器侧壁彼此一体形成。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中容器由聚合物材料制成。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中容器基座和容器侧壁由聚合物材料的单个片材形成。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中通气口由单个通气孔或由多个通气孔提供。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中容器包括被配置成打开和闭合通气口的闭合件或阀组件。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中阀组件包括至少一个第一元件,其中第一元件具有结合到容器基座和容器侧壁中的至少一者的第一侧。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件至少部分地嵌入容器基座和容器侧壁中的至少一者中。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件通过热/真空成形、胶粘、焊接或它们的任何组合中的至少一种结合到容器。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件围绕至少一个通气口与容器形成密封。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中容器为热/真空成形的且第一元件为注塑部件。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件包括至少一个凸缘。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件包括附接部分,阀组件的第二元件可移动地附接到该附接部分。
在另一个实施方案中,该专利申请涉及根据任何其它实施方案的容器,其中凸缘围绕附接部分延伸。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件具有与第一侧相对的第二侧,其中附接部分包括从第二侧突出的附接突起。
在另一个实施方案中,该专利申请涉及根据任何其它实施方案的容器,其中附接突起为环形的。
在另一个实施方案中,该专利申请涉及根据任何其它实施方案的容器,其中第一元件包括在第一侧上延伸的环形肋。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件包括至少部分地围绕凸缘延伸的溢料。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第二元件为注塑部件。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件包括至少一个导管,该导管具有向第一侧开放的第一端和向第二侧开放的第二端。
在另一个实施方案中,该专利申请涉及根据任何其它实施方案的容器,其中第一元件包括多个导管。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第二元件被配置成从其中阀组件打开的打开位置移动到其中阀组件闭合的闭合位置。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第二元件能够相对于第一元件旋转。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第二元件能够相对于第一元件旋转小于360°。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中阀组件包括用于限制第二元件在闭合位置中的旋转的第一止动件和用于限制第二元件在打开位置中的旋转的第二止动件中的至少一者。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第二元件包括一个或多个密封表面,其中当第二元件移动到闭合位置中时,密封表面与导管的第二端重叠。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第二元件包括一个或多个开口或凹槽,其中当第二元件移动到打开位置中时,开口或凹槽与导管的第二端重叠。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中当从打开位置移动到闭合位置时,第二元件朝向第一元件移动或者远离第一元件移动。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件包括至少一个斜坡。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中当从打开位置移动到闭合位置时,第二元件沿斜坡滑动。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件和容器中的至少一者设置有至少一个第一指示特征部,并且第二元件设置有至少一个第二指示特征部;并且其中当第一指示特征部和第二指示特征部的位置彼此匹配时,阀组件处于打开位置或处于闭合位置。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件包括旋转限制特征部,该旋转限制特征部配置成限制第一元件在热真空成形工具中的旋转。
在另一个实施方案中,该专利申请涉及根据任何其它实施方案的容器,其中第二元件为插入第一元件中的插头。
在另一个实施方案中,该专利申请涉及根据任何其它实施方案的容器,其中第一元件和第二元件两者均被结合到容器。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一元件为管状构件。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,并且组件还包括外杯,其中容器被接纳在外杯内,并且其中外杯比容器更具刚性。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中外杯包括至少一个外杯基座、一个或多个外杯侧壁、以及外杯顶端。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中外杯包括外杯基座和外杯侧壁中的至少一者中的切口,其中阀组件的至少一部分穿过切口突出。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中组件还包括可移除封盖,其中可移除封盖包括出口,该出口被配置成连接到喷枪的入口。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中封盖经由卡扣配合连接部或螺纹连接部中的至少一者附接到外杯和容器中的至少一者。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中组件还包括拧紧套环。
在另一个实施方案中,该专利申请涉及根据任何其它实施方案的容器,其中拧紧套环卡扣配合到封盖。
在另一个实施方案中,本专利申请涉及根据实施方案中任一项的流体递送组件。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中至少一个流体口与容器成一体。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中一体流体口为容器的开放口。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一流体口在容器的第一端上,并且第二流体口在容器的与第一端相对的第二端上,并且第二端结合有整合到容器中的密封机构。
在另一个实施方案中,本专利申请涉及根据任何其它实施方案的容器,其中第一流体口为与容器分离的部件。
Claims (65)
1.一种用于保持油漆的容器,所述容器包括至少两个流体口,
其中所述容器具有为形状自支撑且为非刚性构造的主体,所述形状自支撑为在重力的影响下维持其形状,所述非刚性构造的所述主体会随着流体从喷枪中抽出而变形或塌缩,并且至少一个流体口是与所述容器的所述主体分离的分离部件,所述主体具有一个或多个侧壁和基座;其中随着所述非刚性构造的所述主体在当流体被抽出时塌缩,所述至少一个流体口能够从喷涂操作的开始到结束提供一致的流速。
2.根据权利要求1所述的容器,其中所述分离部件流体口被密封到所述容器。
3.根据权利要求2所述的容器,其中所述分离部件流体口用机械密封密封到所述容器。
4.根据权利要求2所述的容器,其中所述分离部件流体口用热密封密封到所述容器。
5.根据权利要求2所述的容器,其中所述分离部件流体口用不透流体的密封密封到所述容器。
6.根据权利要求1所述的容器,其中所述分离部件流体口的至少一部分位于所述容器的外表面上。
7.根据权利要求1所述的容器,其中所述容器为热成形件。
8.根据权利要求1所述的容器,其中所述分离部件流体口为注塑件。
9.根据权利要求1所述的容器,其中所述分离部件流体口为与所述容器不同的材料。
10.根据权利要求1所述的容器,其中所述分离部件流体口为与所述容器相同的材料。
11.根据权利要求1所述的容器,其中所述一个或多个侧壁从所述基座延伸。
12.根据权利要求11所述的容器,其中所述侧壁具有0.4mm或更小的厚度。
13.根据权利要求11所述的容器,其中所述侧壁具有可变厚度。
14.根据权利要求13所述的容器,其中所述侧壁厚度在所述基座附近较小。
15.根据权利要求11所述的容器,其中所述容器具有从圆形基座延伸的圆柱形形状。
16.根据权利要求11所述的容器,其中所述分离流体口延伸穿过所述基座。
17.根据权利要求1所述的容器,其中所述容器为吹塑件。
18.根据权利要求1所述的容器,其中所述分离部件流体口为用于空气移动的通气口。
19.根据权利要求11所述的容器,其中所述分离部件流体口延伸穿过容器侧壁。
20.根据权利要求11所述的容器,其中所述容器基座和所述容器侧壁彼此一体形成。
21.根据权利要求1所述的容器,其中所述容器由聚合物材料制成。
22.根据权利要求1所述的容器,其中所述容器基座和所述容器侧壁由聚合物材料的单个片材形成。
23.根据权利要求18所述的容器,其中所述通气口由单个通气孔或由多个通气孔提供。
24.根据权利要求18所述的容器,其中所述容器包括被配置成打开和闭合所述通气口的闭合件或阀组件。
25.根据权利要求24所述的容器,其中所述阀组件包括至少一个第一元件,其中所述第一元件具有结合到所述容器基座和容器侧壁中的至少一者的第一侧。
26.根据权利要求25所述的容器,其中所述第一元件至少部分地嵌入所述容器基座和所述容器侧壁中的所述至少一者中。
27.根据权利要求25所述的容器,其中所述第一元件通过热/真空成形、胶粘、焊接或它们的任何组合中的至少一种结合到所述容器。
28.根据权利要求25所述的容器,其中第一元件围绕所述通气口与所述容器形成密封。
29.根据权利要求25所述的容器,其中所述容器为热/真空成形的且所述第一元件为注塑部件。
30.根据权利要求25所述的容器,其中所述第一元件包括至少一个凸缘。
31.根据权利要求30所述的容器,其中所述第一元件包括附接部分,所述阀组件的第二元件可移动地附接到所述附接部分。
32.根据权利要求31所述的容器,其中所述凸缘围绕所述附接部分延伸。
33.根据权利要求31所述的容器,其中所述第一元件具有与所述第一侧相对的第二侧,其中所述附接部分包括从所述第二侧突出的附接突起。
34.根据权利要求33所述的容器,其中所述附接突起为环形的。
35.根据权利要求25所述的容器,其中所述第一元件包括在所述第一侧上延伸的环形肋。
36.根据权利要求30所述的容器,其中所述第一元件包括至少部分地围绕所述凸缘延伸的溢料。
37.根据权利要求31所述的容器,其中所述第二元件为注塑部件。
38.根据权利要求31所述的容器,其中所述第一元件包括至少一个导管,所述导管具有向所述第一侧开放的第一端和向所述第二侧开放的第二端。
39.根据权利要求38所述的容器,其中所述第一元件包括多个导管。
40.根据权利要求38所述的容器,其中所述第二元件被配置成从其中所述阀组件打开的打开位置移动到其中所述阀组件闭合的闭合位置。
41.根据权利要求40所述的容器,其中所述第二元件能够相对于所述第一元件旋转。
42.根据权利要求41所述的容器,其中所述第二元件能够相对于所述第一元件旋转小于360°。
43.根据权利要求41所述的容器,其中所述阀组件包括用于限制所述第二元件在所述闭合位置中的旋转的第一止动件和用于限制所述第二元件在所述打开位置中的旋转的第二止动件中的至少一者。
44.根据权利要求40所述的容器,其中所述第二元件包括一个或多个密封表面,其中当所述第二元件移动到所述闭合位置中时,所述密封表面与所述导管的所述第二端重叠。
45.根据权利要求40所述的容器,其中所述第二元件包括一个或多个开口或凹槽,其中当所述第二元件移动到所述打开位置中时,所述开口或凹槽与所述导管的所述第二端重叠。
46.根据权利要求40所述的容器,其中当从所述打开位置移动到所述闭合位置时,所述第二元件朝向所述第一元件移动或者远离所述第一元件移动。
47.根据权利要求46所述的容器,其中所述第一元件包括至少一个斜坡。
48.根据权利要求47所述的容器,其中当从所述打开位置移动到所述闭合位置时,所述第二元件沿所述斜坡滑动。
49.根据权利要求31所述的容器,其中所述第一元件和所述容器中的至少一者设置有至少一个第一指示特征部,并且所述第二元件设置有至少一个第二指示特征部;并且其中当所述第一指示特征部和所述第二指示特征部的位置彼此匹配时,所述阀组件处于所述打开位置中或处于所述闭合位置中。
50.根据权利要求31所述的容器,其中所述第一元件包括旋转限制特征部,所述旋转限制特征部被配置成限制所述第一元件在热真空成形工具中的旋转。
51.根据权利要求31所述的容器,其中所述第二元件为插入所述第一元件中的插头。
52.根据权利要求51所述的容器,其中所述第一元件和所述第二元件两者均被结合到所述容器。
53.根据权利要求25所述的容器,其中所述第一元件为管状构件。
54.根据权利要求1所述的容器,其中至少一个流体口与所述容器成一体。
55.根据权利要求54所述的容器,其中所述流体口为所述容器的开放口。
56.一种组件,所述组件包括根据权利要求1所述的容器,并且所述组件还包括外杯,其中所述容器被接纳在所述外杯内,并且其中所述外杯比所述容器更具刚性。
57.根据权利要求56所述的组件,其中所述外杯包括至少一个外杯基座、一个或多个外杯侧壁、以及外杯顶端。
58.根据权利要求57所述的组件,其中所述外杯包括在所述外杯基座和所述外杯侧壁中的至少一者中的切口,其中阀组件的至少一部分穿过所述切口突出。
59.根据权利要求56所述的组件,其中所述组件还包括可移除封盖,其中所述可移除封盖包括出口,所述出口被配置成连接到喷枪的入口。
60.根据权利要求59所述的组件,其中所述封盖经由卡扣配合连接部或螺纹连接部中的至少一者附接到所述外杯和所述容器中的至少一者。
61.根据权利要求59所述的组件,其中所述组件还包括拧紧套环。
62.根据权利要求61所述的组件,其中所述拧紧套环卡扣配合到所述封盖。
63.一种重力供给喷枪,所述重力供给喷枪包括根据权利要求56至62中任一项所述的组件。
64.一种用于保持油漆的容器,所述容器包括至少两个流体口,
其中所述容器为形状自支撑的且为非刚性构造,所述形状自支撑为在重力的影响下维持其形状,所述非刚性构造的所述主体会随着流体从喷枪中抽出而变形或塌缩,
其中第一流体口位于所述容器的第一端上,并且第二流体口位于所述容器的与所述第一端相对的第二端上,并且
所述第二端结合有整合到所述容器中的密封机构;其中随着所述非刚性构造的所述主体在当流体被抽出时塌缩,所述至少一个流体口能够从喷涂操作的开始到结束提供一致的流速。
65.根据权利要求64所述的容器,其中所述第一流体口为与所述容器分离的分离部件。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762532596P | 2017-07-14 | 2017-07-14 | |
| US62/532,596 | 2017-07-14 | ||
| US201862632840P | 2018-02-20 | 2018-02-20 | |
| US62/632,840 | 2018-02-20 | ||
| PCT/IB2018/055209 WO2019012500A1 (en) | 2017-07-14 | 2018-07-13 | FLUID DISPENSING ASSEMBLY FOR SPRAY GUN |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110891693A CN110891693A (zh) | 2020-03-17 |
| CN110891693B true CN110891693B (zh) | 2022-07-01 |
Family
ID=63165421
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880047009.4A Pending CN110891694A (zh) | 2017-07-14 | 2018-07-13 | 用于喷枪的流体递送组件 |
| CN201880046995.1A Active CN110891693B (zh) | 2017-07-14 | 2018-07-13 | 用于喷枪的流体递送组件 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880047009.4A Pending CN110891694A (zh) | 2017-07-14 | 2018-07-13 | 用于喷枪的流体递送组件 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US20210078024A1 (zh) |
| EP (4) | EP4309801A3 (zh) |
| JP (2) | JP2020528851A (zh) |
| CN (2) | CN110891694A (zh) |
| ES (1) | ES2966462T3 (zh) |
| WO (2) | WO2019012502A2 (zh) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3097451B1 (fr) * | 2019-06-21 | 2021-10-01 | Michel Camilleri | Godet jetable a event microporeux |
| DE102019121952A1 (de) * | 2019-08-14 | 2021-02-18 | Sata Gmbh & Co. Kg | Fließbecher für eine Farbspritzpistole |
| WO2021094927A1 (en) | 2019-11-11 | 2021-05-20 | 3M Innovative Properties Company | Vent assemblies |
| US20210220850A1 (en) * | 2020-01-22 | 2021-07-22 | W.M. Barr & Company, Inc. | Automotive spray gun bottle and adapter |
| USD937968S1 (en) | 2020-03-12 | 2021-12-07 | 3M Innovative Properties Company | Container |
| USD971725S1 (en) | 2020-03-12 | 2022-12-06 | 3M Innovative Properties Company | Container lid |
| WO2021202703A1 (en) * | 2020-03-31 | 2021-10-07 | Easy Spray Llc | Recyclable vacuum-driven dispenser |
| USD952097S1 (en) * | 2020-07-14 | 2022-05-17 | Yuyao Yufeng Scutcheon Plastic Factory | Paint spraying pot lid |
| EP4082671A1 (en) * | 2021-04-30 | 2022-11-02 | Tai Zhou Luxi Tools Co., Ltd. | Foldable cup and spray cup |
| BE1029935B1 (nl) * | 2021-11-18 | 2023-06-19 | Chemicar Europe Nv | Samenstel van een beker, liner en deksel voor een verfpistool |
| JP1753487S (ja) * | 2022-03-29 | 2023-09-20 | 建物用塗料スプレー |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997003758A2 (en) * | 1995-07-21 | 1997-02-06 | Minnesota Mining And Manufacturing Company | Spraying system for single or multiple fluids |
| US6820824B1 (en) * | 1998-01-14 | 2004-11-23 | 3M Innovative Properties Company | Apparatus for spraying liquids, disposable containers and liners suitable for use therewith |
| CN1771092A (zh) * | 2003-04-05 | 2006-05-10 | 3M创新有限公司 | 有可旋转储罐的喷枪 |
| CN101125317A (zh) * | 2006-07-22 | 2008-02-20 | J·瓦格纳有限责任公司 | 喷枪 |
| CN102510731A (zh) * | 2009-09-30 | 2012-06-20 | 吉列公司 | 用于分配个人护理产品的包装 |
| FR2982250A1 (fr) * | 2011-11-07 | 2013-05-10 | Michel Camilleri | Conditionnement jetable ferme et rempli d'un produit a projeter ou a pulveriser a monter sur un pistolet ou outil analogue. |
| CN203342980U (zh) * | 2009-10-23 | 2013-12-18 | 萨塔有限两合公司 | 漆料容器和漆料杯 |
| CN103534020A (zh) * | 2011-02-03 | 2014-01-22 | 希必思色彩设备独资有限公司 | 用于传递流体产品的装置 |
| CN104619424A (zh) * | 2012-07-27 | 2015-05-13 | 3M创新有限公司 | 排气组件及包括所述排气组件的贮存器 |
| CN105107653A (zh) * | 2009-01-26 | 2015-12-02 | 3M创新有限公司 | 液体喷枪、喷枪平台和喷头组件 |
| CN105939789A (zh) * | 2013-12-05 | 2016-09-14 | 3M创新有限公司 | 用于喷涂装置的容器 |
| WO2017007911A1 (en) * | 2015-07-08 | 2017-01-12 | 3M Innovative Properties Company | Spray gun cups, receptacles, and methods of use |
Family Cites Families (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3157360A (en) | 1963-02-25 | 1964-11-17 | William L Heard | Spray gun having valved flexible liner |
| JPS533246Y2 (zh) * | 1975-05-29 | 1978-01-27 | ||
| US4496408A (en) * | 1981-09-04 | 1985-01-29 | Cosden Technology, Inc. | Method for producing biaxially oriented hollow articles |
| JPH0669817B2 (ja) * | 1989-10-03 | 1994-09-07 | シーケーディ株式会社 | 包装容器の製造方法 |
| US5307955A (en) * | 1992-06-25 | 1994-05-03 | The Procter & Gamble Company | Flaccid bottom delivery package having a self-sealing closure for dispensing liquid materials |
| DE4240328C2 (de) * | 1992-12-01 | 1996-06-05 | Itw Oberflaechentechnik Gmbh | Elektrostatische Sprühbeschichtungsvorrichtung für elektrisch leitfähige, nicht brennbare Beschichtungsflüssigkeit |
| ZW2894A1 (en) * | 1993-02-17 | 1994-05-04 | Khashoggi E Ind | Methods and systems for manufacturing packaging materials, containers, and other articles of manufacture from hydraulically settable mixtures and highly inorganically filled compositions |
| SE9601092L (sv) * | 1996-03-21 | 1997-04-07 | Alfapac Ab | Foder till container för fluidum |
| DE19618328B4 (de) * | 1996-05-07 | 2009-09-10 | Nittel Gmbh & Co Kg | Flexibler Kunststoffbehälter |
| DE03020831T1 (de) * | 1997-01-24 | 2005-01-13 | 3M Company (N.D.Ges.D. Staates Delaware), St. Paul | Vorrichtung zum Zerstäuben von Flüssigkeiten, Einwegbehälter und Behälterinliner dafür |
| ID25801A (id) * | 1997-08-21 | 2000-11-02 | Seaquist Closures | Bungkus penyalur dan metode untuk membuat bungkus penyalur |
| US6536687B1 (en) | 1999-08-16 | 2003-03-25 | 3M Innovative Properties Company | Mixing cup adapting assembly |
| GB0110025D0 (en) * | 2001-04-24 | 2001-06-13 | 3M Innovative Properties Co | Improvements in or relating to liquid spraying apparatus |
| US7188785B2 (en) * | 2001-04-24 | 2007-03-13 | 3M Innovative Properties Company | Reservoir with refill inlet for hand-held spray guns |
| US6675845B2 (en) * | 2001-06-05 | 2004-01-13 | The Procter & Gamble Company | Package and method for controlled metered dose dispensing of a fluid product |
| US6604634B2 (en) * | 2001-07-18 | 2003-08-12 | Fu-Long Su | Receiving bag with enhanced airtight effect |
| GB0224698D0 (en) | 2002-10-24 | 2002-12-04 | 3M Innovative Properties Co | Easy clean spray gun |
| ATE547179T1 (de) * | 2002-12-10 | 2012-03-15 | Martin Ruda | Spritzpistolenbecher mit wiederverschliessbarer druckausgleichsöffnung |
| CN1816396A (zh) * | 2003-02-18 | 2006-08-09 | 英克罗有限公司 | 喷嘴 |
| FR2859118B1 (fr) | 2003-08-26 | 2007-03-09 | Michel Camilleri | Godet jetable a monter sur un pistolet pour la preparation, l'application et la conservation d'une peinture |
| CA2455182A1 (en) | 2004-01-14 | 2005-07-14 | Charles Harland | Spray gun receptacle |
| US7331715B2 (en) * | 2004-01-26 | 2008-02-19 | The Glad Products Company | Valve element |
| DE502004005101D1 (de) | 2004-04-29 | 2007-11-08 | Sata Gmbh & Co Kg | Fliessbecher mit lüftung für eine farbspritzpistole |
| US20050258271A1 (en) * | 2004-05-18 | 2005-11-24 | Kosmyna Michael J | Disposable paint cup |
| US20060110077A1 (en) * | 2004-11-06 | 2006-05-25 | Scholle Corporation | Oxygen impermeable bag-in-box container and methof of making |
| NL1028575C2 (nl) | 2005-03-18 | 2006-09-20 | Emm Productions B V | Wegwerpbeker voor een verfspuit en verfspuit voorzien daarvan. |
| US20090095369A1 (en) * | 2005-06-16 | 2009-04-16 | Murray R Charles | Apparatus and method of filling a flexible pouch with extended shelf life |
| WO2007038438A1 (en) * | 2005-09-26 | 2007-04-05 | Cdf Corporation | Flexible liner with fitting on gusseted side and method of manufacture thereof |
| US20070095943A1 (en) * | 2005-10-28 | 2007-05-03 | Turnbull William N | Liquid reservoir, and kit, spray assembly and method using same |
| US8627980B2 (en) * | 2006-04-11 | 2014-01-14 | Tony Woodruff | Enclosed bathtub liner |
| AU2007284251A1 (en) * | 2006-08-07 | 2008-02-21 | The Glad Products Company | Vacuum storage bag |
| DE202006018491U1 (de) | 2006-12-05 | 2008-04-10 | Sata Gmbh & Co. Kg | Fließbecher für eine Farbspritzpistole |
| WO2008143945A2 (en) * | 2007-05-14 | 2008-11-27 | Umagination Labs, L.P. | Systems and methods for thermoforming a waste disposal bag |
| EP2000218A1 (en) | 2007-06-07 | 2008-12-10 | S.A. Omniform | Self regulating vent for a paint supply vessel. |
| DE102007048440B3 (de) | 2007-10-02 | 2009-04-16 | G-Mate Ag | Deckel für Mischbecher von Farbspritzpistolen |
| US7997047B1 (en) * | 2008-03-04 | 2011-08-16 | Widgeteer, Inc. | Air evacuation assembly for sealable plastic bags |
| US20110214803A1 (en) * | 2010-03-04 | 2011-09-08 | Faurecia Interior Systems, Inc. | Vacuum thermoforming of thermoplastic sheets with decorative inserts |
| DE102010028522A1 (de) * | 2010-05-04 | 2011-11-10 | Robert Bosch Gmbh | Schraubverschluss für Weichverpackungen |
| US9802213B2 (en) * | 2012-03-06 | 2017-10-31 | 3M Innovative Properties Company | Spray gun having internal boost passageway |
| DE102012004575A1 (de) * | 2012-03-09 | 2013-09-12 | Sata Gmbh & Co. Kg | Spritzpistole und Zubehör |
| US20140008360A1 (en) * | 2012-07-05 | 2014-01-09 | Empee Solutions, L.L.C. | Laundry Receptacles, Components Thereof, and Related Methods |
| US20150151902A1 (en) * | 2012-07-18 | 2015-06-04 | Conopco, Inc., D/B/A Unilever | Infusion packets and a process for their manufacture |
| KR102145808B1 (ko) * | 2013-03-15 | 2020-08-19 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 압력 보조 액체 공급 조립체 |
| EP2978678A1 (en) * | 2013-03-29 | 2016-02-03 | 3M Innovative Properties Company | Vented container assembly |
| BR112016007531A2 (pt) * | 2013-10-11 | 2017-08-01 | 3M Innovative Properties Co | sistemas e conjuntos do bocal e métodos relacionados |
| CN106164029B (zh) | 2014-04-15 | 2018-06-29 | 沙特基础工业全球技术有限公司 | 制造羟基取代的芳香族化合物的盐和聚醚酰亚胺的方法 |
| PT2990126T (pt) | 2014-08-27 | 2017-05-02 | EMM Holding BV | Tampa com sistema de ventilação |
| US20170283316A1 (en) | 2014-10-28 | 2017-10-05 | 3M Innovative Properties Company | Repellent coatings comprising sintered particles and lubricant, articles & method |
| US10391506B2 (en) | 2014-10-28 | 2019-08-27 | 3M Innovative Properties Company | Spray application system components comprising a repellent surface and methods |
| US9796492B2 (en) * | 2015-03-12 | 2017-10-24 | Graco Minnesota Inc. | Manual check valve for priming a collapsible fluid liner for a sprayer |
| JP6334070B2 (ja) * | 2015-10-23 | 2018-06-06 | 八千代工業株式会社 | 溶着方法及び溶着構造 |
| BR112018008646A2 (pt) | 2015-10-28 | 2018-10-30 | 3M Innovative Properties Co | componentes de um sistema de aplicação de aspersões que compreende uma superfície repelente e métodos |
| US20180298209A1 (en) | 2015-10-28 | 2018-10-18 | 3M Innovative Properties Company | Solvent-based repellent coating compositions and coated substrates |
| EP3630370B1 (en) * | 2017-05-27 | 2023-09-13 | Shenzhen Wisdom Science And Technology Co., Ltd | Spray pot |
| US10507474B2 (en) * | 2017-12-14 | 2019-12-17 | Dongguan Tiger Point Metal & Plastic Products Co., Ltd. | Nozzle for fast inflation and deflation |
-
2018
- 2018-07-13 ES ES18752863T patent/ES2966462T3/es active Active
- 2018-07-13 WO PCT/IB2018/055211 patent/WO2019012502A2/en unknown
- 2018-07-13 WO PCT/IB2018/055209 patent/WO2019012500A1/en unknown
- 2018-07-13 CN CN201880047009.4A patent/CN110891694A/zh active Pending
- 2018-07-13 US US16/630,537 patent/US20210078024A1/en active Pending
- 2018-07-13 CN CN201880046995.1A patent/CN110891693B/zh active Active
- 2018-07-13 US US16/630,558 patent/US20210086210A1/en active Pending
- 2018-07-13 EP EP23208064.8A patent/EP4309801A3/en active Pending
- 2018-07-13 EP EP18752864.1A patent/EP3651912B1/en active Active
- 2018-07-13 JP JP2020501507A patent/JP2020528851A/ja active Pending
- 2018-07-13 EP EP23216093.7A patent/EP4316777A3/en active Pending
- 2018-07-13 JP JP2020501511A patent/JP2020528852A/ja active Pending
- 2018-07-13 EP EP18752863.3A patent/EP3651911B1/en active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1190911A (zh) * | 1995-07-21 | 1998-08-19 | 美国3M公司 | 单种或多种流体的喷射装置 |
| WO1997003758A2 (en) * | 1995-07-21 | 1997-02-06 | Minnesota Mining And Manufacturing Company | Spraying system for single or multiple fluids |
| US6820824B1 (en) * | 1998-01-14 | 2004-11-23 | 3M Innovative Properties Company | Apparatus for spraying liquids, disposable containers and liners suitable for use therewith |
| CN1771092A (zh) * | 2003-04-05 | 2006-05-10 | 3M创新有限公司 | 有可旋转储罐的喷枪 |
| CN101125317A (zh) * | 2006-07-22 | 2008-02-20 | J·瓦格纳有限责任公司 | 喷枪 |
| CN105107653A (zh) * | 2009-01-26 | 2015-12-02 | 3M创新有限公司 | 液体喷枪、喷枪平台和喷头组件 |
| CN102510731A (zh) * | 2009-09-30 | 2012-06-20 | 吉列公司 | 用于分配个人护理产品的包装 |
| CN203342980U (zh) * | 2009-10-23 | 2013-12-18 | 萨塔有限两合公司 | 漆料容器和漆料杯 |
| CN103534020A (zh) * | 2011-02-03 | 2014-01-22 | 希必思色彩设备独资有限公司 | 用于传递流体产品的装置 |
| FR2982250A1 (fr) * | 2011-11-07 | 2013-05-10 | Michel Camilleri | Conditionnement jetable ferme et rempli d'un produit a projeter ou a pulveriser a monter sur un pistolet ou outil analogue. |
| CN104619424A (zh) * | 2012-07-27 | 2015-05-13 | 3M创新有限公司 | 排气组件及包括所述排气组件的贮存器 |
| CN105939789A (zh) * | 2013-12-05 | 2016-09-14 | 3M创新有限公司 | 用于喷涂装置的容器 |
| WO2017007911A1 (en) * | 2015-07-08 | 2017-01-12 | 3M Innovative Properties Company | Spray gun cups, receptacles, and methods of use |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019012502A3 (en) | 2019-02-28 |
| EP3651911A1 (en) | 2020-05-20 |
| US20210078024A1 (en) | 2021-03-18 |
| CN110891694A (zh) | 2020-03-17 |
| WO2019012502A2 (en) | 2019-01-17 |
| ES2966462T3 (es) | 2024-04-22 |
| EP3651912A2 (en) | 2020-05-20 |
| EP4316777A3 (en) | 2024-04-03 |
| JP2020528852A (ja) | 2020-10-01 |
| EP3651912B1 (en) | 2024-04-10 |
| WO2019012500A1 (en) | 2019-01-17 |
| EP4316777A2 (en) | 2024-02-07 |
| CN110891693A (zh) | 2020-03-17 |
| EP3651911B1 (en) | 2023-11-08 |
| US20210086210A1 (en) | 2021-03-25 |
| JP2020528851A (ja) | 2020-10-01 |
| EP4309801A3 (en) | 2024-03-27 |
| EP4309801A2 (en) | 2024-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110891693B (zh) | 用于喷枪的流体递送组件 | |
| JP6694816B2 (ja) | スプレー器具用の容器 | |
| US9815076B2 (en) | Vented container assembly | |
| JP4477488B2 (ja) | スプレーガン用の適応型の袋状貯蔵器 | |
| KR101237615B1 (ko) | 라이너와 하부 공기 흡입구를 포함하는 가압 페인트 공급 컵 | |
| JP4301577B2 (ja) | 液体噴霧装置 | |
| EP1611960B1 (en) | Apparatus for spraying liquids, and disposable containers and liners suitable for use therewith | |
| CA2479923A1 (en) | Small liquid supply assembly | |
| US20220371035A1 (en) | Fluid delivery assembly for a spraying apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |