CN110696215A - 一种旋转式变速水流塑料颗粒成型装置 - Google Patents
一种旋转式变速水流塑料颗粒成型装置 Download PDFInfo
- Publication number
- CN110696215A CN110696215A CN201911167303.1A CN201911167303A CN110696215A CN 110696215 A CN110696215 A CN 110696215A CN 201911167303 A CN201911167303 A CN 201911167303A CN 110696215 A CN110696215 A CN 110696215A
- Authority
- CN
- China
- Prior art keywords
- water
- box
- cylinder
- storage tank
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims abstract description 144
- 229920003023 plastic Polymers 0.000 title claims abstract description 42
- 239000004033 plastic Substances 0.000 title claims abstract description 42
- 239000002245 particle Substances 0.000 title claims abstract description 20
- 238000003860 storage Methods 0.000 claims abstract description 61
- 238000005453 pelletization Methods 0.000 claims abstract description 23
- 238000009434 installation Methods 0.000 claims abstract description 13
- 238000007493 shaping process Methods 0.000 claims abstract description 7
- 238000010438 heat treatment Methods 0.000 claims description 62
- 239000007921 spray Substances 0.000 claims description 34
- 239000000463 material Substances 0.000 claims description 21
- 238000007789 sealing Methods 0.000 claims description 20
- 235000017166 Bambusa arundinacea Nutrition 0.000 claims description 17
- 235000017491 Bambusa tulda Nutrition 0.000 claims description 17
- 241001330002 Bambuseae Species 0.000 claims description 17
- 235000015334 Phyllostachys viridis Nutrition 0.000 claims description 17
- 239000011425 bamboo Substances 0.000 claims description 17
- 238000005469 granulation Methods 0.000 claims description 12
- 230000003179 granulation Effects 0.000 claims description 12
- 238000003466 welding Methods 0.000 claims description 10
- 238000007599 discharging Methods 0.000 claims description 9
- 229920000426 Microplastic Polymers 0.000 claims description 7
- 238000004026 adhesive bonding Methods 0.000 claims description 4
- 230000006978 adaptation Effects 0.000 claims description 3
- 238000002360 preparation method Methods 0.000 claims description 3
- 229920001651 Cyanoacrylate Polymers 0.000 claims description 2
- 239000004830 Super Glue Substances 0.000 claims description 2
- 238000005520 cutting process Methods 0.000 abstract description 12
- 239000002994 raw material Substances 0.000 description 16
- 238000012545 processing Methods 0.000 description 6
- 238000013021 overheating Methods 0.000 description 5
- 230000006378 damage Effects 0.000 description 4
- 238000003915 air pollution Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 239000002699 waste material Substances 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000008213 purified water Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000008399 tap water Substances 0.000 description 2
- 235000020679 tap water Nutrition 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 239000002912 waste gas Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
本发明公开了一种旋转式变速水流塑料颗粒成型装置,包括第一蓄水箱、第二蓄水箱,所述第一蓄水箱的顶部设有安装箱、制粒箱,所述安装箱上安装有液压缸和加热箱,所述液压缸的推杆伸入至加热箱内与第一推板焊接相连,所述加热箱的顶部与储料箱相连通,所述加热箱的外侧安装有若干个加热线圈,所述加热箱的右端安装有出料管,所述出料管伸入到制粒箱内;所述制粒箱的上部设有进水管,所述进水管伸入到制粒箱内与旋转式变速水流成型单元相连。本发明解决了机械刀片切割时易粘黏、塑料易过热变形、过热脆化的问题。
Description
技术领域
本发明涉及塑料加工技术领域,具体涉及一种旋转式变速水流塑料颗粒成型装置。
背景技术
一般塑料很难分解,对环境破坏严重,因此需要对一些废旧塑料进行回收利用,而废旧塑料经过一系列清洗搅拌后,需要再次加工。现有的塑料加工大都采用先将原材料进行加热呈熔融状态,再经过机械刀片切割,不仅在加热的过程中产生的废气直接排入至空气中,同时,在加工时物料容易粘黏在刀片上,而且冷却不充分不及时塑料产品容易过热脆化。使得产品质量下降,废品率高,造成原材料的浪费。
发明内容
本发明解决的技术问题在于克服现有技术的缺陷,提供一种旋转式变速水流塑料颗粒成型装置。
本发明通过以下技术方案予以实现:
一种旋转式变速水流塑料颗粒成型装置,包括第一蓄水箱、第二蓄水箱、安装箱、液压缸、加热箱、第一推板、储料箱、制粒箱、加热线圈、出料管、第一支座、第二支座、进水管、增压泵、变速水流成型单元。
所述第一蓄水箱与第二蓄水箱互相连通,所述第一蓄水箱的顶部设有安装箱、制粒箱,所述安装箱上安装有第一支座、第二支座,所述第一支座上安装有液压缸,所述第二支座上安装有加热箱,所述液压缸的推杆伸入至加热箱内与第一推板焊接相连,所述加热箱的顶部设有进料口,所述进料口与储料箱相连通,所述加热箱的外侧安装有若干个加热线圈,所述加热箱的右端安装有出料管,所述出料管伸入到制粒箱内。
所述制粒箱的上部设有进水管,所述进水管的一端穿过制粒箱的左侧壁伸入到制粒箱内与旋转式变速水流成型单元相连,所述进水管上安装有增压泵,所述进水管的另一端向下延伸至第二蓄水箱内。
进一步的,所述旋转式变速水流成型单元包括进水筒、连接管、连接头、旋转筒、环形槽、第三出水孔、喷管、喷头、连接板、旋转轴、伺服电机、第三支座、安装板。
所述进水筒的左端与伸入到制粒箱内的进水管相连,所述进水筒的右端伸入到旋转筒的内部,且所述进水筒与旋转筒的中心轴线在同一直线上,所述旋转筒的内壁上设有环形槽,所述旋转筒内壁的右侧焊接有连接板,所述连接板的中心安装有旋转轴,所述旋转轴与伺服电机的输出轴相连,所述伺服电机通过第三支座安装在安装板上,所述安装板安装在制粒箱右侧内壁上。
所述进水筒由左封板、右封板、筒体组成,所述左封板、右封板分别焊接在筒体的左右两端,所述左封板上设有螺纹孔,所述螺纹孔通过螺纹密封连接的方式与伸入到制粒箱内的进水管相连,所述筒体上安装有若干均匀分布的连接管,所述连接管的一端与筒体内部相通,所述连接管的另一端安装有连接头;所述连接头位于旋转筒内壁上的环形槽内,所述连接头的形状大小与环形槽相适配,所述环形槽内均匀设有若干第三出水孔,所述第三出水孔中安装有喷管,所述喷管穿过旋转筒与喷头相连。
进一步的,所述连接头为空心球体,采用橡胶制作而成,所述连接头在沿着连接管的轴线方向设有第二进水孔、第二出水孔,所述连接管插入到第二进水孔中,所述连接管的外壁与第二进水孔的内壁之间用强力胶密封连接。
进一步的,所述喷头位于出料管的右端上方,喷头设有扁平状出口,喷出的高压水流为片状。
进一步的,第二蓄水箱上方设有过滤网槽,所述过滤网槽焊接安装在第一蓄水箱的右侧壁上;所述制粒箱右侧底端设有第一出水孔,所述第一出水孔与出水管通过胶接相连,所述出水管位于过滤网槽正上方。
进一步的,所述过滤网槽呈U字形,所述过滤网槽底端设有过滤网,所述过滤网的网孔孔径小于成型后的塑料颗粒的大小。
与现有技术相比,本发明具有以下有益效果:
本发明通过从储料箱倒入原料进入加热箱中,然后通过液压缸推动第一推板将原材料至加热线圈处加热融化,再通过出料管送入至制粒箱内,在出料的同时通过增压泵和进水管将高压水输送至进水筒内,再通过连接管进入连接头,与此同时伺服电机通过旋转轴带动旋转筒转动,使得连接头与第三出水孔间歇性对准,从而使得高压水从连接头间歇性流向喷管,再从喷头脉冲式喷出,从而达到变速脉冲式高压水流切割物料的目的。切割好的物料随着水流入至制粒箱的底端,在通过出水管流入过滤网槽内,通过过滤网槽过滤掉水,所述过滤掉的水再次循环至第二蓄水箱中。
本发明不仅通过控制伺服电机旋转速率来控制喷头喷水的脉冲频率,从而灵活调节和控制切割物料的速度及塑料颗粒的大小,解决了机械刀片切割时易粘黏、塑料易过热变形、过热脆化的问题。同时水流切割能让物料更快的冷却凝固,使得塑料颗粒成型速度快、质地更加紧实,速度调节方便,大幅提高了产品质量和成品率,也解决了现有设备中存在的塑料颗粒的大小不能灵活调节的问题。本发明中的水能够进行循环利用,节约了水资源。本发明在一个整体密封的容器中进行,将塑料加热的异味集中在制粒箱内,不会外溢,不会污染周边的空气,保持了工作环境的干净与清洁,防止了塑料加热时产生的异味和有害气体对操作工的身体损害,解决了现有塑料加工中普遍存在的气味大、污染空气的难题。
附图说明
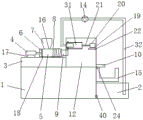
图1为本发明实施例1的结构示意图。
图2为本发明实施例2的结构示意图。
图3为本发明实施例2中的旋转式变速水流成型单元的主视图。
图4为图3中A处局部放大图。
图5为本发明实施例2中的旋转式变速水流成型单元的侧视图。
附图中,1.第一蓄水箱,2.第二蓄水箱,3.安装箱,4.液压缸,5.加热箱,6.第一推板,7.储料箱,8.加热线圈,9.出料管,10.出水管,11.喷头,12.制粒箱,13.电磁阀,14.增压泵,15.过滤网槽,16.进料口,17.第一支座,18.第二支座,19.第三支座,20.伺服电机,21.旋转轴,22.安装板,23.连接板,24.第一出水孔,25.进水筒,26.连接头,27.连接管,28.环形槽,29.第三出水孔,30.喷管,31.旋转筒,32.进水管,33.第一进水孔,34.左封板,35.右封板,36.筒体,37.螺纹孔,38.第二进水孔,39.第二出水孔,40.连通孔。
具体实施方式
下面结合具体实施方式对本发明作进一步的说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
实施例1
如图1 所示,一种旋转式变速水流塑料颗粒成型装置,包括第一蓄水箱1、第二蓄水箱2、安装箱3、液压缸4、加热箱5、第一推板6、储料箱7、制粒箱12、加热线圈8、出料管9、出水管10、喷头11、电磁阀13、增压泵14、过滤网槽15、进料口16、第一支座17、第二支座18、第一出水孔24、进水管32、33.第一进水孔。
第一蓄水箱1右侧焊接连接有第二蓄水箱2,所述第二蓄水箱2与第一蓄水箱1的底部通过连通孔40互相连通。第一蓄水箱1、第二蓄水箱2均为长方形空心箱体,采用不锈钢钢板焊接而成,内部储存有自来水或纯净水。第二蓄水箱2上方设有过滤网槽15,所述过滤网槽15焊接安装在第一蓄水箱1的右侧壁上。所述第一蓄水箱1的顶部通过螺栓固定或焊接的方式安装有安装箱3、制粒箱12。安装箱3通过螺栓固定或焊接的方式安装有第一支座17、第二支座18,所述第一支座17上安装有液压缸4,所述第二支座18上安装有加热箱5。
所述液压缸4的推杆伸入至加热箱5内与第一推板6焊接相连。所述加热箱5为圆柱形空心箱体,所述第一推板6形状大小与加热箱5的内腔相适配,并能沿加热箱5的内腔来回滑动。在加热箱5的顶部设有进料口16,所述进料口16与储料箱7相连通。加热箱5的外侧缠绕安装有若干个加热线圈8,所述加热线圈8与外部220V电源相连,用来加热进入到加热箱5内的原料。加热箱5的右端通过出料管9与制粒箱12相连通。所述制粒箱12右侧底端设有第一出水孔24,所述第一出水孔24与出水管10通过胶接相连,所述出水管10位于过滤网槽15正上方。所述过滤网槽15呈U字形,所述过滤网槽15底端设有过滤网,所述过滤网的网孔孔径小于成型后的塑料颗粒的大小。
所述制粒箱12内设有喷头11,所述喷头11设有扁平状出口,喷出的高压水流为片状。所述制粒箱12的右边设有进水管32,所述进水管32的一端穿过制粒箱12上的第一进水孔33伸入至制粒箱12内与喷头11相连,所述进水管32的另一端伸入至第二蓄水箱2的底部。所述进水管32上安装有增压泵14,所述增压泵14与喷头11之间的进水管32上安装有电磁阀13。
本发明通过从储料箱7倒入原料进入加热箱5中,然后通过液压缸4推动第一推板6将原材料至加热线圈8处加热融化,再通过出料管9送入至制粒箱12内,在出料的同时通过增压泵14将水输送至进水管32内,通过打开电磁阀13再从喷头11喷出,从而达到切割物料的目的。切割好的物料随着水流入至制粒箱12内,再通过出水管10流入过滤网槽15内,通过过滤网槽15过滤掉水,所述过滤掉的水再次循环至第二蓄水箱2中。
本发明不仅通过喷头喷出的高压水流来切割加热融化的塑料,解决机械刀片切割时易粘黏的问题。同时水流切割能让物料更快的冷却凝固,使得塑料颗粒成型速度快、质地更加紧实,而且解决了颗粒过热变形的问题。本发明中的水能够进行循环利用,节约了水资源。本发明在一个整体密封的容器中进行,将塑料加热的异味集中在制粒箱12中,不会外溢,不会污染周边的空气,保持了工作环境的干净与清洁,防止了塑料加热时产生的异味和有害气体对操作工的身体损害,解决了现有塑料加工中普遍存在的气味大、污染空气的难题。
实施例2
如图2-5 所示,一种旋转式变速水流塑料颗粒成型装置,包括第一蓄水箱1、第二蓄水箱2、安装箱3、液压缸4、加热箱5、第一推板6、储料箱7、制粒箱12、加热线圈8、出料管9、出水管10、喷头11、增压泵14、过滤网槽15、进料口16、第一支座17、第二支座18、第三支座19、伺服电机20、旋转轴21、安装板22、连接板23、第一出水孔24、进水筒25、连接头26、连接管27、环形槽28、第三出水孔29、喷管30、旋转筒31、进水管32、左封板34、右封板35、筒体36、螺纹孔37、第二进水孔38、第二出水孔39。
第一蓄水箱1右侧焊接连接有第二蓄水箱2,所述第二蓄水箱2与第一蓄水箱1的底部通过连通孔40互相连通。第一蓄水箱1、第二蓄水箱2均为长方形空心箱体,采用不锈钢钢板焊接而成,内部储存有自来水或纯净水。
第二蓄水箱2上方设有过滤网槽15,所述过滤网槽15焊接安装在第一蓄水箱1的右侧壁上。所述第一蓄水箱1的顶部通过螺栓固定或焊接的方式安装有安装箱3、制粒箱12。安装箱3通过螺栓固定或焊接的方式安装有第一支座17、第二支座18,所述第一支座17上安装有液压缸4,所述第二支座18上安装有加热箱5。
所述液压缸4的推杆伸入至加热箱5内与第一推板6焊接相连。所述加热箱5为圆柱形空心箱体,所述第一推板6形状大小与加热箱5的内腔相适配,并能沿加热箱5的内腔来回滑动。在加热箱5的顶部设有进料口16,所述进料口16与储料箱7相连通。加热箱5的外侧缠绕安装有若干个加热线圈8,所述加热线圈8与外部220V电源相连,用来加热进入到加热箱5内的原料。加热箱5的右端安装有出料管9,所述出料管9伸入到制粒箱12内。所述制粒箱12右侧底端设有第一出水孔24,所述第一出水孔24与出水管10通过胶接相连,所述出水管10位于过滤网槽15正上方。所述过滤网槽15呈U字形,所述过滤网槽15底端设有过滤网,所述过滤网的网孔孔径小于成型后的塑料颗粒的大小。
所述制粒箱12的上部设有进水管32,所述进水管32的一端穿过制粒箱12的左侧壁伸入到制粒箱12内与旋转式变速水流成型单元相连,所述进水管32上安装有增压泵14,所述进水管32的另一端向下延伸至第二蓄水箱2的底部。
如图3、图4、图5所示,所述旋转式变速水流成型单元包括进水筒25、连接管27、连接头26、旋转筒31、环形槽28、第三出水孔29、喷管30、喷头11、连接板23、旋转轴21、伺服电机20、第三支座19、安装板22。
所述进水筒25的左端与伸入到制粒箱12内的进水管32相连,所述进水筒25的右端伸入到旋转筒31的内部,且所述进水筒25与旋转筒31的中心轴线在同一直线上。所述旋转筒31为空心圆形管状结构,所述旋转筒31内壁的左侧设有环形槽28,所述旋转筒31内壁的右侧焊接有圆形的连接板23,所述连接板23的中心焊接有旋转轴21,所述旋转轴21与伺服电机20的输出轴通过联轴器相连。所述伺服电机20通过第三支座19安装在安装板22上,所述安装板22焊接安装在制粒箱12右侧内壁上。
所述进水筒25由左封板34、右封板35、筒体36焊接而成,所述筒体36为圆形管状结构,所述左封板34、右封板35分别焊接在筒体36的左右两端,所述左封板34上设有螺纹孔37,所述螺纹孔37通过螺纹密封连接的方式与伸入到制粒箱12内的进水管32相连,所述筒体36上安装有若干均匀分布的连接管27,所述连接管27的一端与筒体36内部相通,所述连接管27的另一端安装有连接头26。所述连接头26为空心球体,采用橡胶制作而成,所述连接头26在沿着连接管27的轴线方向设有第二进水孔38、第二出水孔39,所述连接管27插入到第二进水孔38中,所述连接管27的外壁与第二进水孔38的内壁之间用强力胶密封连接。
所述连接头26位于旋转筒31内壁上的环形槽28内,所述连接头26的形状大小与环形槽28相适配,所述环形槽28内均匀设有若干第三出水孔29,所述第三出水孔29中安装有喷管30,所述喷管30穿过旋转筒31延伸到旋转筒31的外部,所述喷管30的端部安装有喷头11。所述喷头11位于出料管的右端上方,喷头11设有扁平状出口,喷出的高压水流为片状。喷出的高压片状水流对出料管流出来的融熔状物料进行迅速切割、迅速冷却,形成塑料小颗粒。
本发明通过从储料箱7倒入原料进入加热箱5中,然后通过液压缸4推动第一推板6将原材料至加热线圈8处加热融化,再通过出料管9送入至制粒箱12内,在出料的同时通过增压泵14和进水管32将高压水输送至进水筒25内,再通过连接管27进入连接头26,与此同时伺服电机20通过旋转轴21带动旋转筒31转动,使得连接头26与第三出水孔29间歇性对准,从而使得高压水从连接头26间歇性流向喷管30,再从喷头11脉冲式喷出,从而达到变速脉冲式高压水流切割物料的目的。切割好的物料随着水流入至制粒箱12的底端,在通过出水管10流入过滤网槽15内,通过过滤网槽15过滤掉水,所述过滤掉的水再次循环至第二蓄水箱2中。
本发明不仅通过控制伺服电机20旋转速率来控制喷头11喷水的脉冲频率,从而灵活调节和控制切割物料的速度及塑料颗粒的大小,解决机械刀片切割时易粘黏、塑料易过热变形、过热脆化的问题。同时水流切割能让物料更快的冷却凝固,使得塑料颗粒成型速度快、质地更加紧实,速度调节方便,大幅提高了产品质量和成品率,也解决了现有设备中存在的塑料颗粒的大小不能灵活调节的问题。本发明中的水能够进行循环利用,节约了水资源。本发明在一个整体密封的容器中进行,将塑料加热的异味集中在制粒箱12内,不会外溢,不会污染周边的空气,保持了工作环境的干净与清洁,防止了塑料加热时产生的异味和有害气体对操作工的身体损害,解决了现有塑料加工中普遍存在的气味大、污染空气的难题。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,如将液压缸改为气缸或直线伺服电机,也应视为本发明的保护范围。本实施例中未明确的各组成部分均可用现有技术加以实现。
Claims (6)
1.一种旋转式变速水流塑料颗粒成型装置,其特征在于:包括第一蓄水箱、第二蓄水箱、安装箱、液压缸、加热箱、第一推板、储料箱、制粒箱、加热线圈、出料管、第一支座、第二支座、进水管、增压泵、变速水流成型单元;
所述第一蓄水箱与第二蓄水箱互相连通,所述第一蓄水箱的顶部设有安装箱、制粒箱,所述安装箱上安装有第一支座、第二支座,所述第一支座上安装有液压缸,所述第二支座上安装有加热箱,所述液压缸的推杆伸入至加热箱内与第一推板焊接相连,所述加热箱的顶部设有进料口,所述进料口与储料箱相连通,所述加热箱的外侧安装有若干个加热线圈,所述加热箱的右端安装有出料管,所述出料管伸入到制粒箱内;
所述制粒箱的上部设有进水管,所述进水管的一端穿过制粒箱的左侧壁伸入到制粒箱内与旋转式变速水流成型单元相连,所述进水管上安装有增压泵,所述进水管的另一端向下延伸至第二蓄水箱内。
2.根据权利要求1所述的一种旋转式变速水流塑料颗粒成型装置,其特征在于:所述旋转式变速水流成型单元包括进水筒、连接管、连接头、旋转筒、环形槽、第三出水孔、喷管、喷头、连接板、旋转轴、伺服电机、第三支座、安装板;
所述进水筒的左端与伸入到制粒箱内的进水管相连,所述进水筒的右端伸入到旋转筒的内部,且所述进水筒与旋转筒的中心轴线在同一直线上,所述旋转筒的内壁上设有环形槽,所述旋转筒内壁的右侧焊接有连接板,所述连接板的中心安装有旋转轴,所述旋转轴与伺服电机的输出轴相连,所述伺服电机通过第三支座安装在安装板上,所述安装板安装在制粒箱右侧内壁上;
所述进水筒由左封板、右封板、筒体组成,所述左封板、右封板分别焊接在筒体的左右两端,所述左封板上设有螺纹孔,所述螺纹孔通过螺纹密封连接的方式与伸入到制粒箱内的进水管相连,所述筒体上安装有若干均匀分布的连接管,所述连接管的一端与筒体内部相通,所述连接管的另一端安装有连接头;所述连接头位于旋转筒内壁上的环形槽内,所述连接头的形状大小与环形槽相适配,所述环形槽内均匀设有若干第三出水孔,所述第三出水孔中安装有喷管,所述喷管穿过旋转筒与喷头相连。
3.根据权利要求2所述的一种旋转式变速水流塑料颗粒成型装置,其特征在于:所述连接头为空心球体,采用橡胶制作而成,所述连接头在沿着连接管的轴线方向设有第二进水孔、第二出水孔,所述连接管插入到第二进水孔中,所述连接管的外壁与第二进水孔的内壁之间用强力胶密封连接。
4.根据权利要求2所述的一种旋转式变速水流塑料颗粒成型装置,其特征在于:所述喷头位于出料管的右端上方,喷头设有扁平状出口,喷出的高压水流为片状。
5.根据权利要求1所述的一种旋转式变速水流塑料颗粒成型装置,其特征在于:第二蓄水箱上方设有过滤网槽,所述过滤网槽焊接安装在第一蓄水箱的右侧壁上;所述制粒箱右侧底端设有第一出水孔,所述第一出水孔与出水管通过胶接相连,所述出水管位于过滤网槽正上方。
6.根据权利要求5所述的一种旋转式变速水流塑料颗粒成型装置,其特征在于:所述过滤网槽呈U字形,所述过滤网槽底端设有过滤网,所述过滤网的网孔孔径小于成型后的塑料颗粒的大小。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910365623 | 2019-05-02 | ||
| CN2019103656231 | 2019-05-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN110696215A true CN110696215A (zh) | 2020-01-17 |
Family
ID=69206718
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911167303.1A Pending CN110696215A (zh) | 2019-05-02 | 2019-11-25 | 一种旋转式变速水流塑料颗粒成型装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110696215A (zh) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01247112A (ja) * | 1988-03-30 | 1989-10-03 | Hitachi Ltd | 造粒方法及び装置 |
| JPH04187408A (ja) * | 1990-11-21 | 1992-07-06 | Toyo Ink Mfg Co Ltd | 熱可塑性樹脂ペレットの製造方法およびその装置 |
| DE4209373C1 (zh) * | 1992-03-23 | 1993-07-01 | Automatik Apparate-Maschinenbau Gmbh, 8754 Grossostheim, De | |
| JPH06335919A (ja) * | 1993-05-27 | 1994-12-06 | Oji Seitai Kk | 澱粉を主原料とするバラ状緩衝材の製造方法 |
| KR20030031270A (ko) * | 2001-10-13 | 2003-04-21 | 주식회사 포스코 | 고압 냉각수의 차단장치 |
| US20050077644A1 (en) * | 2003-08-14 | 2005-04-14 | Bryan David E. | High pressure liquid jet cutting system and method for forming polymer pellets |
| CN204701020U (zh) * | 2015-06-24 | 2015-10-14 | 罗学华 | 塑料液压造粒机 |
| CN205167293U (zh) * | 2015-10-27 | 2016-04-20 | 云南倍特消防科技有限公司 | 一种节能环保型阻燃剂母粒中间品切粒输送装置 |
| CN207224346U (zh) * | 2017-09-19 | 2018-04-13 | 安徽中宏橡塑有限公司 | 废旧轮胎浸泡制粉装置 |
| CN208058197U (zh) * | 2018-03-31 | 2018-11-06 | 重庆长安汽车股份有限公司 | 一种可变流量的管路连接器 |
| CN210132673U (zh) * | 2019-05-02 | 2020-03-10 | 湖南中塑新能源有限公司 | 一种旋转式水流切割塑料成型装置 |
-
2019
- 2019-11-25 CN CN201911167303.1A patent/CN110696215A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01247112A (ja) * | 1988-03-30 | 1989-10-03 | Hitachi Ltd | 造粒方法及び装置 |
| JPH04187408A (ja) * | 1990-11-21 | 1992-07-06 | Toyo Ink Mfg Co Ltd | 熱可塑性樹脂ペレットの製造方法およびその装置 |
| DE4209373C1 (zh) * | 1992-03-23 | 1993-07-01 | Automatik Apparate-Maschinenbau Gmbh, 8754 Grossostheim, De | |
| JPH06335919A (ja) * | 1993-05-27 | 1994-12-06 | Oji Seitai Kk | 澱粉を主原料とするバラ状緩衝材の製造方法 |
| KR20030031270A (ko) * | 2001-10-13 | 2003-04-21 | 주식회사 포스코 | 고압 냉각수의 차단장치 |
| US20050077644A1 (en) * | 2003-08-14 | 2005-04-14 | Bryan David E. | High pressure liquid jet cutting system and method for forming polymer pellets |
| CN204701020U (zh) * | 2015-06-24 | 2015-10-14 | 罗学华 | 塑料液压造粒机 |
| CN205167293U (zh) * | 2015-10-27 | 2016-04-20 | 云南倍特消防科技有限公司 | 一种节能环保型阻燃剂母粒中间品切粒输送装置 |
| CN207224346U (zh) * | 2017-09-19 | 2018-04-13 | 安徽中宏橡塑有限公司 | 废旧轮胎浸泡制粉装置 |
| CN208058197U (zh) * | 2018-03-31 | 2018-11-06 | 重庆长安汽车股份有限公司 | 一种可变流量的管路连接器 |
| CN210132673U (zh) * | 2019-05-02 | 2020-03-10 | 湖南中塑新能源有限公司 | 一种旋转式水流切割塑料成型装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN205364281U (zh) | 一种用于生产尼龙材料的造粒机 | |
| CN105235091A (zh) | 一种自动上料且带有烟雾处理装置的造粒机 | |
| CN108501248A (zh) | 一种便于出料的塑料颗粒挤出机 | |
| CN210132669U (zh) | 一种用于废旧塑料回收加工的旋转式脉冲喷水装置 | |
| CN108905893A (zh) | 生化工程用造粒机 | |
| CN110901114A (zh) | 圆形塑料管件的定长成型生产工艺 | |
| CN210132672U (zh) | 一种用于废旧塑料回收加工的水流切割装置 | |
| CN210132673U (zh) | 一种旋转式水流切割塑料成型装置 | |
| CN110281497B (zh) | 一种eps片材生产线 | |
| CN214448312U (zh) | 一种滴灌带生产线 | |
| CN210126202U (zh) | 一种新型的塑料成型装置 | |
| CN110696215A (zh) | 一种旋转式变速水流塑料颗粒成型装置 | |
| CN208452134U (zh) | 便于对原料加工处理的注塑机用加料装置 | |
| CN210132671U (zh) | 一种水冷式塑料颗粒成型机 | |
| CN108890923A (zh) | 一种废弃塑料回收再利用系统 | |
| CN104552881A (zh) | 挤出机高效流体过滤装置 | |
| KR101661422B1 (ko) | 이물질 제거가 용이한 폐합성수지 압출기의 여과장치 | |
| CN209079142U (zh) | 一种用于汽车水箱加工用注塑装置 | |
| CN207344912U (zh) | 一种废旧橡胶回收利用装置 | |
| CN110815754A (zh) | 熔融态聚苯乙烯塑料制造塑料管件的组件 | |
| CN210336544U (zh) | 一种吹膜机自动上料装置 | |
| CN113601782A (zh) | 一种再生塑料制备塑料桶的工艺及装置 | |
| CN114290642A (zh) | 一种同向平行三螺杆挤出机 | |
| CN110000957A (zh) | 一种气缸推拉式模具喷水塑料成型机 | |
| CN108858889B (zh) | 用于工艺品再利用废弃塑料的系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20200117 |
|
| WD01 | Invention patent application deemed withdrawn after publication |