CN210132673U - 一种旋转式水流切割塑料成型装置 - Google Patents
一种旋转式水流切割塑料成型装置 Download PDFInfo
- Publication number
- CN210132673U CN210132673U CN201920620534.2U CN201920620534U CN210132673U CN 210132673 U CN210132673 U CN 210132673U CN 201920620534 U CN201920620534 U CN 201920620534U CN 210132673 U CN210132673 U CN 210132673U
- Authority
- CN
- China
- Prior art keywords
- box
- water
- cylinder
- storage tank
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Abstract
本实用新型公开了一种旋转式水流切割塑料成型装置,包括第一蓄水箱、第二蓄水箱,所述第一蓄水箱的顶部设有安装箱、制粒箱,所述安装箱上安装有液压缸和加热箱,所述液压缸的推杆伸入至加热箱内与第一推板焊接相连,所述加热箱的顶部与储料箱相连通,所述加热箱的外侧安装有若干个加热线圈,所述加热箱的右端安装有出料管,所述出料管伸入到制粒箱内;所述制粒箱的上部设有进水管,所述进水管伸入到制粒箱内与旋转式变速水流成型单元相连。本实用新型解决了机械刀片切割时易粘黏、塑料过热脆化的问题。
Description
技术领域
本实用新型涉及塑料加工技术领域,具体涉及一种旋转式水流切割塑料成型装置。
背景技术
一般塑料很难分解,对环境破坏严重,因此需要对一些废旧塑料进行回收利用,而废旧塑料经过一系列清洗搅拌后,需要再次加工。现有的塑料加工大都采用先将原材料进行加热呈熔融状态,再经过机械刀片切割,加工时物料容易粘黏在刀片上,而且塑料产品容易过热脆化。使得产品不符合标准,造成原材料的浪费。
实用新型内容
本实用新型解决的技术问题在于克服现有技术的缺陷,提供一种旋转式水流切割塑料成型装置。
本实用新型通过以下技术方案予以实现:
一种旋转式水流切割塑料成型装置,包括第一蓄水箱、第二蓄水箱、安装箱、液压缸、加热箱、第一推板、储料箱、制粒箱、加热线圈、出料管、第一支座、第二支座、进水管、增压泵、变速水流成型单元。
所述第一蓄水箱与第二蓄水箱互相连通,所述第一蓄水箱的顶部设有安装箱、制粒箱,所述安装箱上安装有第一支座、第二支座,所述第一支座上安装有液压缸,所述第二支座上安装有加热箱,所述液压缸的推杆伸入至加热箱内与第一推板焊接相连,所述加热箱的顶部设有进料口,所述进料口与储料箱相连通,所述加热箱的外侧安装有若干个加热线圈,所述加热箱的右端安装有出料管,所述出料管伸入到制粒箱内。
所述制粒箱的上部设有进水管,所述进水管的一端穿过制粒箱的左侧壁伸入到制粒箱内与旋转式变速水流成型单元相连,所述进水管上安装有增压泵,所述进水管的另一端向下延伸至第二蓄水箱内。
进一步的,所述旋转式变速水流成型单元包括进水筒、连接管、连接头、旋转筒、环形槽、第三出水孔、喷管、喷头、连接板、旋转轴、伺服电机、第三支座、安装板。
所述进水筒的左端与伸入到制粒箱内的进水管相连,所述进水筒的右端伸入到旋转筒的内部,且所述进水筒与旋转筒的中心轴线在同一直线上,所述旋转筒的内壁上设有环形槽,所述旋转筒内壁的右侧焊接有连接板,所述连接板的中心安装有旋转轴,所述旋转轴与伺服电机的输出轴相连,所述伺服电机通过第三支座安装在安装板上,所述安装板安装在制粒箱右侧内壁上。
所述进水筒由左封板、右封板、筒体组成,所述左封板、右封板分别焊接在筒体的左右两端,所述左封板上设有螺纹孔,所述螺纹孔通过螺纹密封连接的方式与伸入到制粒箱内的进水管相连,所述筒体上安装有若干均匀分布的连接管,所述连接管的一端与筒体内部相通,所述连接管的另一端安装有连接头;所述连接头位于旋转筒内壁上的环形槽内,所述连接头的形状大小与环形槽相适配,所述环形槽内均匀设有若干第三出水孔,所述第三出水孔中安装有喷管,所述喷管穿过旋转筒与喷头相连。
进一步的,所述连接头为空心球体,采用橡胶制作而成,所述连接头在沿着连接管的轴线方向设有第二进水孔、第二出水孔,所述连接管插入到第二进水孔中,所述连接管的外壁与第二进水孔的内壁之间用强力胶密封连接。
进一步的,所述喷头位于出料管的右端上方,喷头设有扁平状出口,喷出的高压水流为片状。
进一步的,第二蓄水箱上方设有过滤网槽,所述过滤网槽焊接安装在第一蓄水箱的右侧壁上;所述制粒箱右侧底端设有第一出水孔,所述第一出水孔与出水管通过胶接相连,所述出水管位于过滤网槽正上方。
进一步的,所述过滤网槽呈U字形,所述过滤网槽底端设有过滤网,所述过滤网的网孔孔径小于成型后的塑料颗粒的大小。
与现有技术相比,本实用新型具有以下有益效果:
本实用新型通过从储料箱倒入原料进入加热箱中,然后通过液压缸推动第一推板将原材料至加热线圈处加热融化,再通过出料管送入至制粒箱内,在出料的同时通过增压泵和进水管将高压水输送至进水筒内,再通过连接管进入连接头,与此同时伺服电机通过旋转轴带动旋转筒转动,使得连接头与第三出水孔间歇性对准,从而使得高压水从连接头间歇性流向喷管,再从喷头脉冲式喷出,从而达到变速脉冲式高压水流切割物料的目的。切割好的物料随着水流入至制粒箱的底端,在通过出水管流入过滤网槽内,通过过滤网槽过滤掉水,所述过滤掉的水再次循环至第二蓄水箱中。
本实用新型不仅通过控制伺服电机旋转速率来控制喷头喷水的脉冲频率,从而灵活调节和控制切割物料的速度及塑料颗粒的大小,解决了机械刀片切割时易粘黏、塑料过热脆化的问题。同时水流切割能让物料更快的冷却凝固,使得塑料颗粒成型速度快、质地更加紧实,速度调节方便。本实用新型中的水能够进行循环利用,节约了水资源,符合国家的可持续发展科学发展观。
附图说明
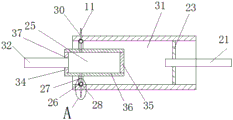
图1为本实用新型的结构示意图。
图2为本实用新型中的旋转式变速水流成型单元的主视图。
图3为图2中A处局部放大图。
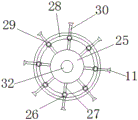
图4为本实用新型中的旋转式变速水流成型单元的侧视图。
附图中,1.第一蓄水箱,2.第二蓄水箱,3.安装箱,4.液压缸,5.加热箱,6.第一推板,7.储料箱,8.加热线圈,9.出料管,10.出水管,11.喷头,12.制粒箱,13.连通孔,14.增压泵,15.过滤网槽,16.进料口,17.第一支座,18.第二支座,19.第三支座,20.伺服电机,21.旋转轴,22.安装板,23.连接板,24.第一出水孔,25.进水筒,26.连接头,27.连接管,28.环形槽,29.第三出水孔,30.喷管,31.旋转筒,32.进水管,33.第一进水孔,34.左封板,35.右封板,36.筒体,37.螺纹孔,38.第二进水孔,39.第二出水孔。
具体实施方式
下面结合具体实施方式对本实用新型作进一步的说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
如图1-4 所示,一种旋转式水流切割塑料成型装置,包括第一蓄水箱1、第二蓄水箱2、安装箱3、液压缸4、加热箱5、第一推板6、储料箱7、加热线圈8、出料管9、出水管10、喷头11、制粒箱12、连通孔13、增压泵14、过滤网槽15、进料口16、第一支座17、第二支座18、第三支座19、伺服电机20、旋转轴21、安装板22、连接板23、第一出水孔24、进水筒25、连接头26、连接管27、环形槽28、第三出水孔29、喷管30、旋转筒31、进水管32、左封板34、右封板35、筒体36、螺纹孔37、第二进水孔38、第二出水孔39。
第一蓄水箱1右侧焊接连接有第二蓄水箱2,所述第二蓄水箱2与第一蓄水箱1的底部通过连通孔13互相连通。第一蓄水箱1、第二蓄水箱2均为长方形空心箱体,采用不锈钢钢板焊接而成,内部储存有自来水或纯净水。
第二蓄水箱2上方设有过滤网槽15,所述过滤网槽15焊接安装在第一蓄水箱1的右侧壁上。所述第一蓄水箱1的顶部通过螺栓固定或焊接的方式安装有安装箱3、制粒箱12。安装箱3通过螺栓固定或焊接的方式安装有第一支座17、第二支座18,所述第一支座17上安装有液压缸4,所述第二支座18上安装有加热箱5。
所述液压缸4的推杆伸入至加热箱5内与第一推板6焊接相连。所述加热箱5为圆柱形空心箱体,所述第一推板6形状大小与加热箱5的内腔相适配,并能沿加热箱5的内腔来回滑动。在加热箱5的顶部设有进料口16,所述进料口16与储料箱7相连通。加热箱5的外侧缠绕安装有若干个加热线圈8,所述加热线圈8与外部220V电源相连,用来加热进入到加热箱5内的原料。加热箱5的右端安装有出料管9,所述出料管9伸入到制粒箱12内。所述制粒箱12右侧底端设有第一出水孔24,所述第一出水孔24与出水管10通过胶接相连,所述出水管10位于过滤网槽15正上方。所述过滤网槽15呈U字形,所述过滤网槽15底端设有过滤网,所述过滤网的网孔孔径小于成型后的塑料颗粒的大小。
所述制粒箱12的上部设有进水管32,所述进水管32的一端穿过制粒箱12的左侧壁上的第一进水孔33,伸入到制粒箱12内与旋转式变速水流成型单元相连,所述进水管32上安装有增压泵14,所述进水管32的另一端向下延伸至第二蓄水箱2的底部。
如图2、图3、图4所示,所述旋转式变速水流成型单元包括进水筒25、连接管27、连接头26、旋转筒31、环形槽28、第三出水孔29、喷管30、喷头11、连接板23、旋转轴21、伺服电机20、第三支座19、安装板22。
所述进水筒25的左端与伸入到制粒箱12内的进水管32相连,所述进水筒25的右端伸入到旋转筒31的内部,且所述进水筒25与旋转筒31的中心轴线在同一直线上。所述旋转筒31为空心圆形管状结构,所述旋转筒31内壁的左侧设有环形槽28,所述旋转筒31内壁的右侧焊接有圆形的连接板23,所述连接板23的中心焊接有旋转轴21,所述旋转轴21与伺服电机20的输出轴通过联轴器相连。所述伺服电机20通过第三支座19安装在安装板22上,所述安装板22焊接安装在制粒箱12右侧内壁上。
所述进水筒25由左封板34、右封板35、筒体36焊接而成,所述筒体36为圆形管状结构,所述左封板34、右封板35分别焊接在筒体36的左右两端,所述左封板34上设有螺纹孔37,所述螺纹孔37通过螺纹密封连接的方式与伸入到制粒箱12内的进水管32相连,所述筒体36上安装有若干均匀分布的连接管27,所述连接管27的一端与筒体36内部相通,所述连接管27的另一端安装有连接头26。所述连接头26为空心球体,采用橡胶制作而成,所述连接头26在沿着连接管27的轴线方向设有第二进水孔38、第二出水孔39,所述连接管27插入到第二进水孔38中,所述连接管27的外壁与第二进水孔38的内壁之间用强力胶密封连接。
所述连接头26位于旋转筒31内壁上的环形槽28内,所述连接头26的形状大小与环形槽28相适配,所述环形槽28内均匀设有若干第三出水孔29,所述第三出水孔29中安装有喷管30,所述喷管30穿过旋转筒31延伸到旋转筒31的外部,所述喷管30的端部安装有喷头11。所述喷头11位于出料管的右端帮出口的正上方,喷头11设有扁平状出口,喷出的高压水流为片状,所述高压片状水流对出料管流出来的融熔状物料进行迅速切割、迅速冷却,形成塑料小颗粒。
本实用新型通过从储料箱7倒入原料进入加热箱5中,然后通过液压缸4推动第一推板6将原材料至加热线圈8处加热融化,再通过出料管9送入至制粒箱12内,在出料的同时通过增压泵14和进水管32将高压水输送至进水筒25内,再通过连接管27进入连接头26,与此同时伺服电机20通过旋转轴21带动旋转筒31转动,使得连接头26与第三出水孔29间歇性对准,从而使得高压水从连接头26间歇性流向喷管30,再从喷头11脉冲式喷出,从而达到变速脉冲式高压水流切割物料的目的。切割好的物料随着水流入至制粒箱12的底端,在通过出水管10流入过滤网槽15内,通过过滤网槽15过滤掉水,所述过滤掉的水再次循环至第二蓄水箱2中。
本实用新型不仅通过控制伺服电机20旋转速率来控制喷头11喷水的脉冲频率,从而灵活调节和控制切割物料的速度及塑料颗粒的大小,解决机械刀片切割时易粘黏、塑料易过热变形、过热脆化的问题。同时水流切割能让物料更快的冷却凝固,使得塑料颗粒成型速度快、质地更加紧实,速度调节方便,大幅提高了产品质量和成品率,也解决了现有设备中存在的塑料颗粒的大小不能灵活调节的问题。本实用新型中的水能够进行循环利用,节约了水资源,符合国家的可持续发展科学发展观。本实用新型在一个整体密封的容器中进行,将塑料加热的异味集中在制粒箱12内,不会外溢,不会污染周边的空气,保持了工作环境的干净与清洁,防止了塑料加热时产生的异味和有害气体对操作工的身体损害,解决了现有塑料加工中普遍存在的气味大、污染空气的难题。
以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,如将液压缸改为气缸或直线伺服电机,也应视为本实用新型的保护范围。本实施例中未明确的各组成部分均可用现有技术加以实现。
Claims (6)
1.一种旋转式水流切割塑料成型装置,其特征在于:包括第一蓄水箱、第二蓄水箱、安装箱、液压缸、加热箱、第一推板、储料箱、制粒箱、加热线圈、出料管、第一支座、第二支座、进水管、增压泵、变速水流成型单元;
所述第一蓄水箱与第二蓄水箱互相连通,所述第一蓄水箱的顶部设有安装箱、制粒箱,所述安装箱上安装有第一支座、第二支座,所述第一支座上安装有液压缸,所述第二支座上安装有加热箱,所述液压缸的推杆伸入至加热箱内与第一推板焊接相连,所述加热箱的顶部设有进料口,所述进料口与储料箱相连通,所述加热箱的外侧安装有若干个加热线圈,所述加热箱的右端安装有出料管,所述出料管伸入到制粒箱内;
所述制粒箱的上部设有进水管,所述进水管的一端穿过制粒箱的左侧壁伸入到制粒箱内与旋转式变速水流成型单元相连,所述进水管上安装有增压泵,所述进水管的另一端向下延伸至第二蓄水箱内。
2.根据权利要求1所述的一种旋转式水流切割塑料成型装置,其特征在于:所述旋转式变速水流成型单元包括进水筒、连接管、连接头、旋转筒、环形槽、第三出水孔、喷管、喷头、连接板、旋转轴、伺服电机、第三支座、安装板;
所述进水筒的左端与伸入到制粒箱内的进水管相连,所述进水筒的右端伸入到旋转筒的内部,且所述进水筒与旋转筒的中心轴线在同一直线上,所述旋转筒的内壁上设有环形槽,所述旋转筒内壁的右侧焊接有连接板,所述连接板的中心安装有旋转轴,所述旋转轴与伺服电机的输出轴相连,所述伺服电机通过第三支座安装在安装板上,所述安装板安装在制粒箱右侧内壁上;
所述进水筒由左封板、右封板、筒体组成,所述左封板、右封板分别焊接在筒体的左右两端,所述左封板上设有螺纹孔,所述螺纹孔通过螺纹密封连接的方式与伸入到制粒箱内的进水管相连,所述筒体上安装有若干均匀分布的连接管,所述连接管的一端与筒体内部相通,所述连接管的另一端安装有连接头;所述连接头位于旋转筒内壁上的环形槽内,所述连接头的形状大小与环形槽相适配,所述环形槽内均匀设有若干第三出水孔,所述第三出水孔中安装有喷管,所述喷管穿过旋转筒与喷头相连。
3.根据权利要求2所述的一种旋转式水流切割塑料成型装置,其特征在于:所述连接头为空心球体,采用橡胶制作而成,所述连接头在沿着连接管的轴线方向设有第二进水孔、第二出水孔,所述连接管插入到第二进水孔中,所述连接管的外壁与第二进水孔的内壁之间用强力胶密封连接。
4.根据权利要求2所述的一种旋转式水流切割塑料成型装置,其特征在于:所述喷头位于出料管的右端上方,喷头设有扁平状出口,喷出的高压水流为片状。
5.根据权利要求1所述的一种旋转式水流切割塑料成型装置,其特征在于:第二蓄水箱上方设有过滤网槽,所述过滤网槽焊接安装在第一蓄水箱的右侧壁上;所述制粒箱右侧底端设有第一出水孔,所述第一出水孔与出水管通过胶接相连,所述出水管位于过滤网槽正上方。
6.根据权利要求5所述的一种旋转式水流切割塑料成型装置,其特征在于:所述过滤网槽呈U字形,所述过滤网槽底端设有过滤网,所述过滤网的网孔孔径小于成型后的塑料颗粒的大小。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920620534.2U CN210132673U (zh) | 2019-05-02 | 2019-05-02 | 一种旋转式水流切割塑料成型装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920620534.2U CN210132673U (zh) | 2019-05-02 | 2019-05-02 | 一种旋转式水流切割塑料成型装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210132673U true CN210132673U (zh) | 2020-03-10 |
Family
ID=69704127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920620534.2U Active CN210132673U (zh) | 2019-05-02 | 2019-05-02 | 一种旋转式水流切割塑料成型装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210132673U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110696215A (zh) * | 2019-05-02 | 2020-01-17 | 湖南中塑新能源有限公司 | 一种旋转式变速水流塑料颗粒成型装置 |
-
2019
- 2019-05-02 CN CN201920620534.2U patent/CN210132673U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110696215A (zh) * | 2019-05-02 | 2020-01-17 | 湖南中塑新能源有限公司 | 一种旋转式变速水流塑料颗粒成型装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210132669U (zh) | 一种用于废旧塑料回收加工的旋转式脉冲喷水装置 | |
| CN102241125B (zh) | 挤出机用不停机长效过滤器 | |
| CN210132673U (zh) | 一种旋转式水流切割塑料成型装置 | |
| CN210132672U (zh) | 一种用于废旧塑料回收加工的水流切割装置 | |
| CN110901114A (zh) | 圆形塑料管件的定长成型生产工艺 | |
| CN214605821U (zh) | 一种管材加工挤出设备 | |
| CN109822831B (zh) | 一种pe管生产用注塑模具 | |
| CN210126202U (zh) | 一种新型的塑料成型装置 | |
| CN214448312U (zh) | 一种滴灌带生产线 | |
| CN101844000A (zh) | 高粘熔融物料双联过滤器 | |
| CN108890923A (zh) | 一种废弃塑料回收再利用系统 | |
| CN110696215A (zh) | 一种旋转式变速水流塑料颗粒成型装置 | |
| KR101661422B1 (ko) | 이물질 제거가 용이한 폐합성수지 압출기의 여과장치 | |
| CN217746029U (zh) | 一种用于过滤线切割机切割液的过滤装置 | |
| CN109605605A (zh) | 一种挤出造粒一体机 | |
| CN114797230A (zh) | 一种线切割机的切割液循环系统的自动清洗方法 | |
| CN206453201U (zh) | 一种趣味珠生产设备 | |
| CN110000957A (zh) | 一种气缸推拉式模具喷水塑料成型机 | |
| CN211591217U (zh) | 一种pp管材的挤出成型装置 | |
| CN114290642A (zh) | 一种同向平行三螺杆挤出机 | |
| CN108237674A (zh) | 大型高效挤出锥型双螺杆挤出装置 | |
| CN208101008U (zh) | 一种塑料挤出机出口过滤器 | |
| CN201437062U (zh) | 高粘熔融物料双联过滤器 | |
| CN204138582U (zh) | 一种用于废橡胶再生罐的双壳程冷却组合装置 | |
| CN220939484U (zh) | 一种高效涂装流水线的过滤装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |