CN1104756C - 家用电器的零件固定装置 - Google Patents
家用电器的零件固定装置 Download PDFInfo
- Publication number
- CN1104756C CN1104756C CN98116859.0A CN98116859A CN1104756C CN 1104756 C CN1104756 C CN 1104756C CN 98116859 A CN98116859 A CN 98116859A CN 1104756 C CN1104756 C CN 1104756C
- Authority
- CN
- China
- Prior art keywords
- joint connection
- press joint
- connecting piece
- metal connecting
- rivet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P11/00—Connecting or disconnecting metal parts or objects by metal-working techniques not otherwise provided for
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
- A47J27/21—Water-boiling vessels, e.g. kettles
- A47J27/21166—Constructional details or accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/02—Riveting procedures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K23/00—Making other articles
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/14—Mounting supporting structure in casing or on frame or rack
- H05K7/1417—Mounting supporting structure in casing or on frame or rack having securing means for mounting boards, plates or wiring boards
- H05K7/142—Spacers not being card guides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P2700/00—Indexing scheme relating to the articles being treated, e.g. manufactured, repaired, assembled, connected or other operations covered in the subgroups
- B23P2700/05—Cooking vessels
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Food Science & Technology (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Connection Of Plates (AREA)
- Insertion Pins And Rivets (AREA)
Abstract
本发明涉及家用电器的零件固定装置,所述零件中至少有一个是包括一嵌合连接件(5)的片状或板状金属连接件(4),嵌合连接件从金属连接件(4)的一面突起,结构上与之连为一体。金属连接件(4)的形成嵌合连接件(5)底座的部分一直延伸至金属连接件(4)的另一面。嵌合连接件(5)突起部分的体积大致等于嵌合连接件(5)及其底座周围因局部减薄而去除的材料体积。
Description
本发明涉及一种家用电器的零件固定装置,所述零件中至少有一个是包括一嵌合连接件的片状或板状金属连接件,所述嵌合连接件从所述金属连接件的一面突起,结构上与之连为一体。
需解决的问题是如何把一部件(调节器或其它零件)牢固地、尤其经济地连接到一固定件上,所述固定件尤其可能是一紧紧焊接或粘在构成家用电器一壁的一构件上的中间部件。在必须保证密封的该壁上不应出现任何铆接印。这种壁尤其可能是电热壶或咖啡壶壁、油炸锅锅壁、用于熨斗或表面清洁器的蒸汽发生器壁、水或蒸汽蒸煮锅壁等。
因此,本发明尤其可应用在中间部件是连着一块不锈钢板的铝板的食物加热装置里。铝板应把一电阻发出的热量传导给接触食物的、有着更大表面积的不锈钢板。可选用不锈钢或其它具有类似属性的材料,因为它对接触到的食物无害,它耐锈蚀,抗水垢,抗化学物理侵蚀,而且美观。还可选用镀有一层食品工业用聚合物(如聚四氟乙烯)或任何化学镀层或电解镀层(金、镍…)的钢。
已有人提出此种类型的一些固定装置,其中,通过需连接的板料本身的变形以形成若干铆钉。为此,在板料表面形成突起,形成方式或是把该板料的一部分在与用以构成铆钉的销钉形状互补的模具中挤压而成,或是把板半冲孔,或者可在一模腔里将板用直径小于模腔直径的一凸模局部拉伸而成。
为使用这样的装置固定零件,需把铆钉突起部分穿进需固定的零件的孔里,该孔的轴向长度明显比该突起部分短,再打铆或嵌合,即把铆钉从需固定零件的孔里穿出去的那部分在该孔周围加以变形,以固定住两连接零件。
与形成该铆钉的部件的支承面相比,这样的连体铆钉的底座必然收缩进去,该部件的所述支承面就是突起铆钉的那面的反面。因此,如果不能顶住该铆钉的收缩底座,就不可能对该铆钉的自由端施加嵌合所必需的压力。如果不能顶住底座,铆钉的材料至少会部分被挤回在形成该铆钉的部件里,而不会在需固定零件的孔周围被嵌合,这样,就不可能固定住零件而具有希望的抗拔力。铆钉材料被挤回的危险因为构成铆钉的材料是韧性材料、例如铝或尤其是铜而更大了。
在一些应用里,或者不可能接触到连体铆钉的收缩底座,或者形成连体铆钉的支承面必须不被所述类型的连体铆钉的形成所破坏。此外,还有一些应用,由于铆钉上面没有位置,所以不可能使用易摇摆不定的铆钉嵌合模,或直径比铆钉直径约大1毫米的铆钉模。因此,铆钉头只有用一平的或略成锥形的铆钉模作直线挤压运动才可形成。然而,固定零件的拔力是铆钉头的体积产生的,其中重要的是铆钉头在铆钉模压力作用下不能退缩,因为,如果这样的话,铆钉头体积会减小,因而,固定的抗拔力会减弱。
还要考虑另一因素。鉴于制造公差及把两个零件固定在一起一般必需多个铆钉的情况,必须使铆钉直径大致比和铆钉啮合的孔的直径小。因而,在嵌合时,铆钉体积必须能充满铆钉与孔之间的间隙,并形成体积足够大的铆钉头。如果铆钉截面小于与之啮合的孔的截面,则铆钉体积缩小,这样,为补偿体积的减小,须增加铆钉的长度。因为形成铆钉的底部板料薄,这就更加困难了。
专利文献FR-2581571提出一种蒸汽熨斗蒸发室的封闭法,根据这种方法,将所述蒸发室的盖以足够大的力压向熨烫垫板主体,以使盖的材料挤进垫板上的凹槽里。鉴于这些凹槽的断面呈梯形,所述盖就牢牢地密封住了熨烫垫板。所述固定不是铆接,在涉及本发明的连接方式中不被采用。它只不过说明了一种固定方式,即把需固定的零件挤压进另一需固定的零件的凹槽里。
本发明的目的在于,借助没有突起部分的支承面来实现对一个或若干连体铆钉的嵌合,从而以这样的连体铆钉来固定零件,以至少部分地克服所述缺点。
所述目的通过所述类型的固定装置来实现,在这种固定装置里,金属连接件上形成嵌合连接件底座的部分一直延伸至该金属连接件的另一面,所述嵌合连接件突起部分的体积大致等于嵌合连接件及其底座周围的局部减薄所去除的材料体积。
与现有技术的连体铆钉相反,根据本发明的铆钉底座与板或片的底面共面,该铆钉的突起部分是该板或该片在其周围的材料挤压变形而形成的。如下所述,该铆钉突起部分的长度可以是在其上形成该突起部分的板或片的厚度的好几倍。当使用该铆钉嵌合镶接时,因为铆钉底座在板料的与铆钉突起部分相对的反面,所以,只需板料的该反面支承在一平面上,即可在嵌合时使铆钉变形,从而形成用来将附加件固定在形成连体铆钉的部件上的铆钉头。
在本发明的目的之一在于使形成与铆钉相对的反面的板或片的表面不受损伤的情况下,嵌合连接件及其底座四周局部减薄后,在部件的嵌合连接件突起的那个面上形成了一环形区域。这样,不仅铆钉底面在板料反面,而且该反面上除了由模具的肋形成的一深度约为0.2毫米的圆槽和直径约为铆钉直径的1/10的一非常小的圆锥外,没有任何别的痕迹可以看出另一面上有铆钉。而且,在铆钉铆接时,这些痕迹不影响铆钉的强度。
当为形成嵌合连接件突起部分而去除的材料来自该嵌合连接件底座且来自该嵌合连接件突起的那面上的区域,即来自要用与金属连接件为一体的铆钉来固定的零件那一侧时,在该嵌合连接件底座和铆钉突起部分之间有必要配备若干支承装置,以便铆钉在需固定的零件上嵌合时,零件不会在环形区域里变形。这些支承装置可有各种各样的外形:在铆钉突起部分上的支座,在环形区域边缘的同一高度上呈一定角度分布于铆钉周围的若干径向肋,或一垫片。最好,这些支承装置最好设置成它们的顶面与带有连体铆钉的部件的相邻面共面。铆钉嵌合时,这些支承装置可避免其上形成铆钉头以将其固定在另一零件上的零件的变形。
为了方便在冷挤压过程中铆钉的挤压变形,环形区域从铆钉底座向该环形区域周边倾斜。当沿铆钉轴线施加压力时,该倾斜可对材料产生一向心分力,这样,就可把板或片的材料导向中央的模腔,形成铆钉的突出部。
参照附图中所示的非限制性的实施例,可更好地理解本发明。附图中:
—图1是与根据本发明的固定装置的一个部件连为一体的铆钉的实现方式的轴向剖面简图,
—图2是由图1所示实现方式获得的铆钉的轴向剖面简图,
—图3至图11是铆钉嵌合前,根据本发明的固定装置的九种变型的轴向剖面图,
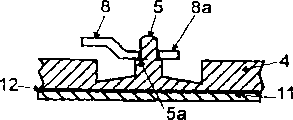
—图12是本发明在蒸煮器加热底上的一种应用。
图1示出了用以实现一连体铆钉,以实现本发明固定装置的目的的设备,该连体铆钉是在板料上,在本例中是在一块铝板上,通过冷变形处理而形成的。所述设备包括一模具1、一冲模2与一板料夹紧装置3。模具1上有用来稳定需作冷变形处理的板料的环形肋1a,所述环形肋1a直径略大于冲模2。冲模2有用来形成铆钉嵌合连接件的一圆柱型腔2a,其顶部通向一通风孔2b。冲模基部呈锥形2c,在本例中,所述锥形锥角为156°。在本例中,型腔2a的直径为2.5毫米,冲模直径为8毫米,环形肋的内径和外径分别为9毫米、10毫米。
在本例中,用来构成通过冷变形处理形成一连体铆钉的金属连接件的铝板4(如图2所示)是一厚度为1.5毫米的1200型铝板。这样形成的铆钉包括嵌合连接件5,其底座6在环形凹陷部分7内,后者由于板4的材料镦压而形成,底座一直延伸到与板4上嵌合连接件5突起的面相对的那一面。在本例中,嵌合连接件5在板4顶面以上部分的高度是2至4毫米。
用以实现该连体铆钉的压力机是一曲拐式压力机。施加于冲模2上的力是7×104牛顿,施加于板料夹紧装置上的力是104牛顿。最好,还使用适用于挤压操作的润滑剂,并用一工作表面作了镜面抛磨的硬质材料来实现冲模2。板料夹紧装置3、环形肋1a和锥形面2c,均是为了把板4的材料压进型腔2a里,以形成尽可能高的铆钉的嵌合连接件5。
根据需连接的零件的几何形状与其周围环境,可实现如图3至图8所示的各种不同的装置。
图3所示的实施例示出一种变型,用来形成嵌合连接件5的凹陷部分7在板4上嵌合连接件5突起的一面的反面。该凹陷部分7的环形轮廓保持底座6一直到板4上嵌合连接件5突起的一面的反面。此时,需固定的零件8通过其上的一孔9固定在所述嵌合连接件5上。使用这样的装置,嵌合时,需固定的零件8不会有在凹陷部分7里变形的危险。
图4所示的变型则通过在嵌合连接件5的底座上、在金属连接件4的顶面高度设置一支座5a,以取得相同效果。支座5a通过冲模2的型腔2a(如图1所示)中的对应形状获得。这样,需固定的零件8就被支座5a稳定住了,使其不往凹陷部分7下陷。因此,一旦嵌合连接件5处在需固定的零件8外部的部分被压折而形成铆钉头,零件8就固定在该铆钉头和支座5a之间。
根据图5的变型,与板4的顶面共面的若干条径向肋7a,例如有三条,呈一定角度分布在凹陷部分7里。与前面一样,在嵌合连接件5嵌合过程中,这些径向肋可阻止需固定的零件8往凹陷部分7里下陷。
在冷变形形成嵌合连接件5后,通过对其重塑直径,可获得一支座5a(如图6所示),而不是象图4所示的变型中由冲模2的型腔2a的形状形成支座5a。事实上,使嵌合连接件5的柱身大致成锥形,当装配零件8时,在位置x与y之间就产生紧附的金属屑,这样,就实现了直径的重塑并形成了支座。在该实施例中,零件8上的孔直径必须是嵌合连接件5上的各种不同的直径之一。在图6所示的情况下,嵌合连接件5在位置x与其底座之间的直径大于零件8上的孔直径,以能产生上述金属屑。
至此,图3至图6中的变型可用来固定零件8,零件8啮合在嵌合连接件5上的孔9四周的平面部分8a比环形凹陷部分7的表面小,这样,该平面部分只有靠在一支座或其它合适的稳固元件上,才能维持在板4的顶面高度上。
在图7所示的变型中,与嵌合连接件5啮合的孔9周围的所述部分的表面大于环形凹陷部分7的表面时,所述部分8a可靠在环形凹陷部分7的边缘上,所述问题就可以得到解决。在这种变型中,铆钉有可能在板料8a之下被镦压。尽管钢板的厚度可在凹处四周形成支撑而不发生有害的变形,仍可使用图4至图6中变型的一种来加固铆钉底座,防止这种镦压变形。
最后,尤其作为图4至图6的其它变型,也可结合前一种变型,只需在环形凹陷部分7里放入一垫片,所述垫片的底面形状是和环形凹陷部分7相符的锥形,其顶面与板4的顶面共面。
图9至图11中所示的变型也可使铆钉不至于在板料8的部分8a之下被镦压。在图9所示的变型中,不是设计出图7变型那样的直径更大的部分8a,而是使其部分8a类似图3至图6的变型,这样,该部分可进入凹陷部分7,靠在嵌合连接件5的底座上,从而避免了部分8a下方被镦压的任何危险。
图10所示的变型中,啮合在嵌合连接件5上的板料8上的孔包括有一管状部分8b,该管状部分的轴向长度对应于连接件5下部在形成凹陷部分7的铝板表面以下的深度,这样,板料8的部分8a就在板4表面的高度上。围绕着嵌合连接件5下部的管状部分8b就避免了铆钉嵌合时被镦压的危险。
最后,从图11可看出,在凹陷部分7的边缘面以下的嵌合连接件5的截面可逐渐加大,用这种方式也可避免其被镦压的可能。
在其它可能的变型中,需明确指出的是,嵌合连接件5的正截面不一定是圆形,也可是其它的形状,如方形、十字形、长方形或任何其它合适的形状,尤其是人们希望沿一定角度固定零件8时。
如图3至图8所示,由板4形成的金属连接件的底面和靠焊接12固定着的不锈钢板11相连。不锈钢板11最好用来形成一饮用水加热器的器壁,比如蒸煮锅的加热底。为此,需在板4上焊接一电阻。
图12示出了包括一加热电阻13的蒸煮锅的加热底,所述电阻连在一具有强大热传导功能的盘4、例如一铝制盘上,所述盘4本身又连在形成蓄水容器底的一碗形锅底11下面,其特征在于盘4包括有本发明中所描述的一种固定装置。
还应指出的是,不锈钢板的焊接12也可加固形成金属连接件4的铝板。事实上,人们可能担心,凹陷部分7底部的板的细薄会影响到连接的牢固性。在本例中,不锈钢板厚度为0.5毫米的焊接12则可避免这种危险。
因此,本发明的固定装置可以有利地且非唯一地应用于小型家用电器。在所考虑的实施例中,可能涉及到所谓的蒸煮锅“隐蔽”电阻调节器的连接,其中,前文所描述的、形成于铝部件4上的若干连体铆钉可确保固定住调节器,同时可保证该调节器与铝质扩散器间的物质连续性。
本连接装置具有实施经济且牢固可靠的优点,甚至在薄板和小直径铆钉的情况下也是如此。在举例说明的所述应用里,金属连接件4同时还构成一热扩散器,之所以特别指明是铝,是因为它良好的变形性和良好的热传导性。根据所考虑的实施例,显然也可选择除铝外的其它金属。
本连接装置的另一重要优点在于,与所述通过现有技术变形得到的铆钉相反,这样实现的铆钉不会有任何出现裂缝的危险。因此,在和钢板11相焊接的面与固定着嵌合件8的面之间形成了一道完全密封的壁垒。这样,就可避免焊接时焊剂由于毛细作用而渗透上去的任何危险,如果焊剂渗透进去,就会形成几乎不可被嵌合力压缩的坚硬的残余物,从而改变连接尺寸。此外,如果是由双金属片调节温度的加热器,焊剂如果由于毛细作用渗透到板料4的另一面,就可能损坏位于固定装置之间的用作热扩散器的板料4上的双金属片。
Claims (11)
1.家用电器的零件固定装置,所述零件至少有一个是包括一嵌合连接件(5)的片状或板状金属连接件(4),嵌合连接件从金属连接件(4)的一面突起,结构上与之连为一体,其特征在于,金属连接件(4)的形成所述嵌合连接件底座(6)的部分一直延伸至金属连接件(4)的另一面,所述嵌合连接件(5)突起部分的体积大致等于嵌合连接件(5)及其底座周围因局部减薄而去除的材料体积。
2.根据权利要求1所述的装置,其特征在于,嵌合连接件(5)及其底座(6)四周的局部减薄在所述金属连接件(4)的嵌合连接件(5)突起的那一面形成一环形区域。
3.根据权利要求1所述的装置,其特征在于,嵌合连接件(5)及其底座(6)四周的局部减薄在所述金属连接件(4)的嵌合连接件(5)突起的那一面的相反面形成一环形区域(7)。
4.根据权利要求1或2所述的装置,其特征在于,在所述嵌合连接件(5)的周围,在所述金属连接件(4)的嵌合连接件(5)突起的那一面的高度设置一个支座(5a)。
5.根据权利要求2所述的装置,其特征在于,位于所述金属连接件(4)的嵌合连接件(5)突起的那一面的若干径向肋(7a)穿过所述环形区域(7)而延伸。
6.根据权利要求2所述的装置,其特征在于,在所述环形区域(7)里放置一环形元件(10),它有一面和所述金属连接件(4)的相邻面共面。
7.根据权利要求2所述的装置,其特征在于,环形区域(7)从所述嵌合连接件(5)底座到所述环形区域(7)四周,向着所述金属连接件(4)的所述另一面倾斜。
8.根据权利要求1所述的装置,其特征在于,所述嵌合连接件(5)的正截面不是圆形,其形状适合于沿一定角度固定连接零件(8)。
9.根据权利要求1所述的装置,其特征在于,所述金属连接件(4)是铝质的。
10.根据权利要求1所述的装置,其特征在于,所述金属连接件(4)的与嵌合连接件(5)突起的面相对的表面焊接在一不锈钢薄片(11)上。
11.蒸煮锅的加热底,包括一组装在一具有强导热性的盘(4)上的加热电阻(13),所述盘本身又连在形成水容器的底的一碗形锅底(11)下面,其特征在于,盘(4)具有根据权利要求1所述的固定装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9710172 | 1997-08-04 | ||
| FR9710172A FR2766694B1 (fr) | 1997-08-04 | 1997-08-04 | Dispositif de fixation de pieces d'un appareil electromenager |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1208975A CN1208975A (zh) | 1999-02-24 |
| CN1104756C true CN1104756C (zh) | 2003-04-02 |
Family
ID=9510159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN98116859.0A Expired - Fee Related CN1104756C (zh) | 1997-08-04 | 1998-08-03 | 家用电器的零件固定装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6114667A (zh) |
| EP (1) | EP0895828B1 (zh) |
| CN (1) | CN1104756C (zh) |
| BR (1) | BR9802831A (zh) |
| CA (1) | CA2244503C (zh) |
| DE (1) | DE69810544T2 (zh) |
| FR (1) | FR2766694B1 (zh) |
| RU (1) | RU2208720C2 (zh) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10111013A1 (de) * | 2001-03-07 | 2002-09-12 | Eichenauer Gmbh & Co Kg F | Vorrichtung zum Befestigen zweier Teile sowie Verfahren und Vorrichtung zum Herstellen einer solchen Vorrichtung |
| US6486446B1 (en) * | 2001-10-15 | 2002-11-26 | Yao-Tsung Kao | Combination of a bottom of a pan and a heating means |
| TWM240011U (en) * | 2003-01-30 | 2004-08-01 | Jia-Shiung Wu | Improved structure of thermal cooker |
| JP3788461B2 (ja) * | 2004-02-06 | 2006-06-21 | ダイキン工業株式会社 | 圧縮機 |
| FR2884797B1 (fr) * | 2005-04-20 | 2008-12-05 | Faurecia Sieges Automobile | Procede pour realiser une entretoise de fixation d'un siege a un chassis de vehicule automobile et dispositif d'emboutissage |
| DE202008014928U1 (de) * | 2008-11-11 | 2010-04-15 | Reinz-Dichtungs-Gmbh | Mehrlagiges Bauteil |
| CN102072506B (zh) * | 2011-01-05 | 2012-10-10 | 王丹琳 | 一种节电电磁炉 |
| DE202017006778U1 (de) | 2017-11-30 | 2018-05-17 | Robert Bosch Gmbh | Heizvorrichtung mit einer Haltevorrichtung zur Aufnahme einer Steuereinheit |
| DE202017006743U1 (de) | 2017-11-30 | 2018-05-17 | Robert Bosch Gmbh | Strukturelemente, Gehäusestruktur und Heizvorrichtung |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2321755A (en) * | 1939-08-05 | 1943-06-15 | Detroit Harvester Co | Device for connecting sheet metal panels |
| US2663270A (en) * | 1949-05-25 | 1953-12-22 | Gregory Ind Inc | Composite stud |
| GB740933A (en) * | 1953-07-02 | 1955-11-23 | Lucas Industries Ltd | A method of riveting together two pieces of material one at least of which consists of nylon or like material |
| US3857166A (en) * | 1972-10-12 | 1974-12-31 | Cebal Gp | Method of riveting a pull tab to a can top |
| US4136797A (en) * | 1976-11-15 | 1979-01-30 | Crown Cork & Seal Company, Inc. | Easy-opening can end and method of opening |
| US4138606A (en) * | 1977-08-29 | 1979-02-06 | General Electric Company | Cooking appliance |
| US4223828A (en) * | 1979-04-02 | 1980-09-23 | Whitley John A | Mailbox with improved door opening means and flag operator |
| NO156817C (no) * | 1985-08-06 | 1987-12-02 | Raufoss Ammunisjonsfabrikker | Fremgangsm te ved fremstilling av en forbindelse me konstruksjonselementer, samt konstruksjonselement fremstilt av en ekstrudert profil. |
| FR2593837B1 (fr) * | 1986-01-24 | 1988-12-30 | Seb Sa | Fer a repasser comportant une semelle rapportee et procede s'y rapportant |
| US5273385A (en) * | 1992-06-29 | 1993-12-28 | A. J. Rose Manufacturing Company | Blind hole integral rivet |
| FR2708407B1 (fr) * | 1993-07-26 | 1995-09-08 | Seb Sa | Bouilloire électrique comportant un moyen de chauffe simplifié. |
-
1997
- 1997-08-04 FR FR9710172A patent/FR2766694B1/fr not_active Expired - Fee Related
-
1998
- 1998-07-31 EP EP98420138A patent/EP0895828B1/fr not_active Expired - Lifetime
- 1998-07-31 DE DE69810544T patent/DE69810544T2/de not_active Expired - Fee Related
- 1998-08-03 RU RU98114999/28A patent/RU2208720C2/ru not_active IP Right Cessation
- 1998-08-03 BR BR9802831-6A patent/BR9802831A/pt not_active Application Discontinuation
- 1998-08-03 CN CN98116859.0A patent/CN1104756C/zh not_active Expired - Fee Related
- 1998-08-04 US US09/128,416 patent/US6114667A/en not_active Expired - Fee Related
- 1998-08-04 CA CA002244503A patent/CA2244503C/fr not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US6114667A (en) | 2000-09-05 |
| CN1208975A (zh) | 1999-02-24 |
| DE69810544T2 (de) | 2003-11-06 |
| CA2244503A1 (fr) | 1999-02-04 |
| DE69810544D1 (de) | 2003-02-13 |
| BR9802831A (pt) | 1999-11-09 |
| FR2766694A1 (fr) | 1999-02-05 |
| RU2208720C2 (ru) | 2003-07-20 |
| CA2244503C (fr) | 2005-12-13 |
| EP0895828A1 (fr) | 1999-02-10 |
| EP0895828B1 (fr) | 2003-01-08 |
| FR2766694B1 (fr) | 1999-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1104756C (zh) | 家用电器的零件固定装置 | |
| CA2536157C (en) | Cooking apparatus and methods of forming | |
| EP3013512B1 (en) | Resistance welding fastener, apparatus and methods | |
| RU2060164C1 (ru) | Многослойный материал и кулинарный сосуд, выполненный из этого материала | |
| RU2337442C1 (ru) | Способ соединения по меньшей мере одного провода с контакт-деталью | |
| US5257717A (en) | Method of manufacturing a cooking utensil | |
| EP0668040B1 (fr) | Récipient culinaire à fond renforcé et son procédé de fabrication | |
| US3140738A (en) | Weld element, method of making and utilizing it | |
| JPH07223078A (ja) | ボルトのプロジェクション溶接方法 | |
| US2231480A (en) | Method of electrically welding studs | |
| FR2567778A1 (fr) | Procede pour fabriquer un recipient culinaire et recipient culinaire obtenu | |
| CA1308175C (en) | Electrodes for use in spot welding | |
| JP2001321269A (ja) | 電磁調理用調理器具の製造方法 | |
| US945554A (en) | Utensil and handle. | |
| EP2142053A1 (fr) | Article culinaire a portee amelioree et procede de fabrication | |
| KR20030011933A (ko) | 조리용 용기 | |
| KR100824835B1 (ko) | 자성판이 부착된 인덕션 레인지용 주방용기 | |
| KR100218571B1 (ko) | 조리기구의 제작방법 | |
| CN1172574A (zh) | 具有散热板的加热元件及该装置的装配方法 | |
| JP2004290661A (ja) | 調理用容器の底部に配設される金属板及び該金属板を備えた調理用容器並びに該調理用容器の製造方法 | |
| JP2003340543A (ja) | 自己穿孔型リベットによるアルミニウム又はアルミニウム合金材の接合方法 | |
| KR20190002156U (ko) | 전자유도 가열식 조리용기용 발열판 및 발열판 분리 방지 구조를 가진 전자유도 가열식 조리용기 | |
| JP2001169901A (ja) | 加熱調理容器及びその製造方法 | |
| US10744588B2 (en) | Method of welding a nickel strength lug with a bronze connecting pin and a brass contact ring in an accelerometer sensor | |
| JP2005296492A (ja) | 電磁調理用器物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |