CN110203767B - 电缆的生产工艺 - Google Patents
电缆的生产工艺 Download PDFInfo
- Publication number
- CN110203767B CN110203767B CN201910471232.8A CN201910471232A CN110203767B CN 110203767 B CN110203767 B CN 110203767B CN 201910471232 A CN201910471232 A CN 201910471232A CN 110203767 B CN110203767 B CN 110203767B
- Authority
- CN
- China
- Prior art keywords
- cable
- fixing device
- cable reel
- rotating rod
- hydraulic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
- B65H54/71—Arrangements for severing filamentary materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/04—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements
- B65H67/0405—Arrangements for removing completed take-up packages or for loading an empty core
- B65H67/0411—Arrangements for removing completed take-up packages or for loading an empty core for removing completed take-up packages
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Electric Cable Installation (AREA)
- Storing, Repeated Paying-Out, And Re-Storing Of Elongated Articles (AREA)
Abstract
本发明涉及电缆生产工艺技术领域,特别涉及一种电缆的生产工艺,对成品电缆进行缠绕收集并切割,包括以下步骤:将若干电缆卷盘套分别设在固定装置的活动件和卷动装置的转动杆上;将成品电缆缠绕至电缆卷盘上;当套设在固定装置上的电缆卷盘缠满电缆时,抽离固定装置内液压油道的液压油,使固定装置带动电缆卷盘运动到传送带上,并使电缆卷盘脱离固定装置;电缆卷盘完全脱离固定装置后,向固定装置内的液压油道充入液压油,固定装置向上复位与转动杆自动连接,并在连接过程中对电缆进行切割。对电缆进行切割后,启动电缆卷盘更换装置,将转动杆上的电缆卷盘推送到固定装置的活动件上。本发明能一次性完成电缆的切割和电缆的收卷,提高了效率。
Description
技术领域
本发明涉及电缆生产工艺技术领域,特别涉及一种电缆的生产工艺。
背景技术
随着电力行业的迅猛发展,电能在各个领域中扮演着不可或缺的角色,其中与电能息息相关的便是电缆,电缆常用于城市地下电网、发电站的引出线路、工矿企业的内部供电及过江、过海的水下输电线等。电缆的需求量与日俱增,且铺设工作也是越来越多,相应的需要进行切割的电缆也是与日俱增,但现在电缆切割基本上是人工操作,导致切割费时费力;效率低。
发明内容
本发明主要目的在于提供电缆的生产工艺,能一次性完成电缆的切割和电缆的收卷,克服了现有的人工切割的缺点,提高了效率。
为达到上述目的,本发明提供了电缆的生产工艺,对已经套上外护套的成品电缆通过线缆切割设备进行切割,包括以下步骤:
1)将若干电缆卷盘套分别设在固定装置的活动件和卷动装置的转动杆上;
2)将成品电缆缠绕至电缆卷盘上;
3)当套设在固定装置上的电缆卷盘缠满电缆时,抽离固定装置内液压油道的液压油,使固定装置带动电缆卷盘向下运动到下方的传送带上,并使电缆卷盘脱离固定装置;
4)电缆卷盘完全脱离固定装置后,向固定装置内的液压油道充入液压油,固定装置向上复位与转动杆自动连接,并在连接过程中对电缆进行切割。
5)对电缆进行切割后,启动电缆卷盘更换装置,将转动杆上的电缆卷盘推送到固定装置的活动件上。
本发明的工作原理及优点在于:
1.固定装置中的活动件与卷动装置中转动杆的设置,使得一次性可安装多个电缆卷盘,避免了人工多次反复安装电缆卷盘浪费人力。
2.固定装置内液压油道的设置,能够通过抽离液压油,以实现将缠满电缆的电缆卷盘自动运输到传送带上,并使得电缆卷盘脱离固定装置,避免了人工搬运;也能够通过泵入液压油,以实现固定装置的自动复位,并在复位过程中利用液压的能量对电缆进行切割,从而一次性完成了电缆的切割和电缆的收卷,克服了现有的人工和其他机器切割的缺点,提高了效率。
进一步,活动件的自由端上转动连接有连接件,连接件的端面与转动杆的端面相对设置,且连接件的端面固定有连接齿,转动杆的端面设有安装槽,连接齿与安装槽配合连接用于使转动杆带动连接件转动。
通过液压的推动之后,连接齿会与安装槽配合连接,转动杆会带动连接件一起转动,方便电缆缠绕在电缆卷盘上。
进一步,活动件、连接件、转动杆的外表面均设置为光滑的表面。
便于电缆卷盘在活动件、连接件、转动杆上移动,从而方便电缆卷盘的自动更换。
进一步,连接件和转动杆的外表面上均设置有限位块,两块限位块位于同一直线上,用于限制电缆卷盘与连接件和转动杆发生相对转动。
避免电缆卷盘分别与连接件和转动杆之间发生相对转动,造成不必要能源浪费。
进一步,连接齿呈环状排列,连接齿的截面形状为直角三角形,且连接齿的倾斜面为切割刃。
由于连接齿的截面形状为直角三角形,在通过液压推动连接齿与安装槽配合连接时,连接件在连接齿楔形面的导向作用下,连接件自身可发生旋转,以更好的配合安装槽,提高连接件与转动杆的连接效果。而且在连接齿与安装槽配合连接时,能够通过液压的作用切割位于转动杆端面的电缆。
进一步,连接头端面均分为六块,三块连接齿间隔排列在连接头端面的边缘上。
间隔排列的连接齿只对电缆的一点进行切割,避免了对电缆的多点切割造成浪费。
进一步,固定装置还包括底座、液压伸缩杆,液压伸缩杆底端固定设置在底座上且竖直设置,连接头固定设置在液压伸缩杆顶端,连接头侧壁上固定连接有液压伸缩件,液压伸缩件的液压油道与压伸缩杆的液压油道通过连接头连通,连接头上固定安装有电磁液压阀。
液压伸缩杆可实现上下活动,液压伸缩件可实现水平活动,而液压伸缩件的液压油道与压伸缩杆的液压油道通过连接头连通,连接头上固定安装有电磁液压阀,因此通过控制液压泵的启动和电磁液压阀的开闭,就能实现电缆卷盘的自动更换,提高了工作效率。
进一步,液压伸缩件包括套管和活动件,活动件设置在套管内并与套管滑动连接,连接件转动连接在活动件右侧的自由端端部,套管的端部上固定套设有限位板,液压伸缩杆上连接有液压泵。
由于活动件设置在套管内并与套管滑动连接,因此活动件可通过液压的作用方便在收回套管内,方便了电缆卷盘的自动更换,同时节省了自动更换的占用空间。
进一步,限位板上设有容纳槽,容纳槽用于容纳连接件的限位块。
便于容纳连接件的限位块,使得套管上卷盘能够完全脱离。
进一步,连接头的外壁上固定连接有支撑杆,支撑杆顶端固定连接有托块,所托块上表面固定设置有第一压力传感器,托块上表面与套管下侧壁相抵,所述第一压力传感器连接有控制器,控制器用于在第一压力传感器检测到的压力到达阈值时,控制液压泵和电池液压阀的开启。
由于缠满电缆的电缆卷盘质量变大,因此装置中的各个受力点的受力大小也会发生变化,而托块的设置能够作为一个支撑点,减小电缆卷盘对连接头的水平作用力;而托块上的第一压力传感器能够根据检测的压力值,判断电缆卷盘是否缠满电缆,从而通过控制液压泵和电池液压阀的开启以实现电缆卷盘的自动更换,节省人力。
附图说明
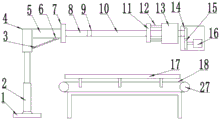
图1为本发明实施例线缆切割设备的正视图;
图2为图1中驱动装置正面的局部剖视图;
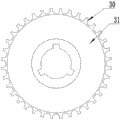
图3为电缆卷盘的电缆卷盘右侧板的正视图;
图4为连接件自由端端面的正视图;
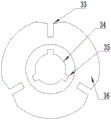
图5为电缆卷盘的电缆卷盘左侧板的正视图。
具体实施方式
下面通过具体实施方式进一步详细说明:
说明书附图中的附图标记包括:底座1、液压伸缩杆2、支撑杆3、连接头4、套管5、托块6、限位板7、活动件8、连接件9、转动杆10、套板11、第二电动伸缩杆12、固定块13、传动齿轮14、第一齿轮15、电机16、限位栏杆17、传送带18、固定板底板19、固定板侧板20、第一电动伸缩杆21、活动板侧板22、活动板底板23、第二锥齿轮24、第三齿轮25、皮带26、传动辊27、第一锥齿轮28、第二齿轮29、卡线轮30、电缆卷盘右侧板31、连接齿32、卡线槽33、卷轴34、限位卡槽35、电缆卷盘左侧板36。
实施例一
电缆的生产工艺,依次包括以下工序:拉丝、绞线、绝缘屏蔽、金属屏蔽、成缆、
无纺绕包、钢带铠装、套外护套以及缠绕切割。
拉丝工序包括如下步骤:
1)对铜杆表面进行清洁;
2)将表面清洁后的铜杆穿设过拉丝机,经过拉伸模具,对铜杆拉伸,拉丝后金属丝截面为梯形;
3)通过退火炉进行退火,退火温度为500-700℃,退火时间为50-60min;
4)经过退火水;退火水主要起到退火后将热量带走冷却铜线作用,同时起到水封防氧化的作用。
5)经过退火后的拉丝风干及擦干绕置在绕线机上;
6)称重检验,进入绞线工序。
绞线工序包括如下步骤:
1)对拉丝后的金属铜丝通过预先消除应力装置进行应力消除;
2)消除应力后的金属铜丝进入金属丝绞合设备进行绞合得到铜金属绞线;
3)对绞合后的铜金属绞线利用垂直应力消除装置和水平应力消除装置进行垂直和水平应力消除。
铜金属绞线由内到外依次为位于中心的实心铜棒、第一梯形线层、第二层梯形线层,所述第一梯形线层、第二层梯形线层均由单根的截面为梯形的金属铜丝围绕而成。
第一梯形线层线数为六根,夹角为60°,第二梯形线层线数为十根,夹角为36°。
其中绝缘屏蔽、金属屏蔽、成缆、无纺绕包、钢带铠装、套外护套采用常规技术手段实现,本方案中不涉及对其改进,因此不再赘述。
缠绕切割工序:
对已经套上外护套的成品电缆通过线缆切割设备进行切割,包括以下步骤:
1)将若干电缆卷盘套分别设在固定装置的活动件8和卷动装置的转动杆10上;
2)将成品电缆缠绕至电缆卷盘上;
3)当套设在固定装置上的电缆卷盘缠满电缆时,抽离固定装置内液压油道的液压油,使固定装置带动电缆卷盘向下运动到下方的传送带18上,并使电缆卷盘脱离固定装置;
4)电缆卷盘完全脱离固定装置后,向固定装置内的液压油道充入液压油,固定装置向上复位与转动杆10自动连接,并在连接过程中对电缆进行切割;
5)对电缆进行切割后,启动电缆卷盘更换装置,将转动杆10上的电缆卷盘推送到固定装置的活动件8上。
具体实施过程如下:
绞线工序将截面为梯形的铜线绞合在一起,减小了绞合在一起的多根铜线之间的间隙,使得铜线与铜线之间接触更紧密,使得绞合后的电缆电阻更小,电传导更优。
切割工序实现将缠满电缆的电缆卷盘自动运输到传送带上,并使得电缆卷盘脱离固定装置,避免了人工搬运;也能够通过泵入液压油,以实现固定装置的自动复位,并在复位过程中利用液压的能量对电缆进行切割,从而一次性完成了电缆的切割和电缆的收卷,克服了现有的人工和其他机器切割的缺点,提高了效率。
实施例二
实施例二与实施例一的区别在于提供一种电缆切割设备,其应用于上述切割工序,包括电缆卷盘、固定装置、卷动装置、电缆卷盘更换装置、自动控制装置。电缆卷盘用于缠绕成品电缆。
如图1所示,固定装置包括底座1、液压伸缩杆2和连接头4,液压伸缩杆2底端固定焊接设置在底座1上且竖直设置,连接头4固定设置在液压伸缩杆2顶端,连接头4右侧固定连接有液压伸缩件,液压伸缩件的液压油道与液压伸缩杆的液压油道通过连接头4连通,连接头4上固定安装有电磁液压阀。
液压伸缩件包括套管5、活动件8和连接件9,活动件8设置在套管5内并与套管5滑动连接,连接件9转动连接在活动件8右侧的自由端端部,套管5的端部上固定套设有限位板7,液压伸缩杆2上连接有液压泵。
连接头4的外壁上固定连接有支撑杆3,支撑杆3顶端固定连接有托块6,托块6上表面固定粘接设置有第一压力传感器,托块6上表面与套管5下侧壁相抵。
卷动装置包括转动杆10、驱动装置,转动杆10左端面与连接头4端面相对设置,如图4所示,连接头4端面的边缘上固定焊接有间隔排列的连接齿32,连接齿32呈环状排列,连接齿32的截面形状为直角三角形,且连接齿32的倾斜面为切割刃,连接头4端面均分为六块,三块连接齿32间隔排列在连接头4端面的边缘上。转动杆10左端面上设有安装槽,安装槽与连接齿32配合连接。
活动件8、连接件9、转动杆10的外表面均设置为光滑的表面,连接件9和转动杆10的外表面上均设置有限位块,两块限位块位于同一直线上,用于限制电缆卷盘与连接件9和转动杆10发生相对转动,限位板7上右端面设有容纳槽,容纳槽用于容纳连接件9的限位块。
如图2所示,由驱动装置驱动转动杆10转动,驱动装置包括电机16、齿轮组、以及L型的活动板和固定板,活动板包括一块活动板侧板22和一块活动板底板23,固定板包括一块固定板侧板20和一块固定板底板19,活动板底板23设置在固定板底板19上并与固定板滑动连接,活动板侧板22与固定板侧板20之间固定连接有第一电动伸缩杆。电机16固定设置在活动板底板23上,电机16的转轴上连接有第一齿轮15,齿轮组包括传动齿轮14、第二齿轮29、第三齿轮25、第一锥齿轮28和第二锥齿轮24,传动齿轮14固定套设在转动杆10上,并可与第一齿轮15啮合;第二齿轮29与第一锥齿轮28同轴固定连接,且第二齿轮29可与第一齿轮15啮合;第三齿轮25与第二锥齿轮24同轴固定连接,第一锥齿轮28与第二锥齿轮24啮合,第二齿轮29与传动齿轮14平行且错位设置。
固定装置和卷动装置下方设置有传送带18,传送带18上固定粘接设置有第二压力传感器,传送带18两边设置有限位栏杆17,用于限制电缆卷盘滚动。第三齿轮25与传送带18的传动辊27通过皮带26连接。
电缆卷盘更换装置包括套板11和固定块13,转动杆10上固定连接有轴承,固定块13上设有通孔,轴承与通孔之间可相互转动,套板11套设在转动杆10上,套板11与固定块13之间固定连接有第二液压伸缩杆12。
自动控制装置由第一压力传感器、第二压力传感器、第一电动伸缩杆21、第二电动伸缩杆12、液压泵、电磁液压阀、电机16、定时器和控制器组成,电磁液压阀、第一压力传感器、第二压力传感器、电动伸缩杆、液压泵和电机16均与控制器电连接,控制器用于在第一压力传感器检测到压力到达阈值时,控制液压泵和电磁液压阀开启,将液压伸缩件与液压伸缩杆2内的液压油从液压油道抽离,还控制电机16关闭,并启动第一电动伸缩杆21,使第一齿轮15与第二齿轮29啮合。控制器用于在第二压力传感器检测到压力到达阈值时,控制定时器定时启动液压泵、电磁液压阀和电机16,使固定装置复位和启动传送带18。控制器还用于第二液压伸缩杆12启动,将转动杆10上的电缆卷盘推到固定装置的活动件8上,然后控制第一伸缩杆21启动,使第一齿轮15与传动齿轮14啮合,并控制电机16启动。
电缆卷盘包括空心的卷轴34、固定设置在卷轴34两侧的电缆卷盘右侧板31与电缆卷盘左侧板36,如图3、图5所示,卷轴34的中心通孔的内壁上开设有限位卡槽35,限位卡槽35用于配合安放连接件9和转动杆10的外表面上均设置有的限位块,电缆卷盘右侧板31圆周面上转动连接有卡线轮30,卡线轮30上设置有若干卡线圆槽,卡线圆槽均匀间隔排列,电缆卷盘左侧板36圆周面上设有卡线槽33,卡线槽33为三个且均匀分布,卡线槽33的侧壁上均固定粘接设置有第三压力传感器,当其中某个第三压力传感器到达检测阈值时,控制器控制电机延时停止,直到使所述第三压力传感器所在的卡线槽33的槽口方向保持竖直向上为止,卷轴的长度等于活动件8的长度加上连接件9的长度。
第一压力传感器、第二压力传感器、第三压力传感器的型号均为JHBM-7,控制器为单片机,型号为STM32F103,第一电动伸缩杆21、第二电动伸缩杆12型号为YS-NZ-1224A。
具体实施过程如下:
电缆缠绕切割工序:将空的电缆卷盘安装在转动杆10上,通过控制器启动第二伸缩杆12将转动杆10上的电缆卷盘向左推,直到其中一个电缆卷盘完全套在固定装置的活动件8上。初次工作时,将电缆的头部手动固定在固定装置的活动件8上的电缆卷盘上的卡线槽33中,启动第一伸缩杆21,使得第一齿轮15与传动齿轮14啮合,电机16带动转动杆10转动,转动杆10带动连接件9转动,由于连接件9与活动件8转动连接,活动件8不转动。由于连接件9和转动杆10上设有限位块,限位块与电缆卷盘的限位卡槽35配合安装,从而使转动杆10带动电缆卷盘转动,收集电缆。
当第一压力传感器检测采集的压力到达阈值时,控制器延时控制电机16停止,部分电缆会继续缠绕在第二个电缆上,并且过渡的电缆会在旋转的作用下卡在卡线槽中,当第三压力传感器采集的压力到达阈值时,直到所述第三压力传感器所在的卡线槽33的槽口竖直向上为止,电机立即停止。然后启动液压泵和电磁液压阀,首先活动件8在液压的作用下向左运动,连接件9与安装槽分离,与转动杆10断开连接,直到缩回套管5中。与此同时液压伸缩杆2向下运动,直到将电缆卷盘放置在传送带18上为止。当连接件9完全缩回套管5中时,且第一压力传感器检测采集的压力到达阈值时,说明电缆卷盘与固定装置完全脱离,使得电缆卷盘被完全放置在传送带18上,启动液压泵使固定装置向上复位,然后再启动电磁液压阀,使活动件8伸出套管5,活动件8上的连接件9与安装槽配合连接。
在第一个电缆卷盘缠满电缆时,电缆卷盘侧板31失去对电缆的限位,电缆会自动过渡到第二个空的电缆卷盘上,由于电缆卷盘侧板31上设有卡线轮30,在电缆过渡到第二个空的电缆卷盘上时,电缆会卡在卡线轮30的卡槽中,避免了人工手动将电缆与电缆卷盘固定。在第一个电缆卷盘向下运动的同时,使得第一个电缆卷盘与第二个电缆卷盘之间的电缆位于连接件9与安装槽之间,并且被绷直,当活动件8上的连接件9与安装槽配合连接时,电缆在连接齿32的切割刃以及液压作用下被切断,实现自动切割。被切割后的电缆线头会卡在卡线圆槽和卡线槽33中,避免电缆线头晃动,导致缠绕后的电缆松动。
通过控制器启动第一电动伸缩杆21,推动活动板在固定板上滑动,使得第一齿轮15与第二齿轮29啮合,第二齿轮29通过齿轮皮带26传动的作用带动,带动传送带18运动,将缠满电缆的电缆卷盘通过传送带18输送到指定的位置,便于集中收集运输。往复以上操作,直到转动杆10上的电缆卷盘输出完毕后,再通过控制器使第二电动伸缩杆12复位,重新往转动杆10上安装新的电缆卷盘即可。
通过切割设备一次性完成了电缆的切割和电缆的收卷,克服了现有的人工和其他机器切割的缺点,提高了效率。
以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本申请给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本申请的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
Claims (6)
1.电缆的生产工艺,其特征在于:对已经套上外护套的成品电缆通过线缆切割设备进行切割,包括以下步骤:
1)将若干电缆卷盘分别套设在固定装置的活动件和卷动装置的转动杆上;
2)将成品电缆缠绕至电缆卷盘上;
3)当套设在固定装置上的电缆卷盘缠满电缆时,抽离固定装置内液压油道的液压油,使固定装置带动电缆卷盘向下运动到下方的传送带上,并使电缆卷盘脱离固定装置;
4)电缆卷盘完全脱离固定装置后,向固定装置内的液压油道充入液压油,固定装置向上复位与转动杆自动连接,并在连接过程中对电缆进行切割;
5)对电缆进行切割后,启动电缆卷盘更换装置,将转动杆上的电缆卷盘推送到固定装置的活动件上;
所述固定装置包括底座、液压伸缩杆和连接头,液压伸缩杆底端固定焊接设置在底座上且竖直设置,连接头固定设置在液压伸缩杆顶端,连接头右侧固定连接有液压伸缩件,液压伸缩件的液压油道与液压伸缩杆的液压油道通过连接头连通,连接头上固定安装有电磁液压阀;
所述液压伸缩件包括套管和活动件,活动件设置在套管内并与套管滑动连接,活动件的自由端上转动连接有连接件,连接件的端面与转动杆的端面相对设置,且连接件的端面固定有连接齿,转动杆的端面设有安装槽,连接齿与安装槽配合连接用于使转动杆带动连接件转动,套管的端部上固定套设有限位板,液压伸缩杆上连接有液压泵;
所述连接头的外壁上固定连接有支撑杆,支撑杆顶端固定连接有托块,所述 托块上表面固定设置有第一压力传感器,托块上表面与套管下侧壁相抵,所述第一压力传感器连接有控制器,控制器用于在第一压力传感器检测到的压力到达阈值时,控制液压泵和电磁 液压阀的开启。
2.根据权利要求1所述的电缆的生产工艺,其特征在于:所述活动件、连接件、转动杆的外表面均设置为光滑的表面。
3.根据权利要求2所述的电缆的生产工艺,其特征在于:所述连接件和转动杆的外表面上均设置有限位块,两块限位块位于同一直线上,用于限制电缆卷盘与连接件和转动杆发生相对转动。
4.根据权利要求1所述的电缆的生产工艺,其特征在于:所述连接齿呈环状排列,连接齿的截面形状为直角三角形,且连接齿的倾斜面为切割刃。
5.根据权利要求4所述的电缆的生产工艺,其特征在于:所述连接头端面均分为六块,三块连接齿间隔排列在连接头端面的边缘上。
6.根据权利要求1所述的电缆的生产工艺,其特征在于:所述限位板上设有容纳槽,容纳槽用于容纳连接件的限位块。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910471232.8A CN110203767B (zh) | 2019-05-31 | 2019-05-31 | 电缆的生产工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910471232.8A CN110203767B (zh) | 2019-05-31 | 2019-05-31 | 电缆的生产工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110203767A CN110203767A (zh) | 2019-09-06 |
| CN110203767B true CN110203767B (zh) | 2020-12-29 |
Family
ID=67790022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910471232.8A Active CN110203767B (zh) | 2019-05-31 | 2019-05-31 | 电缆的生产工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110203767B (zh) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07144833A (ja) * | 1993-08-13 | 1995-06-06 | Keinan Kogyo Kk | 大型パッケージ用ワインダーにおけるパッケージ搬送装置 |
| CN102491130A (zh) * | 2011-11-22 | 2012-06-13 | 江苏兴纺机械有限公司 | 高速络筒机的卷线筒回收装置 |
| CN203558645U (zh) * | 2013-09-30 | 2014-04-23 | 泰州市强达不锈钢丝绳有限公司 | 一种钢丝绳收集传送装置 |
| CN204416802U (zh) * | 2014-12-30 | 2015-06-24 | 宁波神雕电缆有限公司 | 一种改进的电缆缠绕装置 |
| CN105752756A (zh) * | 2014-12-18 | 2016-07-13 | 贵州航天南海科技有限责任公司 | 一种用于自动换盘收线机的推盘装置 |
| CN108002105A (zh) * | 2017-11-27 | 2018-05-08 | 陈志军 | 一种带有切断功能的电缆承载运输装置 |
| CN208037727U (zh) * | 2018-04-13 | 2018-11-02 | 四川省川胜电缆有限公司 | 一种高效电缆绕线装置 |
| CN208199996U (zh) * | 2018-04-28 | 2018-12-07 | 合肥科顺电子科技有限公司 | 一种电缆生产用自动收线装置 |
| CN109230830A (zh) * | 2018-09-26 | 2019-01-18 | 陈丹华 | 一种卷绕方法及其设备 |
| CN109775461A (zh) * | 2019-01-28 | 2019-05-21 | 张曼莉 | 一种机械自动化纺纱用便于上下料的纺纱卷轴 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4441964A1 (de) * | 1994-11-25 | 1996-05-30 | Schlafhorst & Co W | Vorrichtung zum Überführen von auf einem Endlosfördermittel angelieferten Kreuzspulen |
| CN204111061U (zh) * | 2014-09-16 | 2015-01-21 | 浙江中德实业有限公司 | 用于ppr盘管的升降式收管轮结构 |
| CN104787606B (zh) * | 2015-04-22 | 2017-06-30 | 郑巍峰 | 一种布料卷筒抓取提升机构 |
| CN206886395U (zh) * | 2017-07-11 | 2018-01-16 | 象山建乐电器有限公司 | 电缆施放输送装置 |
| CN109720935A (zh) * | 2017-10-27 | 2019-05-07 | 天津市宝鼎线缆有限公司 | 一种新型放线轮上下料的输送装置 |
| CN108792826A (zh) * | 2018-07-26 | 2018-11-13 | 佛山科易自动化科技有限公司 | 一种具有高精度自动吊装机构的铜线卷绕机构 |
-
2019
- 2019-05-31 CN CN201910471232.8A patent/CN110203767B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07144833A (ja) * | 1993-08-13 | 1995-06-06 | Keinan Kogyo Kk | 大型パッケージ用ワインダーにおけるパッケージ搬送装置 |
| CN102491130A (zh) * | 2011-11-22 | 2012-06-13 | 江苏兴纺机械有限公司 | 高速络筒机的卷线筒回收装置 |
| CN203558645U (zh) * | 2013-09-30 | 2014-04-23 | 泰州市强达不锈钢丝绳有限公司 | 一种钢丝绳收集传送装置 |
| CN105752756A (zh) * | 2014-12-18 | 2016-07-13 | 贵州航天南海科技有限责任公司 | 一种用于自动换盘收线机的推盘装置 |
| CN204416802U (zh) * | 2014-12-30 | 2015-06-24 | 宁波神雕电缆有限公司 | 一种改进的电缆缠绕装置 |
| CN108002105A (zh) * | 2017-11-27 | 2018-05-08 | 陈志军 | 一种带有切断功能的电缆承载运输装置 |
| CN208037727U (zh) * | 2018-04-13 | 2018-11-02 | 四川省川胜电缆有限公司 | 一种高效电缆绕线装置 |
| CN208199996U (zh) * | 2018-04-28 | 2018-12-07 | 合肥科顺电子科技有限公司 | 一种电缆生产用自动收线装置 |
| CN109230830A (zh) * | 2018-09-26 | 2019-01-18 | 陈丹华 | 一种卷绕方法及其设备 |
| CN109775461A (zh) * | 2019-01-28 | 2019-05-21 | 张曼莉 | 一种机械自动化纺纱用便于上下料的纺纱卷轴 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110203767A (zh) | 2019-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN209374268U (zh) | 一种变压器线圈的穿单、双色管绕线包胶一体机 | |
| CN210414658U (zh) | 用于手机保护膜生产的裁切机 | |
| CN110526030B (zh) | 一种电缆生产用缠绕机 | |
| CN111917068A (zh) | 一种电缆铺设放线切割装置 | |
| CN110203767B (zh) | 电缆的生产工艺 | |
| CN116505345B (zh) | 一种电缆接线设备 | |
| CN212350211U (zh) | 一种建筑配套用排线装置 | |
| CN112408074A (zh) | 一种电缆加工用放线设备 | |
| CN116798706A (zh) | 一种低烟无卤阻燃电线电缆及其加工设备 | |
| CN110125196B (zh) | 电缆的生产装置 | |
| CN207572142U (zh) | 一种电缆生产绞线装置 | |
| CN214359486U (zh) | 一种双绞线生产用卷绕装置 | |
| CN214337382U (zh) | 一种自动化带电作业升降平台 | |
| CN213496225U (zh) | 一种电线电缆切割装置 | |
| CN213184919U (zh) | 一种带有保护结构的矿用防爆信号电缆 | |
| CN212724834U (zh) | 一种用于电缆生产的绞线机 | |
| CN212042013U (zh) | 一种钢铝一次性复合滑触线生产线 | |
| CN201966002U (zh) | 绞线机多根绞线的辅助装置 | |
| CN210023909U (zh) | 电缆切割装置 | |
| CN103794299B (zh) | 一种半自动排线装置及排线方法 | |
| CN107416583B (zh) | 一种异型钢带复绕机的控制系统及控制方法 | |
| CN207801342U (zh) | 一种通信工程电缆铺设装置 | |
| CN111916263A (zh) | 一种用于电缆生产的绞线机的操作方法 | |
| CN115557326B (zh) | 一种绝缘防火铝合金电缆生产设备 | |
| CN217642449U (zh) | 一种线缆回收用高效剥皮装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |