CN109414893B - 多头多规格箱成型机 - Google Patents
多头多规格箱成型机 Download PDFInfo
- Publication number
- CN109414893B CN109414893B CN201780031066.9A CN201780031066A CN109414893B CN 109414893 B CN109414893 B CN 109414893B CN 201780031066 A CN201780031066 A CN 201780031066A CN 109414893 B CN109414893 B CN 109414893B
- Authority
- CN
- China
- Prior art keywords
- box
- forming machine
- head
- mould
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/44—Folding sheets, blanks or webs by plungers moving through folding dies
- B31B50/46—Folding sheets, blanks or webs by plungers moving through folding dies and interconnecting side walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
- B31B2100/0024—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed having all side walls attached to the bottom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/30—Shape of rigid or semi-rigid containers having a polygonal cross section
- B31B2110/35—Shape of rigid or semi-rigid containers having a polygonal cross section rectangular, e.g. square
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/10—Construction of rigid or semi-rigid containers provided with covers, e.g. lids
- B31B2120/102—Construction of rigid or semi-rigid containers provided with covers, e.g. lids with a hinged cover
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/005—Making rigid or semi-rigid containers, e.g. boxes or cartons involving a particular layout of the machinery or relative arrangement of its subunits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/006—Controlling; Regulating; Measuring; Improving safety
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/44—Folding sheets, blanks or webs by plungers moving through folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/62—Uniting opposed surfaces or edges; Taping by adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/62—Uniting opposed surfaces or edges; Taping by adhesives
- B31B50/624—Applying glue on blanks
Landscapes
- Making Paper Articles (AREA)
Abstract
本发明涉及一种多头多规格箱成型机,其采用模切纸板,具有三个不同的区域:进料区、成型区和卸载区,其中,与简单的多规格箱成型机相比,多头多规格箱成型机能够使用同一台机器以更快的速度形成不同规格的纸板箱,节省了与之相关的时间和成本。
Description
技术领域
本发明涉及一种多头多规格箱成形机,其使用模切纸板,具有三个不同的区域:进料区、成型区和卸载区。
本发明的目的是提供一种多头多规格箱成型机,它能够使用同一台机器以更快的速度形成不同规格的纸板箱,节省了与之相关的时间和成本。
背景技术
纸板箱是一种广泛使用的用于存储、运输和分配所有类型产品的介质。生产和分销公司使用纸板箱将其产品包装在包装单元中,以便随后进行储存、运输和分配。
目前,包装或包装过程本身已集成在生产过程中,因此生产行业有自己的方式根据其对规格和数量的需要创建箱子。为了满足所有包装需求,工业界拥有大量纸板箱的规格,以模切纸板的形式存储,以优化其存储空间。根据待包装产品的特性、尺寸和数量,选择合适的箱子规格,并将相应的模切片材放置在成型机中,以便在生产和/或包装线中成型。
一般情况下,这些箱体成型机有一个进料器,该进料器将模切纸板按单元分配到成型区域,在该区域中,一系列自动控制折叠出纸板外周翼,以获得箱体的侧壁并粘合。由于市场需求越来越小而多样的产品,因此,意味着其包装要使用的箱子的规格不断变化。箱体规格的改变需要修改参数、折叠和成型的机器工具,因而损失了相应的时间。
欧洲专利EP2450180B1公开了一种多规格箱成形机,其包括至少一个模切纸板存储单元,用于逐个分配模切纸板的进料器,用于引导和定位模切纸板的装置,模切纸板片上的粘合物质的供应装置,包括至少一个可垂直移动的内模子(inner mould)和外模具(exterior die)的成型单元,以及用于移出成形箱的装置,其中成型单元的模子(mould)和模具(die)被分成四个部分,分别能够在与箱的下角一致的点处进行水平位移和定位,设想每个模子-模具部分组件(mould-die segment assembly)将牢固地连接在一起移动以保持模子和模具之间的公差(tolerance);其中,成型单元包括致动装置用以垂直和交替地移置构成内模子的四个部分。
当包装线的成型纸板箱的需求显着增加时,立即的解决方案是并行设置多个头或成型单元以增加成型箱的生产,从而满足高速包装线的需要。
然而,这种解决方案是不可行的,因为欧洲专利EP2450180B1的卸载装置垂直于进料器,使得所有成型的箱子必须穿过所有的头部直至到达第一个头部,这将意味着减慢箱子成型的过程,因为它在所有箱子成型之前,不可能开始新的成型周期。也就是说,机器必须暂停以撤离所有成型的箱子,由此可见倍增头部并不意味着扩增了箱子的生产能力。
本发明的多头多规格箱成形机克服了所有上述缺点,其中每分钟箱子的生产量相对于单头多格式箱成型机成比例地增加。
发明内容
本发明涉及一种多头多格箱成型机,其使用模切纸板,具有三个不同的区域:进料区、成型区和卸载区,与专利EP 2450180B1的多规格箱成形相同,其作为参考并入本文。
与简单的多规格箱成型机相比,本发明的多头多规格箱成型机能够使用同一台机器以更快的速度形成不同规格的纸板箱,节省了与之相关的时间和成本。
多头多规格箱成型机至少包括一个模切纸板存储单元,两个或多个进料器,其中每个所述进料器逐个分配模切纸板片材,模切纸板的引导和定位装置,用于在模切纸板上供给粘合物质的装置,两个或更多个成型单元,每个成型单元具有至少一个可垂直移动的内模子和外模具,以及用于卸载成型箱的装置。
为了使机器适应不同的箱子规格,每个成型单元的模子和模具分别被分成四个部分,这使得其能够在与每个箱子的下角重合的点处进行水平位移和定位。每套模子-模具部分组件都牢固地连接在一起以保持模子和模具之间的公差。
为了便于模切纸板在成型单元中的定位和定中心,存储单元和用于引导和定位纸板的装置都包含用于控制存储单元的基部宽度和用于控制引导和定位纸板的横向引导件之间距离的装置。
一旦内模子将纸板嵌入到模具内,铰接到模具部分的每个横向叶片被驱动以折叠箱子的内翼。所述横向叶片的致动可以是气动的,液压的或电动的,优选是气动的。这些致动装置将旋转运动传递到横向叶片,该横向叶片将向内折叠内翼片。
一旦折叠了四个内翼片,侧翼片也被设置在每个模具部分侧面的弯曲板折叠。这些弯曲板安装在连接到每个模具部分侧面的平台上,其中平台还包括由气缸驱动的压力机(press),该压力机通过预先置于共同的接触区域上的粘合剂物质加强内翼片与侧翼片的连接。
横向折叠叶片和承载横向弯曲板和压力机的平台以及它们的致动装置都安装在每个模具部分上,由于它们与规格转换装置牢固地连接在一起,所以可将它们自己定位在箱子的每个下角。
成型单元包括箱体规格转换装置,规格转换装置包括四个臂,臂下承载模具部分,并通过其上端安装在第一组导轨上,由一对电动主轴辅助用于横向位移,其中第一组导轨安装在第二组导轨上,由另一对电动主轴辅助,用于其纵向移动。通过电动主轴的驱动,四个模子-模具部分组件定位在与下箱角一致的点处。
电动主轴包括螺纹轴,在每个方向上具有两个相等的螺旋部分,即一个左旋螺纹和另一个右旋螺纹,使得当电机使主轴旋转时,相应的模子-模具部分组件沿相反方向移动分别进一步分开或靠近在一起。
为了箱子便于在成型单元内成型,每个模子部分在其下端包含吸盘以固定箱子。
至少一个成型单元的模具部分可相对于所述成型单元的臂移动,优选地通过所述模具部分相对于成型单元的臂旋转或平移,使得一旦箱子成型,模具部分可以缩回,以便在与进料器分配纸板方向平行的方向上,即通过机器的前部,清空箱子卸载路径。
对于设置在成型机的侧面上的至少一个成型单元,所述成型单元的模具部分可相对于所述成型单元的臂位移,优选地,通过所述模具部分相对于成型单元的臂旋转或平移,使得一旦形成箱子,模具部分可以缩回,以便在平行于或垂直于进料器分配纸板方向的方向上,即分别通过机器的前部或侧面,清空箱子卸载路径,因为在成型单元中成型的箱子不必经过其它成型单元。
模具的可移动部分通过致动装置缩回,该致动装置可以是气动的,液压的或电动的,优选是气动的。
箱子通过模子在模具内部的垂直位移形成。为此,成型单元包括致动装置,用于形成模具的四个部分的垂直和交替位移。
在优选实施例中,构成内模子的四个部分的致动装置包括电动机以及连杆和曲柄机构,其将旋转位移转换成交替的线性位移。
此外,构成内模子的四个部分连接到致动装置,通过四个铰接的垂直旋转轴臂实现垂直和交替位移,通过臂外端连接到模杆的上端,并且通过臂内端连接到两个在连接到致动装置的横向导轨上滑动的滑块,以便能够使内模子的四个部分水平移动并将其定位在箱的下端。
多头多规格箱成形机包括用于供应粘合物质的装置,该装置包括至少两个分配枪,设置在引导装置上,在每个成型单元的入口前,在模切纸板的侧翼上沉积粘合剂物质。
多头多格式箱成型机包括控制面板,该控制面板控制和协调机器一般操作的不同致动装置,并且还控制不同电动主轴的致动以管理箱规格的转换。
附图说明
为了补充描述并帮助更好地理解本发明的特征,根据本发明的优选实施例,一组附图作为整体的部分与所作描述一道以说明性和非限制性方式表示以下内容:
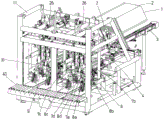
图1示出了本发明的多头多规格箱成形机器的透视图,此例中为双头;
图2示出了本发明机器的头部的透视图,其中内模子嵌入在模具的模切纸板中;
图3示出了本发明机器的头部的透视图,其中模具移动以卸载成型的纸箱;
图4示出了本发明机器的头部的透视图,其中已成型的纸箱放置在位于机器前部的纸箱传送装置上;
图5示出了处于闭合位置的用于第一实施例的模子-模具部分组件的细节透视图,其中可以从纸箱的一角观察到模子、模具和压力机的汇合;
图6显示了图5的侧视图;
图7示出了处于纸箱卸载位置的用于第一实施例的模子-模具部分组件的细节透视图,其中模具相对于成型单元的臂移动;
图8示出了在闭合箱成型位置之前处于打开位置的用于第二实施例的模子-模具部分组件的细节透视图;和
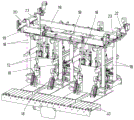
图9示出了本发明的多头多规格箱成形机器的平面图,在此例中为双头,其中一个头是侧面卸载头,其中箭头表示每个头的卸载方向。
具体实施方式
以下是多头多规格箱成形机的详细说明。多头多规格箱成形机已经在附图中示出,但是,引申开来可以理解地,机器也可以包括三个或多个头部。
根据上述附图,可以观察到对于每一个头部,多头多规格箱成形机器包括模切纸板2存储单元1,用于逐个分配模切纸板2的进料器3,模切纸板2的引导和定位装置4,用于在模切纸板2上供给粘合物质的一对枪(未示出),一旦箱子10成型,可叠合相应的翼片来固定箱壁,成型单元6,其包括分成四个部分7a、7b、7c、7d的内模子和同样分成四个部分8a、8b、8c、8d的外模具,还有一个第一铰接臂9,其具有用于卸载成型的箱子10 的吸垫,所有这些都集成在通用底盘11中。
箱子10的成型过程开始于将相应的模切纸板2放置在存储单元1中,进料器3由带有吸垫的铰接臂组成,模切纸板2并将其放置在引导和定位装置4上,引导和定位装置设有紧固销,将它们定位在每个成型单元6的内部。
一旦模切纸板2定位在成型单元6内部,通过下降由四个部分7a、7b、 7c、7d组成的内模子,箱子10成型正式启动,如图4中可以观察到的那样,其与将成型的箱子10的每一个下角一致。由四个部分7a、7b、7c、7d组成的内模子将模切纸板2嵌入由四个部分8a、8b、8c、8d组成的模具(die) 内,使得侧壁从模切纸板2的主体上升起。
如图2和图3,当由四个部分7a、7b、7c、7d组成的内模子开始下降,安装在每个模具部分8a、8b、8c、8d上的铰接的横向叶片12用于折叠内翼片13,内翼片13将构成箱子10的侧壁部分。在本实施例中,所述叶片12 通过下端铰接在相应的模具部分8a、8b、8c、8d的侧面并且由气缸驱动。
为了完成箱子10成型,箱子10的侧翼15通过设置在每个模具部分8a、 8b、8c、8d侧面上的弯曲板31致动而被折叠和按压。这些弯曲板31安装在折叠台32上,折叠台32通过成型单元6的四个臂18中的一个连接到每个模具部分8a、8b、8c、8d的侧面或连接到底盘11,所述成型单元6会在后面描述。折叠台32还包括由气缸17驱动的压力机(press)16,其通过预先置于共同的接触区域上的粘合剂物质加强内翼片13与侧翼片15的连接。
在图1至图4中,模具部分8a、8b、8c、8d可相对于成型单元6的四个臂18移位,使得一旦箱子成型,模具部分8a、8b、8c、8d可以缩回,以便沿与进料器分配纸板方向平行的方向,即通过机器的前部,清空箱子卸载路径。
在图9中,一个成型单元的模具部分8a、8b、8c、8d可相对于成型单元6的四个臂18移位,使得一旦箱子成型,模具部分可以缩回,以便沿进料器分配纸板方向平行的方向,即通过机器的前部,清空箱子卸载路径,而其它成型单元的模具部分8a、8b、8c、8d可相对于成型单元6的四个臂 18移位,使得一旦箱子成型,模具部分可以缩回,以便沿进料器分配纸板方向的垂直方向,即通过机器的侧部,清空箱子卸载路径。
可移动的模具部分通过致动装置缩回,该致动装置可以是气动的,液压或电动的,优选是气动的。
在图5至7所示的第一个实施例中,借助于引导支撑件35,铰接的横向叶片12安装在每个模具部分8a、8b、8c、8d上,所述引导支撑件35可以通过导向缸36线性移动模具部分8a、8b、8c、8d-铰接的横向叶片12-压力机16组件,沿进料器分配纸板方向平行的方向,即通过机器的前部,清空箱子10卸载路径。
在图8所示的第二个实施例中,借助于铰接支撑件37,铰接的横向叶片12通过成型单元6的四个臂18中的一个安装在底盘11上,所述铰接支撑件可以通过旋转气缸(rotatingcylinder)38致动,使模具部分8a、8b、 8c、8d-铰接的横向叶片12组件以一定角度移动,以便沿进料器分配纸板方向平行的方向,即通过机器的前部,清空箱子10卸载路径。
一旦箱子被成型机卸载到第一传送装置40用于传送安置在机器前部的箱子10,沿进料器分配纸板方向平行的方向卸载箱子,以及到设置在机器一侧的箱子10的第二传送装置(未示出),沿进料器分配纸板方向垂直的方向卸载箱子,一个用于形成其它具有相同特性的箱子10的新循环将被启动,直到达到所需的箱子10数量。
由于传送装置具有不能超越的最大位移速度,使得轻质的箱子10不会从第一或第二传送装置移出或掉落,第一传送装置40和第二传送装置的存在可以增加成型的箱子10从机器中移送的速度而不必停止头部,直到箱子 10已移出机器的前部或侧面。可选地,第一传送装置40将成型的箱子10 放置在第二传送装置上,反之亦然。
当包装需要其它的箱子10规格时,只需要在控制面板中输入新箱子的参数,使成型单元6的规格转换装置将四个内模子部分7a、7b、7c、7d-模具部分8a、8b、8c、8d组件定位在新的箱子10的下角相对应的点上。一旦调整了机器,就改变了存储单元1中的模切纸板2。
如在图1至图4中可以观察到的,规格转换装置包括成型单元6的四个臂18,在其下端安装模具部分8a、8b、8c、8d,各自具有铰接的横向叶片 12和侧向折叠压力机16,成型单元6的四个臂18的上端悬挂在一组由一对第一电动主轴20辅助的第一横向导轨19上,用于成型单元6的四个臂 18的横向移动,因而模具部分8a、8b、8c、8d横向移动。第一横向导轨19安装在第二组纵向导轨21上,由另一对第二电动主轴22辅助,固定连接到机器的通用底盘11,用于成型单元6的四个臂18的纵向移动,因而模具部分8a、8b、8c、8d纵向移动。
第一电动主轴20和第二电动主轴22包括螺纹轴23,在每个方向上具有两个相等的螺旋部分,即一个左旋螺纹和另一个右旋螺纹,使得当电动机驱动主轴旋转时,相应的模子-模具部分组件沿相反方向移动,进一步分开或靠近在一起。因此,通过驱动不同的第一电动主轴20和第二电动主轴 22,我们实现了四个模子-模具部分组件在箱子10的每个下角上的定位,以便箱子成型。
四个内模子部分7a、7b、7c、7d安装在成型单元6的四个臂18的上端,通过导向杆24使得它们随着各自相应的模具部分8a、8b、8c、8d水平移动,以保持模子和模具之间的恒定距离。
如前所述,由四个部分7a、7b、7c、7d组成的内模子在由四个部分8a、 8b、8c、8d组成的模具内垂直并交替地移动,以使箱子10成型。在本实施例的示例中,通过电动机和旋转连杆26-曲柄机构来驱动四个内模子部分 7a、7b、7c、7d,将旋转位移转化为线性位移。通过四个第二铰接臂27,曲柄机构的端部与内模子部分7a、7b、7c、7d的导向杆24的连接实现垂直和交替位移的传递,铰接臂通过它们的外端连接到导向杆24的上端,并且通过它们的下端连接在两个滑块28上,滑块28沿第二横向导轨29滑动,连接到曲柄机构的下端。四个第二铰接臂27通过垂直旋转轴铰接,以使模子部分7a、7b、7c、7d能够水平移动。因此,当规格转换装置移动成型单元6的四个臂18以将它们定位成新规格时,四个第二铰接臂27将链接并滑动以适应新的构造,而不会失去它们与连杆26-曲柄机构的连接。
Claims (16)
1.一种多头多规格箱成型机,包括至少一个模切纸板(2)的存储单元(1),两个或更多个进料器(3),其中每个所述进料器(3)逐个分配模切纸板(2),模切纸板(2)的引导和定位装置(4),为模切纸板(2)供给粘合物质的装置,两个或更多个成型单元(6),每个所述成型单元具有至少一个可垂直移动的内模子和一个外模具,以及垂直于所述进料器(3)的卸载成型的箱子(10)的第一铰接臂(9),其中每个所述成型单元(6)的所述内模子和所述外模具分别被分为所述内模子和所述外模具的四个部分(7a,7b,7c,7d,8a,8b,8c,8d),由此使其能够在与每个箱子(10)的下角重合的点处进行水平位移和定位,当包含所述成型单元(6)的四个臂(18)的规格转换装置布置所述成型单元(6)的所述四个臂(18)以将它们定位于新的箱子规格,其中所述成型单元(6)的所述内模子和所述外模具的部分[(7a,8a),(7b,8b),(7c,8c),(7d,8d)]中的每个牢固地连接在一起移动以保持所述内模子和所述外模具之间的公差;其中,每个成型单元(6)包括致动装置(25)用以垂直和交替地移置所述内模子的四个部分(7a,7b,7c,7d),其中所述多头多规格箱成型机的特征在于:至少一个所述成型单元(6)的所述外模具的部分(8a,8b,8c,8d)相对于所述成型单元(6)的所述四个臂(18)可移置,使得一旦箱子成型,沿平行于所述进料器(3)分配纸板方向的方向清空箱子(10)卸载路径。
2.如权利要求1所述的多头多规格箱成型机,其特征在于:设置在所述成型机各个侧面上的所述成型单元(6),其所述外模具的每个部分(8a,8b,8c,8d)相对于所述成型单元(6)的所述四个臂(18)可移置,使得一旦箱子成型,沿垂直于所述进料器(3)分配纸板方向的方向清空箱子(10)卸载路径。
3.如前述任一项权利要求所述的多头多规格箱成型机,其特征在于:每一个所述外模具的每个部分(8a,8b,8c,8d)包括铰接的横向叶片(12),所述铰接的横向叶片(12)包括致动装置用以折叠所述箱子的内侧翼片(13)。
4.如权利要求3所述的多头多规格箱成型机,其特征在于:其包括弯曲板(31),所述弯曲板(31)设置在所述外模具的每个部分(8a,8b,8c,8d)的侧面,其中每个所述弯曲板(31)安装在折叠台(32)上,并连接到所述外模具的每个部分(8a,8b,8c,8d)的侧面,其中所述折叠台(32)还包括附有驱动装置(17)的压力机(16),用以折叠和按压所述箱子(10)的外侧翼片(15)。
5.如权利要求4所述的多头多规格箱成型机,其特征在于:其包括底盘(11),对于每个成型单元(6),所述底盘(11)包括所述规格转换装置的所述成型单元(6)的所述四个臂(18),其下安装有所述外模具的部分(8a,8b,8c,8d),以及它们各自的铰接的横向叶片(12)和压力机(16)。
6.如权利要求5所述的多头多规格箱成型机,其特征在于:借助于引导支撑件(35),所述铰接的横向叶片(12)安装在所述外模具的每个部分(8a,8b,8c,8d)上,所述引导支撑件(35)可以通过导向缸(36)线性移置外模具的部分(8a,8b,8c,8d)-铰接的横向叶片(12)-压力机(16)组件,清空箱子(10)卸载路径。
7.如权利要求5所述的多头多规格箱成型机,其特征在于:借助于铰接支撑件(37),所述铰接的横向叶片(12)通过所述成型单元(6)的所述四个臂(18)中的一个安装在所述底盘(11)上,所述铰接支撑件(37)可以通过旋转缸(38)致动,使外模具的部分(8a,8b,8c,8d)-铰接的横向叶片(12)组件以一定角度移动,清空箱子(10)卸载路径。
8.如权利要求5-7中任一项所述的多头多规格箱成型机,其特征在于:所述成型单元(6)的所述四个臂(18)的上端悬挂在一组由第一电动主轴(20)辅助的第一横向导轨(19)上,用于所述成型单元(6)的所述四个臂(18)的横向移动,因而所述外模具的部分(8a,8b,8c,8d)横向移动。
9.如权利要求8所述的多头多规格箱成型机,其特征在于:一组所述第一横向导轨(19)安装在一组纵向导轨(21)上,固定连接到所述成型机的所述底盘(11)上。
10.如权利要求9所述的多头多规格箱成型机,其特征在于:所述第一电动主轴(20)和第二电动主轴(22)包括螺纹轴(23),其在每个方向上具有两个相等的螺旋部分,即一个左旋螺纹和一个右旋螺纹,使得当电动机驱动主轴旋转时,相应的内模子的部分-外模具的部分组件沿相反方向移动,进一步分开或靠近在一起以将所述内模子的部分-外模具的部分组件在箱子(10)的每个下角上定位,使箱子成型。
11.如权利要求10所述的多头多规格箱成型机,其特征在于:所述内模子的四个部分(7a,7b,7c,7d)安装在所述成型单元(6)的所述四个臂(18)的上端,通过导向杆(24)使得它们随着各自对应的所述外模具的部分(8a,8b,8c,8d)水平移动,以保持所述内模子和所述外模具之间的恒定距离。
12.如权利要求11所述的多头多规格箱成型机,其特征在于:由四个部分(7a,7b,7c,7d)组成的所述内模子在由四个部分(8a,8b,8c,8d)组成的所述外模具内垂直并交替地移动,以使箱子(10)成型。
13.如权利要求12所述的多头多规格箱成型机,其特征在于:所述内模子的四个部分(7a,7b,7c,7d)通过电动机和连杆(26)-曲柄机构致动,所述连杆(26)-曲柄机构将旋转运动转换成交替的线性运动,其中所述连杆(26)的端部与所述内模子的部分(7a,7b,7c,7d)的导向杆(24)连接,通过四个第二铰接臂(27),用于传递垂直和交替运动,所述第二铰接臂(27)通过它们的上端连接到所述导向杆(24)的上端,并且通过它们的内端连接在两个滑块(28)上,所述滑块(28)在连接到所述连杆(26)-曲柄机构的所述连杆(26)下端的第二横向导轨(29)上滑动。
14.如权利要求13所述的多头多规格箱成型机,其特征在于:四个所述第二铰接臂(27)通过垂直旋转轴铰接,以使所述内模子的部分(7a,7b,7c,7d)能够水平移动,由此当规格转换装置移动所述成型单元(6)的所述四个臂(18)将它们定位成新规格时,四个所述第二铰接臂(27)将链接并滑动以适应新的构造,而不会失去它们与所述连杆(26)-曲柄机构的连接。
15.如权利要求1所述的多头多规格箱成型机,其特征在于:其包括用于转移箱子(10)的第一传送装置(40),所述第一传送装置(40)设置在所述成型机的前部,所述箱子(10)沿平行于所述进料器分配纸板方向的方向被卸载。
16.如权利要求15所述的多头多规格箱成型机,其特征在于:其还包括第二传送装置,所述第二传送装置用于转移在所述成型机的至少一侧的箱子(10),所述箱子(10)沿垂直于所述进料器分配纸板方向的方向被卸载。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16382217.4 | 2016-05-18 | ||
| EP16382217.4A EP3246152B1 (en) | 2016-05-18 | 2016-05-18 | Multiple-head multiformat box forming machine |
| PCT/ES2017/070326 WO2017198887A1 (es) | 2016-05-18 | 2017-05-17 | Máquina formadora de cajas multiformato de cabezal multiple |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN109414893A CN109414893A (zh) | 2019-03-01 |
| CN109414893B true CN109414893B (zh) | 2020-11-24 |
Family
ID=56292648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201780031066.9A Active CN109414893B (zh) | 2016-05-18 | 2017-05-17 | 多头多规格箱成型机 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US11241856B2 (zh) |
| EP (1) | EP3246152B1 (zh) |
| JP (1) | JP6923641B2 (zh) |
| CN (1) | CN109414893B (zh) |
| BR (1) | BR112018073695B1 (zh) |
| CA (1) | CA3024160A1 (zh) |
| CL (1) | CL2018003242A1 (zh) |
| DK (1) | DK3246152T3 (zh) |
| ES (1) | ES2710787T3 (zh) |
| MX (1) | MX2018014108A (zh) |
| PL (1) | PL3246152T3 (zh) |
| PT (1) | PT3246152T (zh) |
| WO (1) | WO2017198887A1 (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201900021912A1 (it) * | 2019-11-22 | 2021-05-22 | Emmeci Spa | Macchina formatrice per formare una scatola |
| NL2026844B1 (en) * | 2020-11-06 | 2022-06-27 | Blueprint Holding Bv | Box-Forming Apparatus |
| CN112895594B (zh) * | 2021-01-20 | 2023-02-28 | 蓝山县嘉鸿彩印有限公司 | 全自动勾底糊盒机 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2015202A (en) * | 1932-01-14 | 1935-09-24 | Stokes & Smith Co | Method of forming boxes |
| DE2418694C2 (de) * | 1974-04-18 | 1984-11-08 | Astra-Werke Gmbh Druck + Verpackung, 6630 Saarlouis | Verfahren und Vorrichtung zur Herstellung von Klapp- oder Stülpdeckel- Schachteln |
| US5024641A (en) * | 1987-03-06 | 1991-06-18 | Vega Automation | Programmable dynamically adjustable plunger and tray former apparatus |
| JPH05208463A (ja) * | 1991-03-08 | 1993-08-20 | James River Corp Of Virginia | プレート形成ダイセット |
| ES2066669B1 (es) * | 1992-07-16 | 1995-10-16 | Boix Maquinaria Sa | Mejoras introducidas en moldes para la formacion de cajas de carton. |
| EP0761424A1 (de) * | 1995-08-31 | 1997-03-12 | Gietz + Co. | Schalen-Aufrichte- und Klebemaschine |
| ES2179739B1 (es) * | 2000-06-29 | 2004-04-16 | Los Pinos, Finca Agricola, S.L. | Dispositivo para la conformacion y armado de cajas de carton. |
| DE20019140U1 (de) * | 2000-11-10 | 2001-03-01 | Somic Sondermaschinenbau für innerbetrieblichen Transport GmbH Co. KG, 83512 Wasserburg | Vorrichtung zum Verformen von flachliegenden Kartonzuschnitten und damit hergestellter Karton |
| US20090170678A1 (en) * | 2007-12-28 | 2009-07-02 | Weyerhaeuser Co. | Container-forming assembly |
| AU2009310639A1 (en) * | 2008-10-31 | 2010-05-06 | Australian Packaging Solutions | Assembly of a cardboard tray |
| PL2450180T3 (pl) * | 2010-11-05 | 2014-02-28 | Tavil Indebe S A U | Urządzenie do formowania wieloformatowych pudełek |
| JP3176088U (ja) * | 2012-03-26 | 2012-06-14 | 積水化成品工業株式会社 | 製函装置 |
| CN202846950U (zh) * | 2012-10-26 | 2013-04-03 | 张银国 | 一种纸盒成型机 |
| US20140155238A1 (en) * | 2012-12-05 | 2014-06-05 | Delkor Systems, Inc. | Multiple Blank Carton Former and Carton Production Method |
| AR093586A1 (es) * | 2013-11-21 | 2015-06-10 | Oscar Nemi Elio | Maquina para armar cajas de carton por pasos manteniendo el escuadrado |
| CN103662182B (zh) * | 2013-12-05 | 2018-09-21 | 迈巴赫机器人(昆山)有限公司 | 纸箱成型机 |
| US10913231B2 (en) * | 2018-10-10 | 2021-02-09 | International Paper Company | Machine for forming containers |
-
2016
- 2016-05-18 ES ES16382217T patent/ES2710787T3/es active Active
- 2016-05-18 PT PT16382217T patent/PT3246152T/pt unknown
- 2016-05-18 PL PL16382217T patent/PL3246152T3/pl unknown
- 2016-05-18 EP EP16382217.4A patent/EP3246152B1/en active Active
- 2016-05-18 DK DK16382217.4T patent/DK3246152T3/en active
-
2017
- 2017-05-17 BR BR112018073695-3A patent/BR112018073695B1/pt active IP Right Grant
- 2017-05-17 US US16/301,274 patent/US11241856B2/en active Active
- 2017-05-17 MX MX2018014108A patent/MX2018014108A/es unknown
- 2017-05-17 CA CA3024160A patent/CA3024160A1/en active Pending
- 2017-05-17 JP JP2019513488A patent/JP6923641B2/ja active Active
- 2017-05-17 WO PCT/ES2017/070326 patent/WO2017198887A1/es active Application Filing
- 2017-05-17 CN CN201780031066.9A patent/CN109414893B/zh active Active
-
2018
- 2018-11-15 CL CL2018003242A patent/CL2018003242A1/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| BR112018073695B1 (pt) | 2022-09-20 |
| US11241856B2 (en) | 2022-02-08 |
| PL3246152T3 (pl) | 2019-07-31 |
| CL2018003242A1 (es) | 2019-04-05 |
| EP3246152A1 (en) | 2017-11-22 |
| WO2017198887A1 (es) | 2017-11-23 |
| DK3246152T3 (en) | 2019-03-11 |
| JP2019516596A (ja) | 2019-06-20 |
| CA3024160A1 (en) | 2017-11-23 |
| BR112018073695A2 (pt) | 2019-02-26 |
| PT3246152T (pt) | 2019-02-19 |
| ES2710787T3 (es) | 2019-04-26 |
| US20200316896A1 (en) | 2020-10-08 |
| JP6923641B2 (ja) | 2021-08-25 |
| CN109414893A (zh) | 2019-03-01 |
| EP3246152B1 (en) | 2018-11-14 |
| MX2018014108A (es) | 2019-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2450180B1 (en) | Multiformat box forming machine | |
| CN109625365B (zh) | Pos机自动装配线及方法 | |
| CA2755108C (en) | Methods and a machine for forming multiple types of containers | |
| CN109414893B (zh) | 多头多规格箱成型机 | |
| CN203267278U (zh) | 一种全自动纸质包装盒折边成型机 | |
| CN108438326B (zh) | 小包装产品二次装袋装置 | |
| CN206254553U (zh) | 一种新型纸箱切割装置 | |
| US11504935B2 (en) | Machine for forming cardboard boxes from flat plates | |
| CN208359580U (zh) | 一种拼板式多功能制盒机 | |
| CN210175244U (zh) | 一种全自动纸盒开盒机 | |
| CN114789822A (zh) | 一种纸箱自动成型封箱设备 | |
| CN111470079A (zh) | 一种折盖封箱机 | |
| CN112078182A (zh) | 一种包装盒自动化成型系统及方法 | |
| CN117184551A (zh) | 血液制品包装装置 | |
| CN110202829A (zh) | 一种自动纸盒成型机 | |
| CN212472558U (zh) | 一种包装盒自动化成型系统 | |
| CN209832766U (zh) | 一种全自动连体盖纸盒成型机及其送料装置 | |
| CN112895594B (zh) | 全自动勾底糊盒机 | |
| CN215852185U (zh) | 一种进盒机构、装盒机 | |
| CN109353602B (zh) | 一种礼品自助机 | |
| CN212171448U (zh) | 一种糊盒机 | |
| ITBO20000327A1 (it) | Macchina automatica ad alta produzione per l'imballaggio di prodotti in scatole di cartone , preferibilmente del tipo con vassoio , formate | |
| CN112499234A (zh) | 一种高速凸轮包面纸机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 40005383 Country of ref document: HK |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |