CN1090291C - 隔膜装置及其制造方法 - Google Patents
隔膜装置及其制造方法 Download PDFInfo
- Publication number
- CN1090291C CN1090291C CN95109519A CN95109519A CN1090291C CN 1090291 C CN1090291 C CN 1090291C CN 95109519 A CN95109519 A CN 95109519A CN 95109519 A CN95109519 A CN 95109519A CN 1090291 C CN1090291 C CN 1090291C
- Authority
- CN
- China
- Prior art keywords
- resin
- center disk
- disk parts
- barrier film
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B43/00—Machines, pumps, or pumping installations having flexible working members
- F04B43/0009—Special features
- F04B43/0054—Special features particularities of the flexible members
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/02—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents
- F04C18/0207—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents both members having co-operating elements in spiral form
- F04C18/0246—Details concerning the involute wraps or their base, e.g. geometry
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B43/00—Machines, pumps, or pumping installations having flexible working members
- F04B43/02—Machines, pumps, or pumping installations having flexible working members having plate-like flexible members, e.g. diaphragms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/02—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents
- F04C18/0207—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents both members having co-operating elements in spiral form
- F04C18/0246—Details concerning the involute wraps or their base, e.g. geometry
- F04C18/0269—Details concerning the involute wraps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J3/00—Diaphragms; Bellows; Bellows pistons
- F16J3/02—Diaphragms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/755—Membranes, diaphragms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05B—INDEXING SCHEME RELATING TO WIND, SPRING, WEIGHT, INERTIA OR LIKE MOTORS, TO MACHINES OR ENGINES FOR LIQUIDS COVERED BY SUBCLASSES F03B, F03D AND F03G
- F05B2210/00—Working fluid
- F05B2210/10—Kind or type
- F05B2210/11—Kind or type liquid, i.e. incompressible
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/494—Fluidic or fluid actuated device making
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Reciprocating Pumps (AREA)
- Diaphragms And Bellows (AREA)
- Diaphragms For Electromechanical Transducers (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
一隔膜装置具有一不需使用金属部件的中心圆盘。该中心圆盘包括由树脂制成的第一和第二中心圆盘部件,并把树脂隔膜围住在它们之间。第一中心圆盘部件在形成树脂注入空间的内圆周壁上具有一向内方向的内凸缘,第二中心圆盘部件包括一利用注入树脂形成的树脂模制体,并具有一向外方向的外凸缘。一部分隔膜夹持于内凸缘和外凸缘之间。
Description
本发明涉及一种隔膜装置及其制造方法,在此装置中,其上固定有支承杆的中心圆盘或其类似物不需要用任何金属制的部件。按照本发明的隔膜装置用于在半导体加工过程中处理腐蚀溶液的流量控制阀或泵装置中是比较理想的。
图14和图15所示是用于半导体加工过程中处理腐蚀溶液的流量控制阀和泵装置中的传统隔膜装置的结构的示意图。
图14局部地示出了按现有技术构成的、具有隔膜2和中心圆盘3的隔膜装置1。图15示出的是图14的隔膜装置1的纵向剖面图。其中的中心圆盘3包括一设置于液体接触侧用以同腐蚀溶液接触的中心圆盘部件4,和一中心圆盘部件5,后者设置在不与液体接触的一侧,即位于相对于介于两中心圆盘部件4、5之间的隔膜2来说的另一相对侧上。与液体接触一侧上的中心圆盘部件4包括一氟塑料合成树脂体6和为了加强合成该树脂体6而设置的一金属部件7。中心圆盘部件4的金属部件7外覆一层氟塑料。由氟塑料或其同类物制成的隔膜2,在非液体接触侧上的中心圆盘部件5和金属部件7均形成有一能让支承杆8穿过的通孔。金属部件的内圆周壁有螺纹部分9,用以螺接支承杆8。通过支承轴8上的螺纹部分10同金属部件7上的螺纹部分9的啮合,隔膜2便被夹持于液体接触侧的中心圆盘部件4同非液体接触侧的中心圆盘部件5之间。一O型密封圈11作为一密封部分装于非液体接触侧的中心圆盘部件5的通孔的内圆周壁上。安装O型密封圈11的目的是使得与中心圆盘部件4接触的液体不会通过通孔而流到非液体接触侧。
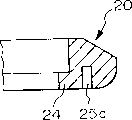
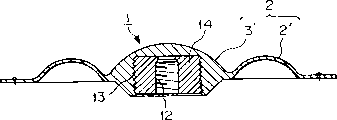
图16和图17示出了现有技术的隔膜装置的另一个例子。图16是一局部地示出了隔膜2和中心圆盘3形成一体的隔膜装置1的结构的平面图。图17是示出的是图16的隔膜装置1的纵向剖面图。该已有技术的隔膜装置1是通过机械切削一合成树脂坯料以整体地形成一中心圆盘部分3′以及一薄膜部分2′,同时,使用一金属部件14,该金属部件14的内圆周有一螺纹部件12以固定支承杆8其外圆周有一螺纹部分13以装入一位于中心圆盘3′的相应的螺纹孔内,从而把金属部件14与中心圆盘部分3′螺接起来。
在使用该隔膜装置的半导体加工过程中,当用于腐蚀溶液的流量控制阀或泵装置中的隔膜装置发生破损或疲劳而发生液体或其同类物的渗漏时,金属部件将被腐蚀溶液溶解,因而使腐蚀溶液受到金属离子的污染。如果加工半导体中所用的腐蚀溶液中的这种金属离子的浓度超过40ppb,结果将导致开关特性的不稳定,这对半导体来说将是致命的。因为这意味着,生产线必须中止并进行清洗工作,因此将造成相当可观的经济损失,尤其是半导体的集成化程度非常高的今天。
由于传统的隔膜装置使用金属部件作为构造元件,前面提到的污染基本上是不可避免的。另外,在图14和图15所示的传统隔膜装置的结构中,由于隔膜需要形成通孔来支持支承杆,以及靠支承杆来把隔膜夹持于液体接触侧和非液体接触侧的两中心圆盘部件之间,所以是很不利的。其结果是,保持隔膜的力在严峻的工作条件下减弱,隔膜出现液体从装支承杆的通孔中泄漏的情况。这种泄漏很难防止。还有,隔膜装置的工作寿命将因金属部件的腐蚀而缩短。另一方面,图16和图17所示隔膜装置的一个缺点是,中心圆盘部分的合成树脂会发生破裂而使腐蚀溶液接触到金属部件,因而造成金属离子流到液体接触侧而污染腐蚀溶液。此外,金属部件会腐蚀并缩短隔膜装置的使用寿命。并且,此隔膜装置制造起来困难而且昂贵。
因此,本发明的第一个目的在于提供一隔膜装置,它根本不用任何金属部件来用于支承杆、隔膜和中心圆盘,并且隔膜没有用于支承杆的通孔。
本发明的第二个目的在于提供一种制造该隔膜装置的方法。
按照本发明,第一个目的靠提供一种具有以下部件的隔膜装置来达到:该装置有一由树脂制成的、围绕着树脂制隔膜的、包括第一和第二中心圆盘部件的中心圆盘,该第一中心圆盘部件在形成一树脂注入空间内圆周壁上具有一向内的内凸缘,该第二中心圆盘部件包括一用树脂浇注形成的树脂模制体并具有一向外方向的外凸缘,隔膜的一部分由内凸缘和外凸缘所夹持。更具体地说,上面固定有支承杆的中心圆盘包括一对由树脂制成的第一和第二中心圆盘部件,所述两中心圆盘位于隔膜相应侧上。第一中心圆盘部件具有一位于中心位置的充注树脂的树脂注入空间和一形成树脂注入空间的内圆周壁,该内圆周壁制成具有一向内突出的内凸缘。第二中心圆盘部件由至少一个用树脂模制成的树脂模制体构成。此树脂模制体具有一位于树脂浇注空间内的向外突出的第一外凸缘,及一位于树脂浇注空间外的第二外凸缘,它与第一外凸缘相配合从内凸缘厚度方向上的两侧围住内凸缘。隔膜沿形成树脂浇注空间的内圆周壁设置并与其紧密接触,一部分隔膜夹持于内凸缘和第一及第二外凸缘之间。
本发明隔膜装置的第二中心圆盘部件具有一由树脂制成的加强中心圆盘部件。更具体地说,第二中心圆盘具有一加强中心圆盘部件,它由树脂制成,隔着中间隔膜与第一中心圆盘部件相对。该加强中心圆盘部件具有一位于中心位置的充有树脂的树脂浇注空间。
本发明的隔膜装置的另一特点在于第一中心圆盘部件的内圆周壁制成具有齿形的表面。具体地说,形成第一中心圆盘部件中的树脂浇注空间的内圆周壁上、沿着圆周方向形成有分散应力的齿形突起部分,此应力在旋转方向上形成并作用于第二中心圆盘部件和隔膜之上。
本发明的隔膜装置的又一特点在于第一中心圆盘部件的内凸缘具有一倾斜的表面用于防止树脂模制体的移动。具体地说,在上面提及的两外凸缘中,位于第一中心圆盘部件的树脂浇注空间内的第一外凸缘包括一小直径的凸缘,位于第一中心圆盘部件的树脂浇注空间外的第二外凸缘包括一大直径的凸缘。第一中心圆盘部件的内凸缘的厚度方向上的一个端面,即靠近小直径凸缘一侧的端面,制成一倾斜的表面。当内凸缘在树脂模制体可能发生移动的方向上产生变形时,此倾斜表面便施加一阻止移动发生的反抗力。另外,可在第一中心圆盘部件中与倾斜表面相对的表面上提供一环形槽。
本发明的隔膜装置的还有一个特点在于第一中心圆盘部件的内圆周壁制有一周向延伸的倾斜肋条以防止移动,具体地说,为了当内凸缘在树脂模制体可能发生移动的方向上产生变形时在此方向上施加一抵抗力以防止树脂模制体的移动,第一中心圆盘部件中形成树脂浇注空间的内圆周壁上制有一周向延伸的倾斜肋条,该肋条在厚度方向上与内凸缘之间有一定距离。
本发明的隔膜装置的再一特点在于树脂模制体制有一螺纹部分。具体地说,第二中心圆盘部件制有一用于固定一支承杆的螺纹部分。
本发明的隔膜装置的第一中心圆盘部件是一在与流体接触侧的中心圆盘部件,第二中心圆盘部件是一在不与液体接触一侧上的中心圆盘部件。
按照本发明,第二个目的是通过提供一种制造完全由树脂材料构成的隔膜装置的方法来达到的,该方法包括这样的步骤:把一由树脂制成的中心圆盘部件和一薄片状的由树脂制成的隔膜设置于模具型腔中,把树脂注入型腔并任其硬化以使中心圆盘部件从隔膜厚度方向上的两边夹持住隔膜。
在这种加工的一具体实例中,一由树脂制成的第一中心圆盘部件预先被设置于模具的型腔中。该第一中心圆盘部件具有一位于中心位置的树脂注入空间用以在高压下注入用作固定支承杆的中心圆盘结构材料的注塑树脂,和一形成树脂注塑空间的内圆周壁,该内圆周壁制有一向内突出的内凸缘。一薄的板片状的亦由树脂制成的隔膜被预先置于模具型腔中,然后树脂在高压下通过模子中的一树脂注入口被注入树脂注入空间,从而在使隔膜中心部分变形的同时,使得隔膜与形成树脂注入空间的第一中心圆盘部件的内圆周壁紧密接触。注入的树脂经过一段硬化时间后形成一树脂模制体用作一第二中心圆盘部件,该部件具有一位于树脂注入空间内的内外突出的第一外凸缘和一位于树脂注入空间外的第二外凸缘,它与第一外凸缘相配合从内凸缘厚度方向上的两侧围住内凸缘。这样就形成了一种完全由树脂材料构成的隔膜装置,其中隔膜被从其厚度方向上的两侧夹持于第一和第二外凸缘及内凸缘之间。
在一较佳实施例中,一种制造一完全由树脂材料构成的隔膜装置的方法包括这样的步骤:把一由树脂制成的中心圆盘部件和一由树脂预先模制成的薄片状隔膜置于模具的型腔中,然后把树脂注入树脂注入空间,让树脂凝固以使预先模制的隔膜与中心圆盘部件合成一体。
在另一较佳实施例中,一种制造一完全由树脂材料构成的隔膜装置的方法包括这样的步骤:把一由树脂制成的中心圆盘部件和一由树脂制成的薄片状隔膜置于一模具的型腔中,利用吹模法把一部分隔膜变形为规定的形状,然后把树脂注入树脂注入空间,让树脂凝固以使先前模制的隔膜与中心圆盘部件合成一体。
本发明的制造方法的另一特点在于把一由树脂制成的加强中心圆盘部件置于模具的型腔中用以围住隔膜,利用注入树脂把中心圆盘部件和隔膜合成一体以制成一种完全由树脂材料构成的隔膜装置。更具体地说,本发明的制造方法包括这样的步骤,即把一由树脂制成并具有一位于中心位置的,用于在高压下注入树脂的树脂注入空间的加强中心圆盘部件置于模具型腔中与第一中心圆盘部件的相对侧以将隔膜围在它们之间,然后把树脂注入该树脂注入空间而把第一中心圆盘部件和隔膜同用作第二中心圆盘部件的树脂模制体合成一体,从而制成一种完全由树脂材料构成的隔膜装置。
按照本发明的隔膜装置,构成其上固定有树脂支承杆的中心圆盘的所有结构部分都完全由树脂材料构成。因此,本发明的隔膜装置对于用于制造需避免被金属离子污染的流体泵装置和流量控制阀,以及制造需要耐化学品的泵装置和流量控制阀来说是理想的。隔膜无需提供一用于支承杆的通孔。通孔是现有技术中造成渗漏的原因。
按照本发明,树脂在高压被注入第一中心圆盘部件的树脂注入空间。第一中心圆盘部件具有一位于中心位置的树脂浇入空间用以在高压下注入树脂作为固定支承杆的中心圆盘的构造材料,和一形成树脂注入空间的内圆周壁,该内圆周壁制有一向内突出的内凸缘。通过注入树脂,当隔膜的中心部分变形时,隔膜便被迫与形成树脂注入空间的内圆周壁紧密地接触。注入树脂被允许一段时间的硬化以形成一树脂模制体而用作第二树脂中心圆盘部件,该部件具有一位于树脂注入空间内的向外突出的第一外凸缘和一位于树脂注入空间外的第二外凸缘,它与第一外凸缘相配合从内凸缘厚度方向上的两侧围住内凸缘。由此,一种牢固的、一体化的、完全由树脂构成的隔膜装置便被制成,而无需一繁复的装配工序。
本发明其他的特性和优点将在下面结合附图所作的详细描述中清楚地体现出来,所有附图中相同的参考符号都表示相同或相似的部件。
图1是一示出本发明的一实施例的纵向剖面图;
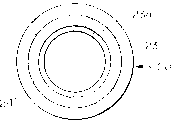
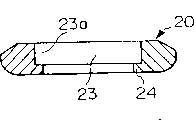
图2是一示出图1中第一圆盘部件的平面图;
图3是图2中所示第一中心圆盘的纵向剖面图;
图4是本发明的隔膜装置的另一实施例的纵向剖面图;
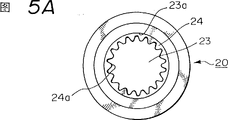
图5A和5B示出了图1中所示第一中心圆盘部件的第一改进方案,其中图5A是一平面图,图5B是一纵向剖面图;
图6A和6B示出了图1中所示第一中心圆盘部件的第二改进方案,其中图6A是一平面图,图6B是一纵向剖面图;
图7A和7B示出了图1中所示的第一中心圆盘部件的第三改进方案,其中图7A是一平面图,图7B是一纵向剖面图;
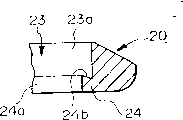
图8A和8B是用以描述图1中的第一中心圆盘部件的一更有用的改进方案的基本简图,其中图8A是一平面图,图8B是一纵向剖面图;
图9A~9D示出了图8A、8B中的中心圆盘部件的改进方案,其中图9A是一改进方案的局部放大图并示出在变形前的中心圆盘部件,图9B表示在变形后的中心圆盘部件,图9C是另一改进方案的局部放大图,图中在倾斜面的对面的一侧有一环形槽,并且示出的是在变形前的中心圆盘部件,图9D表示在变形后的中心圆盘部件;
图10A和10B示出了图8A、8B中的第一中心圆盘部件的另一改进方案,其中图10A是一改进方案的局部放大图并示出变形前的第一中心圆盘部件,图10B示出在变形后的第一中心圆盘部件;
图11是用以描述按照本发明的制造隔膜装置的方法的一实例的剖面图,它示出了置于模具中的一第一中心圆盘部件、一隔膜和一加强中心圆盘部件;
图12A~12C是用以描述将树脂注入模具的示意图,其中图12A示出了树脂在高压下通过一树脂注入口注入模具的方式,图12B示出了隔膜的中心部分通过树脂的高压注入而变形的方式,图12C示出了树脂完全充满树脂注入空间并硬化的情况;
图13是一用以描述固定支承杆的螺纹部分的形成的纵向剖面图;
图14是一局部地示出了按现有技术构成隔膜装置的一隔膜和中心圆盘的平面图;
图15是一示出了图14的隔膜装置的纵向剖面图;
图16是现有技术的隔膜装置的另一实例,它是一局部地示出了隔膜和中心圆盘形成一体的隔膜装置的结构的平面图;
图17是一图16中示出的隔膜装置的纵向剖面图。
下面将参照附图详细描述本发明的较佳实施例。
图1到图3示出了本发明的隔膜装置的一实施例,其中图1是此隔膜装置的一纵向剖面图。如图1所示,本发明的该隔膜装置包括一由树脂制成的并形成了一上面固定一由树脂制成的支承杆(图中未出)的中心圆盘的中心圆盘部件20。一加强中心圆盘部件21由树脂制成并隔着中间树脂隔膜元件22与第一中心圆盘部件20相对。如图2和图3所示,第一中心圆盘部件20具有一位于中心位置的注入树脂的树脂注入空间23,这一点以后要加以描述。第一种隔膜装置20还包括一形成树脂注入空间23的环形内圆周壁23a,该内圆周壁23a在对着加强中心圆盘部件21的一侧制有一向内方向的环形内凸缘24。加强中心圆盘部件21具有一位于中心位置的充树脂的树脂注入空间25,和一形成树脂注入空间25的环形内圆周壁25a。该内圆周壁25a在对着第一中心圆盘部件20的一侧制有一向内方向的环形内凸缘26。通过一种以后将描述的制造方法,树脂注入空间23和25充入一作为第二中心圆盘部件28的位于与第一中心圆盘部件20相对的隔膜22另一侧的树脂模制体29。该树脂模制体29具有一位于树脂注入空间23内的向外突出的第一外凸缘30和一位于树脂注入空间23外的第二外凸缘31,它同第一外凸缘30相配合从内凸缘24厚度方向上的两侧围住内凸缘。位于第一中心圆盘部件20的树脂注入空间23内的第一外凸缘30包括一小直径的凸缘,位于第一中心圆盘部件20的树脂注入空间23外的第二外凸缘31包括一大直径的凸缘。隔膜22沿着内圆周壁23a并与形成树脂注入空间23的内圆周壁23a紧密接触,一部分隔膜22被夹持于内凸缘24和第一及第二外凸缘30和31之间。树脂模制体29制有一用于固定一支承杆的螺纹部分32。
诸如PFA、PTFE和PVC之类的树脂材料可用来制第一中心圆盘部件20,诸如PFA、PTFE、PEEK和PVC之类的树脂材料可用来制加强中心圆盘部件21。此外,诸如PTFE、PFA和HYTREL的树脂材料可用来制隔膜22,诸如PFA、PEEK和PVC的树脂材料可用来制树脂模制体29。本发明的该隔膜装置可利用结合相同或不同类型的这些树脂材料来制成。这些树脂的正式名称在下面说明。支承杆也可由一相似的树脂材料构成。
前面提及的树脂材料的全称如下:
PFA:全氟烷氧基氟塑料(perfluoroalkoxy fluoroplastic)
PTFE:聚四氟乙烯(polytetrafluoroethylene)
PVC:聚氯乙烯(polyvinyl chloride)
PEEK:聚醚酮醚(polyetheretherketone)
HYTRELTM(杜邦):热塑性高弹体(thermoplastic elastomer)
按照该实施例,第二中心圆盘部件28包括加强中心圆盘部件21和树脂模制体29。然而,如图4所示,第二中心圆盘部件28也可单独由树脂模制体29构成。
当该隔膜装置被使用在一用于半导体加工过程中供应腐蚀溶液或其同类物的泵装置或流量控制阀中时,该隔膜装置以这一方式安装在泵装置或流量控制阀中;第一中心圆盘部件20是与溶液接触的一侧而第二中心圆盘部件28是不与溶液接触的一侧。
下面将详细描述本发明的该隔膜装置的一改进方案。
图5A和图5B示出了一本发明的第一中心圆盘部件20的第一改进方案。如图5A和图5B所示,内凸缘24的内圆周壁24a制有一沿形成树脂注入空间23的内圆周壁23a的圆周方向的正弦形齿部分33。齿形部分33分散了在旋转方向上产生的作用于隔膜22和用作第二中心圆盘部件28的树脂模制体29的应力。
图6A和图6B示出了一本发明的第一中心圆盘部件20的第二改进方案。如图6A和图6B所示,内圆周壁23a上没有制内凸缘24a的部分制有一沿内圆周壁23a的圆周方向的正弦形齿部分33。齿形部分33分散了在旋转方向上产生的、作用于隔膜22和作为第二中心圆盘部件28的树脂模制体29的应力。
按照第一和第二改进方案,树脂模制体29的接触面积可以增大,隔膜装置的耐用性得以提高而无需增加隔膜22的延伸性的程度。
应指出的是,第二改进方案的结构和第一改进方案的结构也可以结合起来使用。
图7A和图7B示出了一本发明的第一中心圆盘部件20的第三改进方案。如图7A和图7B所示,内凸缘24的内圆周壁24a上制有等角分布的突起部分35,其轮廓34a是一个个假想圆34的圆弧。突起部分35制于形成树脂注入空间23的内圆周壁23a的圆周方向上,它们分散了在旋转方向上产生的、作用于隔膜22和作为第二中心圆盘部件28的树脂模制体29的应力。数字36表示假想圆34的中心点的轨迹。
图8A和图8B是用于描述本发明的第一中心圆盘部件20的、下面要叙述的一更有用的改进方案的基本简图。如果凸缘24如图8A和图8B所示在其厚度方向上的一端面24b垂直于隔膜22能移动的方向(如图8B中的箭头A所示)。则内凸缘24当它在允许树脂模制体移动的方向上变形时就有可能会滑动。
图9A是一改进方案的局部放大图,它示出了一种防止前面提及的树脂模制体29移动的改进方案。当内凸缘24在允许模制体29脱出的方向由于隔膜的移动而发生变形时,树脂模制体29本来是有可能跟着发生移位的。如图9A所示,在内凸缘24厚度方向上的一端面24a,即位于靠近小直径凸缘30一边上的端面,被制成一倾斜的表面。当内凸缘24在树脂模制体29可能发生移动的方向上产生变形时,该倾斜表面施加一相反的力以防止此移动或移位发生。按照具有图9A所示结构的第一中心圆盘部件20,由内圆周壁23a和端面24b所形成的角是一锐角,如图9B所示,即使当内凸缘24在一本来将使树脂模制体29产生移动的方向上发生变形时亦是如此。因此,能可能地防止树脂模制体29从第一中心圆盘部件20中脱出。如图9C和图9D所示,在与倾斜表面一相对面上的第一中心圆盘部件20的表面上制有一连续的或间断的环形槽25C。槽25C允许第一中心圆盘部件20在直径方向上向外发生挠曲,以致大大减小了试图移动树脂模制体29的力。
图10A是另一改进方案的局部放大图,它示出了一种防止前面提及的树脂模制体29移动的改进方案。树脂模制体29的这种移动本来在内凸缘24由于隔膜22的移动而在允许树脂模制体29从第一中心圆盘部件20中脱出的方向上发生变形时可能发生的。为了在这一方向上施加一反抗力以防止当内凸缘24在这一方向上产生变形时树脂模制体29发生移动,形成第一中心圆盘部件20的树脂注入空间23的内圆周壁23a上制有一周向延伸的倾斜肋条37,它与内凸缘在厚度方向上有一定的间隔。按照具有图10A所示结构的第一中心圆盘部件20,由内圆周壁23a和倾斜肋条37所形成的角是一锐角,如图10B所示,即使当内凸缘24在一本来将使树脂模制体29产生移动的方向上发生变形亦是如此。因此,能可靠地防止树脂模制体29从第一中心圆盘部件20中脱出。而且,倾斜肋条37和内凸缘24都起着能防止树脂模制体29的移动的作用,因此绰绰有余,从而能更可靠地防止树脂模制体29从第一中心圆盘部件20中脱出。
图11和图12描述了制造本发明的隔膜装置的一种方法的实例。下面的描述是针对具有图1所示结构的隔膜装置进行的。
如图11和图12所示,数字38表示一作为固定模具部分的分模,数字39表示一作为活动模具部分的分模。分模38具有一型腔40。型腔40具有一与加强中心圆盘部件21大体一致的形状,分模38上有一高压树脂的注入口41,及一直浇口42。加强中心圆盘部件21被预先置于型腔40中它的树脂注入空间25对着直浇口42,分模39具有型腔43和44。型腔43具有一与第一中心圆盘部件20大体一致的形状,型腔44具有一与薄片状隔膜22一致的形状。第一中心圆盘部件20被预先固定于型腔43中,它的树脂注入空间33与树脂注入空间25相对。隔膜22置于型腔44中时隔膜中心部分22a位于树脂注入空间23和树脂注入空间25之间。
如图12A所示,分模39与分模38紧密接触,通过浇注口41和直浇口42注入树脂45。利用在高压和在预定流化温度下使树脂45从模制机中射出而使树脂注入树脂注入空间25。如图12B所示,由于注入树脂45的热量和注入压力,使得隔膜22的中心部分22a朝着树脂注入空间23内变形。由于注入树脂45的导入,使隔膜22的中心部分22a与第一中心圆盘部件20的内圆周壁23a紧密接触。当树脂注入空间23和25充满树脂45后,后者经过一段规定的时间而硬化。如图12C所示,注入树脂45的硬化形成了作为第二中心圆盘部件28的树脂模制体29,它具有位于树脂注入空间23内的向外突出的第一外凸缘30和位于树脂注入空间23外的第二外凸缘31,后者与第一外凸缘30相配合从内凸缘24厚度方向上的两边围住内凸缘24。这样就制成了一种完全由树脂材料构成的隔膜装置,其中隔膜22被从其厚度方向上的两面夹持于第一和第二外凸缘30和31及内凸缘24之间。
按照这种制造方法,第一中心圆盘部件20、隔膜22和加强中心圆盘部件21同作为第二中心圆盘部件28和树脂模制体29合为一体,因而使得制造一种完全由树脂材料构成的隔膜装置成为可能。然而,如果要制造具有图4所示结构隔膜装置,只要将分模38的型腔40改成相应的形状就可以。
利用以上描述的制造方法,在高压下导入的树脂使隔膜中心部分变形,因而形成了中心圆盘的树脂注入空间和模制体。然而,也可以通过如下的方法来制造上面提及的隔膜装置,这种方法包括先把一中心圆盘部件固定到一如图12C所示种类的预先模制的隔膜上,然后将它们固定于一模具中,接着在大气压下把树脂注入树脂注入空间内并让树脂硬化以使预先模制成的隔膜与中心圆盘部件合成一体。另一种方法是,上述隔膜可用高压空气靠吹模法吹来制造,而不用图12A~图12C的注入树脂的方式。然后可用上面描述的方法在大气压下注入树脂来制造隔膜装置。
应指出的是,固定支承杆的螺纹部分32是在构成隔膜装置的树脂模制体从分模38、39中取出后,靠施加切削工作来形成,如图13中所示。
由于采用上面描述的结构,本发明的隔膜装置的一个优点在于固定支承件的中心圆盘无需提供一由金属制成的部件。此外,此隔膜装置无需把隔膜制有一让支承杆通过的通孔便可被制成。
按照本发明的隔膜装置的制造方法,制造固定支承杆的中心圆盘毋需使用金属部件,因此,隔膜装置的制造既容易又便宜,同时,也可以减轻隔膜装置的重量。
由于在不脱离本发明的精神和范围的情况下,还可以有许多实施本发明的不同方式,因此,应予理解的是本发明不限于所述具体实施例,而应如所附权利要求所述。
Claims (13)
1.一种隔膜装置,包括由树脂制成的一中心圆盘和一隔膜;
所述中心圆盘,包括由树脂制成的、围住介于它们之间的隔膜的第一和第二中心圆盘部件;
所述第一中心圆盘部件,具有一形成树脂注入空间的内圆周壁和一位于内圆周壁上的向内方向的内凸缘;
所述第二中心圆盘部件,包括一用注入树脂形成的树脂模制体和具有一向外方向的外凸缘;
夹持于内凸缘和外凸缘之间的一部分隔膜。
2.如权利要求1所述的隔膜装置,其特征在于,所述第二中心圆盘部件具有一由树脂制成的加强中心圆盘部件。
3.如权利要求1或2所述的隔膜装置,其特征在于,第一中心圆盘部件的内圆周壁具有一齿形表面。
4.如权利要求1到3的任一项权利要求所述的隔膜装置,其特征在于,所述第一中心圆盘部件的内凸缘具有一倾斜的表面用于防止树脂模制体的移动。
5.如权利要求1到4的任一项权利要求所述的隔膜装置,其特征在于,所述第一中心圆盘部件的内圆周壁上制有一周向延伸的倾斜肋条用于防止树脂模制体的移动。
6.如权利要求1到5的任一项权利要求所述的隔膜装置,其特征在于,所述树脂模制体制有一螺纹部分用于固定一支承杆。
7.如权利要求1到6的任一项权利要求所述的隔膜装置,其特征在于,该第一中心圆盘部件是一位于与液体接触侧的中心圆盘部件,而第二中心圆盘部件是一位于不与液体接触侧的中心圆盘部件。
8.一种制造一完全由树脂材料构成的隔膜装置的方法,包括步骤:
把一由树脂制成的中心圆盘部件置于一模具的型腔中;
把一由树脂制成的薄片状的隔膜置于该模具的型腔中;
把树脂通过一模具的树脂浇注口注入该模具的型腔中,从而在一部分隔膜变形的同时,使得该部分隔膜与中心圆盘部件的内圆周壁紧密接触;
让树脂硬化以使隔膜被中心圆盘部件从其厚度方向上的两边夹持住。
9.如权利要求8所述的方法,还包括步骤:
把一由树脂制成的加强中心圆盘部件置于该模具的型腔中以围住隔膜;
用树脂使中心圆盘部件和隔膜合成一体。
10.一种制造一完全由树脂材料构成的隔膜装置的方法,包括步骤:
把一由树脂制成的中心圆盘部件和一由树脂预先模制的片状隔膜置于一模具的型腔中,
把树脂注入一树脂注入空间,
让树脂凝固以使预先模制的隔膜与中心圆盘部件合成一体。
11.如权利要求10所述的方法,还包括步骤:
把一由树脂制成的加强中心圆盘部件置于该模具的型腔中以围住隔膜;
用树脂使中心圆盘部件与隔膜合成一体。
12.一种制造一完全由树脂材料构成的隔膜装置的方法,包括步骤:
把一由树脂制成的中心圆盘部件和一由树脂制成的薄片状隔膜置于一模具的型腔中;
利用吹模法使一部分隔膜变形为预定的形状;
然后再把树脂注入一树脂注入空间;
让树脂硬化以使预先模制的隔膜与中心圆盘部件合成一体。
13.如权利要求12所述的方法,还包括步骤:
把一由树脂制成的加强中心圆盘部件置于该模具的型腔中以围住隔膜;
用树脂使中心圆盘部件与隔膜合成一体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP7000783A JP2726014B2 (ja) | 1995-01-06 | 1995-01-06 | ダイヤフラム組立体及びその製造方法 |
| JP000783/95 | 1995-01-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1126281A CN1126281A (zh) | 1996-07-10 |
| CN1090291C true CN1090291C (zh) | 2002-09-04 |
Family
ID=11483304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95109519A Expired - Lifetime CN1090291C (zh) | 1995-01-06 | 1995-08-15 | 隔膜装置及其制造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US5743169A (zh) |
| EP (1) | EP0721076B1 (zh) |
| JP (1) | JP2726014B2 (zh) |
| KR (1) | KR100203470B1 (zh) |
| CN (1) | CN1090291C (zh) |
| DE (1) | DE69514772T2 (zh) |
| TW (1) | TW271486B (zh) |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3816988B2 (ja) * | 1996-08-12 | 2006-08-30 | Smc株式会社 | プロセスポンプ |
| DE69802954D1 (de) * | 1997-10-02 | 2002-01-24 | Siemens Canada Ltd | Verfahren zur temperatur-korrektur und untersystem für eine anordnung zur verdampfungsleck-detektion von fahrzeugen |
| US5996470A (en) * | 1997-11-18 | 1999-12-07 | Westinghouse Air Brake Company | Wear ring for diaphragm and outer piston |
| US6343505B1 (en) | 1998-03-27 | 2002-02-05 | Siemens Canada Limited | Automotive evaporative leak detection system |
| US5894784A (en) * | 1998-08-10 | 1999-04-20 | Ingersoll-Rand Company | Backup washers for diaphragms and diaphragm pump incorporating same |
| US6230609B1 (en) | 1999-06-03 | 2001-05-15 | Norton Performance Plastics Corporation | Fluoropolymer diaphragm with integral attachment device |
| US6746637B1 (en) * | 1999-11-15 | 2004-06-08 | Westinghouse Air Brake Technologies Corporation | Process for making chemical resistant pump diaphragm |
| US6505514B1 (en) | 1999-11-19 | 2003-01-14 | Siemens Canada Limited | Sensor arrangement for an integrated pressure management apparatus |
| US6502560B1 (en) | 1999-11-19 | 2003-01-07 | Siemens Canada Limited | Integrated pressure management apparatus having electronic control circuit |
| US6453942B1 (en) | 1999-11-19 | 2002-09-24 | Siemens Canada Limited | Housing for integrated pressure management apparatus |
| US6484555B1 (en) | 1999-11-19 | 2002-11-26 | Siemens Canada Limited | Method of calibrating an integrated pressure management apparatus |
| US6478045B1 (en) | 1999-11-19 | 2002-11-12 | Siemens Canada Limited | Solenoid for an integrated pressure management apparatus |
| US6983641B1 (en) | 1999-11-19 | 2006-01-10 | Siemens Vdo Automotive Inc. | Method of managing pressure in a fuel system |
| US6470861B1 (en) | 1999-11-19 | 2002-10-29 | Siemens Canada Limited | Fluid flow through an integrated pressure management apparatus |
| US6460566B1 (en) * | 1999-11-19 | 2002-10-08 | Siemens Canada Limited | Integrated pressure management system for a fuel system |
| US6470908B1 (en) | 1999-11-19 | 2002-10-29 | Siemens Canada Limited | Pressure operable device for an integrated pressure management apparatus |
| US6450153B1 (en) | 1999-11-19 | 2002-09-17 | Siemens Canada Limited | Integrated pressure management apparatus providing an on-board diagnostic |
| US6474314B1 (en) | 1999-11-19 | 2002-11-05 | Siemens Canada Limited | Fuel system with intergrated pressure management |
| US6328021B1 (en) * | 1999-11-19 | 2001-12-11 | Siemens Canada Limited | Diaphragm for an integrated pressure management apparatus |
| US6474313B1 (en) | 1999-11-19 | 2002-11-05 | Siemens Canada Limited | Connection between an integrated pressure management apparatus and a vapor collection canister |
| US6553988B1 (en) * | 2000-06-09 | 2003-04-29 | Norton Healthcare, Inc. | Medicament dispensing device with a multimaterial diaphragm bounding a pneumatic force chamber |
| US6931919B2 (en) | 2001-06-29 | 2005-08-23 | Siemens Vdo Automotive Inc. | Diagnostic apparatus and method for an evaporative control system including an integrated pressure management apparatus |
| US6708552B2 (en) | 2001-06-29 | 2004-03-23 | Siemens Automotive Inc. | Sensor arrangement for an integrated pressure management apparatus |
| DE10224750A1 (de) | 2002-06-04 | 2003-12-24 | Fresenius Medical Care De Gmbh | Vorrichtung zur Behandlung einer medizinischen Flüssigkeit |
| US7121267B2 (en) * | 2003-03-07 | 2006-10-17 | Siemens Vdo Automotive, Inc. | Poppet for an integrated pressure management apparatus and fuel system and method of minimizing resonance |
| DE20307457U1 (de) * | 2003-05-13 | 2003-07-31 | GEMÜ Gebr. Müller Apparatebau GmbH & Co. KG, 74653 Ingelfingen | Druckstück für ein Membranventil |
| EP1518656B1 (en) * | 2003-09-26 | 2006-08-23 | Edo Giardini | Process for making a membrane for fluid-control apparatuses, and membrane made thereby |
| WO2005092537A1 (en) * | 2004-03-05 | 2005-10-06 | Portola Packaging, Inc. | Method of molding and assembling valve components |
| US7013793B2 (en) * | 2004-03-22 | 2006-03-21 | Itt Manufacturing Enterprises | Diaphragm mounting method for a diaphragm pump |
| DE602006005393D1 (de) * | 2005-11-09 | 2009-04-09 | Dlp Ltd | Membranpumpe |
| US7410608B1 (en) * | 2007-09-19 | 2008-08-12 | Rectorseal Corporation | Methods for manufacturing a diaphragm for an air admittance valve |
| KR101025790B1 (ko) * | 2009-04-10 | 2011-04-04 | 광신기계공업 주식회사 | 다이어프램식 압축기의 캐비티 및 그의 형상 설계방법 |
| CN102497895A (zh) | 2009-07-15 | 2012-06-13 | 弗雷塞尼斯医疗保健控股公司 | 医疗流体盒及相关系统和方法 |
| JP5507408B2 (ja) * | 2010-10-18 | 2014-05-28 | 小島プレス工業株式会社 | カウルルーバー用シール構造 |
| US9624915B2 (en) | 2011-03-09 | 2017-04-18 | Fresenius Medical Care Holdings, Inc. | Medical fluid delivery sets and related systems and methods |
| EP2699280B1 (en) | 2011-04-21 | 2015-12-09 | Fresenius Medical Care Holdings, Inc. | Medical fluid pumping systems and related devices and methods |
| US9610392B2 (en) | 2012-06-08 | 2017-04-04 | Fresenius Medical Care Holdings, Inc. | Medical fluid cassettes and related systems and methods |
| US9500188B2 (en) * | 2012-06-11 | 2016-11-22 | Fresenius Medical Care Holdings, Inc. | Medical fluid cassettes and related systems and methods |
| ES2435504B2 (es) * | 2012-06-18 | 2016-02-09 | Samoa Industrial, S.A. | Eje, membranas y sus dispositivos de acoplamiento para bombas de fluido |
| JP6602553B2 (ja) * | 2015-04-30 | 2019-11-06 | Ckd株式会社 | ダイアフラム、流体制御装置、及びダイアフラムの製造方法 |
| CN108061159B (zh) * | 2018-01-22 | 2024-10-11 | 江门市大长江集团有限公司 | 燃油泵的密封膜片及其生产工艺方法 |
| JP7061794B2 (ja) * | 2018-08-10 | 2022-05-02 | アドバンス電気工業株式会社 | ダイヤフラム部材 |
| DE102020126241A1 (de) * | 2020-10-07 | 2022-04-07 | Alfmeier Präzision SE | Membrananordnung |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3377922A (en) * | 1965-08-30 | 1968-04-16 | Scovill Manufacturing Co | Ambient pressure compensated transmission throttle valve control |
| US4198028A (en) * | 1978-09-01 | 1980-04-15 | Canadian Fram Ltd. | Deceleration valve |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2396824A (en) * | 1943-09-20 | 1946-03-19 | Electro Voice Mfg Co Inc | Method of making diaphragm |
| US2710629A (en) * | 1950-02-03 | 1955-06-14 | Saunders Vaive Company Ltd | Flexible diaphragms |
| US3013920A (en) * | 1957-03-01 | 1961-12-19 | Us Rubber Co | Method of making a flexible diaphragm for use in fluid springs |
| NL232972A (zh) * | 1957-11-08 | |||
| US3385174A (en) * | 1965-10-04 | 1968-05-28 | Chemical Rubber Products Inc | Modified diaphragm assembly |
| DE1802780A1 (de) * | 1968-10-12 | 1970-09-10 | Euchner & Co | Stoessel mit Membrandichtung |
| FR2270072B1 (zh) * | 1974-03-19 | 1976-10-08 | Sanson Joseph | |
| US4227445A (en) * | 1978-09-29 | 1980-10-14 | Schmelzer Corporation | Motor with multiple output members |
| DE3318754A1 (de) * | 1983-05-24 | 1984-12-06 | WOCO Franz-Josef Wolf & Co, 6483 Bad Soden-Salmünster | Membran und verfahren zu deren herstellung |
| NZ205100A (en) * | 1983-08-01 | 1987-04-30 | Flynn L W & Co Ltd | Diaphram pump with diaphram having central portion off-set axially from periphery |
| JPS60234812A (ja) * | 1984-05-09 | 1985-11-21 | Fuji Kobunshi Kogyo Kk | ダイアフラムの製造方法 |
| JPH0643868B2 (ja) * | 1985-11-28 | 1994-06-08 | 豊田合成株式会社 | ダイアフラム |
-
1995
- 1995-01-06 JP JP7000783A patent/JP2726014B2/ja not_active Expired - Lifetime
- 1995-08-14 KR KR1019950024955A patent/KR100203470B1/ko active IP Right Grant
- 1995-08-14 TW TW084108449A patent/TW271486B/zh not_active IP Right Cessation
- 1995-08-15 CN CN95109519A patent/CN1090291C/zh not_active Expired - Lifetime
- 1995-08-18 DE DE69514772T patent/DE69514772T2/de not_active Expired - Lifetime
- 1995-08-18 EP EP95113053A patent/EP0721076B1/en not_active Expired - Lifetime
- 1995-08-29 US US08/520,828 patent/US5743169A/en not_active Expired - Lifetime
-
1997
- 1997-07-30 US US08/902,995 patent/US5758565A/en not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3377922A (en) * | 1965-08-30 | 1968-04-16 | Scovill Manufacturing Co | Ambient pressure compensated transmission throttle valve control |
| US4198028A (en) * | 1978-09-01 | 1980-04-15 | Canadian Fram Ltd. | Deceleration valve |
Also Published As
| Publication number | Publication date |
|---|---|
| KR100203470B1 (ko) | 1999-06-15 |
| US5758565A (en) | 1998-06-02 |
| DE69514772D1 (de) | 2000-03-02 |
| EP0721076B1 (en) | 2000-01-26 |
| US5743169A (en) | 1998-04-28 |
| EP0721076A3 (zh) | 1996-07-24 |
| JP2726014B2 (ja) | 1998-03-11 |
| JPH08189470A (ja) | 1996-07-23 |
| CN1126281A (zh) | 1996-07-10 |
| DE69514772T2 (de) | 2000-09-21 |
| KR960029617A (ko) | 1996-08-17 |
| TW271486B (en) | 1996-03-01 |
| EP0721076A2 (en) | 1996-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1090291C (zh) | 隔膜装置及其制造方法 | |
| CN1111660C (zh) | 有塑料涂层的阀转子和制造方法 | |
| CN1682429A (zh) | 弹性体致动器及制造致动器的方法 | |
| CN1106899A (zh) | 球窝接合 | |
| CN1694986A (zh) | 用于家用洗衣机的塑料容器 | |
| CN101050769A (zh) | 泵及其制造方法 | |
| CN1727264A (zh) | 防滑装置 | |
| CN114728452B (zh) | 用于构件的扁平加固结构的边缘设计 | |
| CN1993551A (zh) | 具有锥形密封面的偏心螺杆泵 | |
| US6666459B1 (en) | Radial shaft seal | |
| KR20010032595A (ko) | 베어링 셸, 특히 볼 조인트용 베어링 셸 및 상기 베어링셸을 갖는 볼 조인트 | |
| AU2022201780A1 (en) | Microflow restrictor assembly and methods of making the same | |
| CN1269000A (zh) | 一种泵体的改进和制造方法 | |
| JPH0659669B2 (ja) | 樹脂製構造体及びその製造方法 | |
| US20040012158A1 (en) | Conductive seal as well as a method and apparatus for its production | |
| CN1230330C (zh) | 用于汽车的雨刷器装置及其制造方法 | |
| JPH0743547Y2 (ja) | 密封装置 | |
| JP6854391B1 (ja) | 自動車用ドアガラスホルダ | |
| JPS6044666A (ja) | シ−ル製造方法 | |
| JPS60141743A (ja) | 軸受用密封材の材料組成物 | |
| JP3658119B2 (ja) | 複合樹脂成形体のピストンおよびその製造方法 | |
| KR100731663B1 (ko) | 이탈 방지용 더스트 시일 링 형상 | |
| JP3695025B2 (ja) | 流量計のピストン | |
| US20090151145A1 (en) | Process for moulding a portion of a hollow component and method of fastening it to a fuel tank | |
| CN217207717U (zh) | 一种机械用耐油型密封橡胶圈 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1020123 Country of ref document: HK |
|
| CX01 | Expiry of patent term |
Expiration termination date: 20150815 Granted publication date: 20020904 |
|
| EXPY | Termination of patent right or utility model |