CN108927646B - 线圈体上料装置和电感元件自动组装设备 - Google Patents
线圈体上料装置和电感元件自动组装设备 Download PDFInfo
- Publication number
- CN108927646B CN108927646B CN201810953788.6A CN201810953788A CN108927646B CN 108927646 B CN108927646 B CN 108927646B CN 201810953788 A CN201810953788 A CN 201810953788A CN 108927646 B CN108927646 B CN 108927646B
- Authority
- CN
- China
- Prior art keywords
- coil body
- seat
- block
- rack
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
- B23P19/002—Article feeders for assembling machines orientating the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/001—Article feeders for assembling machines
- B23P19/007—Picking-up and placing mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Specific Conveyance Elements (AREA)
Abstract
本发明涉及电感元件的生产领域。线圈体上料装置,包括料盘架、料盘、锁条、第二电机、线圈体过料轨道、输送皮带和线圈体翻转机构。该线圈体上料装置的优点是提高了机器工作效率,减少上料过程中堵塞的状况。
Description
技术领域
本发明涉及电感元件的生产领域,尤其是电感元件的全自动组装设备。
背景技术
电感元件是由导线盘绕磁性铁芯而制成的一种储能元件,主要由弹片、线圈体和铁芯组装而成。弹片呈L形,自然状态很难竖直,在电感元件组装过程中弹片自动上料比较难;线圈体尺寸小,竖直状态上料难,上料过程中容易堵塞;现有的弹片上料装置存在自动上料效率和加工成品率低的问题,现有的电感元件组装设备存在全自动组装效率低的问题。
发明内容
本发明的一个目的是提供一种自动上料方便,加工效率高的线圈体上料装置;本发明的一个目的是提供一种全自动完成弹片、线圈体和铁芯装配的电感元件自动组装设备。
为了实现上述目的,本发明采用了以下技术方案:线圈体上料装置,包括料盘架、料盘、锁条、第二电机、线圈体过料轨道、输送皮带和线圈体翻转机构;料盘架设置在机架上料盘放置在料盘架中,锁条一端转动连接在料盘架上;第二电机和输送皮带均安装在线圈体过料轨道上,第二电机带动输送皮带运动从而载动输送皮带上的线圈体;线圈体翻转机构位于线圈体过料轨道的出料端,用于将线圈体翻转;线圈体翻转机构包括翻转座、转动槽座、转取块、升降滑轨、齿条、齿轮和第七气缸;翻转座设置在机架上,转动槽座安装在翻转座上;转取块上开有和线圈体形状匹配的用于放置线圈体的线圈槽;转取块通过销轴转动连接在转动槽座上;齿轮安装在销轴上,齿条安装在升降滑轨上,齿条和齿轮相啮合;升降滑轨竖直移动配合在翻转座上,第七气缸固定设置在翻转座上,第七气缸伸缩端与升降滑轨相连接,第七气缸带动升降滑轨上下来回运动。
电感元件自动组装设备,包括机架及其上的弹片上料装置、第一搬运机械手装置、治具输送装置、第二搬运机械手装置、第三搬运机械手装置、铁芯上料装置、装铁芯装置、压铆装置和上述的线圈体上料装置;第一搬运机械手装置用于将弹片上料装置中的弹片搬运到治具输送装置中;第二搬运机械手装置用于线圈体上料装置上工件的搬运;第三搬运机械手装置将线圈体上料装置上的线圈体搬运到治具输送装置中;铁芯上料装置将铁芯输送到装铁芯装置中;线圈体过料轨道安装在机架上。
作为优选,第二搬运机械手装置包括搬运支架、第三电机、第八气缸、第九气缸、转动夹片、夹片转座、活动夹头安装座、活动夹头、固定夹头和横伸臂;搬运支架固定安装在机架上;横伸臂连接在搬运支架上,第三电机控制横伸臂横向水平运动,第八气缸控制横伸臂竖直运动;第九气缸安装在横伸臂上,第九气缸伸缩端与转动夹片上端的连接槽件形成移动槽副连接,转动夹片材料为磁铁,转动夹片下端平直段与夹片转座形成转动连接,夹片转座安装在横伸臂上;活动夹头安装座安装在横伸臂上,活动夹头中间转动连接在活动夹头安装座上;活动夹头为易于磁铁吸引的铁质材料;活动夹头并排设置的多个,宽度与线圈体高度匹配,活动夹头下端设置有与线圈体相匹配的楔槽;固定夹头安装在横伸臂上,固定夹头下端设置有位置与活动夹头相对应的第二楔槽。
作为优选,弹片上料装置包括弹片翻转机构、振动过料机构和弹片分选机构;沿弹片进料方向弹片翻转机构、振动过料机构和弹片分选机构依次衔接排列;弹片翻转机构将水平放置的弹片翻转成竖直的弹片;弹片翻转机构包括换料座、旋转块、第一气缸、第二气缸和推料块;旋转块与换料座通过销轴连接,旋转块位于换料座中间;旋转块下端与第一气缸伸缩端转动连接;旋转块上开有与弹片的外轮廓相匹配的弹片槽;第二气缸通过第二气缸安块安装在换料座上,推料块安装在第二气缸伸缩端上,推料块的推料端位于换料座中,推料块的推料端与旋转块的弹片槽相匹配;振动过料机构包括第一振动电机固定座、第一振动电机和过料轨道;过料轨道安装在第一振动电机上端,过料轨道内设置有与弹片外形相匹配的L形槽;弹片分选机构包括弹片分选基座、第三气缸、分选块、第一线性滑轨组件和第一光纤传感器;分选块上设置有与弹片匹配的分选槽,分选块通过第一线性滑轨组件移动连接在弹片分选基座上,且分选块的厚度与弹片的宽度匹配;第三气缸设置在分选基座上,第三气缸伸缩端连接分选块;第一光纤传感器安装在弹片分选基座上,光纤头正对分选块;换料座和弹片分选基座设置在机架上;第一气缸通过第一气缸安装块连接在机架上;第一振动电机通过第一振动电机固定座设置在机架上。
采用了上述技术方案的线圈体上料装置,采用料盘上料,解决小器件上料效率低的问题,采用线圈体翻转机构解决线圈体竖直状态上料难的问题;该线圈体上料装置的优点是提高了机器工作效率,减少上料过程中堵塞的状况。该电感元件自动组装设备解决了弹片和线圈体自动上料难的问题,提高了加工的效率,优点是自动高效的完成弹片、线圈体和铁芯的装配。
附图说明
图1为本发明实施例的结构示意图。
图2为本发明实施例的弹片上料装置的爆炸结构示意图。
图3为本发明实施例的弹片翻转机构的爆炸结构示意图。
图4为本发明实施例的振动过料机构的爆炸结构示意图。
图5为本发明实施例的弹片分选机构的结构示意图。
图6为本发明实施例的第一搬运机械手装置的结构示意图。
图7为本发明实施例的治具输送装置的爆炸结构示意图。
图8为本发明实施例的治具体的爆炸结构示意图。
图9为本发明实施例的线圈体上料装置的爆炸结构示意图。
图10为本发明实施例的线圈体翻转机构的爆炸结构示意图。
图11为本发明实施例的第二搬运机械手装置的爆炸结构示意图。
图12为本发明实施例的第三搬运机械手装置的爆炸结构示意图。
图13为本发明实施例的铁芯上料装置的爆炸结构示意图。
图14为本发明实施例的装铁芯装置爆炸示意图。
图15为本发明实施例的压铆装置的爆炸结构示意图。
图16为本发明实施例的第四搬运机械手机构的爆炸结构示意图。
图17为本发明实施例的定位机构的爆炸结构示意图。
图18为本发明实施例的上铆组件的爆炸结构示意图。
图19为本发明实施例的成品出料装置的爆炸结构示意图。
具体实施方式
下面结合图1-图19对本发明做进一步描述。
如图1-图19所示的电感元件自动组装设备,包括机架14及其上的弹片上料装置1、第一搬运机械手装置2、治具输送装置3、线圈体上料装置4、第二搬运机械手装置5、第三搬运机械手装置6、铁芯上料装置7、装铁芯装置8、压铆装置9和成品出料装置10。
电感主要由弹片a、线圈体b和铁芯d组装而成,上料顺序依次为弹片a、线圈体b和铁芯d。
弹片上料装置1用于实现弹片的上料,弹片上料装置1通过第一搬运机械手装置2与治具输送装置3相衔接,第一搬运机械手装置2用于将弹片上料装置1中的弹片搬运到治具输送装置3中;治具输送装置3用于循环带动治具流转起来,使其中的工件运动到相应工位进行相应操作;线圈体上料装置4位于治具输送装置3侧方,用于线圈体的上料,线圈体放置在料盘中;第二搬运机械手装置5用于线圈体上料装置4上工件的搬运;第三搬运机械手装置6将线圈体从线圈体上料装置4搬运到治具输送装置3中;铁芯上料装置7安装在治具输送装置3另一侧,用于铁芯的上料,将铁芯输送到装铁芯装置8中;装铁芯装置8位于治具输送装置3正上方,用于将铁芯装到治具中的线圈体中;压铆装置9位于治具输送装置3行进方向端部,用于将组装齐备的电感进行压铆连接,使之成为一体;成品出料装置10与压铆装置9相衔接,用于输送加工成品运出该工作机。
如图2-图6所示,弹片上料装置1包括弹片翻转机构11、振动过料机构12和弹片分选机构13;沿弹片进料方向弹片翻转机构11、振动过料机构12和弹片分选机构13依次衔接排列;弹片翻转机构11将水平放置的弹片a翻转90度,变成竖直的弹片a;振动过料机构12通过振动实现竖直的弹片有序进料;弹片分选机构13从振动过料机构12出料口每次分选出两片弹片,等待第一搬运机械手装置2搬运。弹片上料装置1解决了弹片从上料状态到组装状态的姿态转变,使得上料更为自动化。
弹片翻转机构11包括换料座111、旋转块112、第一气缸113、第二气缸114和推料块115;换料座111设置在机架14上,旋转块112中央的圆孔与换料座111通过销轴连接,旋转块112位于换料座111中间;旋转块112下端与第一气缸113伸缩端转动连接;旋转块112上开有与弹片的外轮廓相匹配的弹片槽1221,用于放置搬运弹片;第一气缸113下端通过第一气缸安装块116连接在机架14上;第二气缸114通过第二气缸安块117安装在换料座111上,推料块115安装在第二气缸114伸缩端上,推料块115的推料端位于换料座111中,推料块115的推料端与旋转块112的弹片槽1221相匹配。
弹片翻转机构11在工作时,弹片初始状态为水平放置,进入旋转块112中的弹片槽1221中后第一气缸113收缩,带动旋转块112转动到竖直状态;而后第二气缸114伸长,带动推料块115推出,将竖直的弹片a推进振动过料机构12。由于弹片的特殊结构,自然状态很难竖直,弹片翻转机构11解决了弹片上料工序的高要求;通过弹片翻转机构11,上料更为简便,水平放置即可,提高了工作效率和一体化程度。
振动过料机构12包括第一振动电机固定座121、第一振动电机122和过料轨道123;第一振动电机122通过第一振动电机固定座121设置在机架14上;过料轨道123安装在第一振动电机122上端,过料轨道123内设置有与弹片外形相匹配的L形槽。
振动过料机构12在工作时,一端与弹片翻转机构11相连接,另一端与弹片分选机构13相连接,实现弹片的有序过料,保证弹片分选机构13有弹片进料。
弹片分选机构13包括弹片分选基座131、第三气缸132、分选块133、第一线性滑轨组件134和第一光纤传感器135;弹片分选基座131设置在机架14上;分选块133上设置有与弹片匹配的分选槽,分选块133通过第一线性滑轨组件134移动连接在弹片分选基座131上,且分选块133的厚度与弹片的宽度匹配;第三气缸132设置在分选基座131上,第三气缸132伸缩端连接分选块133;第一光纤传感器135安装在弹片分选基座131上,光纤头正对分选块133;分选块133是相互连接的两块,第三气缸132是两个,每个第三气缸132伸缩端连接一块分选块133;
弹片分选机构13在工作时,弹片从过料轨道123中进料,刚开始第三气缸132都为伸长状态,此时两个分选块133的分选槽相对齐,与过料轨道123也对齐,弹片进入两个分选块133的分选槽中;被第一光纤传感器135检测到两个分选块133都有弹片后,第三气缸132伸长,将两个弹片反向推出,此时弹片被分选块133阻挡;被分选至两侧的弹片等待第一搬运机械手装置2搬运。在弹片进入治具过程中,弹片分选机构13解决了搬运过程中的定位不准确、夹取有空料的问题,以及搬运过程中效率低的问题;弹片分选机构13的效果是一方面通过设置两个分选块133提高了上料效率,另一方面通过该机构能大大提高弹片的搬运准确率和成功率。
如图6所示,第一搬运机械手装置2包括两套并排布置的搬运机构,搬运机构包括第一手指气缸23、第四气缸21和第五气缸22,第一手指气缸23实现取放弹片a,由第四气缸21实现第一手指气缸23的水平移动,由第五气缸22实现第一手指气缸23的竖直移动,第一手指气缸23将弹片a从弹片分选机构13中搬运到治具输送装置3中,两个搬运机构同时工作,大大提高工作效率。
如图7和图8所示,治具输送装置3包括输送架31、第一电机32、链轮33、链条34、主动轴35、治具体36、第六气缸固定板37、第六气缸38、夹紧条39、定位夹紧柱310、第二光纤传感器311、限位槽条312和带传动组件313;输送架31设置在机架14上;第一电机32安装在输送架31上,主动轴35转动连接在输送架31上,第一电机32输出轴通过带传动组件313将动力传递给主动轴35上;链轮33安装在输送架31上的转轴上,链条34配合连接在两个链轮33上;治具体36安装在链条34上,治具体36用于放置待组装的原材料,每两个治具体36的间距由链条节距和加工要求决定;第六气缸固定板37安装在输送架31上,第六气缸38固定设置在第六气缸固定板37上,第六气缸38伸缩端与夹紧条39相连接;夹紧条39通过直线轴承连接在第六气缸固定板37的三根立柱上,夹紧条39位于两组链条34之间;夹紧条39上设有多个定位夹紧柱310,相邻定位夹紧柱310间距与相邻治具体36的间距相同,定位夹紧柱310的外形为圆台形,下端为圆柱,易于自适应定位;限位槽条312安装在输送架31上,位于治具体36上方;第二光纤传感器311设置在限位槽条312上,用于检测治具中原材料上料情况。
治具输送装置3在工作时,由第一电机32带动链条34步进式流转起来,在第一电机32停歇时,第六气缸38伸长,带动夹紧条39上升,使得定位夹紧柱310插入治具体36的圆孔中;而治具体36上缘被限位槽条312限定,固将治具体36进行定位夹紧,便于对其中的工件进行相应的操作。治具输送装置3解决了链条在加工过程中的柔性问题,使得加工更为稳定可靠;治具输送装置3的优点是采用链条作为传动元件,将治具体安装在链条的链节上,有效利用链条传动的特性,使得装置结构紧凑;定位夹紧柱310和限位槽条312的设计,使得水平段的治具得以紧定,便于开展加工。
治具体36包括连接块361、载体362、弹簧363和定位橫块364;连接块361固定安装在链条34上,载体362下部插入连接块361中,载体362通过弹簧363连接在连接块361上,
具体是载体下端面上设有圆柱销,圆柱销插入连接块361中,并通过四根弹簧363连接在连接块361上,使之便于拆卸;定位橫块364安装在载体362上,定位橫块364上设置有与定位夹紧柱310相对应的圆孔。加工产品由三部分组装而成,分别是弹片a、线圈体b和铁芯d,放置在载体362两端的凹槽中,上料顺序依次为弹片a、线圈体b和铁芯d。
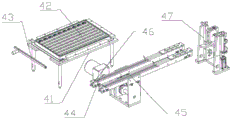
如图9和图10所示,线圈体上料装置4包括料盘架41、料盘42、锁条43、第二电机44、线圈体过料轨道45、输送皮带46和线圈体翻转机构47;料盘架41设置在机架14上,料盘42设计成抽拉式,料盘42放置在料盘架41中,锁条43一端转动连接在料盘架41上;线圈体过料轨道45安装在机架14上,位于料盘架41旁边,第二电机44和输送皮带46均安装在线圈体过料轨道45上,第二电机44带动输送皮带46运动从而载动输送皮带46上的线圈体b;线圈体翻转机构47位于线圈体过料轨道45的出料端,用于将线圈体b翻转90度,而后由第三搬运机械手装置6夹取搬运到治具输送装置3中的治具体中;
线圈体上料装置4在工作时,料盘42中放满线圈体b,放置到料盘架41上后转动锁条43将其锁紧,而后由第二搬运机械手装置5将线圈体b从料盘42中搬运到线圈体过料轨道45,每次同时搬运料盘中的一排工件;线圈体过料轨道45中的线圈体b在第二电机44的带动下向线圈体翻转机构47方向运动,最后由线圈体翻转机构47将两条线圈体过料轨道45中的工件进行翻转成竖直状态。采用料盘上料,解决小器件人工上料效率低的问题,采用线圈体翻转机构47解决线圈体竖直状态上料难的问题;线圈体上料装置4的效果是提高了机器工作效率,减少上料过程中堵塞的状况。
线圈体翻转机构47能同时对两个线圈体过料轨道45进行操作,具体包括翻转座471、转动槽座472、转取块473、升降滑轨474、齿条475、齿轮476和第七气缸477;翻转座471设置在机架14上,转动槽座472安装在翻转座471上;转取块473上开有和线圈体形状匹配的用于放置线圈体的线圈槽4731;转取块473通过销轴478转动连接在转动槽座472上;齿轮476安装在销轴478上,齿条475安装在升降滑轨474上,齿条475和齿轮476相啮合;升降滑轨474竖直移动配合在翻转座471上,第七气缸477固定设置在翻转座471上,第七气缸477伸缩端与升降滑轨474相连接,第七气缸477带动升降滑轨474上下来回运动;
线圈体翻转机构47在工作时,线圈体上料状态为水平放置,进入转取块473的线圈槽中,通过第七气缸477的伸长,带动齿条475上升,带动齿轮476转动90度,使线圈体保持竖直,等待第三搬运机械手装置6抓取。线圈体翻转机构47解决了水平状态的线圈体难以移取,和不符合加工所要求状态的问题;线圈体翻转机构47的效果是上料更为简便,线圈体水平放置即可,便于第三搬运机械手装置6移取,提高了工作效率和一体化程度。
如图11所示,第二搬运机械手装置5包括搬运支架51、第三电机52、第八气缸53、第九气缸54、转动夹片55、夹片转座56、活动夹头安装座57、活动夹头58、固定夹头59和横伸臂510;搬运支架51固定安装在机架14上;横伸臂510连接在搬运支架51上,第三电机52控制横伸臂510横向水平运动,第八气缸53控制横伸臂510竖直运动;第九气缸54安装在横伸臂510上,第九气缸54伸缩端与转动夹片55上端的连接槽件511形成移动槽副连接,转动夹片55材料为磁铁,转动夹片55下端平直段与夹片转座56形成转动连接,夹片转座56安装在横伸臂510上;活动夹头安装座57两端安装在横伸臂510上,活动夹头58中间转动连接在活动夹头安装座57上;活动夹头58材质为铁质材料,易于磁铁吸引;活动夹头58并排设置的多个,宽度与线圈体高度匹配,活动夹头58下端设置有与线圈体相匹配的楔槽;固定夹头59安装在横伸臂510上,固定夹头59下端设置有位置与活动夹头58相对应的第二楔槽。
第二搬运机械手装置5在工作时,夹取工作由第九气缸54完成,当第九气缸54伸长时,带动转动夹片55绕轴顺时针转动,通过转动夹片55与活动夹头58的吸引作用,使得活动夹头58绕轴顺时针转动,此时活动夹头58下端与固定夹头59相靠近,从而夹紧设置在其中的线圈体,松开时第九气缸54收缩即可;夹紧后由第三电机52和第八气缸53共同作用,将夹取的工件从料盘42搬运到线圈体过料轨道45中。第二搬运机械手装置5解决了线圈体结构小巧不易搬运,且搬运过程效率低下的问题;活动夹头58的数量可以控制,以适应料盘中工件一行的个数;通过一个第九气缸54气缸控制,可以实现夹取多个工件,大大提高了搬运效率。
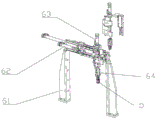
如图12所示,第三搬运机械手装置6安装在机架14上;第三搬运机械手装置6通过第二手指气缸64实现线圈体b的夹取,通过第十气缸62实现第二手指气缸64横向水平移动,通过第十一气缸63实现第二手指气缸64纵向竖直移动。第三搬运机械手装置6将线圈体翻转机构47中的线圈体搬运到治具输送装置3中。
如图13所示,铁芯上料装置7包括离心盘71、振动料轨72、铁芯落料座73、第十二气缸74、移动槽块75、安装盖板76、自松块77、第三光纤传感器78和落料接头79;离心盘71安装在安装架710上,振动料轨72与离心盘71相衔接,振动料轨72用于有序振动输送铁芯;铁芯落料座73安装在安装架710上,铁芯落料座73与振动料轨72相衔接;移动槽块75移动配合在铁芯落料座73中,第十二气缸74固定设置在安装架710上,第十二气缸74伸缩端与移动槽块75相连接;自松块77连接在移动槽块75上,自松块77上安装有凸起滚轮;安装盖板76安装在铁芯落料座73上,安装盖板76上设有两个斜槽孔761,自松块77上的凸起滚轮位于斜槽孔中;第三光纤传感器78安装在安装盖板76上,用于检测铁芯是否到位;落料接头79安装在铁芯落料座73下方,落料接头79与铁芯落料座73的落料口731相对齐,落料口731大小与铁芯尺寸相匹配,落料口731位置与铁芯落料座73的进料口相错位。
铁芯上料装置7在工作时,铁芯经过振动料轨72进入移动槽块75,由于铁芯d上端有凸台,恰好卡在自松块77的端部上,不会下落,而后第十二气缸74伸长,将移动槽块75向外推,而此时自松块77上端凸起滚轮受到安装盖板76上斜槽孔的限制往后退,导致自松块77的弧口后退,铁芯d下落,恰好下落到铁芯落料座73的落料口中,而落料接头79接胶管,将铁芯移运到装铁芯装置8中。铁芯上料装置7解决了铁芯上料过程中单个铁芯的分选;铁芯上料装置7通过一个第十二气缸74的动力输入,实现两个运动,分别是移动槽块75移动以对应落料口和自松块77移动以解锁铁芯,使之能够下落。
如图14所示,装铁芯装置8包括锁嘴安装架81、锁嘴82、第十三气缸83和推杆84;锁嘴82通过锁嘴安装架81竖直安装在机架14上,锁嘴82上设有锁嘴孔821,第十三气缸83的输出端连接推杆84,第十三气缸83控制推杆84向下移动,推杆84将锁嘴82上的铁芯d装到治具中的工件中。锁嘴82是平行设置的两组,第十三气缸83和推杆84是与锁嘴82匹配的两组。使用时,从锁嘴孔821进铁芯d,而后由第十三气缸83带动推杆84向下,将铁芯d组装到治具中的工件中。
如图15-图18所示,压铆装置9包括第四搬运机械手机构91、定位机构92、下铆组件93和上铆组件94;下铆组件93和上铆组件94均安装在机架上,两者共同作用实现铆合;第四搬运机械手机构91安装在上铆组件94上,用于将组装完成的工件搬运到定位机构92中,等待铆合和将铆合的电感器件搬运到成品出料装置10;定位机构92安装在机架上,定位机构92位于下铆组件93和上铆组件94之间,定位机构92用于将组装的电感进行定位,方便下铆组件93和上铆组件94精确工作。压铆装置9解决了直接在治具中压铆对治具产生的损伤,以及在搬运过程中位置有偏差的现象,提高压铆的质量,减少不良品率。
四搬运机械手机构91包括第三手指气缸913、第十四气缸911和第十五气缸912,通过第三手指气缸913夹取工件,通过第十四气缸911控制第三手指气缸913竖直纵向移动,通过第十五气缸912控制第三手指气缸913水平横向移动。
定位机构92包括中间滑板921、移动载台板922、第十六气缸923、公定位块924、第十八气缸925和母定位块926;中间滑板921设置在机架14上,中间滑板921中部设有挡块;移动载台板922移动配合在中间滑板921上,第十六气缸923安装在机架14上,第十六气缸923伸缩端与移动载台板922相连接;公定位块924设置在移动载台板922上,母定位块926移动配合在公定位块924上,公定位块924和母定位块926的形状与电感外形匹配,移动载台板922上设置放置电感的限定区域;第十八气缸925安装在移动载台板922上,第十八气缸925伸缩端与母定位块926相连接。
定位机构92在工作时,首先由第十八气缸925带动母定位块926向公定位块924移动,从而使之设置在中间的电感位置限定;而后第十六气缸923带动移动载台板922移动到中间滑板921的圆孔位置,等待下铆组件93和上铆组件94共同将电感进行铆合;由于同时对两个工件进行操作,且工件的方向一致,右端的定位机构与左端工作原理相同,只是母定位块固定,公定位块由气缸带动。定位机构92解决了工件难以在载具上直接铆合的问题,以及铆合过程中精度低的问题:定位机构92的效果是铆合前进行定位,提高了工件的良品率,定位夹紧机构结构简单,方便第四搬运机械手机构91进行移取。
下铆组件93安装在机架14上,顶端为铆头,可以升降,顶住铁芯的下端,与上铆组件94共同作用。上铆组件94包括第十八气缸941、升降架942和上铆合头943;第十八气缸941通过连接板944安装在机架上,升降架942移动配合在连接板944上,第十八气缸941伸缩端与升降架942相连接,上铆合头943安装在升降架942上;上铆合头943上设有用于压住铁芯的凸起圆柱,上铆合头943形状与公定位块924相匹配;
上铆组件94在工作时,上铆合头943在十八气缸941的带动下下降,嵌入公定位块924后,上铆合头943的凸起圆柱顶住铁芯上端,与下铆组件93共同作用完成铆合。
如图19所示,成品出料装置10与压铆装置9相衔接,由第四搬运机械手机构91将加工成品从定位机构92中搬运过来;成品出料装置10包括出料架及其上的第四电机101、出料皮带102和阻挡块103,第四电机带动出料皮带102运动,阻挡块103用于阻挡竖直放置在出料皮带102上的工件,使工件倒落成水平状态。第四电机带动出料皮带102运动从而载动其上的加工成品移动出料,阻挡块103位于出料皮带102的出料方向上,阻挡块103用于将竖直放置在出料皮带102上的工件上端阻挡使工件倒落成水平状态。
在工作时,由弹片上料装置1实现弹片的上料,通过第一搬运机械手装置2将其搬运到治具输送装置3中,治具输送装置3用于将治具流转起来,分工步对电感进行组装;其次由线圈体上料装置4实现线圈体的上料线圈体上料装置4上工件的搬运由第二搬运机械手装置5完成;然后通过第三搬运机械手装置6将工件搬运到治具中;而后由铁芯上料装置7实现铁芯的上料,并通过装铁芯装置8将铁芯放置到治具中,由此完成电感三个部件的组装;而后通过压铆装置9的第四搬运机械手机构91将其搬运出来后,对其进行压铆固定;最后由第四搬运机械手机构91将加工成品搬运到成品出料装置10中,由成品出料装置10将生产的电感运出。
Claims (4)
1.线圈体上料装置,其特征在于包括料盘架(41)、料盘(42)、锁条(43)、第二电机(44)、线圈体过料轨道(45)、输送皮带(46)和线圈体翻转机构(47);料盘架(41)设置在机架(14)上料盘(42)放置在料盘架(41)中,锁条(43)一端转动连接在料盘架(41)上;第二电机(44)和输送皮带(46)均安装在线圈体过料轨道(45)上,第二电机(44)带动输送皮带(46)运动从而载动输送皮带(46)上的线圈体(b);线圈体翻转机构(47)位于线圈体过料轨道(45)的出料端,用于将线圈体(b)翻转;线圈体翻转机构(47)包括翻转座(471)、转动槽座(472)、转取块(473)、升降滑轨(474)、齿条(475)、齿轮(476)和第七气缸(477);翻转座(471)设置在机架(14)上,转动槽座(472)安装在翻转座(471)上;转取块(473)上开有和线圈体形状匹配的用于放置线圈体的线圈槽(4731);转取块(473)通过销轴(478)转动连接在转动槽座(472)上;齿轮(476)安装在销轴(478)上,齿条(475)安装在升降滑轨(474)上,齿条(475)和齿轮(476)相啮合;升降滑轨(474)竖直移动配合在翻转座(471)上,第七气缸(477)固定设置在翻转座(471)上,第七气缸(477)伸缩端与升降滑轨(474)相连接,第七气缸(477)带动升降滑轨(474)上下来回运动。
2.电感元件自动组装设备,其特征在于包括机架(14)及其上的弹片上料装置(1)、第一搬运机械手装置(2)、治具输送装置(3)、第二搬运机械手装置(5)、第三搬运机械手装置(6)、铁芯上料装置(7)、装铁芯装置(8)、压铆装置(9)和线圈体上料装置(4);第一搬运机械手装置(2)用于将弹片上料装置(1)中的弹片搬运到治具输送装置(3)中;第二搬运机械手装置(5)用于线圈体上料装置(4)上工件的搬运;第三搬运机械手装置(6)将线圈体上料装置(4)上的线圈体搬运到治具输送装置(3)中;铁芯上料装置(7)将铁芯输送到装铁芯装置(8)中;线圈体上料装置包括料盘架(41)、料盘(42)、锁条(43)、第二电机(44)、线圈体过料轨道(45)、输送皮带(46)和线圈体翻转机构(47);料盘架(41)设置在机架(14)上料盘(42)放置在料盘架(41)中,锁条(43)一端转动连接在料盘架(41)上;第二电机(44)和输送皮带(46)均安装在线圈体过料轨道(45)上,第二电机(44)带动输送皮带(46)运动从而载动输送皮带(46)上的线圈体(b);线圈体翻转机构(47)位于线圈体过料轨道(45)的出料端,用于将线圈体(b)翻转;线圈体翻转机构(47)包括翻转座(471)、转动槽座(472)、转取块(473)、升降滑轨(474)、齿条(475)、齿轮(476)和第七气缸(477);翻转座(471)设置在机架(14)上,转动槽座(472)安装在翻转座(471)上;转取块(473)上开有和线圈体形状匹配的用于放置线圈体的线圈槽(4731);转取块(473)通过销轴(478)转动连接在转动槽座(472)上;齿轮(476)安装在销轴(478)上,齿条(475)安装在升降滑轨(474)上,齿条(475)和齿轮(476)相啮合;升降滑轨(474)竖直移动配合在翻转座(471)上,第七气缸(477)固定设置在翻转座(471)上,第七气缸(477)伸缩端与升降滑轨(474)相连接,第七气缸(477)带动升降滑轨(474)上下来回运动;线圈体过料轨道(45)安装在机架(14)上。
3.根据权利要求2所述的电感元件自动组装设备,其特征在于第二搬运机械手装置(5)包括搬运支架(51)、第三电机(52)、第八气缸(53)、第九气缸(54)、转动夹片(55)、夹片转座(56)、活动夹头安装座(57)、活动夹头(58)、固定夹头(59)和横伸臂(510);搬运支架(51)固定安装在机架(14)上;横伸臂(510)连接在搬运支架(51)上,第三电机(52)控制横伸臂(510)横向水平运动,第八气缸(53)控制横伸臂(510)竖直运动;第九气缸(54)安装在横伸臂(510)上,第九气缸(54)伸缩端与转动夹片(55)上端的连接槽件(511)形成移动槽副连接,转动夹片(55)材料为磁铁,转动夹片(55)下端平直段与夹片转座(56)形成转动连接,夹片转座(56)安装在横伸臂(510)上;活动夹头安装座(57)安装在横伸臂(510)上,活动夹头(58)中间转动连接在活动夹头安装座(57)上;活动夹头(58)为易于磁铁吸引的铁质材料;活动夹头(58)并排设置的多个,宽度与线圈体高度匹配,活动夹头(58)下端设置有与线圈体相匹配的楔槽;固定夹头(59)安装在横伸臂(510)上,固定夹头(59)下端设置有位置与活动夹头(58)相对应的第二楔槽 。
4.根据权利要求2所述的电感元件自动组装设备,其特征在于弹片上料装置包括弹片翻转机构(11)、振动过料机构(12)和弹片分选机构(13);沿弹片进料方向弹片翻转机构(11)、振动过料机构(12)和弹片分选机构(13)依次衔接排列;弹片翻转机构(11)将水平放置的弹片(a)翻转成竖直的弹片(a);弹片翻转机构(11)包括换料座(111)、旋转块(112)、第一气缸(113)、第二气缸(114)和推料块(115);旋转块(112)与换料座(111)通过销轴连接,旋转块(112)位于换料座(111)中间;旋转块(112)下端与第一气缸(113)伸缩端转动连接;旋转块(112)上开有与弹片的外轮廓相匹配的弹片槽(1221);第二气缸(114)通过第二气缸安块(117)安装在换料座(111)上,推料块(115)安装在第二气缸(114)伸缩端上,推料块(115)的推料端位于换料座(111)中,推料块(115)的推料端与旋转块(112)的弹片槽(1221)相匹配;振动过料机构(12)包括第一振动电机固定座(121)、第一振动电机(122)和过料轨道(123);过料轨道(123)安装在第一振动电机(122)上端,过料轨道(123)内设置有与弹片外形相匹配的L形槽;弹片分选机构(13)包括弹片分选基座(131)、第三气缸(132)、分选块(133)、第一线性滑轨组件(134)和第一光纤传感器(135);分选块(133)上设置有与弹片匹配的分选槽,分选块(133)通过第一线性滑轨组件(134)移动连接在弹片分选基座(131)上,且分选块(133)的厚度与弹片的宽度匹配;第三气缸(132)设置在分选基座(131)上,第三气缸(132)伸缩端连接分选块(133);第一光纤传感器(135)安装在弹片分选基座(131)上,光纤头正对分选块(133);换料座(111)和弹片分选基座(131)设置在机架(14)上;第一气缸(113)通过第一气缸安装块(116)连接在机架(14)上;第一振动电机(122)通过第一振动电机固定座(121)设置在机架(14)上 。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810953788.6A CN108927646B (zh) | 2018-09-26 | 2018-09-26 | 线圈体上料装置和电感元件自动组装设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810953788.6A CN108927646B (zh) | 2018-09-26 | 2018-09-26 | 线圈体上料装置和电感元件自动组装设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108927646A CN108927646A (zh) | 2018-12-04 |
| CN108927646B true CN108927646B (zh) | 2020-04-17 |
Family
ID=64446217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810953788.6A Active CN108927646B (zh) | 2018-09-26 | 2018-09-26 | 线圈体上料装置和电感元件自动组装设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN108927646B (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109597294B (zh) * | 2018-12-26 | 2020-07-03 | 厦门理工学院 | 一种钟表机芯自动组装线圈机 |
| CN109848686B (zh) * | 2019-04-17 | 2020-05-26 | 湖州师范学院求真学院 | 一种电感器全自动组装设备 |
| CN110238650A (zh) * | 2019-05-31 | 2019-09-17 | 成都九系机器人科技有限公司 | 一种线缆盘具自动装配系统 |
| CN111243841B (zh) * | 2020-01-23 | 2020-10-27 | 温州职业技术学院 | 定制电感器装配检测设备 |
| CN117253715B (zh) * | 2023-11-20 | 2024-02-23 | 苏州砺宏电子设备有限公司 | 一体成型电感的线圈上料机及加工设备 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5558248A (en) * | 1993-09-10 | 1996-09-24 | Emhart Inc. | Headed rod member aligning and supply apparatus |
| CN102390095A (zh) * | 2011-10-14 | 2012-03-28 | 周金生 | 锯石机的送料结构 |
| CN206088347U (zh) * | 2016-07-06 | 2017-04-12 | 吉林省金沙数控机床股份有限公司 | 全自动盘形工件上料仓 |
| CN106865178A (zh) * | 2017-04-07 | 2017-06-20 | 东方国际集装箱(连云港)有限公司 | 一种可稳定上料并具备翻转功能的上料机构 |
| CN206305709U (zh) * | 2016-11-09 | 2017-07-07 | 苏州迈威斯精密机械有限公司 | 电磁阀铁芯组件装配机的堵头上料机构 |
| CN207658699U (zh) * | 2017-12-21 | 2018-07-27 | 恩纳基智能科技无锡有限公司 | 一种翻转上料装置 |
-
2018
- 2018-09-26 CN CN201810953788.6A patent/CN108927646B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5558248A (en) * | 1993-09-10 | 1996-09-24 | Emhart Inc. | Headed rod member aligning and supply apparatus |
| CN102390095A (zh) * | 2011-10-14 | 2012-03-28 | 周金生 | 锯石机的送料结构 |
| CN206088347U (zh) * | 2016-07-06 | 2017-04-12 | 吉林省金沙数控机床股份有限公司 | 全自动盘形工件上料仓 |
| CN206305709U (zh) * | 2016-11-09 | 2017-07-07 | 苏州迈威斯精密机械有限公司 | 电磁阀铁芯组件装配机的堵头上料机构 |
| CN106865178A (zh) * | 2017-04-07 | 2017-06-20 | 东方国际集装箱(连云港)有限公司 | 一种可稳定上料并具备翻转功能的上料机构 |
| CN207658699U (zh) * | 2017-12-21 | 2018-07-27 | 恩纳基智能科技无锡有限公司 | 一种翻转上料装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108927646A (zh) | 2018-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108927646B (zh) | 线圈体上料装置和电感元件自动组装设备 | |
| CN109103008B (zh) | 电感元件自动组装设备 | |
| CN108857403B (zh) | 弹片上料装置和电感元件自动组装设备 | |
| CN108698772B (zh) | 全自动上料流水线 | |
| CN109501115B (zh) | 一种注塑机的上下料系统 | |
| CN106629042A (zh) | 全自动上料流水线的上料方法 | |
| CN109605663B (zh) | 一种全自动管体注头设备和工作方法 | |
| CN108311631B (zh) | 电刷架底板与绝缘板自动铆接设备 | |
| CN211192779U (zh) | 一种o型圈装配机 | |
| CN109605662B (zh) | 一种叠推式管体全自动上料装置和上料方法 | |
| CN103010699A (zh) | 工装板送取循环系统 | |
| CN111531787A (zh) | 全自动挂钩装配系统 | |
| CN105984708A (zh) | 一种高效全自动整列供料收料装置 | |
| CN108335899A (zh) | 一种生产贴片式电感的设备 | |
| CN109332501B (zh) | 电感元件压铆装置和电感元件自动组装设备 | |
| CN111571068A (zh) | 一种多级流转的全自动焊接装置及其工作方法 | |
| CN109014819A (zh) | 治具输送装置和电感元件自动组装设备 | |
| CN113369890A (zh) | 电机定子组装设备 | |
| CN116779327B (zh) | 一种全自动线圈折弯焊接设备 | |
| CN109500598B (zh) | 一种勺子的自动组装设备 | |
| CN108987093B (zh) | 一种铁芯铰合工件装配设备及其装配方法 | |
| CN217577263U (zh) | 一种上下换料周转设备 | |
| CN215357172U (zh) | 电机定子组装设备 | |
| CN211916381U (zh) | 一种盘类零件磨削自动化循环上下料系统 | |
| CN211970737U (zh) | 汽车变速箱齿轮齿环自动上料输送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20200323 Address after: 528300 Fu'an Industrial Zone, Leliu Town, Shunde District, Foshan City, Guangdong Province Applicant after: STEWARD (FOSHAN) MAGNETICS Co.,Ltd. Address before: 315301 No. 1600 West Third Ring Road, Zonghan Street, Cixi City, Ningbo City, Zhejiang Province Applicant before: Wang Jiahai |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |