CN215357172U - 电机定子组装设备 - Google Patents
电机定子组装设备 Download PDFInfo
- Publication number
- CN215357172U CN215357172U CN202121477379.7U CN202121477379U CN215357172U CN 215357172 U CN215357172 U CN 215357172U CN 202121477379 U CN202121477379 U CN 202121477379U CN 215357172 U CN215357172 U CN 215357172U
- Authority
- CN
- China
- Prior art keywords
- fixed
- piece
- tray
- cylinder
- clamp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Specific Conveyance Elements (AREA)
Abstract
本实用新型特别涉及一种电机定子组装设备,包括:在电机定子组装设备的下方设置工作台;在工作台的一侧固定上件装置和产品流动线,将产品夹具返回至上件装置;在另一侧的产品流动线上设置产品整理定位装置、取件机械手臂以及伺服机械手臂,从C片上料装置取C片,并将C片放置在C片放置机构上;在C片放置机构的一侧设置I/C片压装装置,I/C片压装装置设置在产品流动线的上方;I完成压装后的I/C片放置在产品流动线上;在C片上料装置的一侧设置托盘整理装置,用于整理C片取走以后的托盘;解决了电机定子在现有技术中存在的组装质量低,劳动强度大,组装产品精度差等技术问题。
Description
技术领域
本实用新型的实施例涉及一种组装设备,特别涉及一种电机定子组装设备。
背景技术
在现有的罩极电机的C片和I片,即线圈电芯定子的组装过程,均采用人工组装的模式进行,存在着组装质量低,劳动强度大,组装产品精度差等情况。
实用新型内容
本实用新型的实施方式的目的在于提供一种能够实现自动化组装电机定子的组装设备,以此来解决电机定子在组装过程中存在的组装质量低,劳动强度大,组装产品精度差等技术问题。
为了实现上述目的,本实用新型的实施方式设计了一种电机定子组装设备,其特征在于,包括:
工作台,在所述的电机定子组装设备的下方设置所述工作台;
上件装置,在所述工作台的一侧固定所述的上件装置;
产品流动线,在所述的上件装置的一侧设置所述的产品流动线;所述产品流动线的一侧连接至上件装置的一侧;所述的产品流动线将产品夹具返回至所述的上件装置;
产品整理定位装置,在另一侧的所述产品流动线上设置所述的产品整理定位装置;
取件机械手臂,在所述的产品整理定位装置的一侧设置所述的取件机械手臂;所述的取件机械手臂从设置在所述工作台侧面的C片上料装置上取C片;
C片放置机构,在所述的取件机械手臂的另一侧设置所述C片放置机构;
伺服机械手臂,在所述C片上料装置的一侧设置所述伺服机械手臂,所述伺服机械手臂从所述C片上料装置取C片,并将所述C片放置在所述C片放置机构上;
I/C片压装装置,在所述C片放置机构的一侧设置所述I/C片压装装置,所述I/C片压装装置设置在所述产品流动线的上方;所述I/C片压装装置完成压装后的I/C片放置在所述产品流动线上;
托盘整理装置,在所述C片上料装置的一侧设置所述托盘整理装置,用于整理C片取走以后的托盘。
进一步,所述的上件装置与所述的产品流动线的一端连接成一体;所述的上件装置,还包括:
底座,在所述工作台上固定所述底座;
夹具定位工装,在所述底座上固定所述夹具定位工装;在所述夹具定位工装上定位产品夹具;在所述夹具定位工装上设置若干个所述产品夹具的工位;所述的产品夹具卡在设置在所述底座上的卡槽中;在所述的夹具定位工装的上方设置若干个定位销。
进一步,所述的产品流动线,还包括:
第一传送带,所述第一传送带设置在所述产品流动线的一侧;用于传送I片、线圈、C片以及组装好的I/C片;在所述的第一传送带上设置第一传送电机,用于驱动所述第一传送带传送;
气动定位气缸,在所述第一传送带的一侧固定所述气动定位气缸;在所述的气动定位气缸的活塞杆上设置一楔形定位块;所述楔形定位块卡入到设置在产品夹具上的楔形卡槽中;
位置切换气缸,在所述第一传送电机的一侧的所述第一传送带的侧面固定所述位置切换气缸,位置切换气缸用于将所述组装好的I/C片送入到所述第一传送带上;
第二传送带,所述第二传送带设置在所述产品流动线的另一侧;用于传送产品夹具,在所述的第二传送带上设置第二传送电机,用于驱动所述第二传送带传送。
进一步,所述的产品整理定位装置,还包括:
定位底座,在所述的工作台上固定所述定位底座;
横向气缸,在所述定位底座的上方分别固定横向气缸,用于将产品夹具推到所述产品流动线的中间位置,将所述产品夹具进行定位。
进一步,所述的取件机械手臂,还包括:
支架,在所述的工作台上固定所述支架;
横向移动气缸,在所述的支架的一侧固定所述的横向移动气缸,用于横向移动纵向气缸;纵向气缸固定在所述的支架的一侧,固定在所述的横向移动气缸的活塞杆上;在所述纵向气缸上固定C片夹取装置;
在所述的支架的一侧固定下压气缸,所述的下压气缸用于定位C片,防止C片滑动。
进一步,所述的C片托盘放置机构,还包括:
支腿,在所述的C片托盘放置机构的下方固定若干个所述支腿;
传送带,在所述支腿上方设置若干个传送带;
C片摆放夹具,在其中两根所述传送带上固定所述C片摆放夹具;其中任意一个所述C片摆放夹具设置在所述C片放置机构的两侧;
输送托盘气缸,在所述的C片摆放夹具的上方固定所述输送托盘气缸的一侧;所述的输送托盘气缸伸入到所述托盘整理装置内部,将托盘输送至所述托盘整理装置内。
进一步,所述的伺服机械手臂,还包括:
支柱,在所述的工作台上固定所述支柱;
在所述的支柱上固定横向移动丝杆机构;在所述的横向移动丝杆机构的一侧固定横向移动伺服电机;
在所述的横向移动丝杆机构上活动连接纵向移动丝杆机构;在所述的纵向移动丝杆机构的一侧固定纵向移动伺服电机;
在所述的纵向移动丝杆机构上固定一C片夹取气缸,在所述的C片夹取气缸的活塞杆上固定一夹子。
进一步,所述的C片放置机构,还包括:
传感器支架,在所述的工作台上固定所述传感器支架;在所述传感器支架上方设置传感器,用于感应C片是否存在所述传感器支架上;
调整C片位置支架,在所述工作台上固定所述调整C片位置支架,在所述的调整C片位置支架上固定一调整气缸,所述的调整气缸的活塞杆上固定调整块,正对所述产品整理定位装置的一侧;用于将C片位置进行定位;
C片放置支架,在所述的工作台上固定所述C片放置支架;
纵向推送气缸,在所述C片放置支架上固定所述纵向推送气缸;在所述的纵向推送气缸上固定连接滑动板,所述滑动板在纵向滑轨上滑动连接;在所述的滑动板推动C片摆放夹具进入所述的I/C片压装装置;在所述滑动板的上方固定上下升降气缸;在所述上下升降气缸的活塞杆上固定升降板,在所述的升降板上固定C片定位夹具;所述上下升降气缸将所述C片定位夹具连通所述C片放置到所述的I/C片压装装置的支撑板上;
所述的I/C片压装装置,还包括:
压装底座,在所述的I/C片压装装置的下方设置所述压装底座;
压装气缸,在所述压装底座的上方固定所述压装气缸,所述压装气缸的活塞杆连接压装夹具;
在所述压装气缸的底部设置压装滑轨,所述的压装滑轨固定在后板上;
在所述压装底座的侧面固定压装推送气缸的缸体;所述压装推送气缸的活塞杆正对所述产品流动线中的第一传送带的一端。
进一步,所述的C片上料装置,包括:
C片上料装置框架,在所述的C片上料装置的周围设置所述的C片上料装置框架;
提升固定支架,在所述的C片上料装置框架的顶部设置提升固定支架;
传送导轨,在所述的提升固定支架的内部设置所述传送导轨的一端;
在所述的传送导轨的另一端上活动连接所述的提升固定支架;所述的传送导轨固定在所述提升固定支架之间;
传送电机,在所述的提升固定支架的一侧设置所述传送电机,所述的传送电机带动所述的提升固定支架上下提升;所述的传送电机连同所述的提升固定支架上下一起运动;
提升板,所述的提升固定支架的下方固定在所述提升板;
C片夹具框架,在所述的提升板的下方连接所述的C片夹具框架;
C片夹具,在所述的C片夹具框架上设置若干层的所述C片夹具;在所述C片夹具上排列C片;
推放气缸固定板,在所述的C片上料装置框架一侧固定所述的推放气缸固定板;
推放气缸,在所述的推放气缸固定板上固定推放气缸;在所述的推放气缸的活塞杆上活动连接推放板;在所述推放板的上下侧活动设置导杆;
下料斗,在所述的C片上料装置框架的下方设置所述的下料斗。
进一步,所述的托盘整理装置,还包括:
托盘整理装置框架,在所述的托盘整理装置的周围设置所述的托盘整理装置框架;
托盘整理提升固定支架,在所述的托盘整理装置框架的顶部设置托盘整理提升固定支架;
托盘整理传送导轨,在所述的托盘整理装置框架的内部设置所述托盘整理传送导轨的一端;
在所述的托盘整理传送导轨的另一端上活动连接所述的托盘整理提升固定支架;所述的传托盘整理传送导轨固定在所述托盘整理提升固定支架之间;
托盘整理传送电机,在所述的托盘整理提升固定支架的一侧设置所述托盘整理传送电机,所述的托盘整理传送电机带动所述的托盘整理提升固定支架上下提升;所述的托盘整理传送电机连同所述的托盘整理装置框架上下一起运动;
托盘提升板,所述的托盘整理提升固定支架的下方固定在所述托盘提升板;
托盘夹具框架,在所述的托盘提升板的下方连接所述的托盘夹具框架;
托盘夹具,在所述的托盘夹具框架上设置若干层的所述托盘夹具;在所述托盘夹具上下排列托盘;
托盘下料斗,在所述的托盘整理装置框架的下方设置所述的托盘下料斗。
本实用新型的实施方式同现有技术相比,利用上件装置进行I片和线圈的上件,利用产品流动线实现I片和C片的组装,通过伺服机械手臂、C片放置机构、取件机械手臂对于C片进行搬运和定位,最后通过I/C片压装装置压接;并通过托盘整理装置对托盘进行回收,最后通过产品流动线完成对于产品夹具的循环使用,形成了罩极电机的C片和I片,即线圈电芯定子的组装过程全自动化,解决了电机定子在现有技术中存在的组装质量低,劳动强度大,组装产品精度差等技术问题。
附图说明
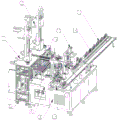
图1为本实用新型的立体结构示意图;
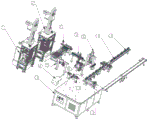
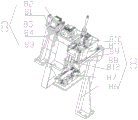
图2为图1的爆破结构示意图;
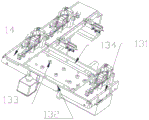
图3为图2中的上件装置的结构示意图;
图4为图2中的产品流动线的结构示意图;
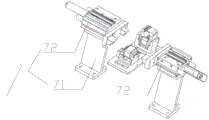
图5为本实用新型图2中的产品整理定位装置示意图;
图6为图2中的取件机械手臂的示意图;
图7为本实用新型的C片托盘放置机构结构示意图;
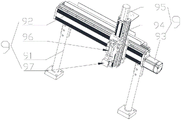
图8为本实用新型的伺服机械手臂的结构示意图;
图9为本实用新型的C片放置机构的结构示意图;
图10为本实用新型的I/C片压装装置的结构示意图;
图11为本实用新型的C片上料装置的结构示意图;
图12为本实用新型的托盘整理装置的结构示意图。
具体实施方式
为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的各实施方式进行详细的阐述。然而,本领域的普通技术人员可以理解,在本实用新型各实施方式中,为了使读者更好地理解本申请而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本申请各权利要求所要求保护的技术方案。
本实用新型的第一实施方式涉及一种电机定子组装设备,如图1和图2所示,包括:
在电机定子组装设备的下方设置工作台3,工作台3作为电机定子组装设备的支撑结构;
上件装置13,在工作台3的一侧固定上件装置13;
在上件装置13的一侧设置产品流动线11;产品流动线11的一侧连接至上件装置13的一侧;产品流动线11将产品夹具14返回至上件装置13;产品流动线11用于输送I片和C片以及将产品夹具14返回至上件装置13的作用。
在另一侧的产品流动线11上设置产品整理定位装置7;产品整理定位装置7主要用于对I片和C片进行定位。
取件机械手臂5,在产品整理定位装置7的一侧设置取件机械手臂5;取件机械手臂5从设置在工作台3侧面的C片上料装置1上取C片;
C片放置机构8,在取件机械手臂5的另一侧设置C片放置机构8;
伺服机械手臂9,在C片上料装置1的一侧设置伺服机械手臂9,伺服机械手臂9从C片上料装置1取C片,并将C片放置在C片放置机构8上;
I/C片压装装置10,在C片放置机构8的一侧设置I/C片压装装置10,I/C片压装装置10设置在产品流动线11的上方;I/C片压装装置10完成压装后的I/C片放置在产品流动线11上;
托盘整理装置2,在C片上料装置1的一侧设置托盘整理装置2,用于整理C片取走以后的托盘。
上述的实施例中的电机定子组装设备,利用上件装置13进行I片和线圈的上件,利用产品流动线11实现I片和C片的组装,通过伺服机械手臂9、C片放置机构8、取件机械手臂6对于C片进行搬运和定位,最后通过I/C片压装装置10压接;并通过托盘整理装置2对托盘进行回收,最后通过产品流动线11完成对于产品夹具14的循环使用,形成了罩极电机的C片和I片,即线圈电芯定子的组装过程全自动化,解决了电机定子在现有技术中存在的组装质量低,劳动强度大,组装产品精度差等技术问题。
为了进一步实现上述的技术效果,结合图2、图3所示,上件装置13与产品流动线11的一端连接成一体;上件装置13,还包括:
在工作台3上固定底座131;底座131用于将上件装置13固定在工作台3上。
在底座131上固定夹具定位工装132;在夹具定位工装132上定位产品夹具14;在夹具定位工装132上设置若干个产品夹具14的工位;夹具定位工装132用于放置产品夹具14,产品夹具14卡在设置在底座131上的卡槽134中;在夹具定位工装132的上方设置若干个定位销133,定位销133的主要作用是用于定位产品夹具14。
为了进一步实现上述的技术效果,结合图2、图4所示,产品流动线11,还包括:
第一传送带111设置在产品流动线11的一侧;用于传送I片、线圈、C片以及组装好的I/C片;在第一传送带111上设置第一传送电机112,用于驱动第一传送带传送111;第一传送带111主要传送安装在产品夹具14上的I片、线圈以及经过I/C片压装装置10压接以后的I/C片。
气动定位气缸113,在第一传送带111的一侧固定气动定位气缸113;在气动定位气缸113的活塞杆上设置一楔形定位块114;楔形定位块114卡入到设置在产品夹具14上的楔形卡槽1401中;
在第一传送电机112的一侧的第一传送带111的侧面固定位置切换气缸115,位置切换气缸115用于将组装好的I/C片送入到第一传送带111上;位置切换气缸115主要起到切换的作用。
第二传送带116设置在产品流动线11的另一侧;用于传送产品夹具14,在第二传送带116上设置第二传送电机117,用于驱动第二传送带116传送。第二传送带116主要起到回收产品夹具14的作用。
为了进一步实现上述的技术效果,结合图2、图5所示,产品整理定位装置7,还包括:
在工作台3上固定定位底座71,定位底座71作为产品整理定位装置7的底座;
横向气缸72,在定位底座71的上方分别固定横向气缸72,用于将产品夹具14推到产品流动线11的中间位置,将产品夹具14进行定位。
为了进一步实现上述的技术效果,结合图2、图6所示,取件机械手臂5,还包括:
在工作台3上固定支架51,支架51用于支撑取件机械手臂5;
横向移动气缸52,在支架51的一侧固定横向移动气缸52,用于横向移动纵向气缸53;纵向气缸53固定在支架51的一侧,固定在横向移动气缸52的活塞杆上;在纵向气缸53上固定C片夹取装置54;
在支架51的一侧固定下压气缸55,下压气缸55用于定位C片,防止C片滑动。
为了进一步实现上述的技术效果,结合图2、图7所示,C片托盘放置机构6,还包括:
在C片托盘放置机构6的下方固定若干个支腿61,支腿61用于支撑C片托盘放置机构6;
在支腿61上方设置若干个传送带63,传送带63用于输送C片,将整排C片;
在其中两根传送带63上固定C片摆放夹具64;其中任意一个C片摆放夹具64设置在C片放置机构6的两侧;C片摆放夹具64用于在传送过程中,对C片进行定位。
在C片摆放夹具6的上方固定输送托盘气缸62的一侧;输送托盘气缸62伸入到托盘整理装置2内部,将托盘输送至托盘整理装置2内,输送托盘气缸62将已经摆放在托盘上的C片,从托盘整理装置2输送到C片放置机构6上。
为了进一步实现上述的技术效果,结合图2、图8所示,伺服机械手臂9,还包括:
在工作台3上固定支柱91,支柱91用于连接工作台3与伺服机械手臂9;
在支柱91上固定横向移动丝杆机构92;在横向移动丝杆机构92的一侧固定横向移动伺服电机93;移动伺服电机93驱动横向移动丝杆机构92使得纵向移动丝杆机构94在横向移动丝杆机构92上进行横向移动;在横向移动丝杆机构92上活动连接纵向移动丝杆机构94;在纵向移动丝杆机构94的一侧固定纵向移动伺服电机95;纵向移动伺服电机95纵向驱动C片夹取气缸96;在纵向移动丝杆机构94上固定一C片夹取气缸96,在C片夹取气缸96的活塞杆上固定一夹子97。
为了进一步实现上述的技术效果,结合图2、图9所示,C片放置机构8,还包括:
传感器支架81,在工作台3上固定传感器支架81;在传感器支架81上方设置传感器82,用于感应C片是否存在传感器支架81上;
在工作台3上固定调整C片位置支架83,在调整C片位置支架83上固定一调整气缸84,调整气缸84的活塞杆上固定调整块85,正对产品整理定位装置7的一侧;用于将C片位置进行定位;
在工作台3上固定C片放置支架86;在C片放置支架86上固定纵向推送气缸87;在纵向推送气缸87上固定连接滑动板88,滑动板88在纵向滑轨89上滑动连接;在滑动板88推动C片摆放夹具64进入I/C片压装装置10;在滑动板88的上方固定上下升降气缸810;在上下升降气缸810的活塞杆上固定升降板811,在升降板811上固定C片定位夹具812;上下升降气缸810将C片定位夹具812连通C片放置到I/C片压装装置10的支撑板101上;
为了进一步实现上述的技术效果,结合图2、图10所示,I/C片压装装置10,还包括:
压装底座102,在I/C片压装装置10的下方设置压装底座102;
压装气缸103,在压装底座102的上方固定压装气缸103,压装气缸103的活塞杆连接压装夹具104;
在压装气缸103的底部设置压装滑轨105,压装滑轨105固定在后板106上;
在压装底座102的侧面固定压装推送气缸107的缸体;压装推送气缸107的活塞杆正对产品流动线11中的第一传送带111的一端。
为了进一步实现上述的技术效果,结合图2、图11所示,C片上料装置1,包括:
在C片上料装置1的周围设置C片上料装置框架1001;C片上料装置框架1001用于支撑整个C片上料装置1。
在C片上料装置框架1001的顶部设置提升固定支架1002;提升固定支架1002主要用于支撑C片上料装置框架1001的顶部上方的传动机构。
在提升固定支架1002的内部设置传送导轨1003的一端;传送导轨1003主要起到活动连接的作用。
在传送导轨1003的另一端上活动连接提升固定支架1002;传送导轨1003固定在提升固定支架1002之间;
在提升固定支架1002的一侧设置传送电机1004,传送电机1004带动提升固定支架1002上下提升;传送电机1004连同提升固定支架1002上下一起运动;传送电机1004起到提供传动动力的作用。
提升固定支架1002的下方固定在提升板1005;
在提升板1005的下方连接C片夹具框架1006;
在C片夹具框架1006上设置若干层的C片夹具1007;在C片夹具1007上排列C片;
推放气缸固定板1008,在C片上料装置框架1006一侧固定推放气缸固定板1008;
在推放气缸固定板1008上固定推放气缸1009;在推放气缸1009的活塞杆上活动连接推放板1010;在推放板1010的上下侧活动设置导杆1011;
下料斗1012,在C片上料装置框架1001的下方设置下料斗1012。
为了进一步实现上述的技术效果,结合图2、图12所示,托盘整理装置2,还包括:
在托盘整理装置2的周围设置托盘整理装置框架201;托盘整理装置框架201用于支撑托盘整理装置2。
在托盘整理装置框架2的顶部设置托盘整理提升固定支架202;托盘整理提升固定支架202用于支撑托盘整理装置框架2的顶部的传动机构。
在托盘整理装置框架2的内部设置托盘整理传送导轨203的一端;托盘整理传送导轨203用于活动连接传动装置;
在托盘整理传送导轨203的另一端上活动连接托盘整理提升固定支架202;传托盘整理传送导轨203固定在托盘整理提升固定支架202之间;
托盘整理传送电机204,在托盘整理提升固定支架202的一侧设置托盘整理传送电机204,托盘整理传送电机204带动托盘整理提升固定支架202上下提升;托盘整理传送电机204连同托盘整理装置框架2上下一起运动;
托盘整理提升固定支架202的下方固定在托盘提升板205;
在托盘提升板205的下方连接托盘夹具框架206;
在托盘夹具框架206上设置若干层的托盘夹具207;在托盘夹具207上下排列托盘;
托盘下料斗208,在托盘整理装置框架201的下方设置托盘下料斗208。
上述的实施例中,所有的设备都固定在工作台3上面,将I片放入已绕制好的线圈当中然后放在产品流动线11上面,当产品流到整理工位7时会将I片/骨架进行整理,使其尺寸符合产品范围。C片上料装置1将已装在托盘上的C片运送至C片托盘放置机构6,伺服机械手臂9将C片托盘放置机构6上面的C片放置到C片放置机构8上面,通过拿放取件机械手臂5将C片放置机构8上面的C片放置到产品流动线11上面,经过I/C片压装装置10时会将I\C片进行压装。然后压装好的产品会流到下一个工位,然后产品流动线11中的第二传送带116会将夹具回流。本实施例中采用完全自动化,大大的提高了产品的生产效率,还降低了产品的不良率,节省人工成本。
本领域的普通技术人员可以理解,上述各实施方式是实现本实用新型的具体实施例,而在实际应用中,可以在形式上和细节上对其作各种改变,而不偏离本实用新型的精神和范围。
Claims (10)
1.一种电机定子组装设备,其特征在于,包括:
工作台,在所述的电机定子组装设备的下方设置所述工作台;
上件装置,在所述工作台的一侧固定所述的上件装置;
产品流动线,在所述的上件装置的一侧设置所述的产品流动线;所述产品流动线的一侧连接至上件装置的一侧;所述的产品流动线将产品夹具返回至所述的上件装置;
产品整理定位装置,在另一侧的所述产品流动线上设置所述的产品整理定位装置;
取件机械手臂,在所述的产品整理定位装置的一侧设置所述的取件机械手臂;所述的取件机械手臂从设置在所述工作台侧面的C片上料装置上取C片;
C片放置机构,在所述的取件机械手臂的另一侧设置所述C片放置机构;
伺服机械手臂,在所述C片上料装置的一侧设置所述伺服机械手臂,所述伺服机械手臂从所述C片上料装置取C片,并将所述C片放置在所述C片放置机构上;
I/C片压装装置,在所述C片放置机构的一侧设置所述I/C片压装装置,所述I/C片压装装置设置在所述产品流动线的上方;所述I/C片压装装置完成压装后的I/C片放置在所述产品流动线上;
托盘整理装置,在所述C片上料装置的一侧设置所述托盘整理装置,用于整理C片取走以后的托盘。
2.根据权利要求1所述的电机定子组装设备,其特征在于,所述的上件装置与所述的产品流动线的一端连接成一体;所述的上件装置,还包括:
底座,在所述工作台上固定所述底座;
夹具定位工装,在所述底座上固定所述夹具定位工装;在所述夹具定位工装上定位产品夹具;在所述夹具定位工装上设置若干个所述产品夹具的工位;所述的产品夹具卡在设置在所述底座上的卡槽中;在所述的夹具定位工装的上方设置若干个定位销。
3.根据权利要求1所述的电机定子组装设备,其特征在于,所述的产品流动线,还包括:
第一传送带,所述第一传送带设置在所述产品流动线的一侧;用于传送I片、线圈、C片以及组装好的I/C片;在所述的第一传送带上设置第一传送电机,用于驱动所述第一传送带传送;
气动定位气缸,在所述第一传送带的一侧固定所述气动定位气缸;在所述的气动定位气缸的活塞杆上设置一楔形定位块;所述楔形定位块卡入到设置在产品夹具上的楔形卡槽中;
位置切换气缸,在所述第一传送电机的一侧的所述第一传送带的侧面固定所述位置切换气缸,位置切换气缸用于将所述组装好的I/C片送入到所述第一传送带上;
第二传送带,所述第二传送带设置在所述产品流动线的另一侧;用于传送产品夹具,在所述的第二传送带上设置第二传送电机,用于驱动所述第二传送带传送。
4.根据权利要求1所述的电机定子组装设备,其特征在于,所述的产品整理定位装置,还包括:
定位底座,在所述的工作台上固定所述定位底座;
横向气缸,在所述定位底座的上方分别固定横向气缸,用于将产品夹具推到所述产品流动线的中间位置,将所述产品夹具进行定位。
5.根据权利要求1所述的电机定子组装设备,其特征在于,所述的取件机械手臂,还包括:
支架,在所述的工作台上固定所述支架;
横向移动气缸,在所述的支架的一侧固定所述的横向移动气缸,用于横向移动纵向气缸;纵向气缸固定在所述的支架的一侧,固定在所述的横向移动气缸的活塞杆上;在所述纵向气缸上固定C片夹取装置;
在所述的支架的一侧固定下压气缸,所述的下压气缸用于定位C片,防止C片滑动。
6.根据权利要求1所述的电机定子组装设备,其特征在于,所述的C片托盘放置机构,还包括:
支腿,在所述的C片托盘放置机构的下方固定若干个所述支腿;
传送带,在所述支腿上方设置若干个传送带;
C片摆放夹具,在其中两根所述传送带上固定所述C片摆放夹具;其中任意一个所述C片摆放夹具设置在所述C片放置机构的两侧;
输送托盘气缸,在所述的C片摆放夹具的上方固定所述输送托盘气缸的一侧;所述的输送托盘气缸伸入到所述托盘整理装置内部,将托盘输送至所述托盘整理装置内。
7.根据权利要求6所述的电机定子组装设备,其特征在于,所述的伺服机械手臂,还包括:
支柱,在所述的工作台上固定所述支柱;
在所述的支柱上固定横向移动丝杆机构;在所述的横向移动丝杆机构的一侧固定横向移动伺服电机;
在所述的横向移动丝杆机构上活动连接纵向移动丝杆机构;在所述的纵向移动丝杆机构的一侧固定纵向移动伺服电机;
在所述的纵向移动丝杆机构上固定一C片夹取气缸,在所述的C片夹取气缸的活塞杆上固定一夹子。
8.根据权利要求1所述的电机定子组装设备,其特征在于,所述的C片放置机构,还包括:
传感器支架,在所述的工作台上固定所述传感器支架;在所述传感器支架上方设置传感器,用于感应C片是否存在所述传感器支架上;
调整C片位置支架,在所述工作台上固定所述调整C片位置支架,在所述的调整C片位置支架上固定一调整气缸,所述的调整气缸的活塞杆上固定调整块,正对所述产品整理定位装置的一侧;用于将C片位置进行定位;
C片放置支架,在所述的工作台上固定所述C片放置支架;
纵向推送气缸,在所述C片放置支架上固定所述纵向推送气缸;在所述的纵向推送气缸上固定连接滑动板,所述滑动板在纵向滑轨上滑动连接;在所述的滑动板推动C片摆放夹具进入所述的I/C片压装装置;在所述滑动板的上方固定上下升降气缸;在所述上下升降气缸的活塞杆上固定升降板,在所述的升降板上固定C片定位夹具;所述上下升降气缸将所述C片定位夹具连通所述C片放置到所述的I/C片压装装置的支撑板上;
所述的I/C片压装装置,还包括:
压装底座,在所述的I/C片压装装置的下方设置所述压装底座;
压装气缸,在所述压装底座的上方固定所述压装气缸,所述压装气缸的活塞杆连接压装夹具;
在所述压装气缸的底部设置压装滑轨,所述的压装滑轨固定在后板上;
在所述压装底座的侧面固定压装推送气缸的缸体;所述压装推送气缸的活塞杆正对所述产品流动线中的第一传送带的一端。
9.根据权利要求1所述的电机定子组装设备,其特征在于,所述的C片上料装置,包括:
C片上料装置框架,在所述的C片上料装置的周围设置所述的C片上料装置框架;
提升固定支架,在所述的C片上料装置框架的顶部设置提升固定支架;
传送导轨,在所述的提升固定支架的内部设置所述传送导轨的一端;
在所述的传送导轨的另一端上活动连接所述的提升固定支架;所述的传送导轨固定在所述提升固定支架之间;
传送电机,在所述的提升固定支架的一侧设置所述传送电机,所述的传送电机带动所述的提升固定支架上下提升;所述的传送电机连同所述的提升固定支架上下一起运动;
提升板,所述的提升固定支架的下方固定在所述提升板;
C片夹具框架,在所述的提升板的下方连接所述的C片夹具框架;
C片夹具,在所述的C片夹具框架上设置若干层的所述C片夹具;在所述C片夹具上排列C片;
推放气缸固定板,在所述的C片上料装置框架一侧固定所述的推放气缸固定板;
推放气缸,在所述的推放气缸固定板上固定推放气缸;在所述的推放气缸的活塞杆上活动连接推放板;在所述推放板的上下侧活动设置导杆;
下料斗,在所述的C片上料装置框架的下方设置所述的下料斗。
10.根据权利要求1所述的电机定子组装设备,其特征在于,所述的托盘整理装置,还包括:
托盘整理装置框架,在所述的托盘整理装置的周围设置所述的托盘整理装置框架;
托盘整理提升固定支架,在所述的托盘整理装置框架的顶部设置托盘整理提升固定支架;
托盘整理传送导轨,在所述的托盘整理装置框架的内部设置所述托盘整理传送导轨的一端;
在所述的托盘整理传送导轨的另一端上活动连接所述的托盘整理提升固定支架;所述的托盘整理传送导轨固定在所述托盘整理提升固定支架之间;
托盘整理传送电机,在所述的托盘整理提升固定支架的一侧设置所述托盘整理传送电机,所述的托盘整理传送电机带动所述的托盘整理提升固定支架上下提升;所述的托盘整理传送电机连同所述的托盘整理装置框架上下一起运动;
托盘提升板,所述的托盘整理提升固定支架的下方固定在所述托盘提升板;
托盘夹具框架,在所述的托盘提升板的下方连接所述的托盘夹具框架;
托盘夹具,在所述的托盘夹具框架上设置若干层的所述托盘夹具;在所述托盘夹具上下排列托盘;
托盘下料斗,在所述的托盘整理装置框架的下方设置所述的托盘下料斗。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121477379.7U CN215357172U (zh) | 2021-06-30 | 2021-06-30 | 电机定子组装设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121477379.7U CN215357172U (zh) | 2021-06-30 | 2021-06-30 | 电机定子组装设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215357172U true CN215357172U (zh) | 2021-12-31 |
Family
ID=79606423
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121477379.7U Active CN215357172U (zh) | 2021-06-30 | 2021-06-30 | 电机定子组装设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215357172U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116260294A (zh) * | 2023-05-15 | 2023-06-13 | 长沙锐博特科技有限公司 | 一种汽车电机定子自动压装设备 |
-
2021
- 2021-06-30 CN CN202121477379.7U patent/CN215357172U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116260294A (zh) * | 2023-05-15 | 2023-06-13 | 长沙锐博特科技有限公司 | 一种汽车电机定子自动压装设备 |
| CN116260294B (zh) * | 2023-05-15 | 2023-08-11 | 长沙锐博特科技有限公司 | 一种汽车电机定子自动压装设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109501115B (zh) | 一种注塑机的上下料系统 | |
| CN113794083A (zh) | 一种载具自动插针设备 | |
| CN108242872B (zh) | 一种转子加工设备的组装机构 | |
| CN113369890A (zh) | 电机定子组装设备 | |
| CN108821025B (zh) | 一种骨架线圈绕线设备 | |
| CN108258857B (zh) | 一种转子加工设备的冲片检测机构 | |
| CN110677799A (zh) | 一种扬声器磁路胶合自动生产线 | |
| CN110280501B (zh) | 一种电感机能自动测试机 | |
| CN112477246B (zh) | 一种自动电芯热压机 | |
| CN113148669A (zh) | 料盘上料设备 | |
| CN215357172U (zh) | 电机定子组装设备 | |
| CN210986429U (zh) | 一种扬声器磁路胶合自动生产线 | |
| CN113479609B (zh) | 一种用于装配输送机实训设备的生产线 | |
| CN214569054U (zh) | 一种自动上下料装置 | |
| CN213691982U (zh) | 一种芯片组装上下料机 | |
| CN217551671U (zh) | 一种汽车部件自动压装的机械手自动化设备 | |
| CN217291299U (zh) | 电感线圈高效点焊裁切一体设备 | |
| CN217050336U (zh) | 自适应式回流设备 | |
| CN215297451U (zh) | 一种电路板的装箱系统、电路板生产线 | |
| CN113471120B (zh) | 一种uvled加工的上料装置及上料工艺 | |
| CN215515732U (zh) | 一种机械手上下料装置 | |
| CN113526224A (zh) | 一种高精度辅料自动贴附装置 | |
| CN112872773A (zh) | 轴套自动压装装置及其工作方法 | |
| CN111906538A (zh) | 长转轴自动组装设备 | |
| CN216836068U (zh) | Pcba板定位组装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |