CN108914346B - 一种柔软、舒适自如的弹性绒布制备方法 - Google Patents
一种柔软、舒适自如的弹性绒布制备方法 Download PDFInfo
- Publication number
- CN108914346B CN108914346B CN201810938458.XA CN201810938458A CN108914346B CN 108914346 B CN108914346 B CN 108914346B CN 201810938458 A CN201810938458 A CN 201810938458A CN 108914346 B CN108914346 B CN 108914346B
- Authority
- CN
- China
- Prior art keywords
- fabric
- blank
- paths
- fabric blank
- comfortable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/02—Pile fabrics or articles having similar surface features
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/102—Patterned fabrics or articles with stitch pattern
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
- D04B1/16—Other fabrics or articles characterised primarily by the use of particular thread materials synthetic threads
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
- D04B1/18—Other fabrics or articles characterised primarily by the use of particular thread materials elastic threads
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C7/00—Heating or cooling textile fabrics
- D06C7/02—Setting
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M11/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising
- D06M11/32—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising with oxygen, ozone, ozonides, oxides, hydroxides or percompounds; Salts derived from anions with an amphoteric element-oxygen bond
- D06M11/36—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with inorganic substances or complexes thereof; Such treatment combined with mechanical treatment, e.g. mercerising with oxygen, ozone, ozonides, oxides, hydroxides or percompounds; Salts derived from anions with an amphoteric element-oxygen bond with oxides, hydroxides or mixed oxides; with salts derived from anions with an amphoteric element-oxygen bond
- D06M11/38—Oxides or hydroxides of elements of Groups 1 or 11 of the Periodic System
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06M—TREATMENT, NOT PROVIDED FOR ELSEWHERE IN CLASS D06, OF FIBRES, THREADS, YARNS, FABRICS, FEATHERS OR FIBROUS GOODS MADE FROM SUCH MATERIALS
- D06M13/00—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment
- D06M13/10—Treating fibres, threads, yarns, fabrics or fibrous goods made from such materials, with non-macromolecular organic compounds; Such treatment combined with mechanical treatment with compounds containing oxygen
- D06M13/184—Carboxylic acids; Anhydrides, halides or salts thereof
- D06M13/188—Monocarboxylic acids; Anhydrides, halides or salts thereof
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2201/00—Cellulose-based fibres, e.g. vegetable fibres
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/10—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyurethanes
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/061—Load-responsive characteristics elastic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/062—Load-responsive characteristics stiff, shape retention
Abstract
一种柔软、舒适自如的弹性绒布制备方法,涉及一种针织面料的制备方法,面料包括编织面料内层、编织面料表层和编织面料中间层,步骤A:织造成面料毛坯;步骤B:将面料毛坯进行预定型;步骤C:对面料毛坯进行前处理;步骤D:对面料毛坯进行脱水;步骤E:对面料毛坯进行烘干;步骤F:对面料毛坯进行剪毛,将编织面料表层的毛圈面浮毛剪去;步骤G:对面料毛坯进行开幅定型,步骤H:对面料毛坯进行打卷。与现有技术相比,本发明的有益效果是:通过本方法织造的面料直向横向弹性好、手感柔软膨松保暖、无束缚感,穿着体验感极佳,适用于贴身服饰或者运动服饰,解决了以往绒布手感硬、弹性欠佳、伸展不自如的问题。
Description
技术领域
本发明涉及一种针织面料的制备方法,尤其是一种绒布面料的制备方法。
背景技术
绒布指经过拉绒后表面呈现丰润绒毛状的棉织物, 通过在布的表面做的针孔扎绒工艺,产生较多绒毛,立体感强,光泽度高,摸起来柔软厚实。绒布分单面绒和双面绒两种。单面绒组织以斜纹为主,也称哔叽绒;双面绒以平纹为主。绒布布身柔软,穿着贴体舒适,保暖性好,宜作冬季内衣、睡衣。印花绒布、色织条格绒布宜做妇女、儿童春秋外衣。印有动物、花卉、童话形象花样的绒布又称蓓蓓绒,适合儿童着用。本色绒、漂白绒、什色绒、芝麻绒一般用作冬令服装、手套、鞋帽夹里等。绒布的起绒是靠拉绒机钢丝针尖多次反复作用,在坯布布面上拉起一部分纤维形成的,绒毛要求短、密、匀。印花绒布在印花之前拉绒,漂白与杂色绒布则在最后拉绒。绒布的坯布所用经纱宜细;纬纱宜粗且拈度要少。纺制纬纱的棉纤维宜粗,并有较好的整齐度。织物经密较小,纬密较大,以使纬纱浮现于表面,有利于纬纱棉纤维形成丰满而均匀的绒毛。绒布经过拉绒后,纬向强力损失较大,因此掌握棉纱质量和拉绒工艺操作十分重要。但绒布手感硬、弹性欠佳、伸展不自如,而且为追求蓬松度绒里一般用粗支纱线,一般的粗支纱线短绒多易掉毛沾到内层衣服上或皮肤上,穿着体验感不佳。
发明内容
本发明针对现有技术中的不足,提供了一种柔软、舒适自如的弹性绒布制备方法,通过本方法织造的面料直向横向弹性好、手感柔软膨松保暖、无束缚感,穿着体验感极佳,适用于贴身服饰或者运动服饰,解决了以往绒布手感硬、弹性欠佳、伸展不自如的问题。
为了解决上述技术问题,一种柔软、舒适自如的弹性绒布制备方法,面料包括编织面料内层、编织面料表层和编织面料中间层,还包括以下几个步骤,
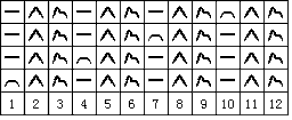
步骤A:选取短纤维纱作为编织面料内层原料,选取短纤维纱线作为编织面料表层原料,选取包复丝作为编织面料中间层原料,然后通过织造设备织将编织面料内层、编织面料表层和编织面料中间层织造成衬垫添纱结构的面料毛坯,其中,在12路的三角结构中,1、4、7、10路为编织面料内层,第1路为浮线、浮线、浮线、集圈织造结构循环,第4路为浮线、浮线、集圈、浮线织造结构循环,第7路为浮线、集圈、浮线、浮线织造结构循环,第10路为集圈、浮线、浮线、浮线织造结构循环,2、5、8、11 路为编织面料表层,第2、5、8、11 路都是成圈、成圈、成圈、成圈织造结构循环,3、6、9、12路为编织面料中间层,第3、6、9、12路都是小成圈、小成圈、小成圈、小成圈织造结构循环;步骤B:将面料毛坯进行预定型;步骤C:对面料毛坯进行前处理;步骤D:对面料毛坯进行脱水;步骤E:对面料毛坯进行烘干;步骤F:对面料毛坯进行剪毛,将编织面料表层的毛圈面浮毛剪去;步骤G:对面料毛坯进行开幅定型,步骤H:对面料毛坯进行打卷,打卷结束后得到柔软、舒适的弹性绒布。
上述技术方案中,优选的,步骤B将面料毛坯进行预定型时,预定型温度在170℃~200℃,车速在20m/min~35 m/min。
上述技术方案中,优选的,步骤C对面料毛坯进行前处理时,面料坯布需要浸入到前处理液中,面料坯布与前处理液的浴比1:12-1:15,前处理温度为40℃~100℃,处理时间为15min~25 min,前处理液中还包括0.1g/L~1g/L非硅消泡剂、1g/L~2g/L炼染同浴除油剂、0.1g/L~1g/L冰醋酸、 0.1g/L~1g/L片碱。
上述技术方案中,优选的,步骤E对面料毛坯进行烘干时,烘干温度在130℃-150℃之间。
上述技术方案中,优选的,步骤G对面料毛坯进行开幅定型时,面料坯布在开幅定型机内定型,定型温度150℃~170℃,车速20m/min~35m/min,超喂比25%-35%。
上述技术方案中,优选的,在步骤A中,1、4、7、10路选用规格在6S~16S的纤维素纤维或纤维素/合成纤维混纺,2、5、8、11 路选用规格在20S~40S的纤维素纤维或纤维素/合成纤维混纺,选用40SJCF(C)+40D氨纶丝混纺,2、5 路选用100D/144F(DTY)(A)+40D氨纶丝混纺,第3、6、9、12路选用(50D~100D长丝)包(20D~70D氨纶丝)或 (70D/24F*40D)(DTY锦纶6*氨纶丝)(包复丝)。
本发明方法织造成的面料
在保证面料结构强度的情况下,相对开松,绒里纱支线圈长,同时染整采用耐洗的柔软处理,使面料具有蓬松柔软的独特手感。在本发明织造时,3、6、9、12路的纱线喂入量一定要多,这样才能保证面料的弹性及柔软度,但也不能过多,否则喂入量太多会造成滚丝情况。同时还需要注意面料绒里毛羽情况,绒里纱粗支纱选用细纱精梳纱并线成粗支纱或用加入长绒棉纺成粗支纱,这样可以增加捻度的同时增加纤维间的抱合力,减少纤维摩擦后掉落现象。中间衬位运用尼龙包氨纶的包覆丝并选用粗档针距,从而增加面料的舒适度及弹性。
与现有技术相比,本发明的有益效果是:通过本方法织造的面料直向横向弹性好、手感柔软膨松保暖、无束缚感,穿着体验感极佳,适用于贴身服饰或者运动服饰,解决了以往绒布手感硬、弹性欠佳、伸展不自如的问题。
附图说明
图1是本发明实施例1、实施例2和实施例3的三角排列图。
具体实施方式
下面结合附图与具体实施方式对本发明作进一步详细描述。
实施例1,如图1所示,一种柔软、舒适自如的弹性绒布制备方法,面料包括编织面料内层、编织面料表层和编织面料中间层,包括以下几个步骤,步骤A:选取短纤维纱作为编织面料内层原料,选取短纤维纱线作为编织面料表层原料,选取包复丝作为编织面料中间层原料,然后通过织造设备织将编织面料内层、编织面料表层和编织面料中间层织造成衬垫添纱结构的面料毛坯,其中,在12路的三角结构中,1、4、7、10路为编织面料内层,第1路为浮线、浮线、浮线、集圈织造结构循环,第4路为浮线、浮线、集圈、浮线织造结构循环,第7路为浮线、集圈、浮线、浮线织造结构循环,第10路为集圈、浮线、浮线、浮线织造结构循环,2、5、8、11 路为编织面料表层,第2、5、8、11 路都是成圈、成圈、成圈、成圈织造结构循环,3、6、9、12路为编织面料中间层,第3、6、9、12路都是小成圈、小成圈、小成圈、小成圈织造结构循环;在步骤A中,1、4、7、10路选用规格在6S~16S的纤维素纤维或纤维素/合成纤维混纺,2、5、8、11 路选用规格在20S~40S的纤维素纤维或纤维素/合成纤维混纺,选用40SJCF(C)+40D氨纶丝混纺,2、5 路选用100D/144F(DTY)(A)+40D氨纶丝混纺,第3、6、9、12路选用(50D~100D长丝)包(20D~70D氨纶丝)或 (70D/24F*40D)(DTY锦纶6*氨纶丝)(包复丝)。
步骤B:将面料毛坯进行预定型;预定型温度在170℃,车速在20m/min。步骤C:对面料毛坯进行前处理,面料坯布需要浸入到前处理液中,面料坯布与前处理液的浴比1:12,前处理温度为40℃,处理时间为15min,前处理液中还包括0.1g/L非硅消泡剂、1g/L炼染同浴除油剂、 0.1g/L冰醋酸、 0.1g/L片碱。步骤D:对面料毛坯进行脱水。步骤E:对面料毛坯进行烘干;烘干温度在130℃。步骤F:对面料毛坯进行剪毛,将编织面料表层的毛圈面浮毛剪去。步骤G:对面料毛坯进行开幅定型,面料坯布在开幅定型机内定型,定型温度150℃,车速20m/min,超喂比25%。步骤H:对面料毛坯进行打卷,打卷结束后得到柔软、舒适的弹性绒布。
实施例2,如图1所示,一种柔软、舒适自如的弹性绒布制备方法,面料包括编织面料内层、编织面料表层和编织面料中间层,包括以下几个步骤,步骤A:选取短纤维纱作为编织面料内层原料,选取短纤维纱线作为编织面料表层原料,选取包复丝作为编织面料中间层原料,然后通过织造设备织将编织面料内层、编织面料表层和编织面料中间层织造成衬垫添纱结构的面料毛坯,其中,在12路的三角结构中,1、4、7、10路为编织面料内层,第1路为浮线、浮线、浮线、集圈织造结构循环,第4路为浮线、浮线、集圈、浮线织造结构循环,第7路为浮线、集圈、浮线、浮线织造结构循环,第10路为集圈、浮线、浮线、浮线织造结构循环,2、5、8、11 路为编织面料表层,第2、5、8、11 路都是成圈、成圈、成圈、成圈织造结构循环,3、6、9、12路为编织面料中间层,第3、6、9、12路都是小成圈、小成圈、小成圈、小成圈织造结构循环;在步骤A中,1、4、7、10路选用规格在6S~16S的纤维素纤维或纤维素/合成纤维混纺,2、5、8、11 路选用规格在20S~40S的纤维素纤维或纤维素/合成纤维混纺,选用40SJCF(C)+40D氨纶丝混纺,2、5 路选用100D/144F(DTY)(A)+40D氨纶丝混纺,第3、6、9、12路选用(50D~100D长丝)包(20D~70D氨纶丝)或 (70D/24F*40D)(DTY锦纶6*氨纶丝)(包复丝)。
步骤B:将面料毛坯进行预定型;预定型温度在200℃,车速在35 m/min。步骤C:对面料毛坯进行前处理,面料坯布需要浸入到前处理液中,面料坯布与前处理液的浴比1:15,前处理温度为100℃,处理时间为5 min,前处理液中还包括1g/L非硅消泡剂、2g/L炼染同浴除油剂、1g/L冰醋酸、1g/L片碱。步骤D:对面料毛坯进行脱水。步骤E:对面料毛坯进行烘干;烘干温度在150℃之间。步骤F:对面料毛坯进行剪毛,将编织面料表层的毛圈面浮毛剪去。步骤G:对面料毛坯进行开幅定型,面料坯布在开幅定型机内定型,定型温度170℃,车速35m/min,超喂比35%。步骤H:对面料毛坯进行打卷,打卷结束后得到柔软、舒适的弹性绒布。
实施例3,如图1所示,一种柔软、舒适自如的弹性绒布制备方法,面料包括编织面料内层、编织面料表层和编织面料中间层,包括以下几个步骤,步骤A:选取短纤维纱作为编织面料内层原料,选取短纤维纱线作为编织面料表层原料,选取包复丝作为编织面料中间层原料,然后通过织造设备织将编织面料内层、编织面料表层和编织面料中间层织造成衬垫添纱结构的面料毛坯,其中,在12路的三角结构中,1、4、7、10路为编织面料内层,第1路为浮线、浮线、浮线、集圈织造结构循环,第4路为浮线、浮线、集圈、浮线织造结构循环,第7路为浮线、集圈、浮线、浮线织造结构循环,第10路为集圈、浮线、浮线、浮线织造结构循环,2、5、8、11 路为编织面料表层,第2、5、8、11 路都是成圈、成圈、成圈、成圈织造结构循环,3、6、9、12路为编织面料中间层,第3、6、9、12路都是小成圈、小成圈、小成圈、小成圈织造结构循环;在步骤A中,1、4、7、10路选用规格在6S~16S的纤维素纤维或纤维素/合成纤维混纺,2、5、8、11 路选用规格在20S~40S的纤维素纤维或纤维素/合成纤维混纺,选用40SJCF(C)+40D氨纶丝混纺,2、5 路选用100D/144F(DTY)(A)+40D氨纶丝混纺,第3、6、9、12路选用(50D~100D长丝)包(20D~70D氨纶丝)或 (70D/24F*40D)(DTY锦纶6*氨纶丝)(包复丝)。
步骤B:将面料毛坯进行预定型;预定型温度在185℃,车速在30m/min。步骤C:对面料毛坯进行前处理,面料坯布需要浸入到前处理液中,面料坯布与前处理液的浴比1:14,前处理温度为70℃,处理时间为20 min,前处理液中还包括0.5g/L非硅消泡剂、1.5g/L炼染同浴除油剂、 0.5g/L冰醋酸、 0.5g/L片碱。步骤D:对面料毛坯进行脱水。步骤E:对面料毛坯进行烘干;烘干温度在140℃。步骤F:对面料毛坯进行剪毛,将编织面料表层的毛圈面浮毛剪去。步骤G:对面料毛坯进行开幅定型,面料坯布在开幅定型机内定型,定型温度160℃,车速30m/min,超喂比30%。步骤H:对面料毛坯进行打卷,打卷结束后得到柔软、舒适的弹性绒布。
Claims (6)
1.一种柔软、舒适自如的弹性绒布制备方法,面料包括编织面料内层、编织面料表层和编织面料中间层,其特征还包括以下几个步骤,
步骤A:选取短纤维纱作为编织面料内层原料,选取短纤维纱线作为编织面料表层原料,选取包覆丝作为编织面料中间层原料,然后通过织造设备织将编织面料内层、编织面料表层和编织面料中间层织造成衬垫添纱结构的面料毛坯,其中,在12路的三角结构中,1、4、7、10路为编织面料内层,第1路为浮线、浮线、浮线、集圈织造结构循环,第4路为浮线、浮线、集圈、浮线织造结构循环,第7路为浮线、集圈、浮线、浮线织造结构循环,第10路为集圈、浮线、浮线、浮线织造结构循环,2、5、8、11 路为编织面料表层,第2、5、8、11 路都是成圈、成圈、成圈、成圈织造结构循环,3、6、9、12路为编织面料中间层,第3、6、9、12路都是小成圈、小成圈、小成圈、小成圈织造结构循环;
步骤B:将面料毛坯进行预定型;
步骤C:对面料毛坯进行前处理;
步骤D:对面料毛坯进行脱水;
步骤E:对面料毛坯进行烘干;
步骤F:对面料毛坯进行剪毛,将编织面料表层的毛圈面浮毛剪去;
步骤G:对面料毛坯进行开幅定型,
步骤H:对面料毛坯进行打卷,打卷结束后得到柔软、舒适的弹性绒布。
2.根据权利要求1所述的一种柔软、舒适自如的弹性绒布制备方法,其特征为,步骤B将面料毛坯进行预定型时,预定型温度在170℃~200℃,车速在20m/min~35 m/min。
3.根据权利要求1所述的一种柔软、舒适自如的弹性绒布制备方法,其特征为,步骤C对面料毛坯进行前处理时,面料毛坯需要浸入到前处理液中,面料毛坯与前处理液的浴比1:12-1:15,前处理温度为40℃~100℃,处理时间为15min~25 min,前处理液中还包括0.1g/L~1g/L非硅消泡剂、1g/L~2g/L炼染同浴除油剂、 0.1g/L~1g/L冰醋酸、 0.1g/L~1g/L片碱。
4.根据权利要求1所述的一种柔软、舒适自如的弹性绒布制备方法,其特征为,步骤E对面料毛坯进行烘干时,烘干温度在130℃-150℃之间。
5.根据权利要求1所述的一种柔软、舒适自如的弹性绒布制备方法,其特征为,步骤G对面料毛坯进行开幅定型时,面料毛坯在开幅定型机内定型,定型温度150℃~170℃,车速20m/min~35m/min,超喂比25%-35%。
6.根据权利要求1所述的一种柔软、舒适自如的弹性绒布制备方法,其特征为,在步骤A中,1、4、7、10路选用规格在6S~16S的纤维素纤维或纤维素/合成纤维混纺,2、5、8、11 路选用规格在20S~40S的纤维素纤维或纤维素/合成纤维混纺,选用40SJCFC+40D氨纶丝混纺,第3、6、9、12路选用50D~100D长丝包20D~70D氨纶丝或 70D/24F*40DDTY锦纶6*氨纶丝包覆丝。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810938458.XA CN108914346B (zh) | 2018-08-17 | 2018-08-17 | 一种柔软、舒适自如的弹性绒布制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810938458.XA CN108914346B (zh) | 2018-08-17 | 2018-08-17 | 一种柔软、舒适自如的弹性绒布制备方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN108914346A CN108914346A (zh) | 2018-11-30 |
| CN108914346B true CN108914346B (zh) | 2020-09-04 |
Family
ID=64405951
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201810938458.XA Active CN108914346B (zh) | 2018-08-17 | 2018-08-17 | 一种柔软、舒适自如的弹性绒布制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN108914346B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109853118B (zh) * | 2018-12-28 | 2024-02-09 | 狮丹努集团股份有限公司 | 具有双面效应的单面纬编织物及其生产方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3850230B2 (ja) * | 2001-06-11 | 2006-11-29 | モリリン株式会社 | フリース毛布 |
| CN101581001B (zh) * | 2009-06-05 | 2011-07-13 | 上海嘉麟杰纺织品股份有限公司 | 高密弹性纬编针织起绒面料及其制造方法 |
| CN204138877U (zh) * | 2014-06-10 | 2015-02-04 | 宁波大千纺织品有限公司 | 一种高弹保暖起绒针织面料 |
| CN105401318A (zh) * | 2014-09-12 | 2016-03-16 | 常熟神花针织有限公司 | 纬编超柔软针织面料的制备方法 |
| CN205603794U (zh) * | 2016-03-15 | 2016-09-28 | 上海题桥纺织染纱有限公司 | 一种柔软且富有弹性的双面纬编织物 |
| CN106192176A (zh) * | 2016-07-15 | 2016-12-07 | 上海嘉麟杰纺织品股份有限公司 | 一种轻薄、保暖、阻燃绒类面料的制备方法 |
-
2018
- 2018-08-17 CN CN201810938458.XA patent/CN108914346B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN108914346A (zh) | 2018-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106435916B (zh) | 水溶性维纶无捻纱或弱捻纱多层面料及其织造方法 | |
| CN106350916B (zh) | 一种吸湿速干纤维与棉交织的面料及其织造工艺 | |
| CN101113547A (zh) | 超柔拉舍尔毛绒织物及其制作方法 | |
| CN204265955U (zh) | 一种丝光绒经编面料 | |
| CN109487430A (zh) | 舒适免烫棉经编衬衫面料及其生产方法 | |
| CN102953221A (zh) | 一种纺织面料的生产工艺 | |
| CN110067076A (zh) | 一种棉经编吸湿排汗衬衫面料及其制备方法 | |
| CN102758307A (zh) | 一种天然蚕丝棉拉舍尔毛毯及其制备方法 | |
| CN111109701A (zh) | 一种触感柔软环保运动上衣及其制作方法 | |
| CN103556377A (zh) | 一种爽滑记忆针织面料及制备方法 | |
| CN106592061A (zh) | 一种纺织布料及其纺织工艺 | |
| CN108914346B (zh) | 一种柔软、舒适自如的弹性绒布制备方法 | |
| CN110409030B (zh) | 一种基于半精纺纱做饰纱的tt纱的生产与应用 | |
| CN110396747B (zh) | 一种全羊驼毛做圈纱的生产方法与应用 | |
| CN107326515A (zh) | 一种粗细针仿羊毛衫针织面料的制备方法 | |
| CN109097900B (zh) | 一种棉氨轻盈四面弹高档面料的制备方法 | |
| CN110983589A (zh) | 一种纬编棉麻面料及生产工艺 | |
| CN109797481A (zh) | 一种带有导电纤维的纬编针织物的生产方法 | |
| CN102771919A (zh) | 一种保形免烫的外衣面料的制备方法 | |
| CN211199600U (zh) | 一种超柔棉涤的针织双面布 | |
| CN109989172A (zh) | 经编轻质保暖衬衫面料及其生产方法 | |
| CN104088162A (zh) | 一种牦牛绒蚕丝面料的生产方法 | |
| CN114059221A (zh) | 纬编针织衬衫面料及其生产工艺 | |
| CN106350914A (zh) | 一种纺织布料及其纺织工艺 | |
| CN112376158A (zh) | 一种经编仿梭织面料及其制备方法和应用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |