CN107363362B - 自动汇流条焊接机 - Google Patents
自动汇流条焊接机 Download PDFInfo
- Publication number
- CN107363362B CN107363362B CN201710412516.0A CN201710412516A CN107363362B CN 107363362 B CN107363362 B CN 107363362B CN 201710412516 A CN201710412516 A CN 201710412516A CN 107363362 B CN107363362 B CN 107363362B
- Authority
- CN
- China
- Prior art keywords
- bus bar
- welding
- unit
- wheel
- straightening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/08—Auxiliary devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/08—Auxiliary devices therefor
- B23K3/087—Soldering or brazing jigs, fixtures or clamping means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Connection Of Batteries Or Terminals (AREA)
Abstract
本发明的目的是针对现有技术中对太阳电池组件进行汇流条焊接时,人工操作效率低、引进设备结构复杂的不足提供一种自动汇流条焊接机,包括传输单元、简单侧焊接单元、复杂侧焊接单元、定位补偿单元、吸片单元、控制单元,采用本发明结构的自动汇流条焊接机传输单元的规正装置和定位装置与定位补偿单元的位置补偿装置及视觉定位装置相结合,可以对太阳能电池片定位的同时还可以调整各简单侧焊接装置和复杂侧焊接装置相对于汇流条的位置,使焊接定位更准确,且设备结构简约、控制简单、占地面积小、设备成本低,焊接定位准确,焊接质量优异。
Description
技术领域
本发明涉及太阳能电池串汇流条焊接机,特别是涉及太阳能电池串自动汇流条焊接机。
背景技术
电池片是太阳能电池组件的重要部件,它是由多个太阳能电池片通过焊带连接形成的,在电池片表面平行设置有多条焊带,焊带的端部设置在电池片的两侧外,两侧边部设置有汇流条与焊带焊接连接,通过焊带对电流进行汇集。现有技术生产中,绝大多数厂家需要依靠人工,通过手工互联的方式来实现电池片的焊带与汇流条的焊接,少数厂家从国外引进了汇流条自动化焊接设备,但其结构比较复杂、占地面积大、设备成本高。
需要通过自动汇流条焊接机将串焊好的电池串按照串间互联的工艺要求铺设在指定位置,再将汇流条按要求铺设在电池串上。现有设备结构复杂,占地面积大,设备成本高,需要进行改进。
发明内容
本发明的目的是,针对现有技术中对太阳电池组件进行汇流条焊接时,人工操作效率低、引进设备造价高、结构复杂占地面积大的不足提供一种自动汇流条焊接机。
本发明的目的是通过下述技术方案实现的:
一种自动汇流条焊接机,包括传输单元(600)、简单侧焊接单元(140)、复杂侧焊接单元(130)、定位补偿单元(400)、吸片单元、控制单元,其特征在于,传输单元包括传输装置(610)、规正装置(632)和定位装置(631),由传输装置将电池片传输到机架内,由定位装置对电池片在机架内的前后位置进行限定,由规正装置对电池片的左右位置进行规正;
简单侧焊接单元(140)包括设置有料盘一的汇流条提供装置一、汇流条抓取装置一(210)、焊接装置一(110),由汇流条抓取装置一(210)将汇流条(500)从料盘一移动到焊接位置;复杂侧焊接单元(130)包括设置有汇流条料盘二(1452)的汇流条提供装置二、汇流条抓取装置二(220)、汇流条焊接装置二(120),汇流条抓取装置二从料盘二抓取弯折型的汇流条到焊接位置;
定位补偿单元(400)包括视觉定位装置(410)、位置补偿装置,由视觉定位装置(410)采集电池片的位置,由位置补偿装置据电池片的位置信息分别调整焊接装置一、汇流条抓取装置一(210)与简单侧电池片的相对位置及焊接装置二、汇流条抓取装置二与复杂侧电池片的相对位置,进行焊接位置和汇流条铺设位置的调整;
吸片单元将电池片抬起,给汇流条留出铺设位置并将电池片复位;
由简单侧焊接单元(140)的汇流条焊接装置一将直线型汇流条与简单侧的焊带焊接在一起,由复杂侧焊接单元(130)的汇流条焊接装置二将折拐型的汇流条与复杂侧的焊带焊接在一起,再由传输单元将电池片传出到机架外;
由控制单元控制传输单元、简单侧焊接单元(140)、复杂侧焊接单元(130)、定位补偿单元、吸片单元的驱动装置协调动作;
进一步地,所述位置补偿装置包括简单侧位置补偿装置和复杂侧位置补偿装置,所述简单侧位置补偿装置包括支撑平台一、驱动支撑平台一在X轴方向上移动的X轴驱动装置一和横梁一,横梁一、汇流条提供装置一、均设置在支撑平台一上,焊接装置一110)、汇流条抓取装置一210)通过Y轴驱动装置设置在横梁上,Y轴驱动装置驱动汇流条抓取装置一(210)和焊接装置一(110)在横梁一上移动;所述的复杂侧位置补偿装置包括支撑平台二、驱动支撑平台二在X轴方向上移动的X轴驱动装置二和横梁二,横梁二、汇流条提供装置二、汇流条抓取装置二均设置在支撑平台二上,焊接装置二通过Y轴驱动装置设置在横梁上,Y轴驱动装置驱动焊接装置二在横梁二上移动;;
进一步地,所述的汇流条焊接装置一和汇流条焊接装置二均为由烙铁、烙铁驱动装置和垫板组成的烙铁焊接装置,在支撑平台一的内侧和支撑平台二的内侧均设置垫板,对应侧的垫板分别沿横梁一和横梁二设置并位于横梁一和横梁二的下方,由Y轴驱动装置一和Y轴驱动装置二分别连接对应侧的烙铁驱动装置,并由对应侧的烙铁驱动装置驱动对应侧的烙铁靠近和远离垫板,所述的汇流条由所述的吸片单元铺设在对应侧的垫板上;
进一步地,所述的焊接装置一和焊接装置二均还包括由冷却块和冷却块驱动装置组成的冷却装置,由冷却块驱动装置驱动冷却块远离和靠近垫板对焊接的汇流条和焊带进行快速降温;
进一步地,所述冷却铁驱动装置和烙铁驱动装置均通过一级驱动装置与Y轴驱动装置连接,冷却铁设置在烙铁后面,由冷却铁驱动装置驱动冷却铁斜向伸出和缩回;
进一步地,所述的汇流条抓取装置一为吸盘抓取装置,其真空吸盘组件二、料盘一的放料工位和与料盘一对应侧的垫板的焊接工位、烙铁的烙铁头、汇流条抓取装置一的位于同一直线;
进一步地,所述的汇流条提供装置一包括汇流条校直装置(1400)、裁切装置(1430),由汇流条校直装置(1400)将盘状汇流条(500)校直、由裁切装置(1430)将汇流条(500)裁切成规定长度,并进入接料装置(1450)中;
进一步地,所述的汇流条校直装置(1400)包括料卷、导向轮组(1410)、校直轮组(1420)、动力辊组、所述的接料装置和裁切装置(1430),所述导向轮组包括导向轮和反向轮,接料装置设置在对应侧的垫板的一端外、位于料卷支架外侧,校直轮组和裁切装置位于料卷支架和反向轮间,由导向轮将汇流条从料卷引入到反向轮,经反向轮转向180度后进入到校直轮组、再进入到动力辊组、在动力辊组的牵引下进入到裁切装置的裁切刀下被裁切,接料装置上设置有料槽,料槽的长度方向与汇流条的长度方向一致设置;
进一步地,,所述的吸片单元包括简单侧吸片单元和复杂侧吸片单元,简单侧吸片单元和复杂侧吸片单元均包括由升降装置和真空吸盘装置组成的抬起装置(2100),由升降装置驱动真空吸盘组件升降抬起或放下电池片;
进一步地,所述简单侧吸片单元包括一个所述的抬起装置,所述复杂侧吸片单元包括至少两个所述的抬起装置,复杂侧吸片单元的各抬起装置的真空吸盘组件成行设置,每个抬起装置的升降装置分别与控制单元连接。
采用本发明结构的自动汇流条焊接机,传输单元的规正装置和定位装置与定位补偿单元的位置补偿装置及视觉定位装置相结合,可以对太阳能电池片定位的同时还可以调整各简单侧焊接装置和复杂侧焊接装置相对于汇流条的位置,使焊接定位更准确,且设备结构简约、控制简单、占地面积小、设备成本低,焊接定位准确,焊接质量优异。
附图说明
图1是本发明自动汇流条焊接机实施例立体结构示意图;
图2是图1的俯视图示意图;
图3是本发明自动汇流条焊接机简单侧抬起装置实施例结构示意图。
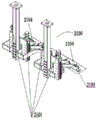
图4是本发明自动汇流条焊接机复杂侧抬起装置示意图;
图5是本发明自动汇流条焊接机焊接装置实施例结构示意图;
图6是图5的主视图示意图;
图7是本发明自动汇流条焊接机裁切装置实施例结构示意图;
图8是本发明自动汇流条焊接机传输单元实施例结构示意图;
图9是本发明自动汇流条焊接机简单侧焊接装置实施例结构示意图;
图10是本发明自动汇流条焊接机复杂侧焊接焊接装置实施例结构示意图;
图11是本发明自动汇流条焊接机烙铁焊接装置与冷却装置连接结构和位置关系示意图。
附图标记说明
400-定位补偿单元;410-视觉定位装置; 403-支撑平台;404-平台驱动装置;405-横梁;406-Y轴驱动装置;410-定位装置 411-相机
500-汇流条; 501-一级驱动装置; 502-机架
600-传输单元600;610-传输装置; 631-定位装置;632-规正装置;
140-简单侧焊接单元
1400-汇流条校直装置 ; 1410-导向轮组;1411-料卷支架;1412-料卷;1413-固定轴;1414-导向轮;1415-反向轮;1416-限位销轴;1417连接臂;1418-导向板;1419-导向孔;
1420-校直轮组;1421-上校直轮;1422-轮轴一;1423-轮轴二;1424-基座;1425-下校直轮;1426-安装座;
1430-裁切装置;1431-驱动装置;1432-刀头;1433-上剪刀;1434-刀柄;1435-裁切刀;1436-下剪刀;1437-转轴;1438-固定板;1439-底板;1440-底座。
1450-接料装置;1451-料盘一
1460-动力辊组;1641-主动辊;1462-从动辊;1463-连接座;1464-动力装置;1465-辊轴;1466-紧定螺栓;
110-焊接装置一;102-垫板;103-冷却装置;104-冷却铁驱动装置;105-冷却铁;106-烙铁;107-烙铁驱动装置; 201-真空吸盘组件二;202-吸盘驱动装置二;
210-汇流条抓取装置一;
130-复杂侧焊接单元;1452-料盘二;220-汇流条抓取装置二;120-焊接装置二;
2100-抬起装置 2101-升降装置;2102-吸盘; 2103-安装架; 2104-真空吸盘组件; 2201-电池片组 2202-电池片。
具体实施方式
下面结合具体实施例对本发明作进一步地描述:
如图1-图11所示,本发明中,为了叙述方便,将电池片的焊接直线汇流条的一侧称为简单侧,将电池片的焊接拐折汇流条的一侧称为复杂侧。将由多个电池串组成的电池片称为电池片组2201,将组成电池片组的单个电池片称为电池片2202。
本发明结构的汇流条自动焊接机包括传输单元600、简单侧焊接单元140、复杂侧焊接单元130、定位补偿单元、吸片单元、控制单元以及机架502。
传输单元包括传输装置610、规正装置632和定位装置631,规正装置优选设置在传输装置610上的定位档块,由传输装置将电池组件传输到位于机架内的焊接工位并由定位档块进行前后定位,由位于传输装置两侧的规正装置632规正,在定位装置和规正装置的共同作用下将电池片精确地传输到指定位置,再将焊接好的电池片输送出机架;本发明优选采用如下结构的传输单元进行传输:其传输装置为同步带传输装置,规正装置采用气缸规正装置,定位档块设置在同步带传输装置的前方,在同步带传输装置的两侧分别设置至少一对气缸规正装置。
简单侧焊接单元140包括汇流条校直装置1400、裁切装置1430、汇流条抓取装置一210、焊接装置一110,由汇流条校直装置1400将盘状汇流条500校直、由裁切装置1430将汇流条500裁切成规定长度,并进入料盘一1451中,由汇流条抓取装置一210将汇流条移动到指定位置,汇流条焊接装置一110将汇流条500与简单侧的焊带焊接;复杂侧焊接单元130包括汇流条料盘二1452、汇流条抓取装置二220、汇流条焊接装置二120,汇流条抓取装置二从料盘二抓取弯折型的汇流条到焊接位置,由汇流条焊接装置二将汇流条和复杂侧的焊带焊接在一起;
定位补偿单元400包括视觉定位装置410、位置补偿装置,由视觉定位装置410采集电池片的位置,由位置补偿装置据电池片的位置信息分别调整焊接装置一、汇流条抓取装置一210与简单侧电池片的相对位置及焊接装置二、汇流条抓取装置二与复杂侧电池片的相对位置,进行焊接位置和汇流条铺设位置的调整;
吸片单元将电池片抬起,给汇流条留出铺设位置并将电池片复位;
由简单侧焊接单元140的汇流条焊接装置一将直线型汇流条与简单侧的焊带焊接在一起,由复杂侧焊接单元130的汇流条焊接装置二将折拐型的汇流条与复杂侧的焊带焊接在一起,再由传输单元将电池片传出到机架外;
由控制单元控制传输单元、简单侧焊接单元140、复杂侧焊接单元130、定位补偿单元、吸片单元的驱动装置协调动作。
本发明定位补偿单元优选采用如下结构:视觉定位装置410采用相机视觉定位系统,在机架上位于电池片两侧分别设置有相机411,由相机采集电池片的位置信息并反馈给控制单元;位置补偿装置包括简单侧位置补偿装置和复杂侧位置补偿装置,简单侧位置补偿装置和复杂侧位置补偿装置均包括X轴移位装置和Y轴移位装置, X轴移位装置包括支撑平台403和驱动支
撑平台在X轴方向上移动的平台驱动装置404, Y轴移位装置包括沿Y轴方向设置的横梁405和Y轴驱动装置406,简单侧焊接单元140的汇流条校直装置1400、裁切装置1430、料盘一1451、横梁一1470均设置在支撑平台一(为叙述方便将简单侧位置补偿装置和复杂侧位置补偿装置的各装置的名称进行区分,简单侧的加后缀一,复杂侧的加后缀二)上,焊接装置一、汇流条抓取装置一均设置在横梁一上,焊接装置一、汇流条抓取装置一均与Y轴驱动装置一的输出端连接,由X轴移位装置一驱动支撑平台一在X轴方向上移动,从而调整汇流条校直装置1400、裁切装置一1430、料盘一1451、横梁一1470、汇流条抓取装置一210在X轴向上的位置,在Y轴驱动装置一的驱动下焊接装置一、汇流条抓取装置一可沿横梁一也就是Y轴同步移动从而调整焊接装置一和汇流条抓取装置一在Y轴上的位置也就是相对于汇流条与焊带的焊接点的相对位置;复杂侧焊接单元130的料盘二、汇流条抓取装置二设置在支撑平台二上,由X轴移位装置二驱动支撑平台二在X轴方向上移动,焊接装置二设置在横梁二上,由Y轴驱动装置二驱动焊接装置二在横梁二上移动。采用上述结构的位置补偿装置,将焊接装置的工作区间分隔成简单侧焊接单元140和复杂侧焊接单元130的组成装置分成两个区域,将简单侧焊接单元和复杂侧焊接单元的焊接装置、汇流条抓取装置、供料装置均设置在一个支撑平台上供料装置分别设置在两个支撑平台上,使简单侧焊接单元各装置间的位置相互间相对固定又可移动,复杂侧焊接单元各装置间的位置相互间固定并可相对移动,传输单元的左右两侧均设置有规正装置纠正电池片的偏斜并由定位装置对前后位置进行定位,因此,当需要调整焊接装置与汇流条、汇流条与电池片间的位置精度时,只需通过X轴驱动装置调整支撑平台一和支撑平台二与相应侧电池片的距离,就可以调整汇流条抓取装置、汇流条焊接装置与电池片的位置精度,因此调整方便且位置准确,汇流条抓取装置二优选机械手。采用上述结构的位置补偿装置,由于将简单侧焊接单元140的所有装置均设置在支撑平台一上,因此,可实现对于汇流条校直装置1400、裁切装置、料盘一、横梁一、汇流条抓取装置一的同步X轴向位移,同时将焊接装置又设置在横梁一上由Y轴驱动装置一进行Y轴方向的移动,因此可以通过简单的位置调整就可实现精准定位。同理复杂侧焊接单元130也可以通过简单的位置调整实现精准的位置补偿。对于简单侧焊接单元140中,最好将料盘一、垫板设置在一条直线上,这样可以使位置调整更简单可靠。
优选地,简单侧焊接单元的焊接装置一和复杂侧焊接单元的焊接装置二采用相同的结构,均采用由烙铁106、垫板102和烙铁驱动装置107组成的烙铁焊接装置,为了提高焊接效率和焊接质量,可在焊接单元设置冷却装置103,冷却装置由冷却铁105和冷却铁驱动装置104组成,冷却铁驱动装置连接冷却铁驱动装置的输出端,冷却装置通过其冷却铁驱动装置104设置在横梁上,在Y轴驱动装置的驱动下冷却装置可在横梁上移动。为了进一步提高焊接效率,由一级驱动装置501同时驱动焊接装置和冷却装置上下往复移动,靠近或远离汇流条焊接点,焊接装置的烙铁驱动装置及冷却装置的冷却铁驱动装置分别连接一级驱动装置,由一级驱动装置与Y轴驱动装置连接,由Y轴驱动装置驱动一级驱动装置在横梁地移动。工作时,由Y轴驱动装置将焊接装置和冷却装置同时驱动到相对应的垫板的位置,一级驱动装置驱动焊接装置和冷却装置同时下降到一定高度后停止驱动,由烙铁驱动装置驱动烙铁下降,焊接完毕,烙铁驱动装置带动烙铁升起,冷却铁驱动装置驱动冷却铁伸出,落在焊接点对焊接点进行冷却。
校直装置和裁切装置优选采用校直裁切一体机:包括汇流条校直装置1400、汇流条裁切装置1430和接料装置1450,汇流条校直装置1400包括料卷支架1411、导向轮组1410、校直轮组1420、动力辊组1460。缠绕汇流条的料卷1412通过固定轴1413转动的设置在料卷支架1411的上方,汇流条500由料卷1412向下引出,在导向轮组1410的引导下进入校直轮组1420,校直轮组1420包括上校直轮1421和下校直轮1425上校直轮通过轮轴一1422转动设置在安装座1426上,下校直轮通过轮轴二1423转动设置在基座1424上,安装座1426可以通过螺栓连接在基座1424上方。汇流条经上、下校直轮之间穿过并被上、下校直轮压紧,然后进入动力辊组1460,动力辊组1460包括主动辊1461和从动辊1462,从动辊对应设置在主动辊的上方,从动辊和主动辊转动设置在连接座1463上,主动辊的一端与动力装置1464连接,汇流条由主动辊和从动辊之间穿过并被主动辊和从动辊压紧。在动力装置驱动下,主动辊1461旋转并带动从动辊1462旋转,由于摩擦力的作用,动力辊组带动汇流条向前运行,运行的同时,汇流条带动料卷1412旋转以连续提供用料。汇流条还带动校直轮组1420中的上、下校直轮转动,通过上、下校直轮的碾压达到校直的效果。校直后的汇流条被动力辊组撵出进入到汇流条裁切装置1430,汇流条裁切装置1430包括裁切刀1435,裁切刀1435包括上剪刀1433和下剪刀1436,上剪刀通过连接轴1437与下剪刀转动连接,下剪刀固定在底座1440上,上剪刀与驱动装置1431的输出端转动连接。汇流条500从上、下剪刀之间通过,下剪刀的上表面最好略高于主动辊1461的顶部切面或与之平齐,这样汇流条可以贴紧下剪刀的顶部,有利于裁切。裁切时,驱动装置1431的输出端向外伸出,推动上剪刀围绕连接轴1437向汇流条方向旋转,当上、下剪刀闭合时,裁切刀1435将汇流条裁断。被裁断的汇流条进入到接料装置1450上,接料装置可以是料盘一,料盘一上设置接料槽1451,接料槽的长度方向与汇流条的运行方向对应,为使汇流条能够稳定的进入料盘一内,料盘一的宽度可以略宽于汇流条500的宽度,料盘一的深度可以略深于汇流条的厚度。
优先地,导向轮组1410至少包括一个导向轮1414和一个反向轮1415,反向轮可以设置在导向轮组的输出端,汇流条沿导向轮1414表面运行至反向轮后180°包绕反向轮1415,然后向料卷支架的方向反向运行,这样可以在保证汇流条行程长度的同时节约占地空间。导向轮组也可以包括多个导向轮,优选为两个。更优先地,为了防止汇流条在运行过程中从导向轮表面脱离,可以在导向轮1414上设置定位销轴1416,定位销轴1416最好平行于导向轮的轴线,定位销轴通过连接臂1417与导向轮的一端或者两端相连接,汇流条从定位销轴和导向轮表面之间穿过。由于汇流条自上而下引出,为保证汇流条在竖直方向的定位可以设置导向板1418,导向板1418可以固定在料卷支架上,导向板上设置导向孔1419,导向孔1419与汇流条对应,导向孔的大小略大于汇流条的宽度,保证汇流条可以顺畅的运行。
优先地,校直轮组包括至少两个轴向相互平行的上校直轮1421和三个轴向相互平行的下校直轮1425。上、下校直轮优选为交错设置,即任一上校直轮对应设置在两个相邻下校直轮的中间位置上方,这样,上、下校直轮可以在汇流条的正反方向上连续交错碾压,达到较好的校直效果。上校直轮的底部可以在同一平面上,下校直轮的顶部可以在同一平面上,两个平面可以相互平行,平面间的距离可以等于或略小于汇流条的厚度。当平面间距离略小于汇流条的厚度时,校直轮组对汇流条的校直强度会加重,适合校直变形严重的汇流条。进一步的,输出端的上校直轮的底部可以略低于输入端的上校直轮的底部,这样,输出端的上校直轮对汇流条的碾压程度加重,有利于校直。为适应不同厚度的汇流条和不同弯曲程度的汇流条,可以在安装座1426和基座1424之间设置垫片,通过增减垫片来调整上校直轮和下校直轮之间的间隙。
优先地,动力辊组1460中的主动辊1461和从动辊1462的外圆周表面做包胶处理,这样在增大动力辊组与汇流条之间的摩擦力同时避免主动辊和从动辊的表面受到划伤或其它伤害影响正常使用。为方便在动力辊组中铺设汇流条,从动辊1462的高度设置呈可以上下调整。可以在连接座1463上设置紧定螺栓1466,紧定螺栓1466与辊轴1465的两端对应,紧定螺栓的末端顶紧辊轴1465的两端表面,当需要铺设汇流条时,松开紧定螺栓抬起从动辊即可。
优先地,裁切刀1435的上剪刀1433包括刀头1432和刀柄1434,刀头1432和刀柄1434呈拐角连接,驱动装置1431优选为气缸,气缸的伸缩杆与上剪刀转动连接,连接的位置优选为拐角处。由于裁切后的汇流条被向上提升运送到指定位置,为避免刀头阻碍汇流条的提升,刀头与刀柄的拐角优选为大于等于90°,这样,当上剪刀打开时,刀头远离汇流条,汇流条的上方让出足够的空间。通过气缸伸缩杆的伸出和缩回,裁切刀1430反复地打开和闭合,从而实现对汇流条500的连续裁切。裁切完毕的汇流条进入到接料装置1450的料盘一后再被移送到指定位置。
优选吸片单元采用如下结构:本发明实施例中吸片单元包括至少两个抬起装置2100,简单侧和复杂侧分别设置有抬起装置,每个抬起装置包括升降装置2101和吸盘装置,吸盘装置包括真空装置(图中未示出)和真空吸盘组件2104,真空吸盘组件2104通过安装架2103与升降装置2101的输出端连接,每个抬起装置的真空吸盘组件的吸盘2102数量视所要吸附的电池片2202的数量定,一般一个吸盘吸附一个电池片,必要时也可多个吸盘吸附一个电池片,由至少一个吸盘2102通过安装架2103连接组成一个真空吸盘组件,由真空装置为每个吸盘抽真空,由升降装置驱动真空吸盘组件移动。升降装置最好采用由伺服驱动的直线模组,由伺服驱动的直线模组的输出端连接真空吸盘组件,驱动吸盘往复位移。采用由伺服驱动的直线模组作为升降装置可以使吸盘与电池片的接触轻柔,结合本发明抬起电池片的方法,抬起电池片时如同用手抬电池片的效果,使电池片不易破损。真空吸盘组件上各吸盘一字型排列,当一个吸盘吸一个电池片时吸盘的间距要和电池片的间距相适应,保证将要吸取的电池串的一个电池片至少对应一吸盘,当到达抬起电池片的位置时吸盘的排列方向与电池串的并列方向一致。在实际设备的配置中,由于在简单侧塞汇流条比较容易操作,因此,通常采用一个抬起装置,由一个升降装置驱动一真空吸盘组件吸附电池片。此时真空吸盘组件中的吸盘比较多,各吸盘成一字型排列,每个电池片对应有至少一个吸盘。对于复杂侧,由于塞汇流条的动作比较复杂,最好采用多个抬起装置,每个抬起装置设置一升降装置,每个升降装置驱动一个真空吸盘组件,每个真空吸盘组件上的吸盘的数量与吸电池片的数量相对应,保证每个被吸的电池片至少有一个吸盘,每个电池片上分布的吸盘数量视具体情况而定,在此不再详述。各抬起装置的吸盘整体呈一字排列,每个抬起装置的升降装置分别与控制装置连接,独立动作。抬起装置的位置可以与抬起的位置一致,在实施抬起动作前不需要调整抬起装置的位置,也可以通过移位装置将抬起装置移位到抬起位置。可以按实际的工作情况设定电池片抬起的顺序和时间。比如在简单侧,同时将所有电池串的首个电池片抬起,塞完所有汇流条后一起放下所有的被抬起的电池片,在复杂侧,也可以同时抬起所有的电池串的首个电池片,并同时放下所有被抬起的电池片,也可以分步抬起某几个电池串的首个或末个电池片,塞完时落下所有被抬起的电池片,也可以同时抬起所有的电池串的首个电池片,分步落下被抬起的电池片,或者抬起、落下电池片都是分步进行的。
Claims (9)
1.一种自动汇流条焊接机,其特征在于,包括传输单元(600)、简单侧焊接单元(140)、复杂侧焊接单元(130)、定位补偿单元(400)、吸片单元、控制单元,传输单元包括传输装置(610)、规正装置(632)和定位装置(631),由传输装置将电池片传输到机架内,由定位装置对电池片在机架内的前后位置进行限定,由规正装置对电池片的左右位置进行规正;
简单侧焊接单元(140)包括设置有料盘一的汇流条提供装置一、汇流条抓取装置一(210)、焊接装置一(110),由汇流条抓取装置一(210)将汇流条(500)从料盘一移动到焊接位置;复杂侧焊接单元(130)包括设置有汇流条料盘二(1452)的汇流条提供装置二、汇流条抓取装置二(220)、汇流条焊接装置二(120),汇流条抓取装置二从料盘二抓取弯折型的汇流条到焊接位置;
定位补偿单元(400)包括视觉定位装置(410)、位置补偿装置,由视觉定位装置(410)采集电池片的位置,由位置补偿装置据电池片的位置信息分别调整焊接装置一、汇流条抓取装置一(210)与简单侧电池片的相对位置及焊接装置二、汇流条抓取装置二与复杂侧电池片的相对位置,进行焊接位置和汇流条铺设位置的调整;
吸片单元将电池片抬起,给汇流条留出铺设位置并将电池片复位;
由简单侧焊接单元(140)的汇流条焊接装置一将直线型汇流条与简单侧的焊带焊接在一起,由复杂侧焊接单元(130)的汇流条焊接装置二将折拐型的汇流条与复杂侧的焊带焊接在一起,再由传输单元将电池片传出到机架外;
由控制单元控制传输单元、简单侧焊接单元(140)、复杂侧焊接单元(130)、定位补偿单元、吸片单元的驱动装置协调动作;
所述位置补偿装置包括简单侧位置补偿装置和复杂侧位置补偿装置,所述简单侧位置补偿装置包括支撑平台一、驱动支撑平台一在X轴方向上移动的X轴驱动装置一和横梁一,横梁一、汇流条提供装置一、均设置在支撑平台一上,焊接装置一110)、汇流条抓取装置一210)通过Y轴驱动装置设置在横梁上,Y轴驱动装置驱动汇流条抓取装置一(210)和焊接装置一(110)在横梁一上移动;所述的复杂侧位置补偿装置包括支撑平台二、驱动支撑平台二在X轴方向上移动的X轴驱动装置二和横梁二,横梁二、汇流条提供装置二、汇流条抓取装置二均设置在支撑平台二上,焊接装置二通过Y轴驱动装置设置在横梁上,Y轴驱动装置驱动焊接装置二在横梁二上移动;
所述的汇流条校直装置(1400)包括料卷、导向轮组(1410)、校直轮组(1420)、动力辊组、-接料装置和裁切装置(1430),所述导向轮组包括导向轮和反向轮,接料装置设置在对应侧的垫板的一端外、位于料卷支架外侧,校直轮组和裁切装置位于料卷支架和反向轮间,由导向轮将汇流条从料卷引入到反向轮,经反向轮转向180度后进入到校直轮组、再进入到动力辊组、在动力辊组的牵引下进入到裁切装置的裁切刀下被裁切,接料装置上设置有料槽,料槽的长度方向与汇流条的长度方向一致设置。
2.如权利要求1所述的自动汇流条焊接机,其特征在于,所述的汇流条焊接装置一和汇流条焊接装置二均为由烙铁、烙铁驱动装置和垫板组成的烙铁焊接装置,在支撑平台一的内侧和支撑平台二的内侧均设置垫板,对应侧的垫板分别沿横梁一和横梁二设置并位于横梁一和横梁二的下方,由Y轴驱动装置一和Y轴驱动装置二分别连接对应侧的烙铁驱动装置,并由对应侧的烙铁驱动装置驱动对应侧的烙铁靠近和远离垫板,所述的汇流条由所述的吸片单元铺设在对应侧的垫板上。
3.如权利要求2所述的自动汇流条焊接机,其特征在于,所述的焊接装置一和焊接装置二均还包括由冷却块和冷却块驱动装置组成的冷却装置,由冷却块驱动装置驱动冷却块远离和靠近垫板对焊接的汇流条和焊带进行快速降温。
4.如权利要求3所述的自动汇流条焊接机,其特征在于,冷却铁驱动装置和烙铁驱动装置均通过一级驱动装置与Y轴驱动装置连接,冷却铁设置在烙铁后面,由冷却铁驱动装置驱动冷却铁斜向伸出和缩回。
5.如权利要求3所述的自动汇流条焊接机,其特征在于,所述的汇流条抓取装置一为吸盘抓取装置,其真空吸盘组件二、料盘一的放料工位和与料盘一对应侧的垫板的焊接工位、烙铁的烙铁头、汇流条抓取装置一的位于同一直线。
6.如权利要求1所述的自动汇流条焊接机,其特征在于,所述的汇流条提供装置一包括汇流条校直装置(1400)、裁切装置(1430),由汇流条校直装置(1400)将盘状汇流条(500)校直、由裁切装置(1430)将汇流条(500)裁切成规定长度,并进入接料装置中。
7.如权利要求6所述的自动汇流条焊接机,其特征在于,所述校直轮组包括至少两个轴向相互平行的上校直轮(1421)和三个轴向相互平行的下校直轮(1425),上、下校直轮交错设置,任一上校直轮对应设置在两个相邻下校直轮的中间位置上方,上校直轮的底部在同一平面上,下校直轮的顶部在同一平面上,两个平面相互平行,平面间的距离等于或略小于汇流条的厚度;或输出端的上校直轮的底部略低于输入端的上校直轮的底部。
8.如权利要求1所述的自动汇流条焊接机,其特征在于,所述的吸片单元包括简单侧吸片单元和复杂侧吸片单元,简单侧吸片单元和复杂侧吸片单元均包括由升降装置和真空吸盘装置组成的抬起装置(2100),由升降装置驱动真空吸盘组件升降抬起或放下电池片。
9.如权利要求8所述的自动汇流条焊接机,其特征在于,所述简单侧吸片单元包括一个所述的抬起装置,所述复杂侧吸片单元包括至少两个所述的抬起装置,复杂侧吸片单元的各抬起装置的真空吸盘组件成行设置,每个抬起装置的升降装置分别与控制单元连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710412516.0A CN107363362B (zh) | 2017-06-05 | 2017-06-05 | 自动汇流条焊接机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710412516.0A CN107363362B (zh) | 2017-06-05 | 2017-06-05 | 自动汇流条焊接机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN107363362A CN107363362A (zh) | 2017-11-21 |
| CN107363362B true CN107363362B (zh) | 2023-02-17 |
Family
ID=60305268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710412516.0A Active CN107363362B (zh) | 2017-06-05 | 2017-06-05 | 自动汇流条焊接机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN107363362B (zh) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107910724B (zh) * | 2017-12-19 | 2024-03-05 | 无锡奥特维科技股份有限公司 | 汇流条处理装置和电池片串焊机 |
| CN107931879A (zh) * | 2017-12-19 | 2018-04-20 | 无锡奥特维科技股份有限公司 | 叠片焊接设备和叠片焊接方法 |
| CN108163537B (zh) * | 2017-12-28 | 2019-10-18 | 浙江晶科能源有限公司 | 一种光伏焊带传送机构 |
| CN108237353B (zh) * | 2018-01-05 | 2020-03-17 | 苏州德睿联自动化科技有限公司 | 端焊机 |
| CN108581294B (zh) * | 2018-06-22 | 2021-04-30 | 德运创鑫(北京)科技有限公司 | 掀起装置和太阳能电池焊接设备 |
| CN109277714A (zh) * | 2018-10-09 | 2019-01-29 | 苏州宏瑞达新能源装备有限公司 | 一种汇流条焊接装置 |
| CN109483005A (zh) * | 2018-11-20 | 2019-03-19 | 庄再聪 | 皮线上料装置和压力传感器生产设备 |
| CN109590642A (zh) * | 2018-12-07 | 2019-04-09 | 无锡先导智能装备股份有限公司 | 焊接设备 |
| CN110465763B (zh) * | 2019-07-31 | 2021-09-14 | 汪助菊 | 一种电池板与汇流条焊接设备 |
| CN112440033A (zh) * | 2019-08-28 | 2021-03-05 | 常明旺 | 一种自动汇流焊接机的汇流条制备装置 |
| CN112440034A (zh) * | 2019-08-28 | 2021-03-05 | 常明旺 | 一种电池串的自动焊接装置 |
| CN111941094A (zh) * | 2020-08-07 | 2020-11-17 | 苏州晟成光伏设备有限公司 | 一种电池组件用纠偏焊接机 |
| CN113745371A (zh) * | 2021-08-27 | 2021-12-03 | 苏州晟成光伏设备有限公司 | 一种叠瓦横版纠偏焊接一体机及其工艺 |
| CN118204660B (zh) * | 2024-03-29 | 2024-09-13 | 无锡博而远智能装备有限公司 | 基于汇流条制备用叠焊机及其加工工艺 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011181777A (ja) * | 2010-03-02 | 2011-09-15 | Alpha- Design Kk | 太陽電池の結線方法及び装置 |
| JP2011233760A (ja) * | 2010-04-28 | 2011-11-17 | Alpha- Design Kk | 太陽電池組立装置 |
| CN104485393A (zh) * | 2014-12-31 | 2015-04-01 | 苏州格林电子设备有限公司 | 太阳能电池汇流条焊接装置用排板机 |
| CN104668835A (zh) * | 2015-01-06 | 2015-06-03 | 东华大学 | 一种可调节的焊带上料装置 |
| CN104900750A (zh) * | 2014-03-07 | 2015-09-09 | 营口金辰机械股份有限公司 | 电池串自动敷设机 |
| CN105108366A (zh) * | 2015-09-21 | 2015-12-02 | 营口金辰机械股份有限公司 | 电池串汇流条自动焊接机 |
| CN105364350A (zh) * | 2015-12-04 | 2016-03-02 | 无锡先导智能装备股份有限公司 | 一种调节焊带装置 |
| CN205723595U (zh) * | 2016-06-07 | 2016-11-23 | 苏州德睿联自动化科技有限公司 | 一种电池串敷设机的ccd归正机构 |
| CN207127362U (zh) * | 2017-06-05 | 2018-03-23 | 博硕皓泽自动化设备无锡有限公司 | 自动汇流条焊接设备 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201845796U (zh) * | 2010-09-26 | 2011-05-25 | 阿特斯(中国)投资有限公司 | 用于光伏组件的集成汇流条组件 |
| CN202367354U (zh) * | 2011-12-06 | 2012-08-08 | 刘博� | 太阳能电池片单通道串焊机 |
-
2017
- 2017-06-05 CN CN201710412516.0A patent/CN107363362B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011181777A (ja) * | 2010-03-02 | 2011-09-15 | Alpha- Design Kk | 太陽電池の結線方法及び装置 |
| JP2011233760A (ja) * | 2010-04-28 | 2011-11-17 | Alpha- Design Kk | 太陽電池組立装置 |
| CN104900750A (zh) * | 2014-03-07 | 2015-09-09 | 营口金辰机械股份有限公司 | 电池串自动敷设机 |
| CN104485393A (zh) * | 2014-12-31 | 2015-04-01 | 苏州格林电子设备有限公司 | 太阳能电池汇流条焊接装置用排板机 |
| CN104668835A (zh) * | 2015-01-06 | 2015-06-03 | 东华大学 | 一种可调节的焊带上料装置 |
| CN105108366A (zh) * | 2015-09-21 | 2015-12-02 | 营口金辰机械股份有限公司 | 电池串汇流条自动焊接机 |
| CN105364350A (zh) * | 2015-12-04 | 2016-03-02 | 无锡先导智能装备股份有限公司 | 一种调节焊带装置 |
| CN205723595U (zh) * | 2016-06-07 | 2016-11-23 | 苏州德睿联自动化科技有限公司 | 一种电池串敷设机的ccd归正机构 |
| CN207127362U (zh) * | 2017-06-05 | 2018-03-23 | 博硕皓泽自动化设备无锡有限公司 | 自动汇流条焊接设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107363362A (zh) | 2017-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107363362B (zh) | 自动汇流条焊接机 | |
| CN107414348B (zh) | 一种视觉定位控制系统 | |
| WO2018171275A1 (zh) | 汇流条的供料机构和供料方法以及集成了汇流条供料机构的串焊机 | |
| CN109434234B (zh) | 电池串返修装置 | |
| CN103490096B (zh) | 电池自动组装系统 | |
| CN111776712B (zh) | 一种自动分料送料设备 | |
| CN211515780U (zh) | 自动冲压折弯设备 | |
| CN209986524U (zh) | 一种全自动卷料激光切割装置 | |
| CN110465763B (zh) | 一种电池板与汇流条焊接设备 | |
| CN105643165A (zh) | 一种全自动太阳能电池片串焊机 | |
| CN107855781A (zh) | 电阻自动焊接设备 | |
| CN108808100A (zh) | 锂电池极耳焊接机 | |
| CN109436694B (zh) | 智能柔性封边线进料系统 | |
| CN102328152B (zh) | 电池负极片点焊机 | |
| CN113814517A (zh) | 一种串焊机 | |
| CN104972261A (zh) | 一种焊接自动生产线的翻转装置 | |
| CN109014691B (zh) | 焊接设备 | |
| CN116871366B (zh) | 折弯机用送料装置及使用方法 | |
| CN113601013A (zh) | 切焊一体设备 | |
| CN117359128A (zh) | 一种用于激光切割机的板材上料装置 | |
| CN110076499B (zh) | 一种钢二柱切割、焊接装置 | |
| CN114709296B (zh) | 一种光伏组件绝缘小料安装机及安装方法 | |
| CN207127362U (zh) | 自动汇流条焊接设备 | |
| CN215546053U (zh) | 一种横梁抱合梁挂片焊接设备 | |
| CN112440048A (zh) | 一种全自动汇流条焊接机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |