CN106944729B - 货架网焊接系统及焊接方法 - Google Patents
货架网焊接系统及焊接方法 Download PDFInfo
- Publication number
- CN106944729B CN106944729B CN201710233692.8A CN201710233692A CN106944729B CN 106944729 B CN106944729 B CN 106944729B CN 201710233692 A CN201710233692 A CN 201710233692A CN 106944729 B CN106944729 B CN 106944729B
- Authority
- CN
- China
- Prior art keywords
- welding
- wire
- short
- rod
- wires
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 title claims abstract description 476
- 238000000034 method Methods 0.000 title claims abstract description 38
- 230000007246 mechanism Effects 0.000 claims abstract description 210
- 238000003860 storage Methods 0.000 claims abstract description 96
- 238000005520 cutting process Methods 0.000 claims abstract description 27
- 238000010008 shearing Methods 0.000 claims abstract description 5
- 239000000463 material Substances 0.000 claims abstract description 3
- 238000003825 pressing Methods 0.000 claims description 25
- 241000510097 Megalonaias nervosa Species 0.000 claims description 24
- 239000002184 metal Substances 0.000 claims description 12
- 229910052751 metal Inorganic materials 0.000 claims description 12
- 230000008569 process Effects 0.000 claims description 12
- HSFWRNGVRCDJHI-UHFFFAOYSA-N Acetylene Chemical compound C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 claims description 8
- 230000009471 action Effects 0.000 claims description 8
- 230000005484 gravity Effects 0.000 claims description 8
- 239000002356 single layer Substances 0.000 claims description 8
- 230000000903 blocking effect Effects 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 4
- 229910052802 copper Inorganic materials 0.000 claims description 4
- 239000010949 copper Substances 0.000 claims description 4
- 238000013016 damping Methods 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- 238000010586 diagram Methods 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000006872 improvement Effects 0.000 description 2
- 238000002955 isolation Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 238000010009 beating Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/02—Pressure butt welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/36—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/22—Nets, wire fabrics or the like
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wire Processing (AREA)
Abstract
本发明属于金属丝网焊机和焊接方法技术领域,公开了一种货架网焊接系统及焊接的方法。其主要技术特征为:包括电柜、操作台、放线机构、焊接储料机构、调直机构、基准网片焊接机、短丝焊接机和剪网机;首先通过基准网片焊接机焊接基准网片,在焊接基准网片时,直径较大的纬丝贴在上电极下方,下电极下方的弹性顶压体相互独立,因此在每个焊点上经丝和纬丝之间的压力几乎均等,不存在经丝与纬丝之间隔离或接虚状态,将焊接好的基准网片牵引至短丝焊接机下方,通过短丝焊接机将货架网短丝焊接在货架网网片上,最后经过剪网机剪裁,制成货架网,整个焊接过程采用机械化生产,产品焊接质量高,平整度好,而且加工效率大大提高。
Description
技术领域
本发明属于金属丝网加工辅助装置技术领域,尤其涉及一种货架网焊接系统及焊接方法。
背景技术
在超市、物品陈列等场所陈列物品需要大量的货架网,货架网的网片包括位于下方的直径较小的经丝、位于中部且直径较大的纬丝和位于纬丝上方且与经丝方向相同的短丝,而且位于一侧的短丝就有两根。由于网片包括上、中、下三层金属丝,使用目前货架网焊接机无法直接焊接完成,主要采用以下方法:先用普通丝网焊接机焊接下面的网片,然后用人工的方法将货架网短丝焊接,上述方法存在以下缺陷:其一,劳动强度大,劳动效率低,占用车间大,人工焊接时,网片需要来回搬动,增加了人员的劳动强度,不但占用人员成本,而且还需要占用大量的半成品区、成品区和操作空间;其二,由于采用人工焊接,焊接质量无法保证。
发明内容
本发明要解决的第一个技术问题就是提供一种生产效率高、劳动强度小、焊接质量高、使用方便的货架网焊接系统。
为解决上述问题,本发明货架网焊接系统采用的技术方案为:包括电柜、操作台、放线机构、焊接储料机构、调直机构、基准网片焊接机、短丝焊接机和剪网机;所述放线机构包括放线底座,在所述放线底座上方设置有支撑立杆,在所述支撑立杆上设置有至少两条支撑横杆,在两条所述支撑横杆之间设置有放线连接杆,在所述支撑横杆上设置有至少一对线轴支座,在每对线轴支座上设置有放线轴,在所述支撑横杆上设置有带有放线分线孔的放线分线器,在放线轴前后两侧设置有放线限位挡杆;所述焊接储料机构包括储料底座,在所述储料底座后方设置有进线支架,在所述储料底座前方设置有出线支架,在所述进线支架顶端设置有进线机构,在该进线机构上带有多个水平排列的进线孔,在所述进线机构下方设置有后端与所述进线支架活动连接的储料摆杆,所述储料摆杆的数量与所述进线孔相等,所述储料摆杆的位置与所述进线孔对应,在每个所述储料摆杆前端设置有储料导向轮,在所述出线支架顶端带有出线机构,在两侧的所述储料摆杆外侧设置有相对的第一光电开关,在所述储料摆杆与进线支架之间设置有摆动阻尼机构;所述调直机构包括水平调直机构和竖直调直机构,所述水平调直机构包括位于两端的水平调直固定支架,在两个所述水平调直固定支架之间设置有间隔一定距离的至少两个条形的水平调直固定轮板,在所述水平调直固定轮板上设置有间隔一定距离的多个水平调直固定轮,所述水平调直固定轮沿所述水平调直固定轮板纵向方向排列,在相邻水平调直固定轮板之间设置有水平调直活动轮板,在所述水平调直活动轮板上设置有水平调直活动轮,所述水平调直活动轮沿水平调直活动轮板纵向方向排列,所述水平调直活动轮板通过位于水平调直固定支架上的水平调直调节机构与水平调直固定支架连接,所述水平调直活动轮板可以在所述水平调直固定轮板之间沿纵向方向移动;所述竖直调直机构包括带有前支撑梁和后支撑梁的竖直调直架体,在所述前支撑梁和后支撑梁上方沿横向方向设置有多个上调直轮组架,在每个所述上调直轮组架上设置有上调整轮组,在所述上调直轮组架下方设置有对应的下调直轮组架,在所述下调直轮组架上设置有下调直轮组,在所述下调直轮组架下方设置有竖直调节支撑板,所述的下调直轮组架固定在所述竖直调节支撑板上方,所述竖直调节支撑板通过竖直调节升降机构与所述的竖直调直架体连接;所述基准网片焊接机包括焊接机架和纬丝储料落料机构,在所述焊接机架上方设置有焊接上梁滑道,在所述焊接上梁滑道内设置有焊接上梁,在靠近所述焊接机架的下方设置有带有焊接连杆的焊接偏心机构,所述焊接偏心机构的焊接连杆上端与所述焊接上梁连接,在所述焊接上梁上固定连接有与变压器连通的上电极座,在所述上电极座上设置有平板式的上电极,在所述上电极座下方的焊接机架上固定有焊接下梁,在所述焊接下梁上横向设置有多个焊接弹性顶压体,在所述焊接弹性顶压体上方设置有与变压器连通的下电极座,在所述下电极座上固定有下电极,在所述焊接机架外侧设置有拍齐机构;所述短丝焊接机包括短丝焊接机架,在所述短丝焊接机架的两侧分别设置有短丝焊接机构,所述的短丝焊接机构包括短丝储料送料机构、水平送料机构和竖向送料焊接机构;所述水平送料机构位于所述短丝储料送料机构下方,所述竖向送料焊接机构位于所述短丝储料送料机构内侧;所述短丝储料送料机构包括位于外侧的短丝焊接料斗和内侧向下倾斜的滑道托板,在所述滑道托板上方设置有与第一气缸的第一顶杆连接的搓板,在所述搓板的外侧端部设置有上翘沿,所述搓板与所述滑道托板平行,在所述滑道托板与所述搓板之间形成送丝滑道,在所述送丝滑道末端设置有短丝焊接挡片;所述水平送料机构包括位于外侧的第二气缸和位于该第二气缸的第二顶杆内侧的两个平行的短丝托杆,在所述短丝拖杆上设置有内托丝槽和外托丝槽;所述竖向送料焊接机构包括固定在所述短丝焊接机架上的第三气缸,在所述第三气缸的第三顶杆下方设置有内上焊头和外上焊头,在所述内上焊头和外上焊头上设置有磁块;在所述短丝焊接机架上与所述内上焊头和外上焊头对应位置设置有下焊头。
其附加技术特征为:
所述的拍齐机构包括与所述焊接机架固定的焊接支撑杆,在所述焊接支撑杆上轴承连接有焊接摆杆,在所述焊接摆杆下端设置有焊接转动凸轮,在所述焊接摆杆上端设置有焊接第一推拉杆,在所述焊接第一推拉杆上端通过焊接摆块连接有焊接第二推拉杆,在所述焊接第二推拉杆后端设置有焊接拍丝架,在所述焊接拍丝架下端设置有焊接支撑架,在所述焊接支撑架上设置有焊接滑道,在所述焊接拍丝架上设置有该焊接滑道匹配的焊接滑槽,在所述焊接拍丝架上设置有后端带有焊接顶杆的焊接气缸;
所述内托丝槽和外托丝槽的内侧面为上端向内侧倾斜的斜面,所述内托丝槽和外托丝槽的外侧面为竖直面,在所述内上焊头和外上焊头的外侧分别设置有内档杆和外档杆;
所述变压器为交流变直流变压器,所述上电极座和下电极座为导电铜板,所述上电极座和所述下电极座分别接在变压器的两个电极上;
所述弹性顶压体为焊接气缸,所有所述焊接气缸通过焊接导气管与同一个焊接气罐连通,所述的下电极座与所述焊接气缸的焊接顶杆固定。
本发明要解决的第二个技术问题就是提供一种使用上述货架网焊接系统进行焊接的方法。
为解决上述问题,本发明使用上述货架网焊接系统进行焊接的方法采用的技术方案为:
该方法包括下列步骤:
第一步,装料
将线轴放置在放线机构的线轴支座上,将金属丝的端部依次穿过对应的分线器上的分线孔、进线机构的进线孔、储料摆杆前端的储料导向轮、出线机构、水平调直机构、竖直调直机构、下电极座上的穿丝孔中;并在纬丝储料落料机构和短丝料斗内放置相应的金属丝;
第二步,基准网片焊接
纬丝从纬丝储料落料机构中落下,落在经丝上方,经过拍齐机构拍齐后,焊接偏心机构带动焊接上梁下移,使上电极压在纬丝上方,焊接上梁继续下移,下电极受到向下的压力后向下压挤焊接弹性顶压体,同时焊接弹性顶压体变形后向上顶压下电极座,经丝和纬丝在上电极和下电极之间被压紧,纬丝和经丝在结合处焊接;焊接偏心机构继续转动,通过焊接连杆带动焊接上梁上移,上电极移开;
第三步,牵引基准网片
通过拉网机构向前牵引网片
第四步,焊接短丝
货架网短丝在自身重力作用下沿滑道托板向下滑动,在货架网短丝向下滑动过程中,位于滑道托板上方的搓板沿滑道托板倾斜方向向外侧移动,将重叠的货架网短丝推向外侧,使货架网短丝单层平铺在滑道托板上;第二气缸的第二顶杆回撤,在内托丝槽到达送丝滑道外侧时,短丝焊接挡片打开,将第二气缸的第二顶杆前顶,货架网短丝先后落在内托丝槽和外托丝槽中,此时,短丝焊接挡片封住送丝滑道; 第二气缸的第二顶杆继续前顶,带动短丝托杆将两个货架网短丝分别到达内上焊头和外上焊头下方位置;将第三气缸的第三顶杆下压,使内上焊头和外上焊头接近内托丝槽和外托丝槽,货架网短丝被磁块吸住,此时将第二顶杆回撤;货架网网片前移到指定位置后,第三气缸的第三顶杆进一步下压,使货架网短丝到达货架网网片上方,将货架网短丝焊接在货架网网片上;
第五步,切割网片
根据货架网设定的需要,用剪网机将网片切割成货架网。
作为上述方法的改进,该方法包括下列步骤:
第一步,装料
将线轴放置在放线机构的线轴支座上,将金属丝的端部依次穿过对应的分线器上的分线孔、进线机构的进线孔、储料摆杆前端的储料导向轮、出线机构、水平调直机构、竖直调直机构、下电极座上的穿丝孔中;并在纬丝储料落料机构和短丝料斗内放置相应的金属丝;
第二步,基准网片焊接
纬丝从纬丝储料落料机构中落下,落在经丝上方,经过拍齐机构拍齐后,焊接偏心机构带动焊接上梁下移,使上电极压在纬丝上方,焊接上梁继续下移,下电极受到向下的压力后向下压挤焊接弹性顶压体,同时焊接弹性顶压体变形后向上顶压下电极座,经丝和纬丝在上电极和下电极之间被压紧,纬丝和经丝在结合处焊接;焊接偏心机构继续转动,通过焊接连杆带动焊接上梁上移,上电极移开;
第三步,牵引基准网片
通过拉网机构向前牵引网片
第四步,焊接短丝
货架网短丝在自身重力作用下沿滑道托板向下滑动,在货架网短丝向下滑动过程中,位于滑道托板上方的搓板沿滑道托板倾斜方向向外侧移动,将重叠的货架网短丝推向外侧,使货架网短丝单层平铺在滑道托板上;第二气缸的第二顶杆回撤,在内托丝槽到达送丝滑道外侧时,短丝焊接挡片打开,将第二气缸的第二顶杆前顶,货架网短丝先后落在内托丝槽和外托丝槽中,此时,短丝焊接挡片封住送丝滑道; 第二气缸的第二顶杆继续前顶,带动短丝托杆将两个货架网短丝分别到达内上焊头和外上焊头下方位置;将第三气缸的第三顶杆下压,使内档杆和外档杆分别插入内托丝槽和外托丝槽中货架网短丝的外侧,内上焊头和外上焊头距离短丝托杆上方的距离略大于货架网短丝的直径,内档杆和外档杆分别挡住内托丝槽和外托丝槽中货架网短丝,此时将第二顶杆回撤,在短丝托杆后撤的同时,货架网短丝沿内托丝槽和外托丝槽的内侧斜面上移,在货架网短丝脱离内托丝槽和外托丝槽时,货架网短丝几乎贴在磁块上时被磁块吸住,此时将第二顶杆回撤;货架网网片前移到指定位置后,第三气缸的第三顶杆进一步下压,使货架网短丝到达货架网网片上方,将货架网短丝焊接在货架网网片上;
第五步,切割网片
根据货架网设定的需要,用剪网机将网片切割成货架网。
本发明所提供的货架网焊接系统及焊接的方法与现有技术相比,具有以下优点:其一,由于包括电柜、操作台、放线机构、焊接储料机构、调直机构、基准网片焊接机、短丝焊接机和剪网机;所述放线机构包括放线底座,在所述放线底座上方设置有支撑立杆,在所述支撑立杆上设置有至少两条支撑横杆,在两条所述支撑横杆之间设置有放线连接杆,在所述支撑横杆上设置有至少一对线轴支座,在每对线轴支座上设置有放线轴,在所述支撑横杆上设置有带有放线分线孔的放线分线器,在放线轴前后两侧设置有放线限位挡杆;所述焊接储料机构包括储料底座,在所述储料底座后方设置有进线支架,在所述储料底座前方设置有出线支架,在所述进线支架顶端设置有进线机构,在该进线机构上带有多个水平排列的进线孔,在所述进线机构下方设置有后端与所述进线支架活动连接的储料摆杆,所述储料摆杆的数量与所述进线孔相等,所述储料摆杆的位置与所述进线孔对应,在每个所述储料摆杆前端设置有储料导向轮,在所述出线支架顶端带有出线机构,在两侧的所述储料摆杆外侧设置有相对的第一光电开关,在所述储料摆杆与进线支架之间设置有摆动阻尼机构;所述调直机构包括水平调直机构和竖直调直机构,所述水平调直机构包括位于两端的水平调直固定支架,在两个所述水平调直固定支架之间设置有间隔一定距离的至少两个条形的水平调直固定轮板,在所述水平调直固定轮板上设置有间隔一定距离的多个水平调直固定轮,所述水平调直固定轮沿所述水平调直固定轮板纵向方向排列,在相邻水平调直固定轮板之间设置有水平调直活动轮板,在所述水平调直活动轮板上设置有水平调直活动轮,所述水平调直活动轮沿水平调直活动轮板纵向方向排列,所述水平调直活动轮板通过位于水平调直固定支架上的水平调直调节机构与水平调直固定支架连接,所述水平调直活动轮板可以在所述水平调直固定轮板之间沿纵向方向移动;所述竖直调直机构包括带有前支撑梁和后支撑梁的竖直调直架体,在所述前支撑梁和后支撑梁上方沿横向方向设置有多个上调直轮组架,在每个所述上调直轮组架上设置有上调整轮组,在所述上调直轮组架下方设置有对应的下调直轮组架,在所述下调直轮组架上设置有下调直轮组,在所述下调直轮组架下方设置有竖直调节支撑板,所述的下调直轮组架固定在所述竖直调节支撑板上方,所述竖直调节支撑板通过竖直调节升降机构与所述的竖直调直架体连接;所述基准网片焊接机包括焊接机架和纬丝储料落料机构,在所述焊接机架上方设置有焊接上梁滑道,在所述焊接上梁滑道内设置有焊接上梁,在靠近所述焊接机架的下方设置有带有焊接连杆的焊接偏心机构,所述焊接偏心机构的焊接连杆上端与所述焊接上梁连接,在所述焊接上梁上固定连接有与变压器连通的上电极座,在所述上电极座上设置有平板式的上电极,在所述上电极座下方的焊接机架上固定有焊接下梁,在所述焊接下梁上横向设置有多个焊接弹性顶压体,在所述焊接弹性顶压体上方设置有与变压器连通的下电极座,在所述下电极座上固定有下电极,在所述焊接机架外侧设置有拍齐机构;所述短丝焊接机包括短丝焊接机架,在所述短丝焊接机架的两侧分别设置有短丝焊接机构,所述的短丝焊接机构包括短丝储料送料机构、水平送料机构和竖向送料焊接机构;所述水平送料机构位于所述短丝储料送料机构下方,所述竖向送料焊接机构位于所述短丝储料送料机构内侧;所述短丝储料送料机构包括位于外侧的短丝焊接料斗和内侧向下倾斜的滑道托板,在所述滑道托板上方设置有与第一气缸的第一顶杆连接的搓板,在所述搓板的外侧端部设置有上翘沿,所述搓板与所述滑道托板平行,在所述滑道托板与所述搓板之间形成送丝滑道,在所述送丝滑道末端设置有短丝焊接挡片;所述水平送料机构包括位于外侧的第二气缸和位于该第二气缸的第二顶杆内侧的两个平行的短丝托杆,在所述短丝拖杆上设置有内托丝槽和外托丝槽;所述竖向送料焊接机构包括固定在所述短丝焊接机架上的第三气缸,在所述第三气缸的第三顶杆下方设置有内上焊头和外上焊头,在所述内上焊头和外上焊头上设置有磁块;在所述短丝焊接机架上与所述内上焊头和外上焊头对应位置设置有下焊头,首先通过基准网片焊接机焊接基准网片,在焊接基准网片时,直径较大的纬丝贴在上电极下方,下电极下方的弹性顶压体相互独立,因此在每个焊点上经丝和纬丝之间的压力几乎均等,不存在经丝与纬丝之间隔离或接虚状态,避免了某个焊点不能接触,造成脱焊或焊丝烧伤情况的发生,这样货架网基准网片焊接质量高,网片平整度好;将焊接好的基准网片牵引至短丝焊接机下方,货架网短丝在自身重力作用下沿滑道托板向下滑动,在货架网短丝向下滑动过程中,位于滑道托板上方的搓板沿滑道托板倾斜方向向外侧移动,将重叠的货架网短丝推向外侧,使货架网短丝单层平铺在滑道托板上;第二气缸的第二顶杆回撤,在内托丝槽到达送丝滑道外侧时,短丝焊接挡片打开,将第二气缸的第二顶杆前顶,货架网短丝先后落在内托丝槽和外托丝槽中,此时,短丝焊接挡片封住送丝滑道; 第二气缸的第二顶杆继续前顶,带动短丝托杆将两个货架网短丝分别到达内上焊头和外上焊头下方位置;将第三气缸的第三顶杆下压,使内上焊头和外上焊头接近内托丝槽和外托丝槽,货架网短丝被磁块吸住,此时将第二顶杆回撤;货架网网片前移到指定位置后,第三气缸的第三顶杆进一步下压,使货架网短丝到达货架网网片上方,将货架网短丝焊接在货架网网片上,最后经过剪网机剪裁,制成货架网,整个焊接过程采用机械化生产,产品焊接质量高,平整度好,而且加工效率大大提高;其二,由于所述的拍齐机构包括与所述焊接机架固定的焊接支撑杆,在所述焊接支撑杆上轴承连接有焊接摆杆,在所述焊接摆杆下端设置有焊接转动凸轮,在所述焊接摆杆上端设置有焊接第一推拉杆,在所述焊接第一推拉杆上端通过焊接摆块连接有焊接第二推拉杆,在所述焊接第二推拉杆后端设置有焊接拍丝架,在所述焊接拍丝架下端设置有焊接支撑架,在所述焊接支撑架上设置有焊接滑道,在所述焊接拍丝架上设置有该焊接滑道匹配的焊接滑槽,在所述焊接拍丝架上设置有后端带有焊接顶杆的焊接气缸,一个拍齐机构就能够独立完成两种不同长度的拍丝,占用空间小、整个机械更加紧凑;其三,由于所述内托丝槽和外托丝槽的内侧面为上端向内侧倾斜的斜面,所述内托丝槽和外托丝槽的外侧面为竖直面,在所述内上焊头和外上焊头的外侧分别设置有内档杆和外档杆,将第三气缸的第三顶杆下压,使内档杆和外档杆分别插入内托丝槽和外托丝槽中货架网短丝的外侧,内上焊头和外上焊头距离短丝托杆上方的距离略大于货架网短丝的直径,内档杆和外档杆分别挡住内托丝槽和外托丝槽中货架网短丝,此时将第二顶杆回撤,在短丝托杆后撤的同时,货架网短丝沿内托丝槽和外托丝槽的内侧斜面上移,在货架网短丝脱离内托丝槽和外托丝槽时,货架网短丝几乎贴在磁块上时被磁块吸住,这样,磁块的吸力只要略大于货架网短丝的重量即可,降低了货架网短丝上下移动的距离,避免了因货架网短丝移动过程中发生的位置偏转,使焊接位置更加准确,产品质量更高;其四,由于所述变压器为交流变直流变压器,所述上电极座和下电极座为导电铜板,所述上电极座和所述下电极座分别接在变压器的两个电极上,避免了在焊接前由于网片与下电极接触时以及焊接过程中造成电流分流情况的发生,进一步避免了能源的浪费;其五,由于所述弹性顶压体为焊接气缸,所有所述焊接气缸通过焊接导气管与同一个焊接气罐连通,所述的下电极座与所述焊接气缸的焊接顶杆固定,进一步保证了各焊接气缸受到的压力大小一致,也就是说各个焊点的经丝和纬丝压力一致,焊接质量进一步提高。
附图说明
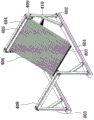
图1为本发明货架网焊接系统的结构示意图;
图2为放线机构的结构示意图;
图3为焊接储料机构的结构示意图;
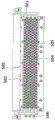
图4为水平调直机构的结构示意图;
图5为竖直调直机构的结构示意图;
图6图5的A-A剖视图;
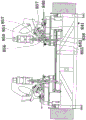
图7为基准网片焊接机的结构示意图;
图8为去除壳体和纬丝储料落料机构后的基准网片焊接机的结构示意图;
图9为图8的B-B剖视图;
图10为短丝焊接机的俯视图;
图11为图10的C-C剖视图;
图12为图10的D-D剖视图;
图13为拍齐机构的结构示意图。
具体实施方式
下面结合附图和具体实施方式对本发明货架网焊接系统及焊接方法的结构和使用原理做进一步详细说明。
如图1所示,本发明货架网焊接系统的结构示意图,本发明货架网焊接系统包括电柜1、操作台2、放线机构3、焊接储料机构4、水平调直机构5、竖直调直机构6、基准网片焊接机7、短丝焊接机8和剪网机9。
如图2所示,放线机构3包括放线底座301,在放线底座301的上方设置有支撑立杆302,在支撑立杆302上设置有至少两条支撑横杆303,在两条支撑横杆303之间设置有放线连接杆304,在支撑横杆303上设置有至少一对线轴支座305,在每对线轴支座305上设置有放线轴306,在支撑横杆303上设置有带有放线分线孔307的放线分线器308,在放线轴306前后两侧设置有放线限位挡杆309。
如图3所示,焊接储料机构4包括储料底座401,在储料底座401后方设置有进线支架402,在储料底座401前方设置有出线支架403,在进线支架402顶端设置有进线机构404,在该进线机构上带有多个水平排列的进线孔405,在进线机构404下方设置有后端与进线支架402活动连接的储料摆杆406,储料摆杆406的数量与进线孔405相等,储料摆杆406的位置与进线孔405对应,在每个储料摆杆406前端设置有储料导向轮407,在出线支架403顶端带有出线机构408,在两侧的储料摆杆406外侧设置有相对的第一光电开关409,在储料摆杆406与进线支架402之间设置有摆动阻尼机构410。
如图4所示,水平调直机构5包括位于两端的水平调直固定支架501,在两个水平调直固定支架501之间设置有间隔一定距离的至少两个条形的水平调直固定轮板502,在水平调直固定轮板502上设置有间隔一定距离的多个水平调直固定轮503,水平调直固定轮503沿水平调直固定轮板502纵向方向排列,在相邻水平调直固定轮板502之间设置有水平调直活动轮板504,在水平调直活动轮板504上设置有水平调直活动轮505,水平调直活动轮505沿水平调直活动轮板504纵向方向排列,水平调直活动轮板504通过位于水平调直固定支架501上的水平调直调节机构506与水平调直固定支架501连接,水平调直活动轮板504可以在水平调直固定轮板502之间沿纵向方向移动。
如图5和图6所示,竖直调直机构6包括带有前支撑梁601和后支撑梁602的竖直调直架体603,在前支撑梁601和后支撑梁602上方沿横向方向设置有多个上调直轮组架604,在每个上调直轮组架604上设置有上调整轮组605,在上调直轮组架604下方设置有对应的下调直轮组架606,在下调直轮组架606上设置有下调直轮组607,在下调直轮组架606下方设置有竖直调节支撑板608,下调直轮组架606固定在竖直调节支撑板608上方。竖直调节支撑板608通过竖直调节升降机构609与竖直调直架体603连接。
如图7、图8和图9所示,基准网片焊接机7包括焊接机架701和纬丝储料落料机构702,在焊接机架701上方设置有焊接上梁滑道703,在焊接上梁滑道703内设置有焊接上梁704,在靠近焊接机架701的下方设置有带有焊接连杆705的焊接偏心机构706,焊接偏心机构706的焊接连杆705上端与焊接上梁704连接,在焊接上梁704上固定连接有与变压器707连通的上电极座708,在上电极座708上设置有平板式的上电极709,在上电极座708下方的焊接机架701上固定有焊接下梁710,在焊接下梁710上横向设置有多个焊接弹性顶压体711,在焊接弹性顶压体711上方设置有与变压器707连通的下电极座712,在下电极座712上固定有下电极713,在焊接机架701外侧设置有拍齐机构714。
如图10、图11和图12所示,所述短丝焊接机8包括短丝焊接机架81,在短丝焊接机架81的两侧分别设置有短丝焊接机构82,短丝焊接机构82包括短丝储料送料机构83、水平送料机构84和竖向送料焊接机构85;水平送料机构84位于所述短丝储料送料机构83下方,竖向送料焊接机构85位于短丝储料送料机构83内侧;短丝储料送料机构83包括位于外侧的短丝焊接料斗831和内侧向下倾斜的滑道托板832,在滑道托板832上方设置有与第一气缸833的第一顶杆834连接的搓板835,在搓板835的外侧端部设置有上翘沿836,搓板835与滑道托板832平行,在滑道托板832与搓板835之间形成送丝滑道837,在送丝滑道837末端设置有短丝焊接挡片838。水平送料机构84包括位于外侧的第二气缸840和位于该第二气缸840的第二顶杆841内侧的两个平行的短丝托杆842,在短丝拖杆842上设置有内托丝槽843和外托丝槽844。竖向送料焊接机构85包括固定在短丝焊接机架81上的第三气缸850,在第三气缸850的第三顶杆851下方设置有内上焊头852和外上焊头853,在内上焊头852和外上焊头853上设置有磁块854;在短丝焊接机架81上与内上焊头852和外上焊头853对应位置设置有下焊头855。
首先通过基准网片焊接机7焊接基准网片,在焊接基准网片时,直径较大的纬丝贴在上电极709下方,下电极713下方的弹性顶压体711相互独立,因此在每个焊点上经丝和纬丝之间的压力几乎均等,不存在经丝与纬丝之间隔离或接虚状态,避免了某个焊点不能接触,造成脱焊或焊丝烧伤情况的发生,这样货架网基准网片焊接质量高,网片平整度好;将焊接好的基准网片牵引至短丝焊接机8下方,货架网短丝在自身重力作用下沿滑道托板832向下滑动,在货架网短丝向下滑动过程中,位于滑道托板上方的搓板835沿滑道托板832倾斜方向向外侧移动,将重叠的货架网短丝推向外侧,使货架网短丝单层平铺在滑道托板832上;第二气缸840的第二顶杆841回撤,在内托丝槽843到达送丝滑道外侧时,短丝焊接挡片838打开,将第二气缸840的第二顶杆841前顶,货架网短丝先后落在内托丝槽843和外托丝槽844中,此时,短丝焊接挡片838封住送丝滑道837; 第二气缸840的第二顶杆841继续前顶,带动短丝托杆842将两个货架网短丝分别到达内上焊头852和外上焊头853下方位置;将第三气缸850的第三顶杆851下压,使内上焊头852和外上焊头853接近内托丝槽843和外托丝槽844,货架网短丝被磁块845吸住,此时将第二顶杆841回撤;货架网网片前移到指定位置后,第三气缸850的第三顶杆851进一步下压,使货架网短丝到达货架网网片上方,将货架网短丝焊接在货架网网片上,最后经过剪网机剪裁,制成货架网,整个焊接过程采用机械化生产,产品焊接质量高,平整度好,而且加工效率大大提高。
如图8和图13所示,拍齐机构714包括与焊接机架701固定的焊接支撑杆715,在焊接支撑杆715上轴承连接有焊接摆杆716,在焊接摆杆716下端设置有焊接转动凸轮717,在焊接摆杆716上端设置有焊接第一推拉杆718,在焊接第一推拉杆718上端通过焊接摆块719连接有焊接第二推拉杆720,在焊接第二推拉杆720后端设置有焊接拍丝架721,在焊接拍丝架721下端设置有焊接支撑架722,在焊接支撑架722上设置有焊接滑道723,在焊接拍丝架721上设置有该焊接滑道匹配的焊接滑槽724,在焊接拍丝架721上设置有后端带有焊接顶杆725的焊接气缸726。一个拍齐机构就能够独立完成两种不同长度的拍丝,占用空间小、整个机械更加紧凑。
内托丝槽843和外托丝槽844的内侧面为上端向内侧倾斜的斜面,内托丝槽843和外托丝槽844的外侧面为竖直面,在内上焊头852和外上焊头853的外侧分别设置有内档杆856和外档杆857,将第三气缸850的第三顶杆851下压,使内档杆856和外档杆857分别插入内托丝槽843和外托丝槽844中货架网短丝的外侧,内上焊头852和外上焊头853距离短丝托杆842上方的距离略大于货架网短丝的直径,内档杆856和外档杆857分别挡住内托丝槽843和外托丝槽844中货架网短丝,此时将第二顶杆841回撤,在短丝托杆842后撤的同时,货架网短丝沿内托丝槽843和外托丝槽844的内侧斜面上移,在货架网短丝脱离内托丝槽843和外托丝槽844时,货架网短丝几乎贴在磁块上时被磁块吸住,这样,磁块的吸力只要略大于货架网短丝的重量即可,降低了货架网短丝上下移动的距离,避免了因货架网短丝移动过程中发生的位置偏转,使焊接位置更加准确,产品质量更高。
变压器707为交流变直流变压器,上电极座708和下电极座712为导电铜板,上电极座708和下电极座712分别接在变压器707的两个电极上,避免了在焊接前由于网片与下电极接触时以及焊接过程中造成电流分流情况的发生,进一步避免了能源的浪费。
弹性顶压体711为焊接气缸,所有焊接气缸通过焊接导气管715与同一个焊接气罐716连通,下电极座712与焊接气缸的焊接顶杆固定,进一步保证了各焊接气缸受到的压力大小一致,也就是说各个焊点的经丝和纬丝压力一致,焊接质量进一步提高。
上述货架网焊接系统进行焊接的方法包括下列步骤:
该方法包括下列步骤:
第一步,装料
将线轴放置在放线机构3的线轴支座305上,将金属丝的端部依次穿过对应的分线器308上的分线孔307、进线机构404的进线孔405、储料摆杆406前端的储料导向轮407、出线机构408、水平调直机构5、竖直调直机构6、下电极座712上的穿丝孔中;并在纬丝储料落料机构702和短丝料斗831内放置相应的金属丝;
第二步,基准网片焊接
纬丝从纬丝储料落料机构702中落下,落在经丝上方,经过拍齐机构714拍齐后,焊接偏心机构706带动焊接上梁704下移,使上电极709压在纬丝上方,焊接上梁704继续下移,下电极713受到向下的压力后向下压挤焊接弹性顶压体711,同时焊接弹性顶压体711变形后向上顶压下电极座712,经丝和纬丝在上电极和下电极之间被压紧,纬丝和经丝在结合处焊接;焊接偏心机构706继续转动,通过焊接连杆705带动焊接上梁704上移,上电极移开;
第三步,牵引基准网片
通过拉网机构向前牵引网片
第四步,焊接短丝
货架网短丝在自身重力作用下沿滑道托板832向下滑动,在货架网短丝向下滑动过程中,位于滑道托板832上方的搓板835沿滑道托板832倾斜方向向外侧移动,将重叠的货架网短丝推向外侧,使货架网短丝单层平铺在滑道托板832上;第二气缸840的第二顶杆841回撤,在内托丝槽843到达送丝滑道837外侧时,短丝焊接挡片838打开,将第二气缸840的第二顶杆841前顶,货架网短丝先后落在内托丝槽843和外托丝槽844中,此时,短丝焊接挡片838封住送丝滑道; 第二气缸840的第二顶杆841继续前顶,带动短丝托杆将两个货架网短丝分别到达内上焊头852和外上焊头853下方位置;将第三气缸850的第三顶杆851下压,使内上焊头852和外上焊头853接近内托丝槽843和外托丝槽844,货架网短丝被磁块854吸住,此时将第二顶杆841回撤;货架网网片前移到指定位置后,第三气缸850的第三顶杆851进一步下压,使货架网短丝到达货架网网片上方,将货架网短丝焊接在货架网网片上;
第五步,切割网片
根据货架网设定的需要,用剪网机9将网片切割成货架网。
作为上述方法的改进,该方法包括下列步骤:
第一步,装料
将线轴放置在放线机构3的线轴支座305上,将金属丝的端部依次穿过对应的分线器308上的分线孔307、进线机构404的进线孔405、储料摆杆406前端的储料导向轮407、出线机构408、水平调直机构5、竖直调直机构6、下电极座712上的穿丝孔中;并在纬丝储料落料机构702和短丝料斗831内放置相应的金属丝;
第二步,基准网片焊接
纬丝从纬丝储料落料机构702中落下,落在经丝上方,经过拍齐机构714拍齐后,焊接偏心机构706带动焊接上梁704下移,使上电极709压在纬丝上方,焊接上梁704继续下移,下电极713受到向下的压力后向下压挤焊接弹性顶压体711,同时焊接弹性顶压体711变形后向上顶压下电极座712,经丝和纬丝在上电极和下电极之间被压紧,纬丝和经丝在结合处焊接;焊接偏心机构706继续转动,通过焊接连杆705带动焊接上梁704上移,上电极移开;
第三步,牵引基准网片
通过拉网机构向前牵引网片
第四步,焊接短丝
货架网短丝在自身重力作用下沿滑道托板832向下滑动,在货架网短丝向下滑动过程中,位于滑道托板832上方的搓板835沿滑道托板832倾斜方向向外侧移动,将重叠的货架网短丝推向外侧,使货架网短丝单层平铺在滑道托板832上;第二气缸840的第二顶杆841回撤,在内托丝槽843到达送丝滑道837外侧时,短丝焊接挡片838打开,将第二气缸840的第二顶杆841前顶,货架网短丝先后落在内托丝槽843和外托丝槽844中,此时,短丝焊接挡片838封住送丝滑道; 第二气缸840的第二顶杆841继续前顶,带动短丝托杆将两个货架网短丝分别到达内上焊头852和外上焊头853下方位置;将第三气缸850的第三顶杆851下压,使内档杆856和外档杆857分别插入内托丝槽843和外托丝槽844中货架网短丝的外侧,内上焊头852和外上焊头853距离短丝托杆842上方的距离略大于货架网短丝的直径,内档杆856和外档杆857分别挡住内托丝槽843和外托丝槽844中货架网短丝,此时将第二顶杆841回撤,在短丝托杆后撤的同时,货架网短丝沿内托丝槽843和外托丝槽844的内侧斜面上移,在货架网短丝脱离内托丝槽843和外托丝槽844时,货架网短丝几乎贴在磁块上时被磁块854吸住,继续将第二顶杆841回撤;货架网网片前移到指定位置后,第三气缸850的第三顶杆851进一步下压,使货架网短丝到达货架网网片上方,将货架网短丝焊接在货架网网片上;
第五步,切割网片
根据货架网设定的需要,用剪网机9将网片切割成货架网。
本发明的保护范围不仅仅局限于上述实施例,只要结构与本发明货架网焊接系统及焊接方法结构相同,就落在本发明保护的范围。
Claims (7)
1.货架网焊接系统,其特征在于:包括电柜、操作台、放线机构、焊接储料机构、水平调直机构、竖直调直机构、基准网片焊接机、短丝焊接机和剪网机;
所述放线机构包括放线底座,在所述放线底座上方设置有支撑立杆,在所述支撑立杆上设置有至少两条支撑横杆,在两条所述支撑横杆之间设置有放线连接杆,在所述支撑横杆上设置有至少一对线轴支座,在每对线轴支座上设置有放线轴,在所述支撑横杆上设置有带有放线分线孔的放线分线器,在放线轴前后两侧设置有放线限位挡杆;
所述焊接储料机构包括储料底座,在所述储料底座后方设置有进线支架,在所述储料底座前方设置有出线支架,在所述进线支架顶端设置有进线机构,在该进线机构上带有多个水平排列的进线孔,在所述进线机构下方设置有后端与所述进线支架活动连接的储料摆杆,所述储料摆杆的数量与所述进线孔相等,所述储料摆杆的位置与所述进线孔对应,在每个所述储料摆杆前端设置有储料导向轮,在所述出线支架顶端带有出线机构,在两侧的所述储料摆杆外侧设置有相对的第一光电开关,在所述储料摆杆与进线支架之间设置有摆动阻尼机构;
所述水平调直机构包括位于两端的水平调直固定支架,在两个所述水平调直固定支架之间设置有间隔一定距离的至少两个条形的水平调直固定轮板,在所述水平调直固定轮板上设置有间隔一定距离的多个水平调直固定轮,所述水平调直固定轮沿所述水平调直固定轮板纵向方向排列,在相邻水平调直固定轮板之间设置有水平调直活动轮板,在所述水平调直活动轮板上设置有水平调直活动轮,所述水平调直活动轮沿水平调直活动轮板纵向方向排列,所述水平调直活动轮板通过位于水平调直固定支架上的水平调直调节机构与水平调直固定支架连接,所述水平调直活动轮板可以在所述水平调直固定轮板之间沿纵向方向移动;
所述竖直调直机构包括带有前支撑梁和后支撑梁的竖直调直架体,在所述前支撑梁和后支撑梁上方沿横向方向设置有多个上调直轮组架,在每个所述上调直轮组架上设置有上调整轮组,在所述上调直轮组架下方设置有对应的下调直轮组架,在所述下调直轮组架上设置有下调直轮组,在所述下调直轮组架下方设置有竖直调节支撑板,所述的下调直轮组架固定在所述竖直调节支撑板上方,所述竖直调节支撑板通过竖直调节升降机构与所述的竖直调直架体连接;
所述基准网片焊接机包括焊接机架和纬丝储料落料机构,在所述焊接机架上方设置有焊接上梁滑道,在所述焊接上梁滑道内设置有焊接上梁,在靠近所述焊接机架的下方设置有带有焊接连杆的焊接偏心机构,所述焊接偏心机构的焊接连杆上端与所述焊接上梁连接,在所述焊接上梁上固定连接有与变压器连通的上电极座,在所述上电极座上设置有平板式的上电极,在所述上电极座下方的焊接机架上固定有焊接下梁,在所述焊接下梁上横向设置有多个焊接弹性顶压体,在所述焊接弹性顶压体上方设置有与变压器连通的下电极座,在所述下电极座上固定有下电极,在所述焊接机架外侧设置有拍齐机构;
所述短丝焊接机包括短丝焊接机架,在所述短丝焊接机架的两侧分别设置有短丝焊接机构,所述的短丝焊接机构包括短丝储料送料机构、水平送料机构和竖向送料焊接机构;所述水平送料机构位于所述短丝储料送料机构下方,所述竖向送料焊接机构位于所述短丝储料送料机构内侧;所述短丝储料送料机构包括位于外侧的短丝焊接料斗和内侧向下倾斜的滑道托板,在所述滑道托板上方设置有与第一气缸的第一顶杆连接的搓板,在所述搓板的外侧端部设置有上翘沿,所述搓板与所述滑道托板平行,在所述滑道托板与所述搓板之间形成送丝滑道,在所述送丝滑道末端设置有短丝焊接挡片;所述水平送料机构包括位于外侧的第二气缸和位于该第二气缸的第二顶杆内侧的两个平行的短丝托杆,在所述短丝托杆上设置有内托丝槽和外托丝槽;所述竖向送料焊接机构包括固定在所述短丝焊接机架上的第三气缸,在所述第三气缸的第三顶杆下方设置有内上焊头和外上焊头,在所述内上焊头和外上焊头上设置有磁块;在所述短丝焊接机架上与所述内上焊头和外上焊头对应位置设置有下焊头。
2.根据权利要求1所述的货架网焊接系统,其特征在于:所述的拍齐机构包括与所述焊接机架固定的焊接支撑杆,在所述焊接支撑杆上轴承连接有焊接摆杆,在所述焊接摆杆下端设置有焊接转动凸轮,在所述焊接摆杆上端设置有焊接第一推拉杆,在所述焊接第一推拉杆上端通过焊接摆块连接有焊接第二推拉杆,在所述焊接第二推拉杆后端设置有焊接拍丝架,在所述焊接拍丝架下端设置有焊接支撑架,在所述焊接支撑架上设置有焊接滑道,在所述焊接拍丝架上设置有该焊接滑道匹配的焊接滑槽,在所述焊接拍丝架上设置有后端带有焊接顶杆的焊接气缸。
3.根据权利要求1所述的货架网焊接系统,其特征在于:所述内托丝槽和外托丝槽的内侧面为上端向内侧倾斜的斜面,所述内托丝槽和外托丝槽的外侧面为竖直面,在所述内上焊头和外上焊头的外侧分别设置有内档杆和外档杆。
4.根据权利要求1所述的货架网焊接系统,其特征在于:所述变压器为交流变直流变压器,所述上电极座和下电极座为导电铜板,所述上电极座和所述下电极座分别接在变压器的两个电极上。
5.根据权利要求1所述的货架网焊接系统,其特征在于:所述弹性顶压体为焊接气缸,所有所述焊接气缸通过焊接导气管与同一个焊接气罐连通,所述的下电极座与所述焊接气缸的焊接顶杆固定。
6.使用权利要求1、2、3、4或5所述的货架网焊接系统进行焊接的方法,其特征在于:该方法包括下列步骤:
第一步,装料
将线轴放置在放线机构的线轴支座上,将金属丝的端部依次穿过对应的分线器上的分线孔、进线机构的进线孔、储料摆杆前端的储料导向轮、出线机构、水平调直机构、竖直调直机构、下电极座上的穿丝孔中;并在纬丝储料落料机构和短丝料斗内放置相应的金属丝;
第二步,基准网片焊接
纬丝从纬丝储料落料机构中落下,落在经丝上方,经过拍齐机构拍齐后,焊接偏心机构带动焊接上梁下移,使上电极压在纬丝上方,焊接上梁继续下移,下电极受到向下的压力后向下压挤焊接弹性顶压体,同时焊接弹性顶压体变形后向上顶压下电极座,经丝和纬丝在上电极和下电极之间被压紧,纬丝和经丝在结合处焊接;焊接偏心机构继续转动,通过焊接连杆带动焊接上梁上移,上电极移开;
第三步,牵引基准网片
通过拉网机构向前牵引网片
第四步,焊接短丝
货架网短丝在自身重力作用下沿滑道托板向下滑动,在货架网短丝向下滑动过程中,位于滑道托板上方的搓板沿滑道托板倾斜方向向外侧移动,将重叠的货架网短丝推向外侧,使货架网短丝单层平铺在滑道托板上;第二气缸的第二顶杆回撤,在内托丝槽到达送丝滑道外侧时,短丝焊接挡片打开,将第二气缸的第二顶杆前顶,货架网短丝先后落在内托丝槽和外托丝槽中,此时,短丝焊接挡片封住送丝滑道;第二气缸的第二顶杆继续前顶,带动短丝托杆将两个货架网短丝分别到达内上焊头和外上焊头下方位置;将第三气缸的第三顶杆下压,使内上焊头和外上焊头接近内托丝槽和外托丝槽,货架网短丝被磁块吸住,此时将第二顶杆回撤;货架网网片前移到指定位置后,第三气缸的第三顶杆进一步下压,使货架网短丝到达货架网网片上方,将货架网短丝焊接在货架网网片上;
第五步,切割网片
根据货架网设定的需要,用剪网机将网片切割成货架网。
7.使用权利要求3所述的货架网焊接系统进行焊接的方法,其特征在于:该方法包括下列步骤:
第一步,装料
将线轴放置在放线机构的线轴支座上,将金属丝的端部依次穿过对应的分线器上的分线孔、进线机构的进线孔、储料摆杆前端的储料导向轮、出线机构、水平调直机构、竖直调直机构、下电极座上的穿丝孔中;并在纬丝储料落料机构和短丝料斗内放置相应的金属丝;
第二步,基准网片焊接
纬丝从纬丝储料落料机构中落下,落在经丝上方,经过拍齐机构拍齐后,焊接偏心机构带动焊接上梁下移,使上电极压在纬丝上方,焊接上梁继续下移,下电极受到向下的压力后向下压挤焊接弹性顶压体,同时焊接弹性顶压体变形后向上顶压下电极座,经丝和纬丝在上电极和下电极之间被压紧,纬丝和经丝在结合处焊接;焊接偏心机构继续转动,通过焊接连杆带动焊接上梁上移,上电极移开;
第三步,牵引基准网片
通过拉网机构向前牵引网片
第四步,焊接短丝
货架网短丝在自身重力作用下沿滑道托板向下滑动,在货架网短丝向下滑动过程中,位于滑道托板上方的搓板沿滑道托板倾斜方向向外侧移动,将重叠的货架网短丝推向外侧,使货架网短丝单层平铺在滑道托板上;第二气缸的第二顶杆回撤,在内托丝槽到达送丝滑道外侧时,短丝焊接挡片打开,将第二气缸的第二顶杆前顶,货架网短丝先后落在内托丝槽和外托丝槽中,此时,短丝焊接挡片封住送丝滑道;第二气缸的第二顶杆继续前顶,带动短丝托杆将两个货架网短丝分别到达内上焊头和外上焊头下方位置;将第三气缸的第三顶杆下压,使内档杆和外档杆分别插入内托丝槽和外托丝槽中货架网短丝的外侧,内上焊头和外上焊头距离短丝托杆上方的距离略大于货架网短丝的直径,内档杆和外档杆分别挡住内托丝槽和外托丝槽中货架网短丝,此时将第二顶杆回撤,在短丝托杆后撤的同时,货架网短丝沿内托丝槽和外托丝槽的内侧斜面上移,在货架网短丝脱离内托丝槽和外托丝槽时,货架网短丝几乎贴在磁块上时被磁块吸住,此时将第二顶杆回撤;货架网网片前移到指定位置后,第三气缸的第三顶杆进一步下压,使货架网短丝到达货架网网片上方,将货架网短丝焊接在货架网网片上;
第五步,切割网片
根据货架网设定的需要,用剪网机将网片切割成货架网。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710233692.8A CN106944729B (zh) | 2017-04-11 | 2017-04-11 | 货架网焊接系统及焊接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710233692.8A CN106944729B (zh) | 2017-04-11 | 2017-04-11 | 货架网焊接系统及焊接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106944729A CN106944729A (zh) | 2017-07-14 |
| CN106944729B true CN106944729B (zh) | 2022-04-15 |
Family
ID=59475620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710233692.8A Active CN106944729B (zh) | 2017-04-11 | 2017-04-11 | 货架网焊接系统及焊接方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN106944729B (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109500482A (zh) * | 2018-11-22 | 2019-03-22 | 杨佳意 | 一种围栏的排焊设备 |
| CN117418692B (zh) * | 2023-10-27 | 2026-02-06 | 中交第二航务工程局有限公司 | 一种船闸闸室钢筋网片工业化施工方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1221601B (de) * | 1962-01-24 | 1966-07-28 | Drahtwerke Roesler K G | Einrichtung zur kontinuierlichen Herstellung von Drahtnetzen mit rautenfoermigen Maschen |
| AT267293B (de) * | 1966-04-07 | 1968-12-27 | Evg Entwicklung Verwert Ges | Verfahren zum Herstellen von geschweißten Drahtgittern und Gitterschweißmaschine zum Ausüben dieses Verfahrens |
| CN2180392Y (zh) * | 1993-11-12 | 1994-10-26 | 河北省黄骅工贸合营电焊网厂 | 辊轮式双纬送丝电焊网机 |
| CN105458453B (zh) * | 2016-02-22 | 2018-05-11 | 德州晶达节能技术有限公司 | 网架板焊接装置 |
| CN105880436B (zh) * | 2016-06-28 | 2017-06-27 | 河北骄阳丝网设备有限责任公司 | 养殖网笼门焊接装置及笼门焊接的方法 |
| CN105945582B (zh) * | 2016-07-01 | 2017-11-07 | 河北骄阳丝网设备有限责任公司 | 除尘网焊接装置及焊接除尘网的方法 |
| CN206598008U (zh) * | 2017-04-11 | 2017-10-31 | 河北骄阳丝网设备有限责任公司 | 货架网焊接系统 |
-
2017
- 2017-04-11 CN CN201710233692.8A patent/CN106944729B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106944729A (zh) | 2017-07-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106925874B (zh) | 货架网基准网片焊接装置及焊接方法 | |
| CN109014961B (zh) | 复合保温系统钢筋桁架焊接成型生产线及生产该桁架的方法 | |
| CN204183075U (zh) | 一种自动直缝焊接机 | |
| CN106944729B (zh) | 货架网焊接系统及焊接方法 | |
| CN209452953U (zh) | 一种全自动灯条焊接设备 | |
| CN110252911B (zh) | 加气板用钢筋网多工位焊接生产线 | |
| CN105171217A (zh) | 一种交替送料式排网焊接设备 | |
| CN107138642A (zh) | 翅片蒸发器双组排片推胀一体机 | |
| CN203946579U (zh) | 钢管次品收集装置 | |
| CN114347561A (zh) | 一种新型的包装袋生产线 | |
| CN201702090U (zh) | Led点胶机支架送料装置 | |
| KR100557349B1 (ko) | 철망의 제조방법 및 제조장치 | |
| CN107065078B (zh) | 一种用于将钢线穿入插芯的穿线机及穿线方法 | |
| CN103505799B (zh) | 医用输液管自动套管机 | |
| CN102078903A (zh) | 一种包边机自动进出料机构 | |
| US3051824A (en) | Honeycomb core machine | |
| CN202642943U (zh) | 一种生活用纸自动取纸机构 | |
| CN208772967U (zh) | 复合保温系统钢筋桁架焊接成型生产线 | |
| CN213531295U (zh) | 一种适用于实验级波纹丝网填料的不锈钢抱箍点焊机 | |
| CN219617059U (zh) | 货架网焊接装置 | |
| CN220480533U (zh) | 焊带供料装置及端子焊接设备 | |
| CN206598008U (zh) | 货架网焊接系统 | |
| CN116460233B (zh) | 全自动正反面网片焊接叠放装置及用该装置焊接叠放网片的方法 | |
| CN209532694U (zh) | 钢筋网生产线 | |
| CN103706936A (zh) | 电容点焊机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information | ||
| CB02 | Change of applicant information |
Address after: 053600, No. two, No. 28, Dong Wei Road, Anping Industrial Park, Hebei, Hengshui Applicant after: Hebei Jiaoyang welder Co., Ltd Address before: 053600, No. two, No. 28, Dong Wei Road, Anping Industrial Park, Hebei, Hengshui Applicant before: HEBEI JIAOYANG WIRE MESH MACHINE Co.,Ltd. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |