CN106629063B - 自动上片清粉装置及其工作方法 - Google Patents
自动上片清粉装置及其工作方法 Download PDFInfo
- Publication number
- CN106629063B CN106629063B CN201710120249.XA CN201710120249A CN106629063B CN 106629063 B CN106629063 B CN 106629063B CN 201710120249 A CN201710120249 A CN 201710120249A CN 106629063 B CN106629063 B CN 106629063B
- Authority
- CN
- China
- Prior art keywords
- glass
- workbench
- cleaning device
- powder cleaning
- rack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000843 powder Substances 0.000 title claims abstract description 37
- 238000004140 cleaning Methods 0.000 title claims abstract description 35
- 238000000034 method Methods 0.000 title claims abstract description 8
- 239000011521 glass Substances 0.000 claims abstract description 67
- 238000010030 laminating Methods 0.000 claims abstract description 19
- 241000252254 Catostomidae Species 0.000 claims description 7
- 238000011017 operating method Methods 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- 230000007306 turnover Effects 0.000 abstract 1
- 238000003475 lamination Methods 0.000 description 2
- 206010024796 Logorrhoea Diseases 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/067—Sheet handling, means, e.g. manipulators, devices for turning or tilting sheet glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/10—Cleaning by methods involving the use of tools characterised by the type of cleaning tool
- B08B1/12—Brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B1/00—Cleaning by methods involving the use of tools
- B08B1/20—Cleaning of moving articles, e.g. of moving webs or of objects on a conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B11/00—Cleaning flexible or delicate articles by methods or apparatus specially adapted thereto
- B08B11/02—Devices for holding articles during cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G45/00—Lubricating, cleaning, or clearing devices
- B65G45/10—Cleaning devices
- B65G45/18—Cleaning devices comprising brushes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/02—Devices for feeding articles or materials to conveyors
- B65G47/04—Devices for feeding articles or materials to conveyors for feeding articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/04—Arrangements of vacuum systems or suction cups
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Joining Of Glass To Other Materials (AREA)
Abstract
本发明涉及一种自动上片清粉装置及其工作方法,包括机架,机架两侧设置有用以输送玻璃的第一输送带,机架前端铰接有用以吸取玻璃并可前后翻转的转动架,转动架上设置有可升降工作台,工作台上部具有用以吸附玻璃的第一吸盘;机架后端设置有将玻璃进行叠装的叠片装置,第一输送带出料端与清粉装置相对接。本发明自动上片清粉装置操作简便,自动化程度高,工作稳定,安全可靠,大大提高生产效率。
Description
技术领域
本发明涉及一种自动上片清粉装置及其工作方法。
背景技术
玻璃上片台是一种玻璃加工设备,将玻璃从竖立状态变为水平状态,目前的上片机构存在着稳定性差,效率低的问题,同时玻璃水平放下时经常会碰碎或压碎。
发明内容
有鉴于此,本发明的目的是提供一种稳定可靠,效率高的自动上片清粉装置及其工作方法。
本发明采用以下方案实现:一种自动上片清粉装置,包括机架,机架两侧设置有用以输送玻璃的第一输送带,机架前端铰接有用以吸取玻璃并可前后翻转的转动架,转动架上设置有可升降工作台,工作台上部具有用以吸附玻璃的第一吸盘;机架后端设置有将玻璃进行叠装的叠片装置,第一输送带出料端与清粉装置相对接。
进一步的,工作台上横设有可相对工作台上下滑动的滑动板,所述第一吸盘为两个并位于滑动板两端;工作台下部横设有固定板,固定板两端具有用以顶着玻璃下部的橡胶头;工作台上端中部和下端中部分别设置有一对用以夹紧玻璃上端和下端的压轮。
进一步的,所述压轮由气缸驱动夹紧,工作台中部具有沿纵向设置并用以驱动滑动板的电缸。
进一步的,所述转动架下部两侧分别与一连接板的一端相铰接,连接板的另一端铰接于机架上;机架上设置有可前后移动的滑座,滑座上设置有变速箱A以及与变速箱A相连接的电机A,变速箱A两侧设置有动力输出轴A,动力输出轴A的两端设置有齿轮,机架的两侧设置有与齿轮相配合的齿条;两侧动力输出轴A分别与一连杆一端相铰接,连杆另一端铰接于转动架上。
进一步的,位于滑座下方还设置有可相对机架前后移动的底座,所述滑座与转动架均安装于所述底座上。
进一步的,所述工作台与转动架之间通过位于上部的一对上链板和位于下部的一对下链板相连接,转动架上设置有变速箱B以及与变速箱B相连接的电机B,变速箱两侧设置有动力输出轴B,上链板一端铰接于工作台上,另一端铰接于转动架上;下链板的一端铰接于工作台上,另一端固定连接于动力输出轴B上以使电机B驱动下链板摆动实现工作台升降。
进一步的,所述叠片装置包括位于机架上方的龙门架,龙门架上设置有由倒置的气缸驱动升降的支架,支架两侧分别设置有一对第二吸盘;位于支架下方的机架两侧也分别设置有一对可升降的第三吸盘。
进一步的,所述清粉装置包括与第一输送带相对接的第二输送带,第二输送带由一柜体穿过,柜体前后侧面具有供玻璃进出的弧形槽孔,所述柜体内设置有上毛刷辊和下毛刷辊,下毛刷辊上开设有环形槽,第二输送带由环形槽内穿过;柜体内设置有高度可调并用以安装上毛刷辊的安装架,柜体上方设置有控制安装架升降的螺杆升降机。
本发明的另一技术方案是:一种自动上片清粉装置的工作方法,采用如上所述的自动上片清粉装置,包括以下步骤:(1)控制转动架抬起并向前翻转至立起状态,吸盘吸附住玻璃,橡胶头顶着玻璃下部;(2)控制转动架向后翻转至水平状态,第一吸盘和橡胶头高度高于两侧第一输送带高度;(3)控制工作台下降,使第一吸盘和橡胶头高度低于两侧第一输送带高度以将玻璃放置在第一输送带上;(4)玻璃镜第一输送带输送至叠片装置处,将前后相邻的两块玻璃进行叠装;(5)叠装好的两片玻璃输送至清粉装置对玻璃上下侧面进行清粉操作。
与现有技术相比,本发明具有以下有益效果:本发明自动上片清粉装置操作简便,自动化程度高,工作稳定,安全可靠,大大提高生产效率。
为使本发明的目的、技术方案及优点更加清楚明白,以下将通过具体实施例和相关附图,对本发明作进一步详细说明。
附图说明
图1是本发明实施例使用状态示意图;
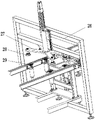
图2是本发明实施例立体图;
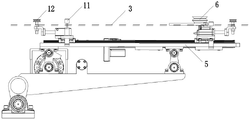
图3是本发明实施例侧视图;
图4是本发明实施例中转动架安装示意图;
图5是本发明实施例中工作台安装示意图;
图6是本发明实施例中叠片装置构造示意图;
图7是本发明实施例中清粉装置内部构造示意图;
图8是本发明实施例工作台向后翻转至水平位置示意图;
图中标号说明:1-机架、2-玻璃、3-第一输送带、4-转动架、5-工作台、6-第一吸盘、7-叠片装置、8-清粉装置、9-滑动板、10-固定板、11-橡胶头、12-压轮、13-气缸、14-电缸、15-连接板、16-滑座、17-变速箱A、18-电机A、19-齿轮、20-齿条、21-连杆、22-底座、23-上链板、24-下链板、25-变速箱B、26-龙门架、27-支架、28-第二吸盘、29-第三吸盘、30-第二输送带、31-弧形槽孔、32-上毛刷辊、33-下毛刷辊、34-螺杆升降机、35-毛刷轮、36-拨杆、37-夹头、38-环形槽。
具体实施方式
如图1~8所示,一种自动上片清粉装置,包括机架1,机架1两侧设置有用以输送玻璃2的第一输送带3,机架1前端铰接有用以吸取玻璃并可前后翻转的转动架4,转动架4上设置有可升降工作台5,工作台5上部具有用以吸附玻璃的第一吸盘6,第一吸盘6底部设置有弹簧;机架1后端设置有将玻璃进行叠装的叠片装置7,第一输送带3出料端与清粉装置相对接,转动架4在向前翻转至立起状态时,吸住玻璃,然后转动架4再向后翻转以将玻璃防止在两侧第一输送带3上。
在本实施例中,工作台5上横设有可相对工作台5上下滑动的滑动板9,所述第一吸盘6为两个并位于滑动板9两端;工作台5下部横设有固定板10,固定板10两端具有用以顶着玻璃2下部的橡胶头11,转动架4在向后翻转至水平位置时,工作台高度低于两侧第一输送带高度,第一吸盘和橡胶头高度高于两侧第一输送带3的高度,随着工作台5下降,第一吸盘和橡胶头的高度才会低于两侧第一输送带高度以将玻璃防止与第一输送带上;工作台5上端中部和下端中部分别设置有一对用以夹紧玻璃上端和下端的压轮12,通过压轮夹紧,不仅能够使玻璃有效对中,同时能够防止玻璃掉落,保证安全。
在本实施例中,所述压轮12由气缸13驱动夹紧,工作台5中部具有沿纵向设置并用以驱动滑动板9的电缸14。
在本实施例中,所述转动架4下部两侧分别与一连接板15的一端相铰接,连接板15的另一端铰接于机架1上;机架1上设置有可前后移动的滑座16,滑座16上设置有变速箱A17以及与变速箱A相连接的电机A18,变速箱A两侧设置有动力输出轴A,动力输出轴A的两端设置有齿轮19,机架的两侧设置有与齿轮相配合的齿条20;两侧动力输出轴A分别与一连杆21一端相铰接,连杆另一端铰接于转动架上,电机A经变速箱A带动齿轮转动以实现滑座16的前后移动进而通过连杆推动转动架升降。
在本实施例中,位于滑座16下方还设置有可相对机架前后移动的底座22,所述滑座16与转动架4均安装于所述底座22上。
在本实施例中,所述工作台5与转动架4之间通过位于上部的一对上链板23和位于下部的一对下链板24相连接,转动架上设置有变速箱B25以及与变速箱B相连接的电机B,变速箱两侧设置有动力输出轴B,上链板一端铰接于工作台上,另一端铰接于转动架上;下链板的一端铰接于工作台上,另一端固定连接于动力输出轴B上以使电机B驱动下链板摆动实现工作台升降,工作台缓慢下降,保证玻璃能够安全缓慢的放置在第一输送带上,避免玻璃被压碎。
在本实施例中,所述叠片装置7包括位于机架上方的龙门架26,龙门架上设置有由倒置的气缸驱动升降的支架27,支架两侧分别设置有一对第二吸盘28;位于支架下方的机架两侧也分别设置有一对可升降的第三吸盘29;叠片装置实现对两片玻璃的叠装操作,第二吸盘28先吸取一片玻璃后抬升,待另一片玻璃到达时被第三吸盘29吸住,第二吸盘28再将上方的玻璃缓慢放下与下方的玻璃叠在一起。
在本实施例中,所述清粉装置包括与第一输送带3相对接的第二输送带30,第二输送带由一柜体穿过,柜体前后侧面具有供玻璃进出的弧形槽孔31,所述柜体内设置有上毛刷辊32和下毛刷辊33,下毛刷辊上开设有环形槽38,第二输送带由环形槽内穿过;柜体内设置有高度可调并用以安装上毛刷辊的安装架,柜体上方设置有控制安装架升降的螺杆升降机34。
在本实施例中,第一输送带与第二输送带之间设有毛刷轮35;位于滑动板9两端还设置有由驱动气缸驱动摆动的拨杆36,拨杆36用以剥掉玻璃上边沿的夹头37。
一种自动上片清粉装置的工作方法,采用如上所述的自动上片清粉装置,包括以下步骤:(1)控制转动架抬起并向前翻转至立起状态,吸盘吸附住玻璃,橡胶头顶着玻璃下部;(2)控制转动架向后翻转至水平状态,第一吸盘和橡胶头高度高于两侧第一输送带高度;(3)控制工作台下降,使第一吸盘和橡胶头高度低于两侧第一输送带高度以将玻璃放置在第一输送带上;(4)玻璃镜第一输送带输送至叠片装置处,将前后相邻的两块玻璃进行叠装;(5)叠装好的两片玻璃输送至清粉装置对玻璃上下侧面进行清粉操作。
上列较佳实施例,对本发明的目的、技术方案和优点进行了进一步详细说明,所应理解的是,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (7)
1.一种自动上片清粉装置,其特征在于:包括机架,机架两侧设置有用以输送玻璃的第一输送带,机架前端铰接有用以吸取玻璃并能够前后翻转的转动架,转动架上设置有能够升降的工作台,工作台上部具有用以吸附玻璃的第一吸盘;机架后端设置有将玻璃进行叠装的叠片装置,第一输送带出料端与清粉装置相对接;
所述工作台上横设有能够相对工作台上下滑动的滑动板,所述第一吸盘为两个并位于滑动板两端;工作台下部横设有固定板,固定板两端具有用以顶着玻璃下部的橡胶头;工作台上端中部和下端中部分别设置有一对用以夹紧玻璃上端和下端的压轮;
所述压轮由气缸驱动夹紧,工作台中部具有沿纵向设置并用以驱动滑动板的电缸。
2.根据权利要求1所述的自动上片清粉装置,其特征在于:所述转动架下部两侧分别与一连接板的一端相铰接,连接板的另一端铰接于机架上;机架上设置有能够前后移动的滑座,滑座上设置有变速箱A以及与变速箱A相连接的电机A,变速箱A两侧设置有动力输出轴A,动力输出轴A的两端设置有齿轮,机架的两侧设置有与齿轮相配合的齿条;两侧动力输出轴A分别与一连杆一端相铰接,连杆另一端铰接于转动架上。
3.根据权利要求2所述的自动上片清粉装置,其特征在于:位于滑座下方还设置有能够相对机架前后移动的底座,所述滑座与转动架均安装于所述底座上。
4.根据权利要求1所述的自动上片清粉装置,其特征在于:所述工作台与转动架之间通过位于上部的一对上链板和位于下部的一对下链板相连接,转动架上设置有变速箱B以及与变速箱B相连接的电机B,变速箱两侧设置有动力输出轴B,上链板一端铰接于工作台上,另一端铰接于转动架上;下链板的一端铰接于工作台上,另一端固定连接于动力输出轴B上以使电机B驱动下链板摆动实现工作台升降。
5.根据权利要求1所述的自动上片清粉装置,其特征在于:所述叠片装置包括位于机架上方的龙门架,龙门架上设置有由倒置的气缸驱动升降的支架,支架两侧分别设置有一对第二吸盘;位于支架下方的机架两侧也分别设置有一对能够升降的第三吸盘。
6.根据权利要求1所述的自动上片清粉装置,其特征在于:所述清粉装置包括与第一输送带相对接的第二输送带,第二输送带由一柜体穿过,柜体前后侧面具有供玻璃进出的弧形槽孔,所述柜体内设置有上毛刷辊和下毛刷辊,下毛刷辊上开设有环形槽,第二输送带由环形槽内穿过;柜体内设置有高度可调并用以安装上毛刷辊的安装架,柜体上方设置有控制安装架升降的螺杆升降机。
7.一种自动上片清粉装置的工作方法,采用任一种如权利要求1 ~ 6所述的自动上片清粉装置,其特征在于:包括以下步骤:(1)控制转动架抬起并向前翻转至立起状态,吸盘吸附住玻璃,橡胶头顶着玻璃下部;(2)控制转动架向后翻转至水平状态,第一吸盘和橡胶头高度高于两侧第一输送带高度;(3)控制工作台下降,使第一吸盘和橡胶头高度低于两侧第一输送带高度以将玻璃放置在第一输送带上;(4)玻璃镜第一输送带输送至叠片装置处,将前后相邻的两块玻璃进行叠装;(5)叠装好的两片玻璃输送至清粉装置对玻璃上下侧面进行清粉操作。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710120249.XA CN106629063B (zh) | 2017-03-02 | 2017-03-02 | 自动上片清粉装置及其工作方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710120249.XA CN106629063B (zh) | 2017-03-02 | 2017-03-02 | 自动上片清粉装置及其工作方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106629063A CN106629063A (zh) | 2017-05-10 |
| CN106629063B true CN106629063B (zh) | 2022-11-22 |
Family
ID=58847037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710120249.XA Active CN106629063B (zh) | 2017-03-02 | 2017-03-02 | 自动上片清粉装置及其工作方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN106629063B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108946087B (zh) * | 2018-07-27 | 2023-07-28 | 江苏云天高胜机器人科技有限公司 | 盖片供给装置 |
| CN109573614B (zh) * | 2018-12-05 | 2021-01-19 | 福建世高智能科技有限公司 | 一种用于双片玻璃的拆垛传输装置 |
| CN111687139A (zh) * | 2020-05-21 | 2020-09-22 | 王筷 | 一种家具厂用的门板除尘装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1047712A (en) * | 1962-07-12 | 1966-11-09 | Nat Res Dev | Apparatus for treating articles with fluids |
| CN201183260Y (zh) * | 2008-02-27 | 2009-01-21 | 佛山市顺德区欧姆玻璃机械有限公司 | 机械式玻璃自动取片台 |
| CN202729340U (zh) * | 2012-07-14 | 2013-02-13 | 吕廷刚 | 玻璃放片机 |
| CN103567162A (zh) * | 2012-08-10 | 2014-02-12 | 江阴沐祥节能装饰工程有限公司 | 一种除油辊装置 |
| CN203332962U (zh) * | 2013-05-02 | 2013-12-11 | 天津文洲机械有限公司 | 一种合片传输机 |
| CN104609155B (zh) * | 2015-01-30 | 2017-02-01 | 洛阳北方玻璃技术股份有限公司 | 一种具有玻璃翻转功能的玻璃输送台 |
| CN105174701A (zh) * | 2015-08-06 | 2015-12-23 | 赵明 | 一种玻璃上片切割掰片一体机 |
| CN205397411U (zh) * | 2016-03-03 | 2016-07-27 | 英德欧姆智能机械有限公司 | 一种可准确定位卸片的玻璃自动卸片机构 |
| CN106185263B (zh) * | 2016-08-31 | 2019-01-08 | 南安市奥力石业有限公司 | 人造石材自动搬运翻转装置 |
| CN206634747U (zh) * | 2017-03-02 | 2017-11-14 | 福建省世高自动化设备有限公司 | 自动上片清粉装置 |
-
2017
- 2017-03-02 CN CN201710120249.XA patent/CN106629063B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106629063A (zh) | 2017-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106629063B (zh) | 自动上片清粉装置及其工作方法 | |
| CN110695233A (zh) | 一种电饭锅中层冲压生产线 | |
| CN118039541B (zh) | 一种晶圆清洗用上下料机械手 | |
| CN112008558A (zh) | 一种异形板材加工用自动化抛光设备及其工作方法 | |
| CN206634747U (zh) | 自动上片清粉装置 | |
| CN106586585B (zh) | 分拣定位送料机 | |
| CN112845120A (zh) | 一种包装瓶视觉检测设备及方法 | |
| CN109501229B (zh) | 一种立体式贴膜设备 | |
| CN218274558U (zh) | 一种芯片传送机 | |
| CN210758064U (zh) | 一种自动导入装置 | |
| CN215515608U (zh) | 一种对屏幕正反面通过翻转定位实现快速交替换手的机构 | |
| CN114014006B (zh) | 一种空调风叶的自动取料机构 | |
| CN216234697U (zh) | 一种半导体上料装置结构 | |
| CN205820357U (zh) | 玻璃水平提取装置 | |
| CN213111534U (zh) | 一种玻璃上片机及玻璃上片装置 | |
| CN211614087U (zh) | 一种电饭锅中层冲压生产线 | |
| CN219525550U (zh) | 一种适用于玻璃板的快速上料装置 | |
| CN221389464U (zh) | 载板移动翻转装置 | |
| CN215587687U (zh) | 一种板材冲压上料装置 | |
| CN210503507U (zh) | 一种包装机隔板放置机构及隔板放置设备 | |
| CN219892157U (zh) | 用于大型半导体晶片的上片设备 | |
| CN220663695U (zh) | 一种物流架用升降台 | |
| CN219854473U (zh) | 一种玻璃加工定位台 | |
| CN221026248U (zh) | 一种用于瓶子的整列夹取装置 | |
| CN217035731U (zh) | 一种电芯中转站 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information | ||
| CB02 | Change of applicant information |
Address after: 350301 Fujian Province Fuzhou City Honglu Street Qishan Village Fuyao Industrial Village Area I Standard Factory Building 3 First Floor Applicant after: Fujian Shigao Intelligent Technology Co.,Ltd. Address before: 350301 Fujian Province Fuzhou City Honglu Street Qishan Village Fuyao Industrial Village Area I Standard Factory Building 3 First Floor Applicant before: FUJIAN SHIGAO AUTOMATION EQUIPMENT CO.,LTD. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |