CN106232279B - 阶梯式设计焊缝接头坡口 - Google Patents
阶梯式设计焊缝接头坡口 Download PDFInfo
- Publication number
- CN106232279B CN106232279B CN201580010222.4A CN201580010222A CN106232279B CN 106232279 B CN106232279 B CN 106232279B CN 201580010222 A CN201580010222 A CN 201580010222A CN 106232279 B CN106232279 B CN 106232279B
- Authority
- CN
- China
- Prior art keywords
- weld
- grade
- welding
- stainless steel
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000013461 design Methods 0.000 title description 17
- 238000003466 welding Methods 0.000 claims abstract description 74
- 238000002360 preparation method Methods 0.000 claims abstract description 61
- 238000000034 method Methods 0.000 claims abstract description 57
- 239000000758 substrate Substances 0.000 claims abstract description 48
- 239000000463 material Substances 0.000 claims description 76
- 229910000831 Steel Inorganic materials 0.000 claims description 54
- 239000010959 steel Substances 0.000 claims description 54
- 229910001220 stainless steel Inorganic materials 0.000 claims description 39
- 239000010935 stainless steel Substances 0.000 claims description 36
- 229910052751 metal Inorganic materials 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 17
- VNTLIPZTSJSULJ-UHFFFAOYSA-N chromium molybdenum Chemical compound [Cr].[Mo] VNTLIPZTSJSULJ-UHFFFAOYSA-N 0.000 claims description 14
- 229910045601 alloy Inorganic materials 0.000 claims description 10
- 239000000956 alloy Substances 0.000 claims description 10
- 238000005476 soldering Methods 0.000 claims description 10
- 239000007789 gas Substances 0.000 claims description 9
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 8
- 238000007778 shielded metal arc welding Methods 0.000 claims description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 6
- 229910000963 austenitic stainless steel Inorganic materials 0.000 claims description 4
- 230000004907 flux Effects 0.000 claims description 4
- 229910052759 nickel Inorganic materials 0.000 claims description 4
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims description 4
- 229910052721 tungsten Inorganic materials 0.000 claims description 4
- 239000010937 tungsten Substances 0.000 claims description 4
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims description 3
- 229910000570 Cupronickel Inorganic materials 0.000 claims description 3
- 229910052796 boron Inorganic materials 0.000 claims description 3
- 229910000734 martensite Inorganic materials 0.000 claims description 3
- 229910052757 nitrogen Inorganic materials 0.000 claims description 3
- YOCUPQPZWBBYIX-UHFFFAOYSA-N copper nickel Chemical compound [Ni].[Cu] YOCUPQPZWBBYIX-UHFFFAOYSA-N 0.000 claims 1
- 238000005260 corrosion Methods 0.000 claims 1
- 230000007797 corrosion Effects 0.000 claims 1
- 241001016380 Reseda luteola Species 0.000 description 242
- 230000008569 process Effects 0.000 description 17
- 230000008439 repair process Effects 0.000 description 15
- 230000000052 comparative effect Effects 0.000 description 14
- 239000011324 bead Substances 0.000 description 11
- 238000012360 testing method Methods 0.000 description 10
- 230000035882 stress Effects 0.000 description 9
- 238000005336 cracking Methods 0.000 description 8
- 239000000945 filler Substances 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000011161 development Methods 0.000 description 4
- 238000010998 test method Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 230000000644 propagated effect Effects 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000001066 destructive effect Effects 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011049 filling Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 238000010248 power generation Methods 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- 238000000137 annealing Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000012407 engineering method Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 230000001902 propagating effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 229910001256 stainless steel alloy Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/23—Arc welding or cutting taking account of the properties of the materials to be welded
- B23K9/232—Arc welding or cutting taking account of the properties of the materials to be welded of different metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K33/00—Specially-profiled edge portions of workpieces for making soldering or welding connections; Filling the seams formed thereby
- B23K33/004—Filling of continuous seams
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/08—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of welds or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Arc Welding In General (AREA)
Abstract
提供一种具有阶梯式构型的焊缝。所述阶梯式构型可由基片机加工而成,以形成可容纳阶梯式焊缝的焊缝坡口。具有阶梯式构型和受控程序的焊缝展现出改进的使用寿命和改进的损伤容限。还提供一种具有阶梯式构型的焊接接头、一种具有阶梯式构型的接合部件以及一种焊接阶梯式构型的方法。
Description
本公开涉及一种具有阶梯式焊缝坡口构型的焊缝、一种包括所述焊缝的焊接接头、以及一种形成所述焊缝的焊接方法。
能源生产部件和锅炉部件由许多不同钢种制造。典型的500 MW锅炉不仅包含数百万磅的各种金属品级,而且还需要数万个焊缝以将这些材料接合到彼此。典型的焊缝包括至少一种母体(基片)金属、热影响区(HAZ)和焊缝自身。焊缝由母体金属材料、来自焊接过程的消耗品和在焊接过程期间引入的额外材料构成。HAZ是母体金属内的区域,其具有与母体金属相同的化学成分但具有不同的材料微观结构。不同的微观结构是由焊接过程所产生的强烈局部加热造成的。
用于能源和锅炉应用的合金在多个因素的基础上被选择,诸如使用性能和成本。当水转化成蒸汽时,不同锅炉部件中的操作条件发生变化。因此,当在不同系统部件中蒸汽、温度和压力增加时,商业动力锅炉可包含不同类型的钢以适应不同水平的温度和压力。
与能源生产部件和锅炉部件相关联的问题包括,但不限于,蠕变变形和后续的失效。当材料经受物理和热应力时,发生蠕变变形和损伤。所展现出的变形可以是弹性的、塑性的或甚至失效(诸如,开裂)。通常,当温度增加时,蠕变变形的速率也增加。
蠕变强度增强的铁素体(CSEF)钢正越来越多地被用来制造在高温高压下进行长期操作所需的部件。经验表明,作为焊缝HAZ中的局部损伤的直接结果,这些部件形成裂纹并且能够失效。失效会在母体材料的仅十分之一的预期寿命时发生,并且可能产生安全和财务风险。目前使用的焊缝接头设计当前基于实际制造因素,诸如:低经济成本、便于焊机进入和完成焊缝所需的时间。在部件已在使用期间失效的情况下,通常使用补焊来实施修复以恢复使用所述部件。
用于制造压力边界焊缝的设计方法通常基于‘常规设计’。ASME章节I的前言陈述到,规则的目标是“提供对生命和财产的合理保护以及为使用中的恶化提供界限”以便给出“合理的长而安全的有用期”。章节I未提供什么构成了合理的长设计寿命的明确指示。缺乏关于预期性能的定义部分地是由于能够更改焊缝接头行为的问题的复杂性。影响行为的因素包括操作应力、操作温度、部件几何形状、冶金和构成微观结构、焊接过程考虑因素、热处理和焊接残余应力、以及这些应力的松弛。由于这些不确定性,使得操作者通常不得不对给定系统内的部件执行周期性检测(例如,无损检测)。目前的工程设计精良的焊缝设计提供显著改进的接头设计,其主要有益于使用性能和寿命管理,诸如,由无损检测技术来评定。
不同研究人员已尝试开发具有替代性合金成分及后续热处理安排的新CSEF钢,以试图最小化或避免与HAZ中焊缝的早期失效相关联的问题。调整合金成分和热处理程序仅收效甚微。迄今为止,还没有人提出一种在使用期间控制损伤发展以改进相似或不相似的CSEF钢焊件的工程设计方法。
需要一种接头设计和制造的工程设计方法,其提供显著改进的使用性能。焊缝坡口的改进的几何形状和受控的焊接程序的益处主要有益于在能够发展蠕变损伤的条件下操作的锅炉中的压力边界焊缝的缺陷容限。蠕变损伤一般在高于绝对熔化温度大约40%的温度下发展。
图1是描绘现有技术CSEF焊缝几何形状的示意焊缝轮廓图。
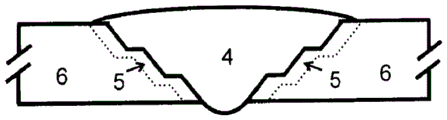
图2是描绘焊缝几何形状的说明性实施例的示意焊缝轮廓图。
图3是描绘呈阶梯式构型的焊缝坡口的说明性实施例的示意图。
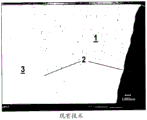
图4是描绘常规CSEF焊缝几何形状的裂纹扩展/失效轮廓的显微照片。
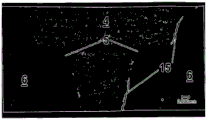
图5是描绘根据说明性实施例的阶梯式焊缝坡口的裂纹扩展轮廓的显微照片。
图6是与具有常规焊缝几何形状的焊缝样本相比,通过使用阶梯式焊缝坡口的说明性实施例达成的蠕变应变随时间变化的图形表示。
图7是描绘常规CSEF焊缝几何形状的裂纹扩展/失效轮廓的显微照片。
图8是描绘根据说明性实施例的阶梯式修复焊缝坡口的裂纹扩展轮廓的显微照片。
图9是与具有常规焊缝几何形状的焊缝样本相比,通过使用阶梯式修复焊缝坡口的说明性实施例达成的应变随时间变化的图形表示。
提供的是钢焊缝和焊接钢接头。根据某些实施例,焊缝包括在焊缝区中的具有阶梯式构型的至少一个焊缝坡口和施用到所述焊缝区的焊缝材料。焊缝区可以是受焊接过程影响的局部区域。具有阶梯式构型的焊缝坡口和焊缝材料可在焊接过程期间在焊缝区中接合。焊缝区可在垂直于焊缝的方向上邻近于焊缝材料和焊缝坡口延伸。
根据某些实施例,具有阶梯式构型的焊缝坡口已由基片机加工而成。基片包括带有可用于机加工的至少一个基片边缘的母体材料。接着对所述至少一个基片边缘进行机加工,以生产阶梯式构型。机加工过程可包括但不限于以下各者:磨削、钻孔、车削、钻削、冲孔加工、锯切、切割、液压成形、成型、火焰切割、电弧气刨和锻造。当使用诸如火焰切割或电弧气刨的高移除率过程时,仍然可能需要更精确的后续机加工。
焊缝坡口可包括具有被机加工成阶梯式构型的至少一个基片边缘的基片。根据某些实施例,阶梯式构型包括不止一个的阶梯。
焊缝坡口可位于两个不同部件的表面上,或存在于单个部件内。可经由裂纹或破裂来在单个部件中例证焊缝坡口。可对裂纹或破裂的边缘进行机加工,以产生阶梯式焊缝坡口,且接着可进行修复焊接。
根据某些实施例,焊缝材料被施用到多个阶梯式焊缝坡口的接头,以适应阶梯式焊缝接头。根据某些实施例,多个焊缝坡口中的至少一个焊缝坡口在成分上不同于所述多个焊缝坡口中的另一个焊缝坡口。根据某些实施例,焊缝材料基本上与所述至少一个焊缝坡口的成分相同。
焊缝材料可能够被调整以配合焊缝坡口阶梯式轮廓。焊缝材料可包括在焊接过程中所使用的消耗品、来自焊缝坡口的母体材料、以及在焊接过程期间并入的额外基片材料和填充材料。在焊接过程期间并入的额外基片材料和填充材料可具有与来自焊缝坡口的母体材料相似的成分或不相似的成分。
根据某些实施例,至少一个焊缝坡口和焊缝材料各自独立地包括铁素体材料、11级铬钼钢、12级铬钼钢、22级铬钼钢、CrMoV铬钼钢、23级蠕变强度增强的铁素体钢、24级蠕变强度增强的铁素体钢、91级蠕变强度增强的铁素体钢、911级蠕变强度增强的铁素体钢、92级蠕变强度增强的铁素体钢、VM12蠕变强度增强的铁素体钢、或马氏体微观结构硼/氮控制钢(MARBN)。
根据某些实施例,至少一个焊缝坡口和焊缝材料各自独立地包括奥氏体不锈钢、304级不锈钢、304H级不锈钢、316级不锈钢、316H级不锈钢、321级不锈钢、321H级不锈钢、347级不锈钢、347H级不锈钢、310级不锈钢、310H级不锈钢、310HCbN不锈钢、347HFG不锈钢、Super 304H不锈钢、坦帕洛伊耐蚀铜镍合金(Tempaloy) AA-1不锈钢、坦帕洛伊耐蚀铜镍合金A-3不锈钢、NF709不锈钢、或XA704不锈钢。
铁素体材料和奥氏体不锈钢是用于发电应用的感兴趣材料。铁素体材料可包括铬钼(CrMo)钢和CSEF钢。奥氏体不锈钢可包括常规或高级不锈钢合金。在发电应用中,通常的做法包括:取决于修复或新构造的需求,将铁素体材料和奥氏体不锈钢的不同组合焊接在一起。
根据某些实施例,焊缝包括镍基合金。焊缝可包括通过外部源(诸如,手动和/或自动化给丝、焊条或电极)所添加的焊缝金属。对于在相似成分的焊缝坡口之间的新构造而言,可将成分与母体材料相同的合金或填充材料添加到焊缝。对于在不相似的焊缝坡口之间的新构造而言,合金或填充材料的选择取决于以下各者:部件;材料组合,诸如不相似的铁素体部件和铁素体部件的修复;以及在所述材料组合之间的预期焊缝表现。一般地,对于铁素体材料与奥氏体不锈钢之间的新构造而言,当遵循美国焊接协会(AWS)标准时,使用镍基合金或填充材料。
根据某些实施例,焊缝坡口包括:厚度,T;阶梯深度,ts;阶梯角度,α;以及阶梯宽度,w。厚度,T,可在从约6 mm(0.25英寸)到约250 mm(10英寸)的范围中。阶梯深度,ts,可在从约25%的厚度T到约75%的厚度T的范围中,可选地在从约25%的厚度T到约50%的厚度T的范围中。阶梯角度,α,可以从垂直轴线是约0度到约90度,其中,所述垂直轴线基本上平行于厚度T。阶梯宽度可根据阶梯数和部件的厚度而变化。阶梯宽度,w,可在从约 3.8 mm(0.15英寸)或4.00 mm(0.156英寸)到约19 mm(0.75英寸)的范围中。根据某些说明性实施例,阶梯宽度,w,可以是至少约6 mm(0.24英寸)。
阶梯深度,ts,可取决于部件和阶梯数。一般来说,与薄部件相比,更厚的部件可在焊缝坡口中包括更多的阶梯。
阶梯角度,α,可取决于用于进入焊缝位置的应用、待使用的焊接过程及其它考虑因素而变化,所述其它考虑因素诸如控制焊接热输入、焊缝微观结构及由焊接过程产生的所得残余应力状态。
阶梯宽度,w,可具有给定部件的约HAZ宽度的最小尺寸和约厚度,T,的最大尺寸。在某些实施例中,阶梯宽度可至少大约等于HAZ的宽度。在不希望受理论限制的情况下,据信,如果阶梯宽度小于HAZ的宽度,那么可能无法实现本主题的益处,因为阶梯宽度可能太窄以致不能制止或减少蠕变裂纹扩展。可HAZ的宽度可由本领域的普通技术人员使用已知的方法来确定。
基于厚度,T,可能需要不同焊缝设计和阶梯式构型以改进损伤容限。T在诸如回热器管的应用中可以非常小,但对于如容器或高压管、管道、或集管的部件而言则可以大得多。
可通过一系列偏移区域来实现具有阶梯式构型的焊缝坡口。每个偏移区域可由阶梯深度、阶梯角度和阶梯宽度来限定。偏移区域可包括平坦的表面、弯曲的表面或刻面的表面。可采用多个偏移区域,以产生贯穿焊缝坡口的厚度的阶梯式或交错式构型。
根据某些实施例,焊缝能够在材料蠕变温度制度内操作。在材料蠕变温度制度中,可在HAZ中发展裂纹。根据说明性实施例,可通过包括呈阶梯式构型的焊缝坡口来控制HAZ中的裂纹扩展。代替以主要线性方式直接贯穿HAZ开裂,说明性实施例迫使裂纹扩展更改方向至少一次(如果不是数次的话)。因此,根据本实施例的焊缝展现出优于当前所采用的焊缝的改进的使用寿命。
根据某些实施例,焊接接头包括至少两个焊缝坡口和如上所述的焊缝。根据某些实施例,焊接接头能够在材料蠕变温度制度内操作。根据焊接接头的另外的实施例,所述至少两个焊缝坡口中的至少一个焊缝坡口包括高能锅炉部件,诸如集管、管道、管、附接焊缝、三通、阀、流动喷嘴或容器中的至少一者。
焊接接头是其中至少一块材料被接合到至少另一块材料的位置或边缘。取决于所期望的最终用途,焊接过程可用来以特定几何形状接合单独的数块材料。通常,在结构形状的坡口中使用焊接接头。根据AWS,焊接接头的特征在于下述五种类型:对接接头、角接接头、端接接头、搭接接头和T形接头。所述五种常规焊接接头类型中的每一者可具有几种不同的构型。
焊接接头可包括在单个高能锅炉部件中的修复焊缝或两个单独的高能锅炉部件一起的焊缝。在单个部件中,修复焊缝可用来移除缺陷或修复裂纹或破裂。当两个单独的部件被焊接在一起时,接头可包括这两个部件之间的界面。
根据某些实施例,接合部件包括具有焊接接头的至少两个焊缝坡口。接合部件可以是带有修复焊缝的单个高能锅炉部件。接合部件也可以是焊接在一起的至少两个高能锅炉部件。焊接在一起的至少两个高能锅炉部件的非限制说明性示例包括管道系统、管系统、集管、歧管、用于管道或管的附接焊缝、焊接到管道或管的T形物、焊接到管道或管的阀、焊接到管道或管的流动喷嘴和/或焊接到管道或管的容器。
还提供了一种焊接钢的方法。根据某些实施例,一种焊接至少一个基片的方法包括:制备具有阶梯式构型的至少一个基片;将焊缝材料施用到具有阶梯式构型的基片;以及焊接所述焊缝材料和至少一个基片以形成焊缝。根据某些实施例,一种焊接至少一个基片的方法包括:将焊缝材料施用到具有阶梯式构型的基片;以及焊接所述焊缝材料和至少一个基片以形成焊缝。在某些实施例中,基片可被制备成具有阶梯式构型。根据某些实施例,阶梯式构型包括不止一个的阶梯。
焊接是接合相似或不相似材料的过程。将热或压力施加到基片材料,直到基片熔化且接合在一起(可选地与填充材料接合在一起)。焊接与钎焊或锡焊相对立是因为基片材料实际上被熔化在一起而不是简单地机械接合。能够使用以下各者来实现焊接过程:金属、塑料、焊剂材料、气体、可消耗的填充材料、电、激光及甚至电子束。
根据某些实施例,合适的焊接技术可包括钨电极惰性气体保护焊(GTAW)、自动保护金属极电弧焊(SMAW)、气体保护金属极电弧焊(GMAW)、药芯焊丝电弧焊(FCAW)或埋弧焊(SAW)。
根据某些实施例,焊接包括常规焊接或回火焊道焊接技术。常规焊接可应用于新构造应用。一般地,尽可能快地完成常规焊接,而较少考虑填充焊件。
修复焊接可能需要更多地考虑填充焊件,且可能更耗时。修复焊接可包括专门的焊接技术,其被称为回火焊道焊接或受控填充焊接。回火焊道焊接可分成半焊道或堆焊焊道(butter-bead)技术。受控填充焊接包括一种技术,借此使用受限的热输入(诸如,通过限制电极大小并利用直进焊道(stringer weld bead))来焊接机加工槽,并且填充焊道可被沉积,在斜面上开始并朝所述机加工槽的内侧焊接。
在半焊道技术中,在沉积后续的填充材料层之前,通常通过磨削移除一些沉积的焊缝金属。
在堆焊焊道技术中,沉积堆焊隔离层,并使用受控焊接程序和参数通过后续层使其回火。堆焊层可以是与基片或焊缝材料相同的材料,或与基片或焊缝材料不同的材料。可通过增加层之间的热输入或增加电极大小(诸如,在SMAW过程中)来实现堆焊焊道焊接。
在焊接程序之后,可能需要焊后热处理。一些焊接部件、焊缝几何形状和焊缝材料可在经历焊接程序之后含有残余应力。可采用焊后热处理以减轻残余应力并使焊接材料的性能恢复于期望范围内。焊后热处理包括但不限于:退火、正火和回灰。根据某些实施例,阶梯式焊缝设计可减少或消除对焊后热处理的需求。
图1示出已被焊接在一起的两个基片之间的现有技术焊缝轮廓。焊缝1在经历焊接程序之后接合金属基片(一个或多个)3。金属基片3的热影响区2的定向相对于焊缝几何形状是随机的。焊缝1的定向相对于焊缝几何形状也是随机的。
图2示出本工程设计焊缝的焊缝轮廓的说明性实施例。焊缝4在经历焊接程序之后接合焊缝坡口(一个或多个)6。由于该工程设计涉及到设计具有阶梯式构型的焊缝坡口,所以热影响区5也假设为阶梯式构型。结果,焊缝4被调整成配合焊缝坡口6的阶梯式构型。
阶梯式焊缝设计的意外优点是:热影响区5的微观结构、热影响区5的位置及热影响区5中的损伤发展速率均得到了控制。如在图1的现有技术焊缝轮廓中所示,热影响区2是对齐的。因此,在根据图1的焊缝轮廓中的蠕变损伤将沿局部蠕变弱区域快速扩展。在根据图2的焊缝轮廓中的蠕变损伤被局限在特定区域中。图2的阶梯式构型隔离易受蠕变引起的开裂影响的区域,且因此损伤发展和裂纹扩展对于特定微观结构(即,热影响区5和焊缝坡口6)而言是不同的。
在蠕变条件下,损伤可仅在相对于应力轴线垂直的方向上扩展。图2中所示的阶梯式构型意味着形成于热影响区5中的一个位置处的损伤能够仅扩展贯穿焊缝坡口6。焊缝坡口6具有优于热影响区5的材料性能,且因此改进了焊缝性能。由于改进了焊缝性能,所以蠕变损伤扩展得到了更好的控制,且延长了焊缝的使用寿命。利用阶梯式构型的焊缝设计可展现出比现有技术焊缝设计长大约2倍的使用寿命。
现参考图3,示出了焊缝坡口的说明性实施例。所述焊缝坡口具有厚度7、阶梯的宽度8、阶梯的深度9和阶梯角度10。焊缝坡口可具有作为阶梯式构型的一部分的至少一个阶梯。
陈述以下示例仅仅是为了进一步说明本主题。说明性示例不应被解释为以任何方式限制主题。
根据通用常规焊缝实验来测试以下示例和对比示例。蠕变试样由所制造的焊件机加工而成。所述试样具有贯穿样本厚度大约50 mm(2英寸)和贯穿样本宽度大约12.7 mm(0.50英寸)的计量横截面。计量长度足以包括两个熔合线和两个HAZ,且为大约150 mm(6英寸)长。计量长度足以提供对失效位置的金相分析以及未失效HAZ中的损伤评定。所用样本中的计量横截面的总面积为大约500 mm2(0.80英寸2)。
从焊缝整个厚度中的近似中心移除所有试样,使得测试块包括没有帽(外边缘)和根部/垫板区域(内边缘)的焊缝。
在约625℃(1157°F)和约80 MPa(11.6 ksi)的条件下使用恒定载荷机器来进行所有测试。这些测试参数已经示出在约3,000到5,000小时的交叉焊缝蠕变寿命的情况下,导致典型91级钢样本中的HAZ失效。焊件达到100%破裂或寿命的约99%。对于未完全破裂的焊件而言,当在测试期间连续监控应变时,在指示第三级蠕变后即刻终止测试。
在每个蠕变测试期间所记录的数据包括从延伸超出整个计量长度的延伸仪的两侧的延伸、计算的平均延伸、破裂时间、及温度。最初,平均延伸已被用来基于整个原始计量长度计算蠕变应变。然而,显而易见的是,当在HAZ中局部地发生变形时,这种方法低估了实际的局部应变值。
对比示例1
对比示例1是具有常规焊缝几何形状的91级蠕变强度增强的铁素体钢。如图4中所描绘的,对比示例1示出在邻近焊缝1的热影响区2中的蠕变开裂和失效。根据上文所论述的测试程序来测试对比示例1。
参考图4,示出了描绘常规蠕变强度增强的铁素体钢焊缝几何形状的裂纹扩展和失效轮廓的显微照片。示出了与热影响区2接界的焊缝1。金属基片3在焊缝1的一侧上邻近热影响区2。然而,裂纹热影响区2中形成,从而使金属基片与热影响区2的右侧分开。裂纹扩展贯穿整个部件。
示例2
示例2是根据说明性实施例的具有阶梯式焊缝几何形状的91级蠕变强度增强的铁素体钢。如图5中所描绘的,示例2示出热影响区5中的蠕变开裂15,但部件未失效。根据上文所论述的测试程序来测试示例2。
参考图5,示出了描绘根据说明性实施例的阶梯式焊缝坡口的裂纹扩展轮廓的显微照片。焊缝4接合焊缝坡口6。热影响区5假设焊缝4与焊缝坡口6之间为阶梯式轮廓。裂纹15已部分地扩展穿过部件。然而,所看到的是,焊缝坡口6的阶梯式定向已防止裂纹15扩展贯穿整个部件。
参考图6,示出了蠕变应变随时间变化的图形表示,其对比了对比示例1与示例2。在625℃(1157°F)的温度和80 MPa(11.6 ksi)的压力下测量了91级蠕变强度增强的铁素体钢上的蠕变应变。对比示例1利用常规焊缝几何形状被焊接,而示例2利用阶梯式轮廓被焊接,所述阶梯式轮廓包括处于1/3厚度和10 mm(0.40英寸)阶梯宽度的单个阶梯。
仍参考图6,数据系列20示出对比示例1的蠕变应变曲线。在失效点21处,裂纹已扩展贯穿样本,且焊缝破裂。数据系列22示出示例2的蠕变应变曲线。所述数据揭示阶梯式焊缝几何形状展现出使用寿命提高了几乎50%。
此外,已知蠕变应变展现三个阶段:初级、第二级、第三级。常规焊缝在第二级蠕变阶段中于失效点21处破裂。在完全度过第二级蠕变阶段之后,示例2继续使用足够长的时间以展现第三级蠕变行为23。
在存在更大损伤容限的情况下,即使当形成裂纹时,仍需要能量来驱动裂纹贯穿试样。简单的工程设计原理指出,此裂纹扩展的有利路径是横穿垂直于所施加的应力的剩余联结物(ligament)。当裂纹生长时,裂纹前面的有效截面减小,且当将恒定载荷施加到试样时,在这个联结物上的应力将逐渐增加。通常对于优良韧性的情形而言,这些效应将导致实测应变随时间逐渐增加。增大蠕变速率的这段时期通常被称为“第三级蠕变”。
一般而言,具有第三级蠕变的明确时期是断裂过程变得主导的证据,且第三级蠕变的程度是结构的损伤容限的指示。在根据说明性实施例的阶梯式焊缝中,第三级蠕变的时期与穿过基体钢的‘有效截面’裂纹路径有关系,所述基片钢对蠕变损伤具有高抵抗力。因此,需要显著的能量来使裂纹扩展贯穿基体材料。这导致裂纹在生长过程期间张开,且在极端情况下裂纹开度足以使得由于设备局限性而必须在发生故障前终止测试。在彻底失效之前终止测试的情况下,人们通常认为测试完成时间几乎等于失效时间。
对比示例3
对比示例3是具有常规焊缝几何形状的91级蠕变强度增强的铁素体钢。如图7中所描绘的,对比示例3示出在邻近焊缝1的热影响区2中的蠕变开裂和失效。根据上文所论述的测试程序来测试对比示例3。
参考图7,示出了描绘常规91级蠕变强度增强的铁素体钢焊缝几何形状的裂纹扩展和失效轮廓的显微照片。示出了与热影响区2接界的焊缝1。金属基片3在焊缝1的一侧上邻近热影响区2。然而,热影响区2中所形成的裂纹使金属基片与热影响区2的右侧分开。裂纹扩展贯穿整个部件。
示例4
示例4是根据说明性实施例的具有阶梯式修复焊缝几何形状的91级蠕变强度增强的铁素体钢。如图8中所描绘的,示例4示出热影响区34和焊缝坡口33中的蠕变开裂,但部件未失效。根据上文所论述的测试程序来测试示例4。
参考图8,示出了描绘在示例4的91级蠕变强度增强的铁素体钢中根据说明性实施例的阶梯式修复焊缝坡口的裂纹扩展的显微照片。原始焊缝32出现在右侧。相对于原始焊缝32,使用阶梯式轮廓引入修复焊缝31。裂纹在邻近阶梯式焊缝坡口33的热影响区34中萌生。由于焊缝几何形状的阶梯式性质,所以裂纹无法扩展穿过热影响区34的压力边界。相反,裂纹扩展穿过焊缝坡口33基体材料,而不是快速地继续穿过热影响区34的剩余部分。
参考图9,示出了应变随时间变化的图形表示,其对比了对比示例3和示例4。测量91级蠕变强度增强的铁素体钢的蠕变应变。
仍参考图9,数据系列40示出对比示例3的蠕变应变曲线。在失效点41处,裂纹已扩展贯穿样本,且焊缝破裂。数据系列42示出示例4的蠕变应变曲线。所述数据揭示,阶梯式焊缝几何形状展现初级蠕变、第二级蠕变及第三级蠕变。
在针对阶梯式焊缝设计样本的数据系列42的点43处,第二级蠕变已结束。在这之前,损伤发展不足以更改蠕变的近似稳态。超过点43,萌生第三级蠕变连同非稳态裂纹扩展。在点44处,第三级蠕变停止且焊缝样本失效。
在本主题的第一实施例中,焊缝包括在焊缝区中的具有阶梯式构型的至少一个焊缝坡口和施用到所述焊缝区的焊缝材料。
在第一实施例的焊缝中,具有阶梯式构型的焊缝坡口可由基片机加工而成。
在第一或随后实施例中的任一者的焊缝中,焊缝材料被施用到多个焊缝坡口的接头,以适应阶梯式焊缝接头。
在第一或随后实施例中的任一者的焊缝中,所述多个焊缝坡口中的至少一个焊缝坡口在成分上不同于所述多个焊缝坡口中的另一个焊缝坡口。
在第一或随后实施例中的任一者的焊缝中,焊缝材料与所述至少一个焊缝坡口的成分基本上相同。
在第一或随后实施例中的任一者的焊缝中,至少一个焊缝坡口和焊缝材料各自独立地包括铁素体材料、11级铬钼钢、12级铬钼钢、22级铬钼钢、CrMoV铬钼钢、23级蠕变强度增强铁素体钢、24级蠕变强度增强铁素体钢、91级蠕变强度增强铁素体钢、911级蠕变强度增强铁素体钢、92级蠕变强度增强铁素体钢、VM12蠕变强度增强铁素体钢、或马氏体微观结构硼/氮控制钢(MARBN)。
在第一或随后实施例中的任一者的焊缝中,至少一个焊缝坡口和焊缝材料各自独立地包括奥氏体不锈钢、304级不锈钢、304H级不锈钢、316级不锈钢、316H级不锈钢、321级不锈钢、321H级不锈钢、347级不锈钢、347H级不锈钢、310级不锈钢、310H级不锈钢、310HCbN不锈钢、347HFG不锈钢、Super 304H不锈钢、坦帕洛伊耐蚀铜镍合金AA-1不锈钢、坦帕洛伊耐蚀铜镍合金A-3不锈钢、NF709不锈钢、或XA704不锈钢。
在第一或随后实施例中的任一者的焊缝中,焊缝进一步包括镍基合金。
在第一或随后实施例中的任一者的焊缝中,焊缝坡口包括:厚度,T;阶梯深度,ts;阶梯角度,α;以及阶梯宽度,w。厚度,T,可在从约6 mm(0.25英寸)到约250 mm(10英寸)的范围中;和/或,阶梯深度,ts,可在从约25%的厚度T到约75%的厚度T的范围中,可选地在从约25%的厚度T到约50%的厚度T的范围中;和/或,阶梯角度,α,可以从垂直轴线是0度到约90度,其中,所述垂直轴线基本上平行于厚度T;和/或,阶梯宽度,w,可在从约 3.8 mm(0.15英寸)到约19 mm(0.75英寸)的范围中。阶梯宽度可根据阶梯数和部件的厚度变化。
在第一或随后实施例中的任一者的焊缝中,阶梯式构型包括不止一个的阶梯。
在第一或随后实施例中的任一者的焊缝中,焊缝能够在材料蠕变温度制度内操作。
在本主题的第二实施例中,提供具有至少两个焊缝坡口的焊接接头,其包括如第一或随后实施例中的任一者中所定义的焊缝。
在第二实施例的焊接接头中,焊接接头能够在材料蠕变制度内操作。
在第二或随后实施例中的任一者的焊接接头中,所述至少两个焊缝坡口中的至少一个焊缝坡口包括高能锅炉部件,可选地为集管、管道、管、附接焊缝、T形物、阀、流动喷嘴、或容器中的至少一者。
在本主题的第三实施例中,提供包括至少两个焊缝坡口的接合部件,其包括第一或随后实施例中的任一者的焊缝或者第二或随后实施例中的任一者的焊接接头。
在本主题的第四实施例中,提供一种焊接至少一个基片的方法,其包括:制备具有阶梯式构型的至少一个基片;将焊缝材料施用到具有阶梯式构型的基片;以及焊接所述焊缝材料和至少一个基片,以形成如第一或随后实施例中的任一者中所定义的焊缝。
在本主题的第五实施例中,提供一种焊接至少一个基片的方法,其包括:将焊缝材料施用到具有阶梯式构型的基片;以及焊接所述焊缝材料和至少一个基片,以形成如第一或随续实施例中的任一者中所定义的焊缝。
在第五或随后实施例中的任一者的焊接方法中,基片可被制备成具有阶梯式构型。
在第四、第五或随后实施例中的任一者的焊接方法中,焊接包括钨电极惰性气体保护焊(GTAW)、自动保护金属极电弧焊(SMAW)、气体保护金属极电弧焊(GMAW)、药芯焊丝电弧焊(FCAW)或埋弧焊(SAW)。
在第四、第五或随后实施例中的任一者的焊接方法中,焊接包括常规焊接或回火焊道焊接技术。
将理解的是本文中所描述的实施例仅是说明性的,且本领域的技术人员可在不背离本发明的精神和范围的情况下作出变型和更改。所有此类变型和更改意欲被包含在如上文所描述的本发明的范围内。此外,所公开的所有实施例在替代方式中并非必要的,因为可组合本发明的各种实施例以提供期望结果。
Claims (22)
1.一种焊缝,其包括在焊缝区中的具有阶梯式构型的多个焊缝坡口和施用到所述焊缝区的焊缝材料;其中,所述多个焊缝坡口中的至少一个焊缝坡口包括:
厚度,T;
阶梯深度,ts;
阶梯角度,α;以及
阶梯宽度,w,其中,w至少等于所述焊缝的热影响区的宽度。
2.根据权利要求1所述的焊缝,其中,w为至少6 mm。
3.根据权利要求1所述的焊缝,其中,所述焊缝材料被施用到所述多个焊缝坡口的接头,以适应阶梯式焊缝接头。
4.根据权利要求3所述的焊缝,其中,所述多个焊缝坡口中的至少一个焊缝坡口在成分上不同于所述多个焊缝坡口中的另一个焊缝坡口。
5.根据权利要求1所述的焊缝,其中,所述多个焊缝坡口和焊缝材料各自独立地包括11级铬钼钢、12级铬钼钢、22级铬钼钢、CrMoV铬钼钢、23级蠕变强度增强的铁素体钢、24级蠕变强度增强的铁素体钢、91级蠕变强度增强的铁素体钢、911级蠕变强度增强的铁素体钢、92级蠕变强度增强的铁素体钢、VM12蠕变强度增强的铁素体钢、马氏体微观结构硼/氮控制钢、奥氏体不锈钢、304级不锈钢、304H级不锈钢、316级不锈钢、316H级不锈钢、321级不锈钢、321H级不锈钢、347级不锈钢、347H级不锈钢、310级不锈钢、310H级不锈钢、310HCbN不锈钢、347HFG不锈钢、Super 304H不锈钢、坦帕洛伊耐蚀铜镍合金AA-1不锈钢、坦帕洛伊耐蚀铜镍合金A-3不锈钢、NF709不锈钢、或XA704不锈钢。
6.根据权利要求1所述的焊缝,其中,所述多个焊缝坡口和焊缝材料各自独立地包括铁素体材料。
7.根据权利要求1所述的焊缝,其中,所述焊缝进一步包括镍基合金。
8.根据权利要求1所述的焊缝,其中,a) T是在从6 mm到250 mm的范围中;和/或,b) ts是在从25%的T到75%的T的范围中;和/或,c) α从垂直轴线是0度到90度;和/或,d) w是在从3.8 mm到19 mm的范围中。
9.根据权利要求1所述的焊缝,其中,a) T是在从6 mm到250 mm的范围中;和/或,b) ts是在从25%的T到50%的T的范围中;和/或,c) α从垂直轴线是0度到90度;和/或,d) w是在从3.8 mm到19 mm的范围中。
10.根据权利要求1所述的焊缝,其中,所述阶梯式构型包括不止一个的阶梯。
11.一种具有至少两个焊缝坡口的焊接接头,其包括根据权利要求1到10中的任一项所述的焊缝。
12.根据权利要求11所述的焊接接头,其中,所述至少两个焊缝坡口中的至少一个焊缝坡口包括高能锅炉部件。
13.根据权利要求11所述的焊接接头,其中,所述至少两个焊缝坡口中的至少一个焊缝坡口包括集管、管道、管、附接焊缝、T形物、阀、流动喷嘴、或容器中的至少一者。
14.一种包括至少两个焊缝坡口的接合部件,其具有根据权利要求11所述的焊接接头。
15.一种焊接至少两个基片的方法,其包括:
制备具有阶梯式构型的所述至少两个基片;
将焊缝材料施用到具有阶梯式构型的所述基片;以及
焊接所述焊缝材料和所述基片以形成焊缝;其中,具有阶梯式构型的所述至少两个基片包括:厚度,T;阶梯深度,ts;阶梯角度,α;以及阶梯宽度,w,其中,w至少等于所述焊缝的热影响区的宽度。
16.根据权利要求15所述的方法,其中,所述焊接包括钨电极惰性气体保护焊、药芯焊丝电弧焊或埋弧焊。
17.根据权利要求15所述的方法,其中,所述焊接包括自动保护金属极电弧焊。
18.根据权利要求15所述的方法,其中,所述焊接包括气体保护金属极电弧焊。
19.一种焊接至少两个基片的方法,其包括:
将焊缝材料施用到具有阶梯式构型的多个基片;以及
焊接所述焊缝材料和所述多个基片,以形成根据权利要求1-10中的任一项所述的焊缝;其中,具有阶梯式构型的所述多个基片包括:厚度,T;阶梯深度,ts;阶梯角度,α;以及阶梯宽度,w,其中,w至少等于所述焊缝的热影响区的宽度。
20.根据权利要求19所述的方法,其中,所述焊接包括钨电极惰性气体保护焊、药芯焊丝电弧焊或埋弧焊。
21.根据权利要求19所述的方法,其中,所述焊接包括自动保护金属极电弧焊。
22.根据权利要求19所述的方法,其中,所述焊接包括气体保护金属极电弧焊。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461931202P | 2014-01-24 | 2014-01-24 | |
| US61/931202 | 2014-01-24 | ||
| PCT/US2015/012907 WO2015112978A1 (en) | 2014-01-24 | 2015-01-26 | Stepped design weld joint preparation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106232279A CN106232279A (zh) | 2016-12-14 |
| CN106232279B true CN106232279B (zh) | 2020-07-07 |
Family
ID=53682022
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201580010222.4A Active CN106232279B (zh) | 2014-01-24 | 2015-01-26 | 阶梯式设计焊缝接头坡口 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10994361B2 (zh) |
| EP (1) | EP3096916A4 (zh) |
| JP (1) | JP6730927B2 (zh) |
| CN (1) | CN106232279B (zh) |
| WO (1) | WO2015112978A1 (zh) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102297184B1 (ko) * | 2015-09-22 | 2021-09-02 | 한국남동발전 주식회사 | 안정화 오스테나이트계 스테인리스강 튜브의 용접방법 |
| US10315914B2 (en) * | 2016-06-27 | 2019-06-11 | The Charles Stark Draper Laboratory, Inc. | Reconstructed wafer based devices with embedded environmental sensors and process for making same |
| US10981253B2 (en) | 2016-12-13 | 2021-04-20 | Caterpillar Inc. | Structure having stress protected groove weld and structural members forming the same |
| US10688600B2 (en) | 2016-12-13 | 2020-06-23 | Caterpillar Inc. | Structure having stress protected groove weld and structural members forming the same |
| US11339900B2 (en) | 2017-02-13 | 2022-05-24 | Webco Industries, Inc. | Work hardened welds and methods for same |
| ES2975314T3 (es) | 2017-02-13 | 2024-07-04 | Webco Ind Inc | Soldadura endurecida por trabajo y métodos para producir tal soldadura |
| JP6989016B2 (ja) * | 2018-07-06 | 2022-01-05 | 日立金属株式会社 | 部材およびその製造方法 |
| CN112469529B (zh) * | 2018-07-19 | 2023-04-18 | 株式会社神户制钢所 | 异种材料接合结构体的制造方法和异种材料接合结构体 |
| JP7082541B2 (ja) * | 2018-07-20 | 2022-06-08 | 三菱重工業株式会社 | 補修溶接方法 |
| CN109340212B (zh) * | 2018-12-03 | 2020-12-25 | 徐州徐工液压件有限公司 | 一种滑道式多挡行程挂板支腿液压缸 |
| US11051809B2 (en) * | 2018-12-31 | 2021-07-06 | Cilag Gmbh International | Cartridge receiving jaw for surgical stapler and associated method of manufacture with MIM |
| CN109783921B (zh) * | 2019-01-07 | 2023-08-15 | 中国石油化工集团有限公司 | 油气输送管道的热影响区评估方法、装置及计算机设备 |
| WO2021130391A1 (es) * | 2019-12-23 | 2021-07-01 | Acciona Energia, S.A. | Procedimiento de reparación de ejes de aerogeneradores mediante aporte por soldadura fcaw |
| CN111584400B (zh) * | 2020-05-14 | 2023-11-07 | 宁波江丰电子材料股份有限公司 | 一种干法刻蚀半导体通气腔体及其制备方法 |
| CN113070548A (zh) * | 2021-04-01 | 2021-07-06 | 西安热工研究院有限公司 | 一种焊缝防开裂焊接方法 |
| US20230151450A1 (en) * | 2021-11-15 | 2023-05-18 | Daniel S. Codd | Integrated welding and thermal processing joining method for creep strength enhanced ferritic steels |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1921242A (en) * | 1932-01-25 | 1933-08-08 | Smith Corp A O | Scarf for electric arc welding thick metal articles |
| JPS56117899A (en) * | 1980-02-18 | 1981-09-16 | Komai Tekkosho:Kk | Welding method for edge of steel structure |
| CN1385278A (zh) * | 2001-05-08 | 2002-12-18 | 三菱重工业株式会社 | 高强度耐热钢的焊接接头部及其焊接方法 |
Family Cites Families (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1903315A (en) * | 1929-07-15 | 1933-04-04 | Smith Corp A O | Pipe joint |
| US2415987A (en) * | 1943-05-27 | 1947-02-18 | W K Mitchell & Company Inc | Apparatus for butt welding |
| CH409180A (de) | 1961-05-16 | 1966-03-15 | Bertels Josef | Verfahren zum Verbinden eines Leichtmetall-, insbesondere Aluminiumteils, mit einem Stahlteil durch Schweissen |
| US3231338A (en) * | 1962-04-19 | 1966-01-25 | Chicago Bridge & Iron Co | Multi-layer pressure vessel for high temperature hydrogenation processes |
| US3506285A (en) | 1966-09-19 | 1970-04-14 | Rockwell Mfg Co | Weld end fittings |
| US4049186A (en) * | 1976-10-20 | 1977-09-20 | General Electric Company | Process for reducing stress corrosion in a weld by applying an overlay weld |
| DE2916289C2 (de) | 1979-04-21 | 1981-01-15 | Messerschmitt-Boelkow-Blohm Gmbh, 8000 Muenchen | Messung der Magnetflußänderung und der LuftspaltgröBe eines Luftspaltes zwischen einem Elektromagneten und einem ferromagnetischen Material |
| JPS5765789U (zh) * | 1980-10-07 | 1982-04-20 | ||
| DE3407305A1 (de) | 1984-02-24 | 1985-08-29 | Mannesmann AG, 4000 Düsseldorf | Verwendung einer korrosionsbestaendigen austenitischen legierung fuer mechanisch hoch beanspruchte, schweissbare bauteile |
| JPH0696196B2 (ja) * | 1985-09-18 | 1994-11-30 | 石川島播磨重工業株式会社 | ニツケル基合金材等の溶接方法 |
| GB2188158A (en) | 1986-03-20 | 1987-09-23 | Cambridge Instr Inc | Flowmeter |
| US4834808A (en) | 1987-09-08 | 1989-05-30 | Allegheny Ludlum Corporation | Producing a weldable, ferritic stainless steel strip |
| JPH0652307B2 (ja) | 1988-11-19 | 1994-07-06 | 動力炉・核燃料開発事業団 | 原子炉用分散強化型フェライト鋼被覆管及びその製造方法 |
| JP2967886B2 (ja) | 1991-02-22 | 1999-10-25 | 住友金属工業 株式会社 | クリープ強度と靭性に優れた低合金耐熱鋼 |
| JP3334217B2 (ja) | 1992-03-12 | 2002-10-15 | 住友金属工業株式会社 | 靱性とクリープ強度に優れた低Crフェライト系耐熱鋼 |
| US5258600A (en) * | 1992-03-31 | 1993-11-02 | Exxon Production Research Company | Process for welding thermally and/or mechanically treated metal conduits |
| JPH0749822A (ja) | 1993-08-09 | 1995-02-21 | Fujitsu Ltd | データ処理システムの負荷分散方法 |
| ES2129086T3 (es) * | 1994-01-29 | 1999-06-01 | Asea Brown Boveri | Procedimiento para unir piezas metalicas por medio de soldadura por fusion con arco voltaico. |
| JPH07228942A (ja) | 1994-02-17 | 1995-08-29 | Mitsubishi Heavy Ind Ltd | オーステナイト系ステンレス鋼の溶接継手の製造方法 |
| JPH08243753A (ja) * | 1995-03-09 | 1996-09-24 | Ishikawajima Harima Heavy Ind Co Ltd | 炭素鋼とステンレス鋼との溶接方法 |
| JPH0952183A (ja) | 1995-08-14 | 1997-02-25 | Mitsubishi Heavy Ind Ltd | 電子ビーム溶接方法 |
| FR2742368B1 (fr) * | 1995-12-18 | 1998-03-06 | Framatome Sa | Procede de raccordement par soudage heterogene bout a bout de deux pieces de natures differentes et utilisations |
| DE69705167T2 (de) | 1996-06-24 | 2001-11-15 | Mitsubishi Jukogyo K.K., Tokio/Tokyo | Ferritische Stähle mit niedrigem Cr-Gehalt und ferritische Gusstähle mit niedrigem Cr-Gehalt, die eine hervorragende Hochtemperaturfestigkeit und Schwei barkeit aufweisen |
| JP3457834B2 (ja) | 1997-04-09 | 2003-10-20 | 三菱重工業株式会社 | 靱性に優れた低Crフェライト系耐熱鋼用溶接金属 |
| US6676777B2 (en) | 2001-03-02 | 2004-01-13 | National Institute For Materials Science | Postweld heat treatment process of carbon steel and low alloy steel |
| US7374823B2 (en) | 2003-02-28 | 2008-05-20 | Press Kogyo Co., Ltd. | Welded portion constitution and welding method |
| DE10348424A1 (de) | 2003-10-14 | 2005-05-19 | Alstom Technology Ltd | Geschweisster Rotor für eine thermische Maschine sowie Verfahren zur Herstellung eines solchen Rotors |
| DE102005035585B3 (de) * | 2005-07-29 | 2006-08-10 | Areva Np Gmbh | Verfahren zur Herstellung einer Schweißverbindung sowie Verfahren zur Reparatur einer derartigen Schweißverbindung |
| US8561298B2 (en) * | 2007-03-01 | 2013-10-22 | Siemens Energy, Inc. | Superalloy component welding at ambient temperature |
| US20090224530A1 (en) | 2008-03-06 | 2009-09-10 | Ben Dorrell Sessions | Welded butt joints on tubes having dissimilar end preparations |
| KR20110036705A (ko) | 2008-07-11 | 2011-04-08 | 아크티에볼라게트 에스케이에프 | 스틸 부품, 용접심, 용접된 스틸 부품 및 베어링 부품을 제조하기 위한 방법 |
| US8834168B2 (en) * | 2008-08-21 | 2014-09-16 | Lincoln Global, Inc. | System and method providing combined virtual reality arc welding and three-dimensional (3D) viewing |
| US20120027506A1 (en) * | 2009-04-15 | 2012-02-02 | F. Tech Inc. | Weld joint of aluminum alloy member |
| US8992109B2 (en) * | 2009-12-04 | 2015-03-31 | Nippon Steel & Sumitomo Metal Corporation | Butt-welded joint of welded structure, and method for manufacturing the same |
| US8662099B2 (en) | 2010-04-23 | 2014-03-04 | Fisher Controls International, Llc | Valve shaft apparatus for use with rotary valves |
| US8733619B2 (en) * | 2010-06-25 | 2014-05-27 | Arcelormittal Investigacion Y Desarrollo, S.L. | Nickel-base radiant tube and method for making the same |
| WO2012096937A1 (en) * | 2011-01-10 | 2012-07-19 | Arcelormittal Investigacion Y Desarrollo S.L. | Method of welding nickel-aluminide |
| WO2012143986A1 (ja) * | 2011-04-18 | 2012-10-26 | トヨタ自動車株式会社 | 車両用駆動力伝達装置の製造方法及び製造装置 |
| KR101586590B1 (ko) | 2011-07-06 | 2016-01-18 | 신닛테츠스미킨 카부시키카이샤 | 오스테나이트강 용접 조인트 |
| CN103008851B (zh) | 2012-12-14 | 2015-04-15 | 四川精控阀门制造有限公司 | 全焊接球阀阀体焊缝窄间隙焊接工艺及接口结构 |
| CN203067995U (zh) | 2013-01-23 | 2013-07-17 | 中国舰船研究设计中心 | 一种管路螺纹接头 |
| EP2918364B1 (en) * | 2014-03-14 | 2022-08-17 | Ansaldo Energia IP UK Limited | Process for welding pipe connections for high temperature applications |
-
2015
- 2015-01-26 CN CN201580010222.4A patent/CN106232279B/zh active Active
- 2015-01-26 JP JP2016548299A patent/JP6730927B2/ja active Active
- 2015-01-26 EP EP15739795.1A patent/EP3096916A4/en active Pending
- 2015-01-26 US US15/113,294 patent/US10994361B2/en active Active
- 2015-01-26 WO PCT/US2015/012907 patent/WO2015112978A1/en active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1921242A (en) * | 1932-01-25 | 1933-08-08 | Smith Corp A O | Scarf for electric arc welding thick metal articles |
| JPS56117899A (en) * | 1980-02-18 | 1981-09-16 | Komai Tekkosho:Kk | Welding method for edge of steel structure |
| CN1385278A (zh) * | 2001-05-08 | 2002-12-18 | 三菱重工业株式会社 | 高强度耐热钢的焊接接头部及其焊接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6730927B2 (ja) | 2020-07-29 |
| EP3096916A4 (en) | 2017-11-22 |
| EP3096916A1 (en) | 2016-11-30 |
| WO2015112978A1 (en) | 2015-07-30 |
| US20170008117A1 (en) | 2017-01-12 |
| CN106232279A (zh) | 2016-12-14 |
| JP2017509488A (ja) | 2017-04-06 |
| US10994361B2 (en) | 2021-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106232279B (zh) | 阶梯式设计焊缝接头坡口 | |
| AU2009330665B2 (en) | Butt weld and method of making using fusion and friction stir welding | |
| CN104759743B (zh) | 一种镍基合金管氩弧焊接工艺方法 | |
| Abson et al. | Review of type IV cracking of weldments in 9–12% Cr creep strength enhanced ferritic steels | |
| JP6016170B2 (ja) | 優れた延性引き裂き強度を持つ高靱性溶接金属 | |
| Sorrentino | Welding technologies for ultra-supercritical power plant materials | |
| JP2014055760A (ja) | ボイラ用メンブレンパネルの溶接部の予防保全補修方法およびこの予防保全補修を実施したボイラ装置 | |
| CN111331315B (zh) | 一种乙烯裂解炉管焊接修复方法 | |
| US20220090711A1 (en) | System and method for manufacturing pipes | |
| Urzynicok et al. | Application of new GMAW welding methods used in prefabrication of P92 (X10CrWMoVNb9-2) pipe butt welds | |
| Bruce et al. | Further development of heat-affected zone hardness limits for in-service welding | |
| JP2007021530A (ja) | 鋳鋼品の溶接補修方法及び溶接補修部を有する鋳鋼品 | |
| JPH0557450A (ja) | 異材の溶接方法 | |
| Paddea et al. | T23 and T24–new generation low alloyed steels | |
| Saito et al. | Fabrication trials of Ni-based alloys for advanced USC boiler application | |
| CN109530894B (zh) | 一种阀座密封面等离子喷焊司太立合金的方法 | |
| Zhang et al. | Flux cored arc welding: the high productivity welding process for P91 steels | |
| Amirian et al. | Experimental Study of the Effects of Welding Depth and Heat Treatment on Residual Stresses in a Cracked Rotor | |
| Siefert et al. | Weldability of EPRI P87 | |
| Huysmans et al. | Challenging weld repair of grade 91 tubing by avoiding PWHT | |
| Udoh et al. | Creep and Failure Behavior of Welded Joints Made of Alloy 617B | |
| Leon-Henao et al. | Assessment of Super Duplex Stainless Steel Welding using Hyper Duplex Filler Metal: Microstructure and Corrosion Performance | |
| Goswami et al. | Innovative approach of mechanized GMAW procedure qualification of X65 grade S-lay offshore sour pipeline | |
| Srinivasan et al. | Demonstration of Thick-Section Welding of Haynes 282 to Steel | |
| Malik et al. | Mechanical & metallurgical properties of dissimilar joining of P91 ferritic steel: A review |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |